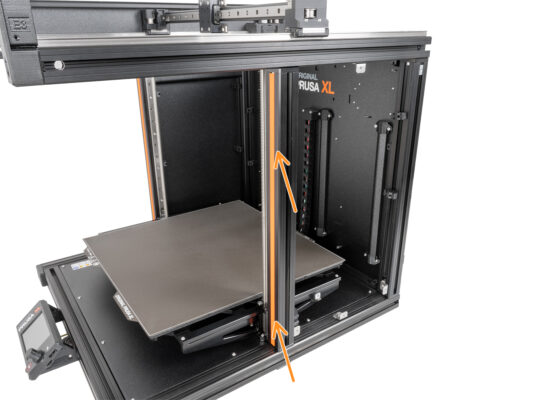
⬢Ten przewodnik przeprowadzi Cię przez proces wymiany wkładki-mocowania doków [tch-profile-insert] w Original Prusa XL.
Zachowaj wszystkie zdemontowane części drukarki. Nie wyrzucaj żadnych śrub!
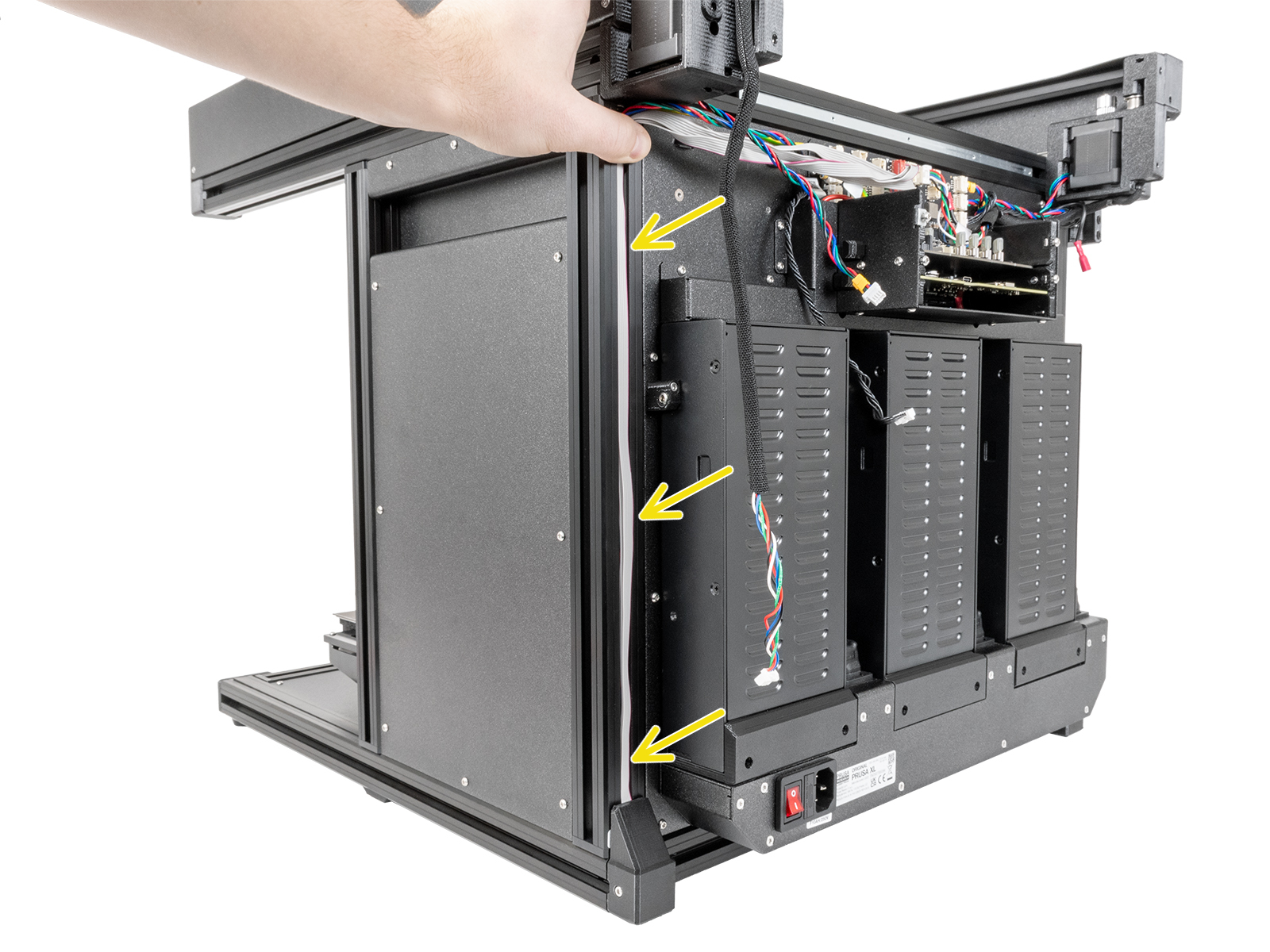
Nie należy przenosić drukarki podczas wykonywania instrukcji! Zachowaj ją w tej samej pozycji.
