2025-03-05T07:04:27+00:00
2025-01-31T11:35:55+00:00
2023-11-10T08:35:28+00:00
初めてPrusaSlicerを使用してプリント用のgcodeまたはbgcodeを生成する場合、以下の手順に従ってください。 利用可能な機能の詳細については、リンクをクリックしてください。 以下の画像は古いPrusaSlicerバージョンのものかもしれませんが、インターフェースが異なっていても機能は同じです。 モデルのインポート まず、モデルをインポートする必要があります。PrusaSlicerウィンドウに直接ドラッグアンドドロップするか、上部ツールバーの追加ボタンを使用するか、ファイル…
Prusa ConnectとPrusaLinkは、弊社が社内で開発した2つのリモートプリントソリューションです。その起源は、プラハ本社にある記録的な大規模プリントファーム record-sized print farm located in Prague HQで使用されている管理システムにあります。 Prusa Connect は、どこからでも利用できるリモートプリントのためのクラウドサービスです。 PrusaLink*…
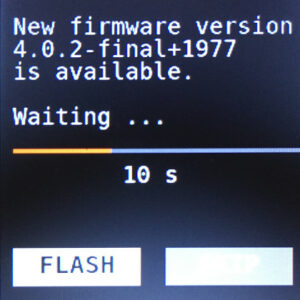
MINIでは、USBフラッシュメモリーを使用してファームウェアをアップデートします。 ファームウェアのZipファイルをダウンロードし、パソコンで解凍してください。 .bbfファイルをUSBメモリーのルートディレクトリにコピーします(フォルダー内ではありません)。 USBメモリーを挿入し、リセットボタンを押します。ブートローダは自動的にインストールされているバージョンとドライブ上のバージョンを比較し、より新しい場合は自動的にアップデートすることを提案します。 「FLASH」ボタンを選択し、ツマミを押して更新を確認します。…
LCDメニューの操作は、単一のコントロール要素で行います。それは、選択を確定するために押すロータリーノブです。さらに、押すとプリンターをリセットするリセットボタンがあります。メインのLCD画面には、プリンターの現在の状態に関するその他の情報も表示されます。 このメニュー構造は、ファームウェアバージョン4.4.0で導入されました。ファームウェアが最新であることを確認してください。 下記に示すメニュー構造は、日本語への直訳であり、プリンタの中で示される単語や表現と必ずしも一致しない可能性があります。英語表記も参考にご覧ください。 メニュー構造 プリント 予熱 PLA PETG ASA PC PVB ABS HIPS PP FLEX PA カスタム 名前 ノズル温度 ノズル予熱温度 ベッド温度 研磨性 フィルターが必要 確定 すべて表示 冷却 フィラメント フィラメントのロード フィラメントのアンロード フィラメントの交換 フィラメントのパージ フィラメントの管理 ロード済み 名前 表示 ノズル温度 予熱温度 ベッド温度 研磨性 フィルターが必要 フィラメントの編集 フィラメントの並べ替え フィラメントの有効化 制御 軸の移動 X軸の移動 Y軸の移動 Z軸の移動 E軸の移動 冷却 温度 ノズル ヒートベッド プリントファン 冷却 オートホーム 準備完了に設定 モーターの無効化 ライブ調整Z メッシュベッドレベリング ベッドレベル補正 左側 右側 前面 背面 リセット 校正とテスト ファンテスト XY軸テスト Z軸テスト ヒーターテスト 最初のレイヤーの校正 設定 フィラメントセンサー ステルスモード ファンチェック Gコードの検証 インプットシェイパー X軸フィルター X軸周波数 Y軸フィルター Y軸周波数 デフォルトに戻す ユーザーインターフェース フッター アイテム1…
Prusa CORE One 組み立て済み配送予定表 バッチ番号(組み立て済み) 推定配送日: 4 2025年2月25日 5 2025年3月3日 6 2025年3月7日 7 2025年3月12日 8 2025年3月18日 9 2025年3月21日 10 2025年4月1日 11 2025年4月7日 12 2025年4月14日 13 2025年4月21日 新規ご注文の現在のリードタイムの見積もり 更新日:…
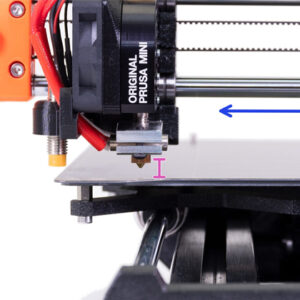
輸送、組み立て、メンテナンス(ベルトの張り調整など)の際に、プリンターがわずかに傾き、ある軸が別の軸に対して垂直(90度の角度)にならないことがあります。ファームウェアで多少のずれは補正されますが、一番良いのは、最初からハードウェアを調整し、正立させることです。 この手順は、完全に動作するプリンターのみに適用されます。セルフテストやフィラメントの押し出しに問題がある場合は、この手順の先に進む前に修正する必要があります。プリンタの組み立ては、当社の説明書に従って行うことが重要です。特に重要なのは、ベッドアッセンブリー(Y軸)とバディーケース(XZ軸)の位置関係と、取り付け状態です。 ここでは、特別な道具を使わず、プリンターの部品と目視確認だけで行います。フィーラーゲージやマシニストスクエアのような高度なエンジニアリングツールは必要ありません。ただし、機械に対して直角を出すため、チェックと調整の順番は非常に重要です。 手順 ベッド上のX軸とY軸の位置を変えて、原点復帰後のベッド上のノズルの高さを確認していきます。1度に1つの軸について行い、各テストの間に必要な補正を行います。以下記の順序の通り行ってください。 以下の順序でプリンターの点検と修正を行います: 初期確認 Y軸 Y軸とZ軸 X軸とZ軸 初期確認 下記をチェックしてください: X軸のスムースロッドは、エクストルーダーのプラスチックパーツまで挿入されています(左写真)。Xエンドとエクストルーダーのパーツには、チェックするための穴があります(緑色の丸)。 Z軸の10mmリニアベアリングは、固定するプラスチック部品(~0.75mm)より少し下にあり、両方のベアリングで均等になっています。 発泡パッドの脚はMINI+…
フィラメントを 送り出す際、先端が大きくなったり不規則な形状になったりして、PTFEチューブに対して大きすぎる場合があります。そうなるとプリンタがフィラメントを引っ張ることができないため、エクストルーダーから研磨音が聞こえることがあります。また、その後アンローディングの手順が完了した後に、PTFEチューブや継ぎ手のいずれかに詰まることがあります。 これを最短の手順で解決するためには、フィラメントがどこに引っかかるかによってアプローチが異なります。: プリントヘッド内部:…