Les Original Prusa MK2.5/S, MK3/S/+ et MK3.5/S utilisent le hotend E3D V6. Toute buse compatible avec une Hotend E3D V6 peut être installée dessus. La buse de série qui accompagne l'imprimante est une buse en laiton E3D V6 de 0,4 mm, mais d'autres types et diamètres peuvent également être utilisés. La procédure suivante s'applique à toutes les buses, à l'exception de l'Olsson Ruby.
Pourquoi changer la buse ?
Il peut y avoir deux raisons principales pour remplacer la buse :
- La buse est usée et doit être remplacée.
- Vous souhaitez imprimer en utilisant un type de buse et/ou un diamètre différents.
Outils nécessaires
- Clé Allen de 2,5 mm (incluse avec les imprimantes assemblées et les kits)
- Clé/douille de 7 mm ou pince (clé/douille de 7 mm non incluse avec les imprimantes assemblées et les kits)
- Clé de 17 mm (non incluse avec les imprimantes assemblées et les kits)
- Petite assiette ou papier d'aluminium (non inclus avec les imprimantes assemblées et les kits)
Procédure
La procédure suivante suppose qu'une version de firmware 3.12.0 ou supérieure est installée. Si votre imprimante dispose d'une version précédente du firmware, nous vous recommandons de la mettre à jour vers la dernière version. Si vous n'avez pas flashé une version plus récente du firmware, suivez la procédure, à l'exception de "l'étape 3 alternative" au lieu de l'étape 3.
- Déchargez le filament, s'il est chargé, à partir du Menu LCD -> Décharger le filament. Éventuellement, effectuez un .
- Sur les MK2.5/S et MK3/S/+, naviguez dans le Menu LCD -> Réglages -> Config HW -> Changer Buse.
- L'imprimante affichera un message contenant un lien vers ce guide.
