- English
- Čeština
- Español
- Italiano
- Deutsch
- Polski
- Français
- Home
- このプリンターを使用
- プリンターメンテナンス
- ノズルの変更・交換 (MK2.5/S, MK3/S/+, MK3.5/S)
ノズルの変更・交換 (MK2.5/S, MK3/S/+, MK3.5/S)
- 3Dモデル
- 材料ガイド
- スライス処理
- プリンターメンテナンス
- ベルトの調整方法 (MINI/MINI+)
- ベルト張力の調整 (MK4/S, MK3.9/S, MK3.5/S, MK3/S/+)
- ベルトの調整方法 (XL)
- Buddyボードの電気配線(MINI)
- Changing or replacing the Nextruder Hotend
- ノズルの変更・交換 (MK2.5/S, MK3/S/+, MK3.5/S)
- Changing or replacing the Prusa Nozzle
- Changing the print head
- ノズルの交換/取り替え(MINI)
- Bondtechギアのチェックとアラインメント調整 (MK3.5/S, MK3S/+, MK2.5S)
- コールドプルテクニック(MINI)
- コールドプル (MK3/S/+, MK2.5/S, MK3.5/S)
- コールドプル (MK4/S, MK3.9/S, XL) #13702 #17702
- Community translations
- CW1 maintenance
- FEP film replacement (SL1)
- Fire Suppression system (Enclosure)
- Firmware updating (CW1)
- ファームウェアのアップデート方法 (MINI/MINI+)
- Firmware updating (MK2.5S/MK2S)
- Firmware updating (MMU2S)
- Firmware updating (SL1/SL1S)
- HEPA filter replacement (HT90)
- ホットエンドの分解&ヒートシンクのヒートブレイクがスタック
