オリジナルPrusa MK2.5/S、MK3/S/+、およびMK3.5/SはE3D V6ホットエンドを使用しています。E3D V6ホットエンドと互換性のあるノズルであれば、どれでも取り付けることができます。プリンターに付属する標準ノズルはE3D V6 0.4 mmの真鍮ノズルですが、他のタイプや直径のものも使用できます。以下の手順は、Olsson Rubyを除くすべてのノズルに適用されます。
Olsson Rubyノズルへ交換するには、公式3DVERKSTANウェブサイトの指示に従ってください。プリンタを損傷する可能性があります。
ノズルを交換する理由
ノズルを交換する主な理由は2つあります:
- ノズルが摩耗して交換が必要
- 異なるタイプや直径のノズルでプリントしたい
真鍮ノズルで研磨材をプリントしない限り、標準の真鍮ノズルは数百時間のプリント時間持続します。比較的新しいノズルを、詰まりの解決をするために交換するのは有効ではありません!
Original Prusa i3プリンターに取り付けられている標準の0.4mmノズルはeショップで入手できます。また、i3およびMINI/+プリンターと互換性のある代替0.4mmノズルも提供しています。
必要な工具
- 2.5 mm六角レンチ(組み立て済みプリンターとキットに付属)
- 7 mmスパナ/ソケットまたはペンチ(7 mmスパナ/ソケットは組み立て済みプリンターとキットに付属していません)
- 17 mmスパナ(組み立て済みプリンターとキットに付属していません)
- 小さな板またはアルミホイル(組み立て済みプリンターとキットに付属していません)
手順
以下の手順は、ファームウェアバージョン3.12.0以上がインストールされていることを前提としています。プリンターの以前のファームウェアバージョンの場合、最新バージョンへのアップグレードをお勧めします。新しいファームウェアバージョンをフラッシュしていない場合は、ステップ3の代わりに「ステップ3の代替」を除いて、手順に従ってください。
この手順を正確に守ってください!ステップを省略すると、この記事の最後に説明されている漏れや押出の問題を引き起こす可能性があります。
- フィラメントがロードされている場合は、LCDメニュー -> フィラメントのアンロードからアンロードします。オプションで、コールドプル (MK3/S/+, MK2.5/S, MK3.5/S)を実行します。
- MK2.5/SおよびMK3/S/+では、LCDメニュー -> 設定 -> HWセットアップ -> ノズル交換に移動します。
- プリンターはこのガイドへのリンクを含むメッセージを表示します。
- LCDエンコーダーをクリック:プリンターは自動的にホームに戻り、その後Zアクシスを最上部に、Xアクシスを中央に移動させます。その間、プリンターは自動的にノズルを280 °Cに加熱します。ノズルを加熱することはこのプロセスにとって不可欠です。
- ノズルが280 °Cに達すると、プリンター画面に次のメッセージが表示されます:「ホットエンドが280C!ノズルを交換し、仕様通りに締めましたか?」。今はLCDエンコーダーをクリックしないでください。
MK3.5/Sでは、ノズルへのアクセスを改善するために、エクストルーダーを可能な限り高く移動させます。LCDメニュー -> コントロール -> 軸の移動 -> Z軸の移動に進みます。ノブを回して高さを調整します。これが完了したら、LCDメニュー -> コントロール -> 温度 -> ノズル温度からノズルを280 °Cに予熱します。
注意:加熱された部品は重度の火傷を引き起こす可能性があります!
