- English
- Čeština
- Español
- Italiano
- Deutsch
- Polski
- Français
- Home
- Troubleshooting [進行中の翻訳]
- プリンタートラブルシューティング
- プリント途中でエクストルーダーの押し出しが止まる現象(ヒートクリープ)
プリント途中でエクストルーダーの押し出しが止まる現象(ヒートクリープ)
- プリント品質のトラブルシューティング
- QR Error codes [進行中の翻訳]
- プリンタートラブルシューティング
- A64 Overheat #10207 (SL1/SL1S)
- 周囲温度のチェック(MK3/MK3S)
- Ambient temperature too cold #10703 (SL1/SL1S)
- Ambient temperature too high #10702 (SL1/SL1S)
- An unexpected error has occurred #10701 (SL1)
- Another action is already running #10506 (SL1/SL1S)
- BBF Allocation Failed #17531 (XL)
- BBFの割当に失敗しました #26531 (MK4S) #13531 (MK4) #21531 (MK3.9) #23531 (MK3.5)
- BBF Initialization failed #17532 (XL)
- BBFの初期化に失敗しました #26532 (MK4S) #13532 (MK4) #21532 (MK3.9) #23532 (MK3.5)
- ヒートベッド最高温度エラー #26205 (MK4S) #13205 (MK4) #21205 (MK3.9) #23205 (MK3.5)
- ヒートベッド最低温度エラー #26207 (MK4S) #13207 (MK4) #21207 (MK3.9) #23207 (MK3.5)
- ベッドプリヒートエラー #26201 (MK4S) #13201 (MK4) #21201 (MK3.9) #23201 (MK3.5)
- ヒートベッドの熱暴走 #26203 (MK4S) #13203 (MK4) #21203 (MK3.9) #23203 (MK3.5)
- 飛んだフューズ (MINI)
- Blown Fuse (MK2S/MK2.5/MK2.5S)
- 飛んだヒューズ (MK3/MK3S/MK3S+)
- 飛んだヒューズ (MK4/S, MK3.9/S)
- Blue Screen of Death (BSOD)
- Boost board problem #10320 (SL1S)
- Bricked printer (SL1/SL1S)
- Calibration project is invalid #10543 (SL1/SL1S)
- Can't copy project #10704 (SL1/SL1S)
- Cannot get update channel #10514 (SL1)
- Cannot read project #10539 (SL1/SL1S)
- Cannot remove project #10545 (SL1/SL1S)
- ホットエンドの詰まり (MK4)
- ホットエンドの詰まり (XL)
- ノズル/ホットエンドの詰まり (MINI/MINI+)
- ノズル/ホットエンドの詰まり (MK3.5/S, MK3S+, MK2.5S)
- 接続認証の失敗
- Connect Registration Failed #12401 (MINI)
- 接続認証の失敗 #17401 (XL)
- Connect Registration Failed #21401 (MK3.9)
- Connect Registration Failed #23401 (MK3.5)
- Connect Registration Failed #26401 (MK4S) #13401 (MK4)
- Directory not empty #10546 (SL1/SL1S)
- Disconnected UV LED panel #10321 (SL1/SL1S)
- Display test failed #10120 (SL1/SL1S)
- Dwarfボードエラー #17502 (XL)
- Dwarfボードエラー #17503 (XL)
- EEPROM I2C Receive Busy #17316 (XL)