- ファームウェアのダウングレード (MK4/S, MK3.9/S, MK3.5/S, XL)
- 頭が潰れてしまったネジの外し方
- How to update firmware (HT90)
- ファームウェアのアップデート方法 (MK3S+/MK3S/MK3)
- ファームウェア更新方法 (MK4/S, MK3.9/S, MK3.5/S, XL)
- How to update firmware (MMU3)
- i3プリンターの定期的なメンテナンス
- Installing or changing the Nextruder V6 Nozzle Adapter
- IPA pigment filter (CW1/CW1S)
- MMU2S regular maintenance
- MMU3の定期メンテナンス
- Nozzle replacement (HT90)
- PETG sheets (Enclosure)
- Print surface preparation
- Printing without purge tower on the XL (Multi-Tool)
- 定期的なメンテナンス (MINI/MINI+)
- Regular printer maintenance (HT90)
- Regular printer maintenance (MK3.5/S)
- プリンタの定期メンテナンス (MK4/S, MK3.9/S)
- 定期的なメンテナンス (XL)
- エクストルーダーからの手動によるフィラメントの取り出し
- SDカード・USBメモリ
- SL1/SL1S maintenance
- SL1/SL1S print removing
- 安全機能のテスト(MK3/MK3S)
- プリント中の振動とノイズ (MINI/MINI+)
- Prusa Connect [進行中の翻訳]
オリジナルPrusa MK2.5/S、MK3/S/+、およびMK3.5/SはE3D V6ホットエンドを使用しています。E3D V6ホットエンドと互換性のあるノズルであれば、どれでも取り付けることができます。プリンターに付属する標準ノズルはE3D V6 0.4 mmの真鍮ノズルですが、他のタイプや直径のものも使用できます。以下の手順は、Olsson Rubyを除くすべてのノズルに適用されます。