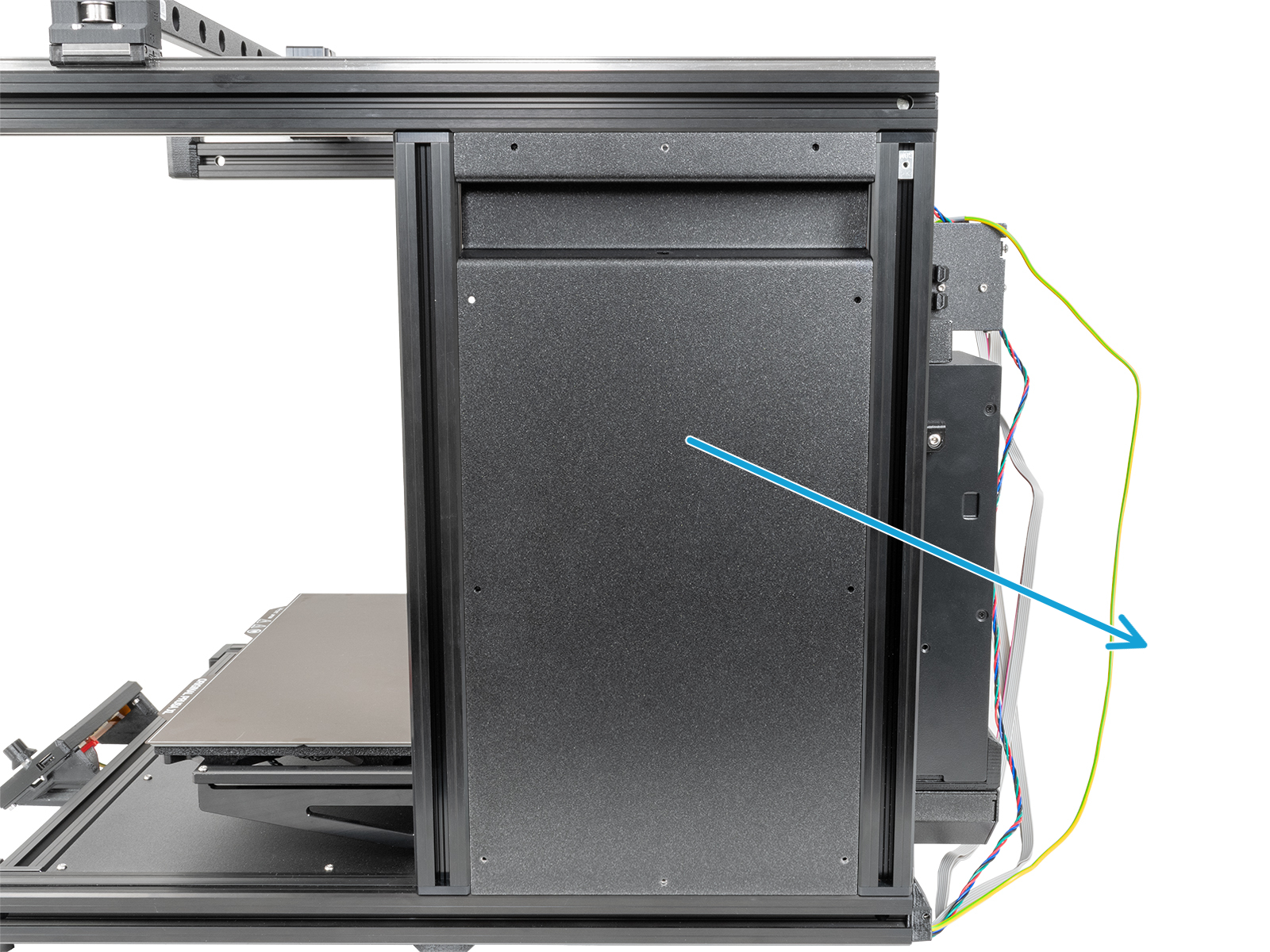
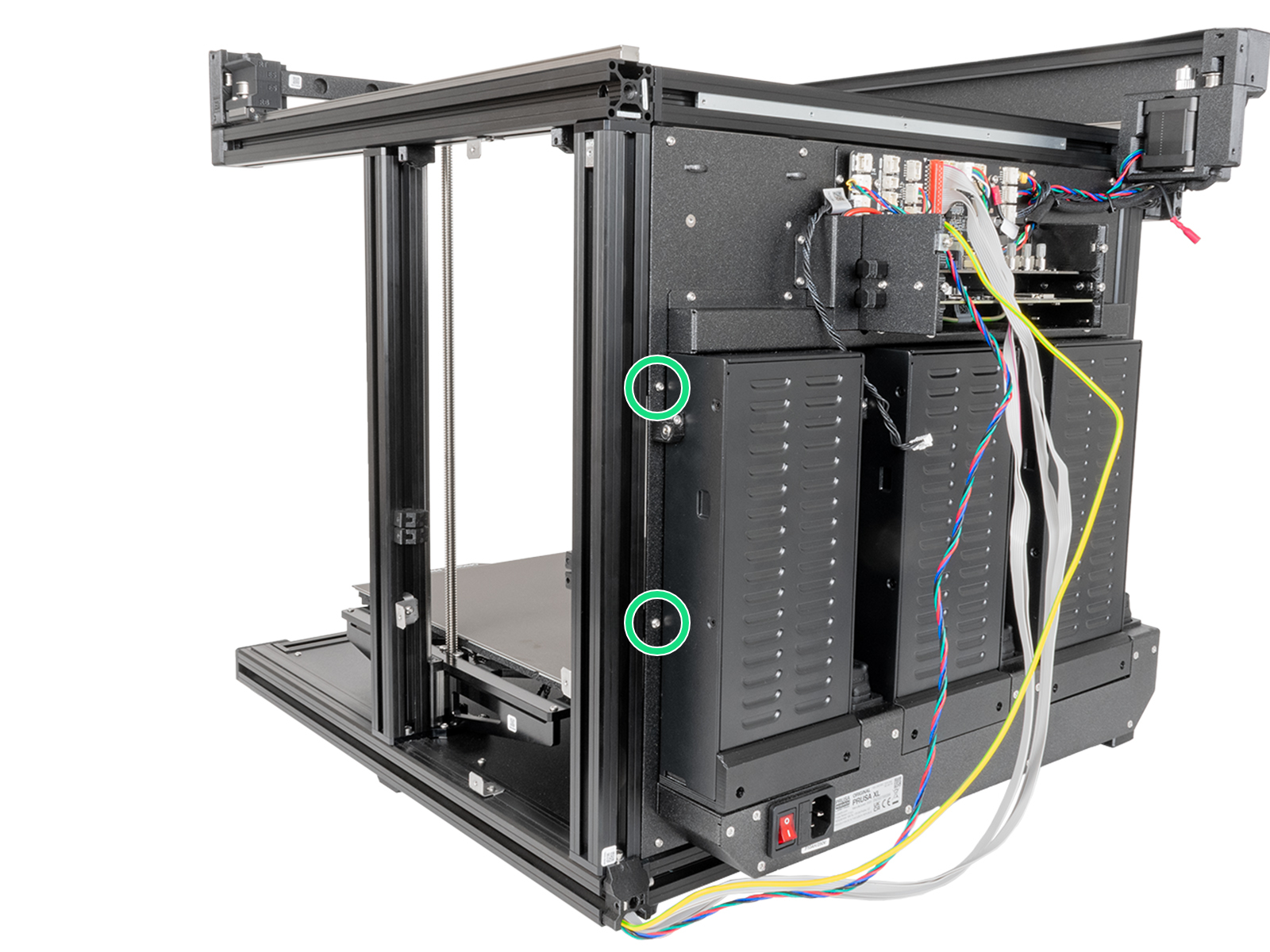
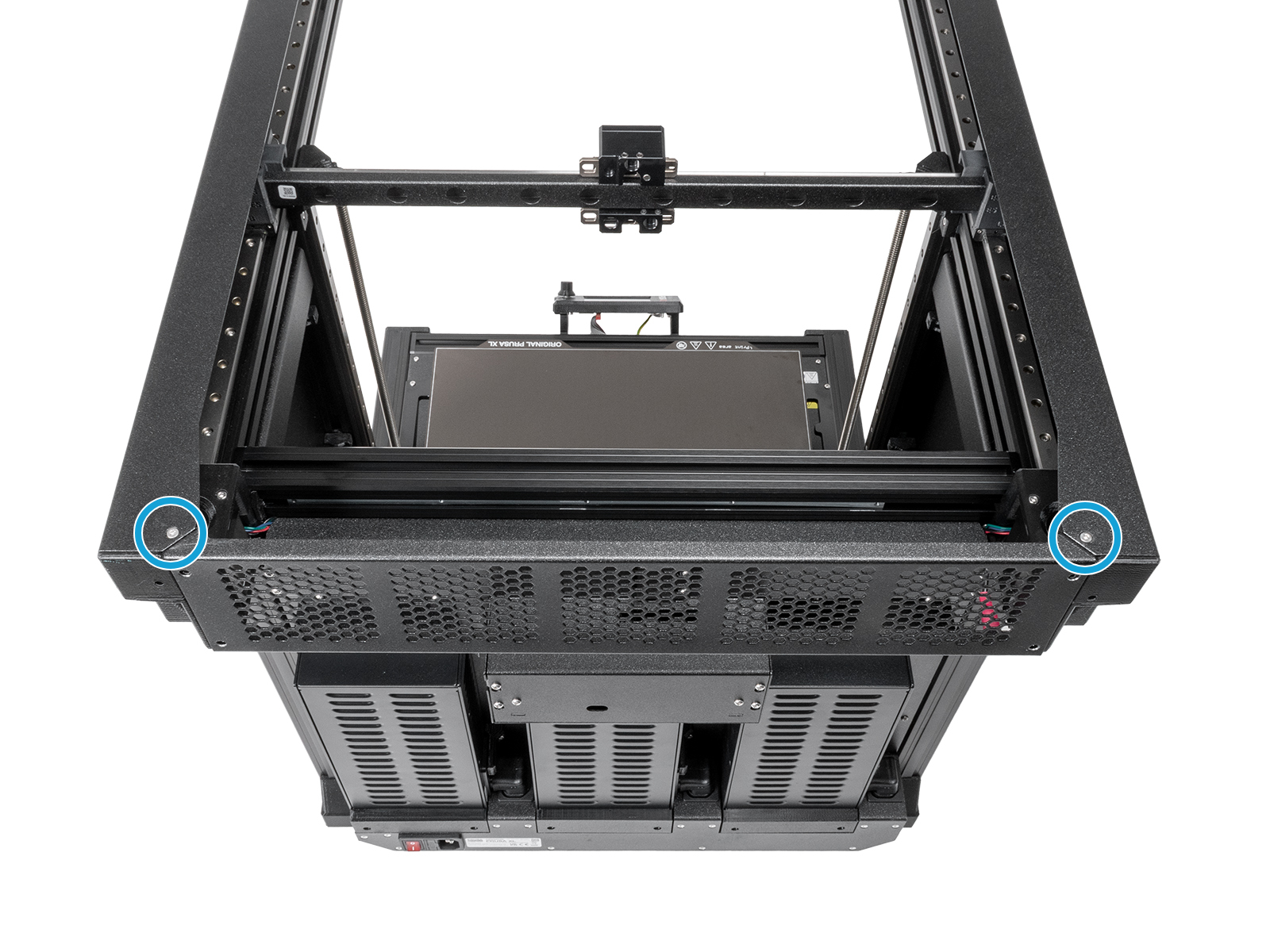
⬢Zalecamy ustawienie drukarki w taki sposób, aby zapewnić do niej dostęp ze wszystkich stron. A przynajmniej z przodu, z tyłu i z prawej strony.
Uwaga: ten przewodnik obejmuje zaawansowane działania i wymaga od użytkownika umiejętności. Postępuj zgodnie z instrukcjami uważnie i szczegółowo.