- EEPROM I2C 受信ビジー #26316 (MK4S) #13316 (MK4) #21316 (MK3.9) #23316 (MK3.5)
- Emergency stop #12510 (MINI)
- Emergency stop #17510 (XL)
- 緊急停止 #26510 (MK4S) #13510 (MK4) #21510 (MK3.9) #23510 (MK3.5)
- ESP error #17504 (XL)
- ESP error #17505 (XL)
- ESP error #17506 (XL)
- ESPエラー #26504 (MK4S) #13504 (MK4) #21504 (MK3.9) #23504 (MK3.5)
- ESPエラー #26505 (MK4S) #13505 (MK4) #21505 (MK3.9) #23505 (MK3.5)
- ESPエラー #26506 (MK4S) #13506 (MK4) #21506 (MK3.9) #23506 (MK3.5)
- ESP not connected #17533 (XL)
- Expect overheating #10714 (SL1/SL1S)
- External SPI flash W25X20CL/xFLASH が反応しない - エラー
- エクストルーダーのブロブ
- EXTRUDER ERROR #17536 (XL)
- Extruder Maxtemp error #17206 (XL)
- Extruder Mintemp error #17208 (XL)
- エクストルーダーのノイズ
- エクストルーダー プリヒートエラー #17202 (XL)
- Extruder temp not matching #17210 (XL)
- エクストルーダーの熱暴走 #17204 (XL)
- プリント途中でエクストルーダーの押し出しが止まる現象(ヒートクリープ)
- ファクトリーリセット (MINI)
- ファクトリーリセット (MK2S/MK2.5S/MK3S)
- 工場出荷時の状態へのリセット (MK4/S, MK3.9/S, MK3.5/S, XL)
- Factory Reset (MMU)
- Factory reset (MMU2S pre firmware 1.0.6)
- Factory reset (SL1/SL1S)
- Failed to read the configuration file #10505 (SL1)
- Zキャリブレーションの失敗 (MK3S/MK2.5S)
- Fan failure #10106 (SL1/SL1S)
- Fan warning #10713 (SL1/SL1S)
- フィラメントのアンロード失敗(MINI/MINI+)
- フィラメントがロードされていかない
- フィラメントがロードされない (MK4/S, MK3.9/S)
- フィラメントがロードされていかない (XL)
- フィラメントセンサー (MK4/S, MK3.9/S, XL)
- File already exists! #10520 (SL1)
- File not found #10518 (SL1/SL1S)
- File system error #12613 (MINI/MINI+)
- ファイルシステムエラー #26613 (MK4S) #13613 (MK4) #21613 (MK3.9) #23613 (MK3.5)
- FINDA setup and troubleshooting
- FINDA: Filament Stuck #04102 (MMU)
- Firmware in the internal flash corrupted! #12608 (MINI)
- Firmware missing #17612 (XL)
- Firmware Update Required #26701 (MK4S) #13701 (MK4) #21701 (MK3.9) #23701 (MK3.5)
- ファームウェアのアップデート時の問題 (MK2.5S/MK3S+/MMU2S/MMU3)
- First layer does not stick (SL1/SL1S)
- Flash erase error #12605 (MINI/MINI+)
- Flash erase error #17605 (XL)
- フラッシュ消去エラー #26605 (MK4S) #13605 (MK4) #21605 (MK3.9) #23605 (MK3.5)
- FW in internal flash corrupted #17608 (XL)