ノズルを交換する理由
ノズルを交換する主な理由は2つあります:
- ノズルが摩耗して交換が必要
- 異なるタイプや直径のノズルでプリントしたい
必要な工具
- 2.5 mm六角レンチ(組み立て済みプリンターとキットに付属)
- 7 mmスパナ/ソケットまたはペンチ(7 mmスパナ/ソケットは組み立て済みプリンターとキットに付属していません)
- 17 mmスパナ(組み立て済みプリンターとキットに付属していません)
- 小さな板またはアルミホイル(組み立て済みプリンターとキットに付属していません)
手順
以下の手順は、ファームウェアバージョン3.12.0以上がインストールされていることを前提としています。プリンターの以前のファームウェアバージョンの場合、最新バージョンへのアップグレードをお勧めします。新しいファームウェアバージョンをフラッシュしていない場合は、ステップ3の代わりに「ステップ3の代替」を除いて、手順に従ってください。
- フィラメントがロードされている場合は、LCDメニュー -> フィラメントのアンロードからアンロードします。オプションで、コールドプル (MK3/S/+, MK2.5/S, MK3.5/S)を実行します。
- MK2.5/SおよびMK3/S/+では、LCDメニュー -> 設定 -> HWセットアップ -> ノズル交換に移動します。
- プリンターはこのガイドへのリンクを含むメッセージを表示します。
- LCDエンコーダーをクリック:プリンターは自動的にホームに戻り、その後Zアクシスを最上部に、Xアクシスを中央に移動させます。その間、プリンターは自動的にノズルを280 °Cに加熱します。ノズルを加熱することはこのプロセスにとって不可欠です。
- ノズルが280 °Cに達すると、プリンター画面に次のメッセージが表示されます:「ホットエンドが280C!ノズルを交換し、仕様通りに締めましたか?」。今はLCDエンコーダーをクリックしないでください。
MK3.5/Sでは、ノズルへのアクセスを改善するために、エクストルーダーを可能な限り高く移動させます。LCDメニュー -> コントロール -> 軸の移動 -> Z軸の移動に進みます。ノブを回して高さを調整します。これが完了したら、LCDメニュー -> コントロール -> 温度 -> ノズル温度からノズルを280 °Cに予熱します。