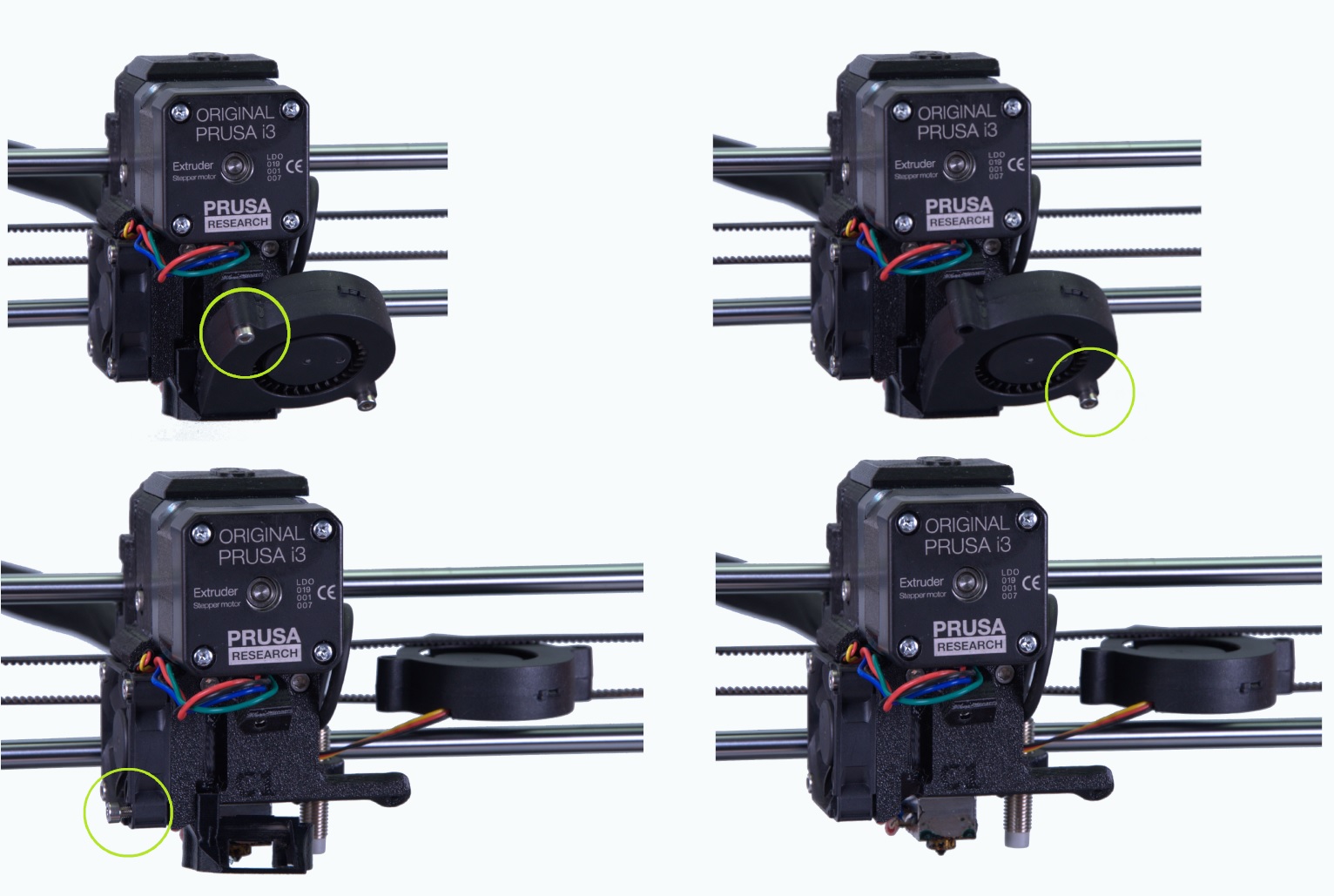
- プリントファンの2本のネジとファンシュラウドを固定している1本のネジを外します。両部品を取り外します(下の画像)。
- 17 mmスパナ(M10)または調整可能なレンチでヒーターブロックを保持します。
壊れやすいホットエンドヒーターとサーミスターのワイヤーの周りでは特に注意してください。これらを破損したり、スパナでヒーターを短絡させたりする可能性があります!
- 付属のペンチを使用してノズルを外します。当社のオンラインストアのE3Dノズルを使用している場合は、7mmスパナ(M4)または7 mmソケットを使用してください。注意してください、ノズルはまだ熱いです!不燃性の表面に置いてください。
- プリンターがステップ3cで説明した画面のままであり、設定温度(280 °C)が変わっていないことを確認してください。スパナでヒーターブロックを保持しながら、新しいノズルを慎重にねじ込み、優しくしっかりと締めます。過度の力を加えないでください!