- 内蔵メモリ内のFWが破損しています #26608 (MK4S) #13608 (MK4) #21608 (MK3.9) #23608 (MK3.5)
- Hash verification failed #12607 (MINI/MINI+)
- Hash verification failed #17607 (XL)
- ハッシュの検証に失敗 #26607 (MK4S) #13607 (MK4) #21607 (MK3.9) #23607 (MK3.5)
- ヒートベッドが正常に加熱されない
- ヒートベッドポートの過電流 #26309 (MK4S) #13309 (MK4) #21309 (MK3.9) #23309 (MK3.5)
- Heatbed temp not matching #17209 (XL)
- Heatbreak Maxtemp error #17212 (XL)
- ヒートブレイク最高温度エラー #26212 (MK4S) #13212 (MK4) #21212 (MK3.9)
- Heatbreak Mintemp error #17211 (XL)
- ヒートブレイク最低温度エラー #26211 (MK4S) #13211 (MK4) #21211 (MK3.9)
- Homing Error #12301 (MINI)
- Homing error X #12304 (MINI/MINI+)
- Homing error X #17304 (XL)
- X軸ホーミングエラー #26304 (MK4S) #13304 (MK4) #21304 (MK3.9) #23304 (MK3.5)
- Homing error Y #12305 (MINI/MINI+)
- Homing error Y #17305 (XL)
- Y軸ホーミングエラー #26305 (MK4S) #13305 (MK4) #21305 (MK3.9) #23305 (MK3.5)
- Zホーミングエラー #17301 (XL)
- Homing Error Z #23301 (MK3.5)
- Z軸ホーミングエラー #26301 (MK4S) #13301 (MK4) #21301 (MK3.9)
- ホットエンドファンが回転しない
- Hotend Heater Overcurrent #17322
- Hotend maxtemp error #23206 (MK3.5)
- Hotend mintemp error #23208 (MK3.5)
- ホットエンド最低温度エラー #26208 (MK4S) #13208 (MK4) #21208 (MK3.9)
- Hotend preheat error #23202 (MK3.5)
- ホットエンドプリヒートエラー #26202 (MK4S) #13202 (MK4) #21202 (MK3.9)
- Hotend temp not matching #13210 (MK3.9/MK4)
- Hotend temp not matching #23210 (MK3.5)
- Hotend thermal runaway #23204 (MK3.5)
- ホットエンドの熱暴走 #26204 (MK4S) #13204 (MK4) #21204 (MK3.9)
- I2C Receive failed #17315 (XL)
- I2C受信の失敗 #13315 #26315 (MK4S)(MK4) #21315 (MK3.9) #23315 (MK3.5)
- I2C Receive Timeout #17317 (XL)
- I2C受信のタイムアウト #26317 (MK4S) #13317 (MK4) #21317 (MK3.9) #23317 (MK3.5)
- I2C Receive undefined #17318 (XL)
- I2C受信の未定義 #26318 (MK4S) #13318 (MK4) #21318 (MK3.9) #23318 (MK3.5)
- I2C Send Busy #17312 (XL)
- I2C 送信ビジー #26312 (MK4S) #13312 (MK4) #21312 (MK3.9) #23312 (MK3.5)
- I2C Send Failed #17311 (XL)
- I2C送信の失敗 #26311 (MK4S) #13311(MK4) #21311 (MK3.9) #23311 (MK3.5)
- I2C Send Timeout #17313 (XL)
- I2C送信のタイムアウト #26313 (MK4S) #13313(MK4) #21313 (MK3.9) #23313 (MK3.5)