- Cliquez sur l'encodeur du LCD : l'imprimante effectuera une prise d'origine automatique, puis déplacera l'axe Z vers la position la plus haute et l'axe X vers le centre. Entre-temps, l'imprimante chauffera automatiquement la buse à 280 °C. Le chauffage de la buse est essentiel pour ce processus !
- Une fois la buse à 280 °C, l'écran de l'imprimante affiche le message suivant : "Hotend à 280C ! Buse changée et resserrée aux spécifications ?". Ne cliquez pas sur l'encodeur du LCD pour l'instant.
Sur la MK3.5/S, obtenez un meilleur accès à la buse en déplaçant l'axe de l'extrudeur aussi haut que possible, allez dans le Menu LCD -> Réglages -> Déplacer l'axe -> Déplacer Z. Faites tourner le Bouton pour régler la hauteur. Une fois cela fait, préchauffez la buse à 280 °C depuis le Menu LCD -> Réglages -> Température -> Buse.
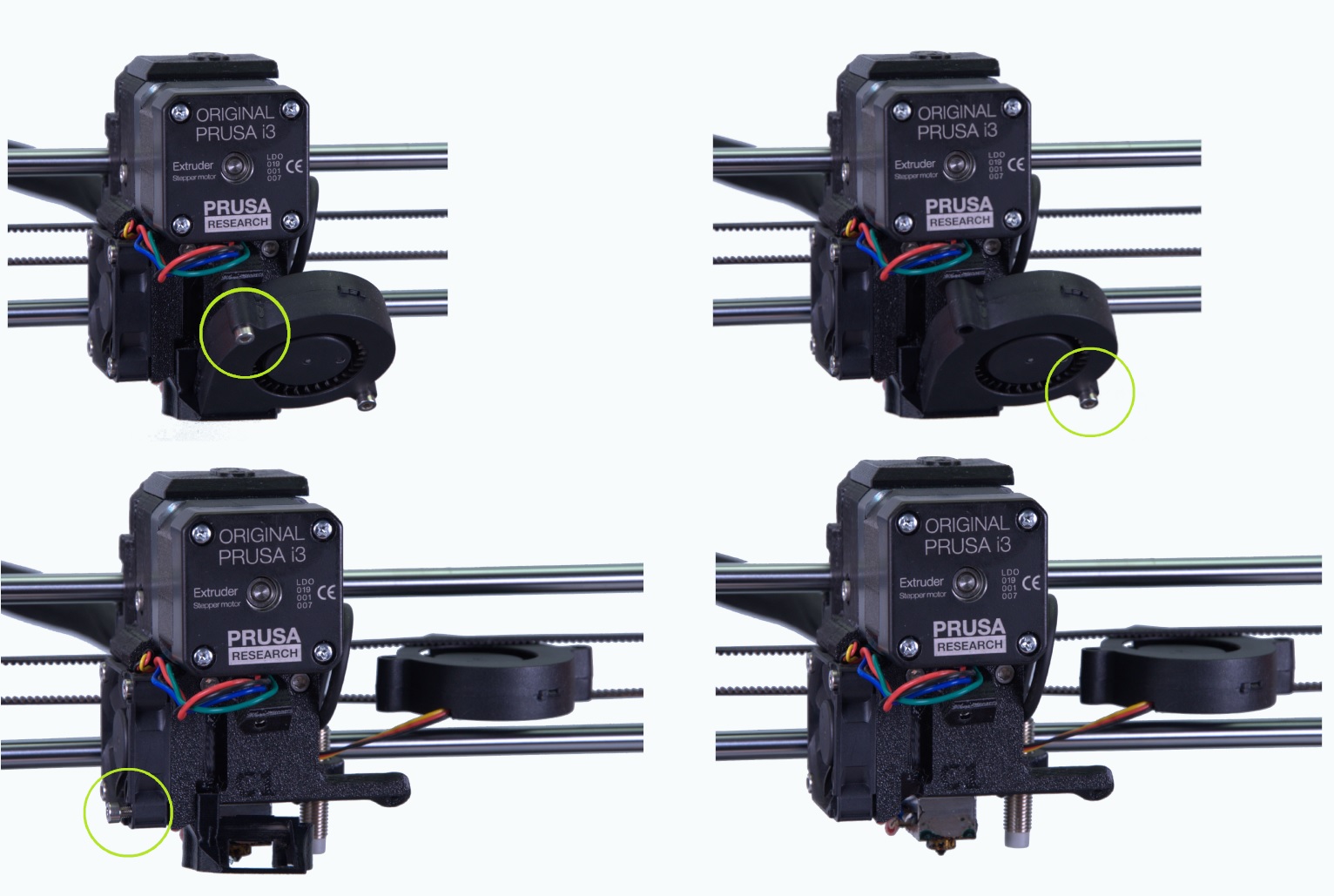
- Dévissez les deux vis du ventilateur d'impression et la vis unique fixant le fan-shroud. Retirez les deux pièces (image ci-dessous).
- Tenez le bloc de chauffe avec une clé de 17 mm (M10) ou une clé à molette.
- Dévissez la buse à l'aide de la pince fournie. Si vous utilisez les buses E3D de notre boutique en ligne, utilisez une clé de 7 mm (M4) ou une douille de 7 mm. Attention, la buse est encore chaude ! Placez-la à l'écart sur votre surface non inflammable.
- Assurez-vous que l'imprimante est toujours sur l'écran décrit à l'étape 3c et que la température définie (280 °C) n'a pas changé. En tenant le bloc de chauffe avec votre clé, vissez soigneusement la nouvelle buse et serrez-la doucement, mais fermement. N'utilisez pas de force excessive !