当社のサービスおよび組立チームは、1 - 5 N mの定格トルクレンチを使用し、2.5 N m(ニュートンメートル)の力でノズルを締めています。
最終点検
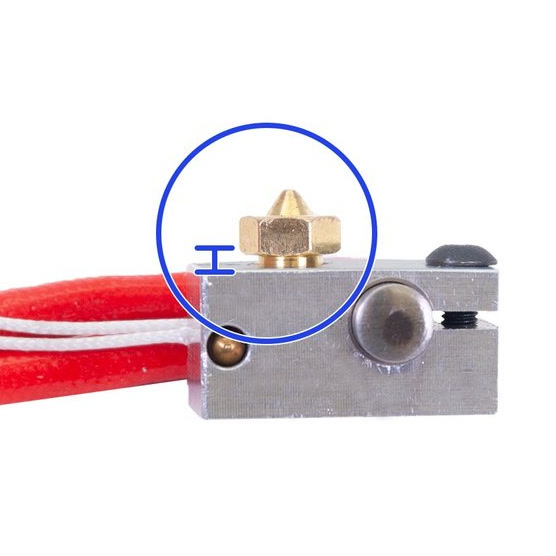
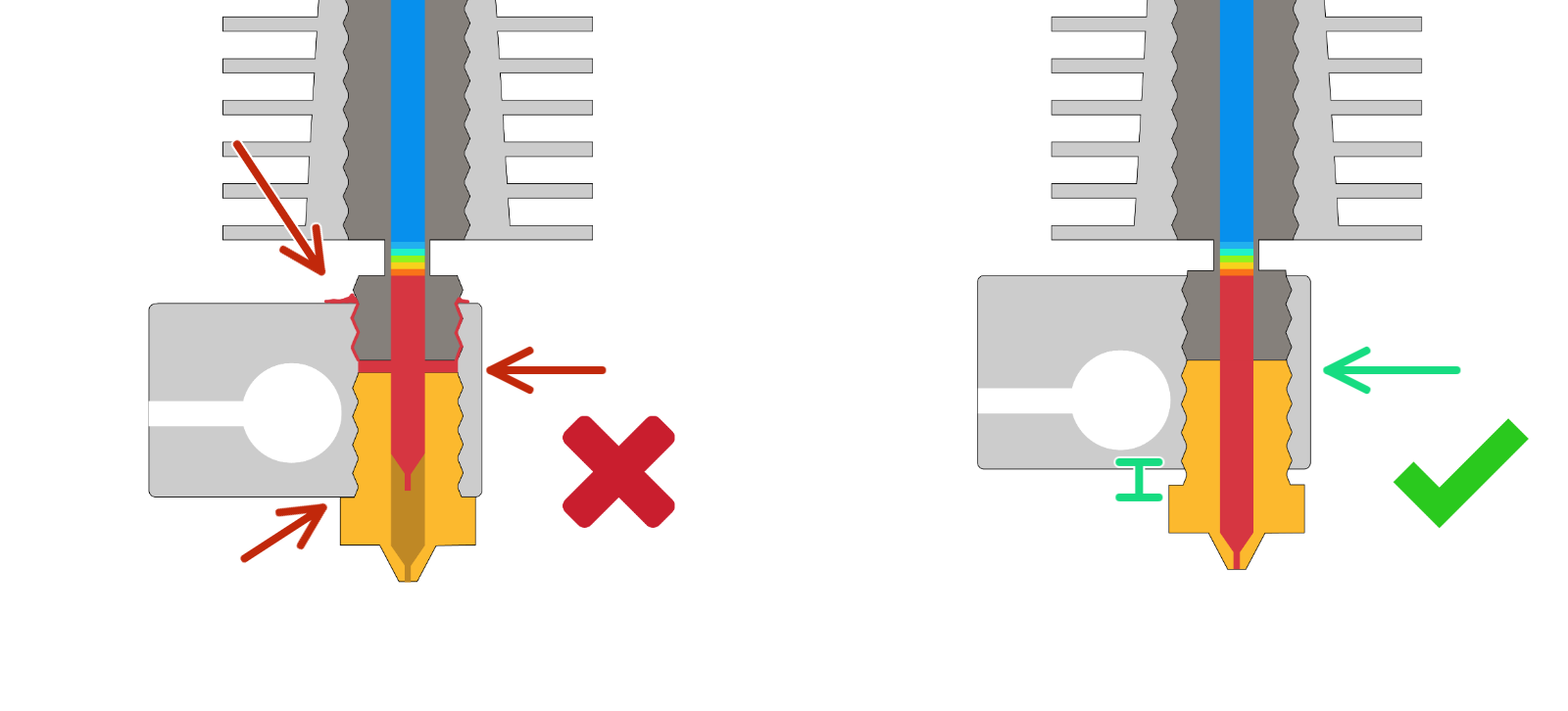
ノズルとヒーターブロックの間には常に隙間(約0.5 mm)がある必要があります(左の画像)。ノズルはヒーターブロックにしっかりと締められ、加熱された状態でヒートブレークに固定されている必要があります(右の画像)。そうしないと漏れが発生します(中央の画像)。
ノズルを交換した後は、1層目のキャリブレーション (i3)をやり直す必要があります。0.4 mm以外の直径(0.25、0.6、0.8 mm)のノズルを取り付けた場合は、さまざまなノズルタイプを参照してください。
 |  |
この手順はYouTubeチャンネルの動画でも確認できます。一部のステップがここで説明した手順と若干異なる場合があり、エクストルーダーのプリントされた部品が少し異なって見える場合があることに注意してください。