- I2C Send Undefined #17314 (XL)
- I2C送信の未定義 #26314 (MK4S) #13314 (MK4) #21314 (MK3.9) #23314 (MK3.5)
- Imposter! Fake signature #17606 (XL)
- Incorrect printer model #10705 (SL1/SL1S)
- Internal memory full #10516 (SL1/SL1S)
- Invalid API key #10405 (SL1/SL1S)
- Invalid FW size on USB #12603 (MINI/MINI+)
- USBのFWサイズが無効 #26603 (MK4S) #13603 (MK4) #21603 (MK3.9) #23603 (MK3.5)
- Invalid FW size on USB flash drive #17603 (XL)
- IR filament sensor calibration (MMU3, MMU2S)
- IRフィラメントセンサーのトラブルシューティング(MINI/MINI+)
- IRフィラメントセンサーのトラブルシューティング(MK2.5S, MK3S)
- LCDスクリーンが機能しない
- LED Memory Error #17529 (XL)
- LEDメモリーエラー #26529 (MK4S) #13529 (MK4) #21529 (MK3.9) #23529 (MK3.5)
- Live Z adjust not saving
- Load to extruder failed #04108 (MMU)
- Loadcell Bad Configuration #17527 (XL)
- ロードセルのキャリブレーション不良 #26527 (MK4S) #13527 (MK4) #21527 (MK3.9)
- Loadcell measure failed #17526 (XL)
- ロードセル測定の失敗 #26526 (MK4S) #13526 (MK4) #21526 (MK3.9)
- Loadcell not calibrated #17523 (XL)
- ロードセル未キャリブレーション #26523 (MK4S) #13523 (MK4) #21523 (MK3.9)
- Loadcell tare error #17524 (XL)
- Loadcell Tare Error #26524 (MK4S) #13524 (MK4) #21524 (MK3.9)
- Loadcell tare failed #17525 (XL)
- ロードセル基準値の設定失敗 #26525 (MK4S) #13525 (MK4) #21525 (MK3.9)
- Loadcell timeout #17528 (XL)
- ロードセルのタイムアウト #26528 (MK4S) #13528 (MK4) #21528 (MK3.9)
- Loadcell troubleshooting
- Logging data over serial line (MMU2S)
- Loud noises from printer (SL1/SL1S)
- M.I.N.D.A./SuperPINDA センサーのテスト (MINI/MINI+)
- Marlin Request Timeout #17530 (XL)
- Marlin Request Timeout #26530 (MK4S) #13530 (MK4) #21530 (MK3.9) #23530 (MK3.5)
- Mask noavail warning #10709 (SL1/SL1S)
- ヒートベッドの温度エラー/Maxtemp error bed #12205 (MINI)
- ホットエンドの温度エラー/Maxtemp error print head #12208 (MINI)
- MCU Maxtemp Error #17213 (XL)
- ヒートベッドの温度エラー/Mintemp error bed #12207 (MINI)
- ホットエンドの温度エラー/Mintemp error print head #12208 (MINI)
- Misaligned PINDA Sensor (MK2/S)
- Missing parts (SL1/SL1S)
- MK3Sがフィラメント交換を促し続ける
- MMU MCU Underpower #04307 (MMU)