Inspection finale
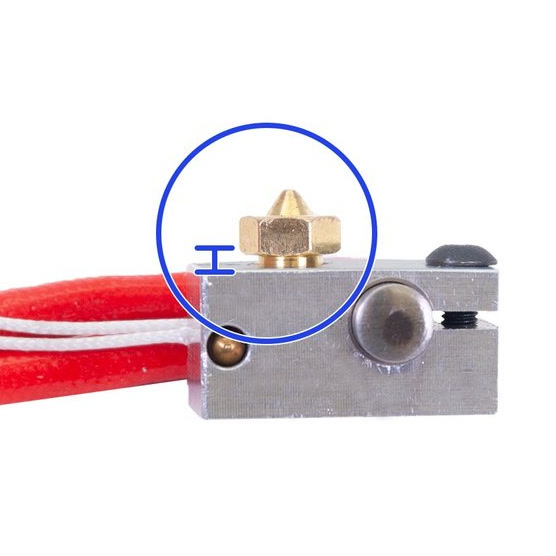
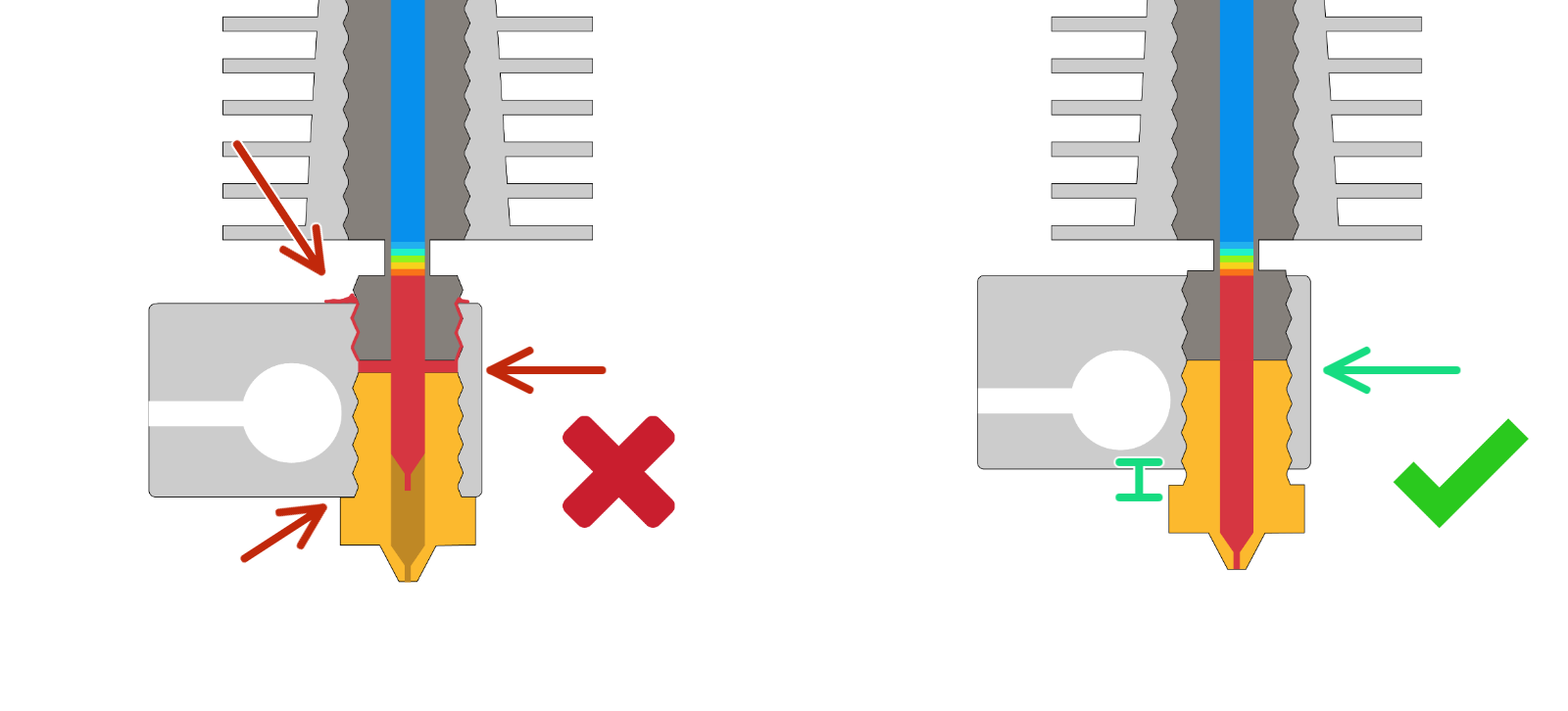
Il doit toujours y avoir un espace (~ 0,5 mm) entre la buse et le bloc de chauffe (photo de gauche). La buse doit être serrée/fixée dans le bloc de chauffe, et verrouillée contre la barrière thermique lorsqu'elle est chauffée (photo de droite). Le non-respect de cette consigne entraînera des fuites (image du centre).
 |  |