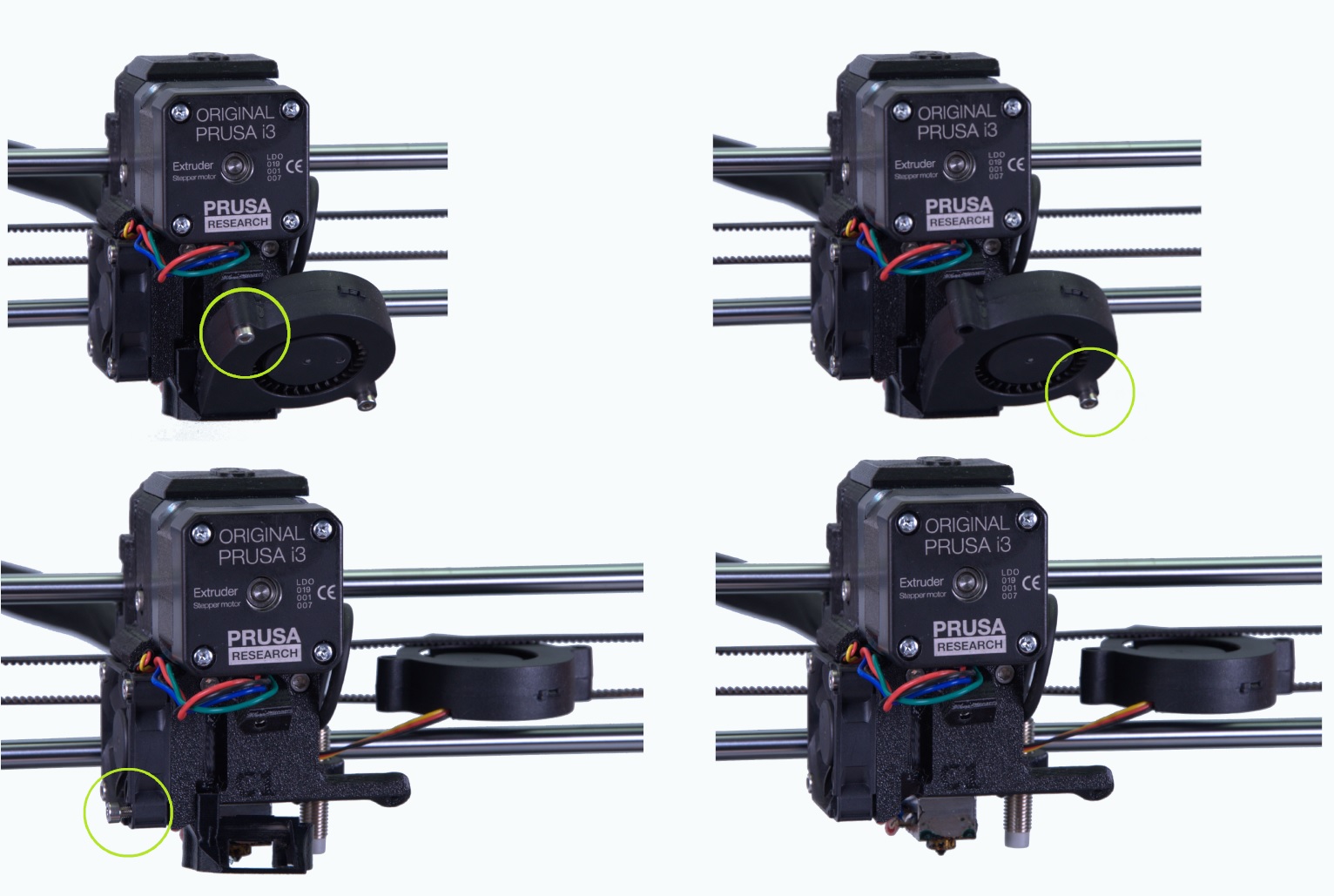
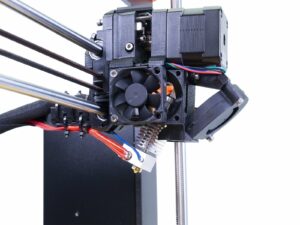
- プリントファンの2本のネジとファンシュラウドを固定している1本のネジを外します。両部品を取り外します(下の画像)。
- 17 mmスパナ(M10)または調整可能なレンチでヒーターブロックを保持します。
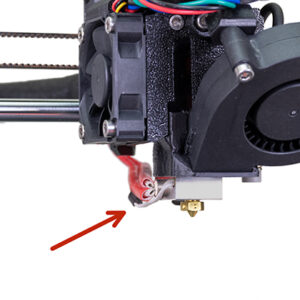
- 付属のペンチを使用してノズルを外します。当社のオンラインストアのE3Dノズルを使用している場合は、7mmスパナ(M4)または7 mmソケットを使用してください。注意してください、ノズルはまだ熱いです!不燃性の表面に置いてください。
- プリンターがステップ3cで説明した画面のままであり、設定温度(280 °C)が変わっていないことを確認してください。スパナでヒーターブロックを保持しながら、新しいノズルを慎重にねじ込み、優しくしっかりと締めます。過度の力を加えないでください!
最終点検
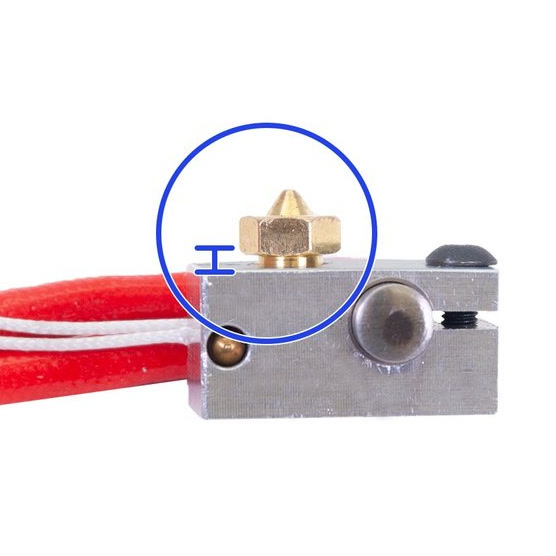
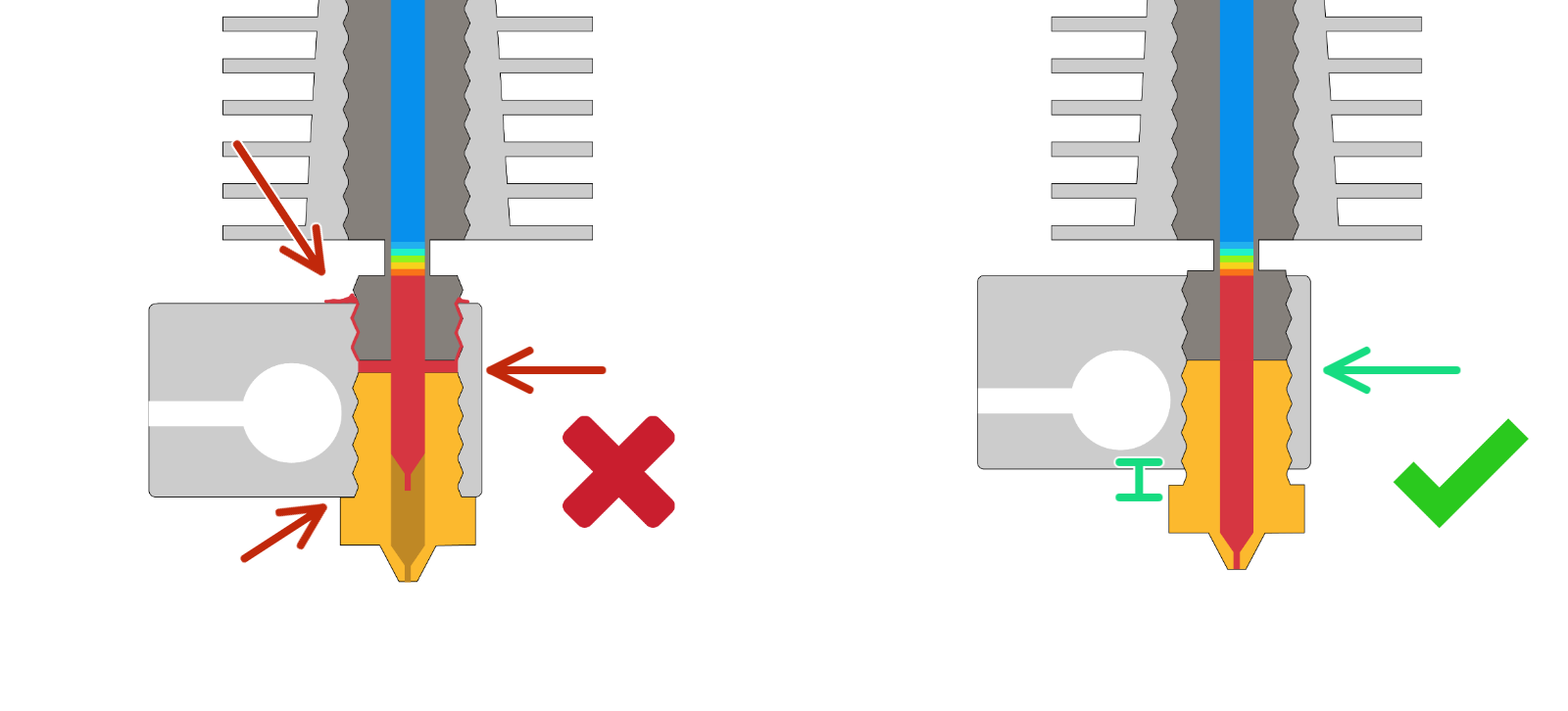
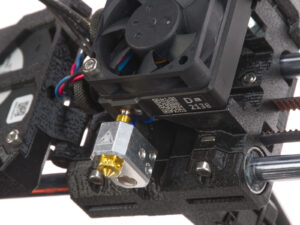
ノズルとヒーターブロックの間には常に隙間(約0.5 mm)がある必要があります(左の画像)。ノズルはヒーターブロックにしっかりと締められ、加熱された状態でヒートブレークに固定されている必要があります(右の画像)。そうしないと漏れが発生します(中央の画像)。
 |  |
Comments
Related











Still have questions?
If you have a question about something that isn't covered here, check out our additional resources.
And if that doesn't do the trick, you can send an inquiry to [email protected] or through the button below.