- MMU Overcurrent #26310 (MK4S) #13310 (MK4) #21310 (MK3.9) #23310 (MK3.5)
- MMU2S idler unable to move freely
- MMU2S LEDs meaning
- MMU2S Selector not moving
- Modular bed error #17250 (XL)
- Modular bed error #17251 (XL)
- Modular bed error #17252 (XL)
- Modular bed error #17253 (XL)
- Modular bed error #17254 (XL)
- モジュラーベッド エラー #17255 (XL)
- Modular bed error #17256 (XL)
- Modular bed error #17257 (XL)
- Modular bed error #17302 (XL)
- Modular bed error #17303 (XL)
- Modular Bed Error #17319 (XL)
- Modular Bed Error #17320 (XL)
- Modular bed error #17501 (XL)
- Multimeter usage
- No file on USB #12604 (MINI/MINI+)
- No file to reprint #10508 (SL1)
- No FW in internal flash #12612 (MINI/MINI+)
- 内蔵フラッシュ内にFWが存在しない #26612 (MK4S) #13612 (MK4) #21612 (MK3.9) #23612 (MK3.5)
- USBにファームウェアがありません #26604 (MK4S) #13604 (MK4) #21604 (MK3.9) #23604 (MK3.5)
- No FW on USB flash drive #17604 (XL)
- Not connected to network #10402 (SL1/SL1S)
- Not enough layers #10540 (SL1/SL1S)
- Not enough resin #10706 (SL1/SL1S)
- Nozzle Cleaning Failed (MK4, MK3.9)
- ノズルクリーニングの失敗 (XL)
- ノズルがヒートベッドに衝突する
- Nozzle Heater Overcurrent #23308 (MK3.5)
- ノズルヒーターへの過電流 #26308 (MK4S) #13308 (MK4) #21308 (MK3.9)
- Object cropped warning #10710 (SL1/SL1S)
- Opening project failed #10504 (SL1/SL1S)
- Out of memory #17507 (XL)
- メモリー切れ #26507 (MK4S) #13507 (MK4) #21507 (MK3.9) #23507 (MK3.5)
- M.I.N.D.A./SuperPINDA センサーのテスト (MINI/MINI+)
- Parameters out of range #10707 (SL1/SL1S)
- ピンが未到達 #17107 (XL)
- PNG Buffer Full #17508 (XL)
- PNGバッファのメモリ不足 #26508 (MK4S) #13508 (MK4) #21508 (MK3.9) #23508 (MK3.5)
- ベッドのプリヒートエラー #12201 (MINI)
- ホットエンドのプリヒートエラー/Preheat error print head #12202 (MINI)
- Preload failed #10503 (SL1/SL1S)
- Print examples missing #10523 (SL1/SL1S)
- プリントファンが回転していません
- プリンタの電源が入らない、または電源が切れたままになる
- Project analysis failed #10542 (SL1/SL1S)
- Project is corrupted #10541 (SL1/SL1S)
- PrusaLinkのトラブルシューティング
- Puppy error #17511 (XL)
- Puppy error #17512 (XL)
- パピーエラー #17513 (XL)
- パピーエラー #17514 (XL)
- Puppy error #17515 (XL)
- Puppy error #17516 (XL)
- Puppy error #17517 (XL)
- Puppyボードエラー #17518 (XL)
- Puppy error #17519 (XL)
- Puppy error #17520 (XL)
- Puppy error #17521 (XL)
- Puppy error #17522 (XL)
- Remote API error #10407 (SL1/SL1S)
- Resin low #10712 (SL1/SL1S)
- Resin measuring failed #10124 (SL1/SL1S)
- Resin sensor error #10307 (SL1/SL1S)
- Resin too high #10109 (SL1/SL1S)
- Resin too low #10108 (SL1/SL1S)
- Sample G-codes
- Saving log file (SL1/SL1S)
- SDカードが読めません
- SDカード・USBメモリ
- Selftest failed (XL multi-tool)
- セルフテストの失敗 (XL)
- Signature verification failed #12606 (MINI/MINI+)
- 署名の検証に失敗 #26606 (MK4S) #13606 (MK4) #27606 (MK3.9S) #21606 (MK3.9) #28606 (MK3.5S) #23606 (MK3.5)
- SL1 Tilt-mechanism error
- スパゲッティモンスター
- MINIを正確に調整する
- ステータスLEDについて (MK4/XL)
- Status LED explained (MMU3)
- フィラメントスタックの検出 #26101 (MK4S) #13101 (MK4) #21101 (MK3.9) #17108 (XL)
- Tangled filament
- Temp not matching heatbed #12209 (MINI/MINI+)
- Temp not matching print head #12210 (MINI/MINI+)
- Temperature out of range #10208 (SL1/SL1S)
- Thermal runaway(ヒートベッド) #12203 (MINI)
- Thermal runaway(プリントヘッド) #12204 (MINI)
- TMC driver shorted #04304 (MMU)
- TMC driver shorted #04314 (MMU)
- TMC driver shorted #04324 (MMU)
- ツールオフセットが不整合 #17104 (XL)
- ツールチェンジャーエラー #17101 (XL)
- Toolchanger problem (XL multi-tool)
- Tower check failed #10118 (SL1/SL1S)
- Unauthorized #10406 (SL1/SL1S)
- Under-extrusion (Nextruder printers)
- Unexpected error #10501 (SL1/SL1S)
- Unexpected MC error #10306 (SL1/SL1S)
- Unknown printer model #10323 (SL1/SL1S)
- Unsupported BBF version #12614 (MINI/MINI+)
- サポートされていないBBFバージョン #26614 (MK4S) #13614 (MK4) #21614 (MK3.9) #23614 (MK3.5)
- Unsupported Buddy FW #17611 (XL)
- Unsupported firmware BBF file #17614 (XL)
- Unsupported printer model #17610 (XL)
- Unsupported printer type #12610 (MINI/MINI+)
- サポートされていないプリンタタイプ #26610 (MK4S) #13610 (MK4) #21610 (MK3.9) #23610 (MK3.5)
- Unsupported printer version #12611 (MINI/MINI+)
- サポートされていないプリンタバージョン #26611 (MK4S) #13611 (MK4) #21611 (MK3.9) #23611 (MK3.5)
- USB Device Overcurrent #17307 (XL)
- USBデバイスの過電流 #26307 (MK4S) #13307 (MK4) #21307 (MK3.9) #23307 (MK3.5)
- USB drive not detected #10528 (SL1/SL1S)
- USB flash drive not connected #17602 (XL)
- USB flash error #17613 (XL)
- USB not connected #12602 (MINI/MINI+)
- USBメモリが接続されていません #26602 (MK4S) #13602 (MK4) #21602 (MK3.9) #23602 (MK3.5)
- USB Port Overcurrent #17306 (XL)
- USBポートの過電流 #26306 (MK4S) #13306 (MK4) #21306 (MK3.9) #23306 (MK3.5)
- UV LED temperature error #10209 (SL1/SL1S)
- UV led voltage error #10309 (SL1)
- プリント中の振動とノイズ (MK3S+/MK2.5S)
- Wrong printer model #10544 (SL1/SL1S)
- Wrong revision of motion controller #10301 (SL1)
- XY position invalid #17106 (XL)
- XY probe unstable #17105 (XL)
- プリントエラーメッセージ
プリンタが突然フィラメントを押し出さなくなったのに、エラーの報告もなくプリンタがプリント動作を続ける場合、ヒートクリープの被害を受けている可能性があります。
どのように見えるか?
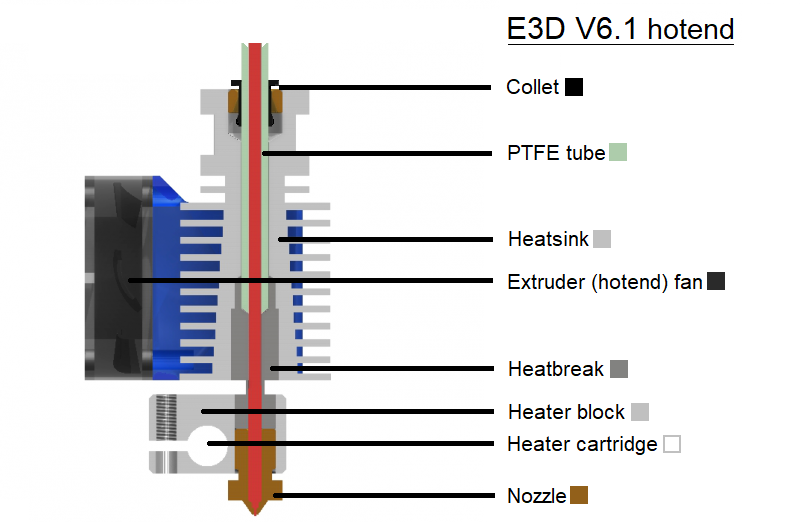
大雑把に言うと、ヒーターブロックより上のホットエンドの部分が熱くなりすぎることをヒートクリープと呼びます。通常の場合、フィラメントはノズルのすぐ上で溶け始めます。しかし、ヒートブレイクが熱くなりすぎると、熱はホットエンド全体に不規則に上方に膨張し、フィラメントはホットエンド内の高い位置で軟化し始め、目詰まりを引き起こします。エクストルーダーのモーターは引き続きフィラメントを押し込もうとするため、「カチカチ」「コツコツ」という音がして、フィラメントにぶつかります。
修理の方法
最も一般的な原因:
- 周囲(室内)温度が35℃(一部のフィラメントでは30℃)以上である、またはプリンタがエンクロージャーの中に入っている。
- 使用するフィラメントに金属粒子が含まれており、これがホットエンドの熱を伝導している可能性がある。
- ホットエンドの温度設定が高すぎる。
- ノズル、ヒートブレーク、ヒートシンクの間の熱伝達が不十分である。
- ヒートシンクを冷却するエアフローが十分でない。
- ノズルから流れていくフィラメントの量が少ないか、スピードが遅い。
未然に防ぐ方法
ホットエンドのクリーニングを行った後、この問題を起こさないために、以下のヒント集をチェックしてください。
エクストルーダーの組み立て
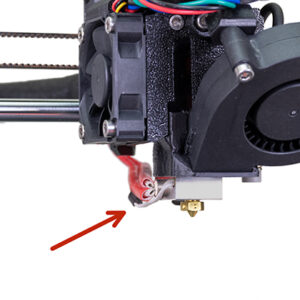
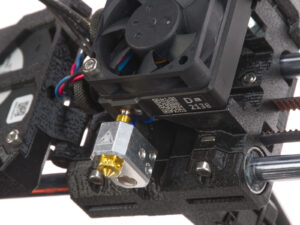
ノズルとヒーターブロックの隙間
E3D v6 を組み立てたホットエンドでは、ヒーターブロックとノズルの六角頭の間に約0.5mm(0.02インチ)の隙間があるはずです。これもホットエンド内部の熱流をコントロールするためです。ノズルをヒーターブロックにねじ込む際は、最後までしっかりと締め付ける必要がありますが、決してノズルヘッドがヒーターブロックに接触するような(過度の)締め付けをしないでください。
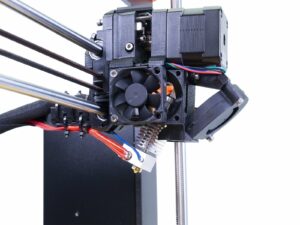
エクストルーダーのファンを確認する
周知の通り、ヒートシンクを十分に冷却するためには、冷却ファンが適切に動作する必要があります。まず、ファンにシールが貼られていないことを確認してください。これはファンが逆向きに取り付けられていることを意味します。ファンが回転している間は、外気ではなく、内部の空気を押し出さなければなりません。
ファンが正しく取り付けられている場合、ファンの回転速度が十分かどうかを確認することができます。印刷中に、LCD Menu -> Support -> Extruder info -> Fan speedに移動します。Nozzle FanのRPM値は4000から4400の間である必要があります。
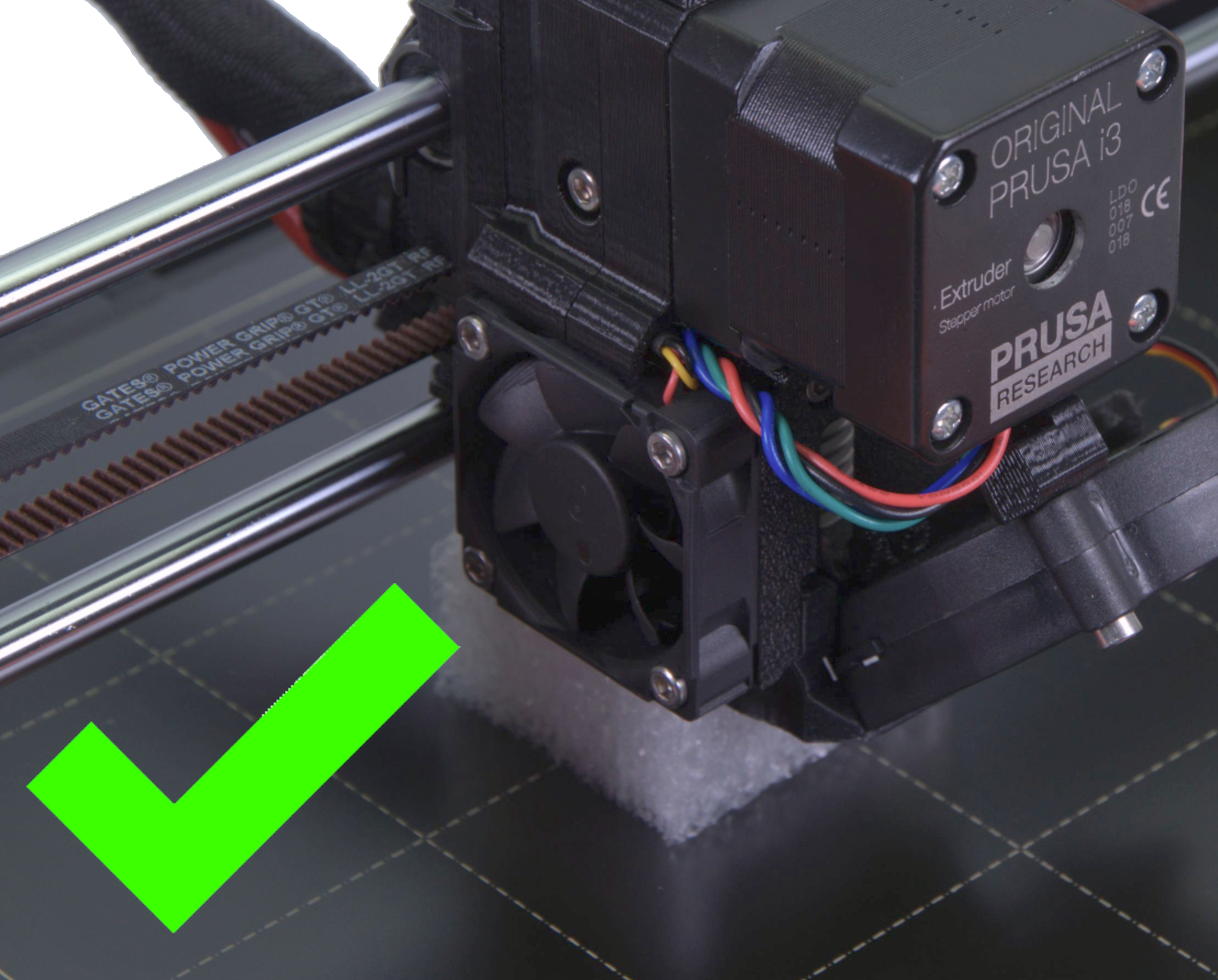 | 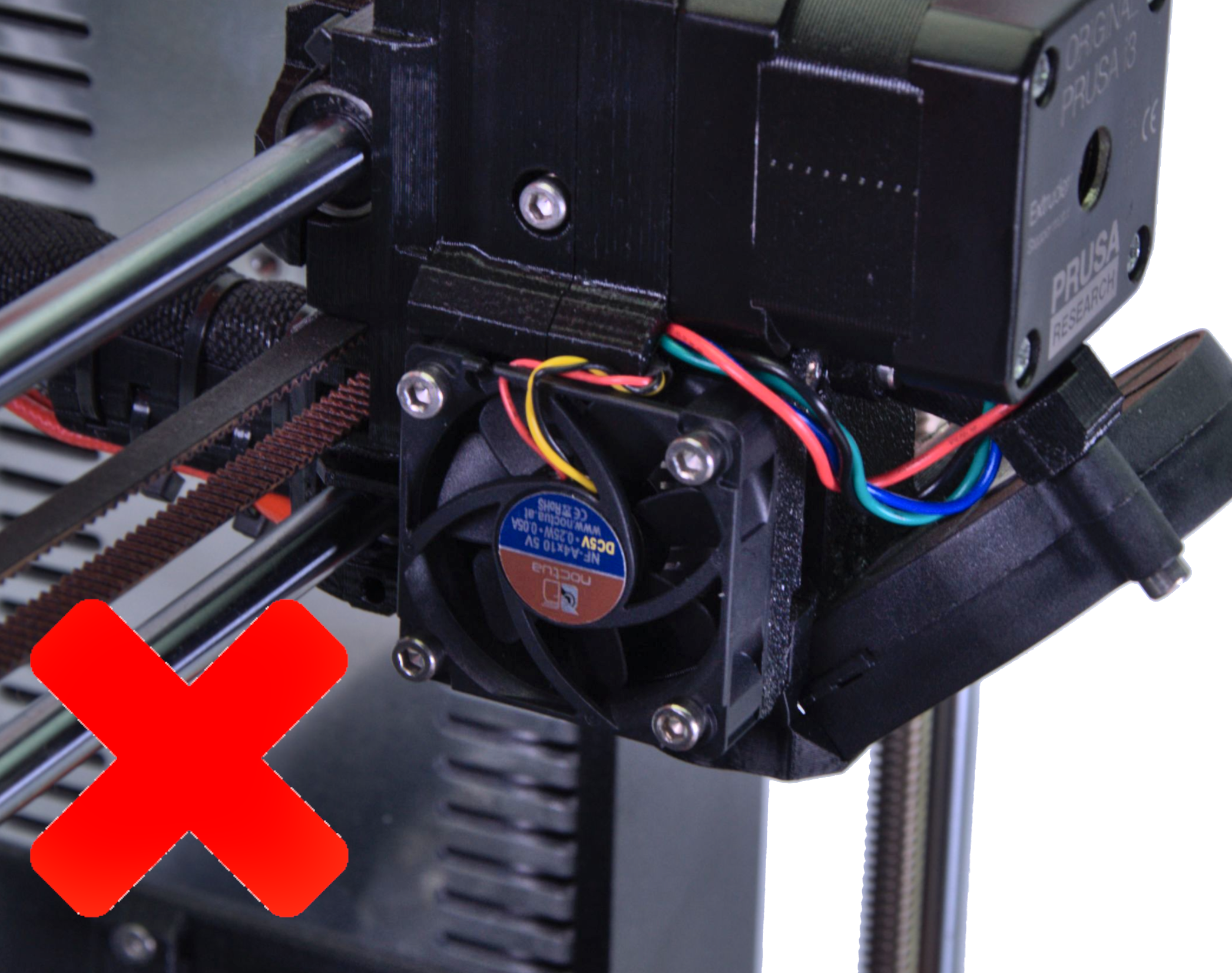 |
アイドラーテンションとボンドテックギア
エクストルーダーアイドラーにあるスプリングのテンションが低すぎたり高すぎたりしても、フィラメントの押し出しに問題が発生することがあります。アイドラースクリューが緩すぎると、ギアがフィラメントを掴めず、モーターがスキップすることがあります。アイドラースクリューがきつすぎると、ギアの歯がフィラメントを掴めず、詰まってしまう可能性があります。
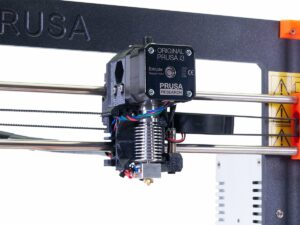
ヒートシンクに埃がないことを確認する
ヒートシンクの役割は、フィラメントの通り道で温度が上がりすぎないようにすることです。何時間もプリントしていると、ヒートシンクのフィンに細かい埃が溜まり、ヒートシンクの放熱効果が低下します。これを解決する簡単な方法は、ホットエンドの冷却ファン(エクストルーダーの左側にある四角いファン)を取り外し、エアダスターで埃を吹き飛ばすことです。ついでにファン自体のホコリも吹き飛ばしてしまいましょう。
PTFEチューブがホットエンドに完全に挿入されていることを確認する
ホットエンド内のPTFEチューブがヒートブレイクの端と同一平面上にあることを確認することが非常に重要です。もし最近ヒートシンクからPTFEチューブを取り出したのなら、PTFEチューブが所定の位置に固定され、上下に動かないことを常に再確認しておくのが賢明です。こちらを参照してください。
ヒートブレイクにサーマルペーストを追加する
特に、ホットエンドを掃除するために分解していた場合は、ホットエンドを元に戻す前に、ヒートシンクと接触している部分にサーマルペーストを塗ることを忘れないでください(コンピューターのプロセッサーに使用されるのと同じ種類のサーマルペーストです)。このペーストは、弊社の eshop から入手できますし、同様の高品質な汎用サーマルペーストを使用することも可能です。このような場合、ヒートブレイクが十分なサーマルペーストを使用してどのように見えるべきかを示しています。このガイドを参照してください(MK3S/MK2.5S/MMU2S用。MK3/MK2.5については、separate guideがあります)エクストルーダーとホットエンドの分解方法について詳しく説明しています。

プリント設定
ヒートベッドの温度を下げる
ヒートベッドから立ち上がる熱は、エクストルーダーパーツのオーバーヒートの一因となる可能性があります。特にPLAプリントの場合、Prusa Slicerのヒートベッドの温度を5~10度下げてみると改善する場合があります。PrusaSlicerのFilament settings -> Filamentで、Temperature の欄で温度を変更できます。
プリント中にLCDメニュー→Tune→Bedで行うこともできますが(ノブを回して値を変更)、その場合はファーストレイヤーが終了する前に行ってください。そうしないと、急激な温度変化でプリントオブジェクトが変形してしまう可能性があります。
レイヤーの高さを上げる
薄いレイヤーでプリントすると、一度に使うフィラメントの量が少ないので、ノズルから流れるフィラメントの量が少なくなり、エクストルーダーの中で熱が移動しやすくなります。簡単に試せるコツとしては、例えばレイヤーの高さを0.15mmや0.20mmでプリントしてみることです。特に細かいプリントが必要でなければ、もっと厚いレイヤーで行ってください。
プリント速度を上げる
薄い層でプリントする場合、スピードが遅いと、同じ理由でヒートクリープを引き起こす可能性があります。プリントスピードを10%程度上げることで改善されますが、0.20mm以下の層でのインフィルのプリントスピードは200mm/sを超えないようにすることをお勧めします。
Comments
Related











Still have questions?
If you have a question about something that isn't covered here, check out our additional resources.
And if that doesn't do the trick, you can send an inquiry to [email protected] or through the button below.