- English
- Čeština
- Español
- Italiano
- Deutsch
- Français
- 日本語
- Home
- Używanie drukarki
- Konserwacja drukarki
- Regularna konserwacja (MINI)
Regularna konserwacja (MINI)
- Modele 3D
- Przewodnik po materiałach
- Cięcie
- Konserwacja drukarki
- Naciągnięcie pasków (MINI/MINI+)
- Regulacja naciągnięcia pasków (MK4/S, MK3.9/S, MK3.5/S, MK3/S/+)
- Regulacja naciągnięcia pasków (XL)
- Podłączenie przewodów do płyty Buddy (MINI)
- Wymiana hotendu w Nextruderze
- Wymiana dyszy (MK2.5/S, MK3/S/+, MK3.5/S)
- Wymiana dyszy Prusa Nozzle
- Wymiana głowicy drukującej (HT90)
- Wymiana dyszy (MINI)
- Kontrola/ustawienie kół zębatych Bondtech (MK3.5/S, MK3S/+, MK2.5S)
- Cold pull (MINI)
- Cold pull (MK3/S/+, MK2.5/S, MK3.5/S)
- Cold pull (MK4/S, MK3.9/S, XL) #13702 #17702
- Tłumaczenia społecznościowe
- Konserwacja CW1
- Wymiana folii FEP (SL1)
- System tłumienia ognia (Enclosure)
- Aktualizacja firmware (CW1)
- Aktualizacja firmware (MINI/MINI+)
- Aktualizacja firmware (MK2.5S/MK2S)
- Aktualizacja firmware (MMU2S)
- Aktualizacja firmware (SL1/SL1S)
- Wymiana filtra HEPA (HT90)
- Demontaż hotendu i bariera cieplna zablokowana w radiatorze
- Jak wgrać niższą wersję firmware (MK4/S, MK3.9/S, MK3.5/S, XL)
- Jak wykręcić wyrobioną śrubę
- Jak zaktualizować firmware (HT90)
- Jak zaktualizować firmware (MK3S+/MK3S/MK3)
- Jak zaktualizować firmware (MK4/S, MK3.9/S, MK3.5/S, XL)
- Jak zaktualizować firmware (MMU3)
- Regularna konserwacja drukarki i3
- Filtr pigmentu w IPA (CW1/CW1S)
- Regularna konserwacja MMU2S
- Regularna konserwacja MMU3
- Wymiana dyszy (HT90)
- Arkusze z PETG (Original Prusa Enclosure)
- Przygotowanie powierzchni druku
- Printing without purge tower on the XL (Multi-Tool)
- Regularna konserwacja (MINI)
- Czyszczenie powierzchni druku
- Konserwacja łożysk
- Wentylatory
- Czyszczenie kół radełkowanych ekstrudera
- Rurki PTFE
- Dysza
- Aktualizacja firmware
- Regularna konserwacja drukarki (HT90)
- Regularna konserwacja drukarki (MK3.5/S)
- Regularna konserwacja drukarki (MK4/S, MK3.9/S)
- Regularna konserwacja drukarki (XL)
- Ręczne wyciągnięcie filamentu z ekstrudera
- Karty SD i pamięci USB
- Regularna konserwacja SL1/SL1S
- Zdejmowanie wydruku SL1/SL1S
- Testowanie zabezpieczeń (MK3/MK3S)
- Wibracje/hałas podczas drukowania (MINI/MINI+)
- Prusa Connect & PrusaLink
Czyszczenie powierzchni druku
Jeśli wydruki nie chcą przylegać do powierzchni stalowej płyty, musisz ją wyczyścić. Wybierz odpowiedni środek czyszczący dla Twojej płyty i zastosowania (IPA, płyn do szyb itp.), nasącz jego niewielką ilością bezzapachowy ręcznik papierowy i wytrzyj powierzchnię. Nie musisz tego robić przed każdym wydrukiem. Ważne jest, aby nie dotykać płyty gołymi rękoma ani zanieczyszczonymi narzędziami.
Najlepsze rezultaty daje czyszczenie drukarki schłodzonej do temperatury otoczenia - czyszczenie nagrzanej może doprowadzić do oparzenia od dyszy lub stołu. Pamiętaj również, że wysoka temperatura spowoduje odparowanie alkoholu zanim zdąży on cokolwiek wyczyścić. Więcej informacji znajdziesz tutaj: Problemy pierwszej warstwy.

Konserwacja łożysk
Po około 200 godzinach drukowania pręty liniowe powinny zostać wytarte ręcznikiem papierowym. Możesz kupić środek smarny i nałożyć na pręty osi X, Y i Z - każdy dobrej jakości smar litowy się nada. MINI jest dostarczana z tubką środka smarnego Prusa. Jest on również dostępny w naszym sklepie internetowym.
Wyłącz drukarkę, przesuń oś X (ekstruder) oraz oś Y (stół) ręcznie od skraju do skraju osi kilka razy. Jeśli czujesz, że któraś z osi nie porusza się gładko, być może musisz wymontować i nasmarować łożyska. Należy je wymontować, ponieważ smarowanie ich na prętach nie da pożądanego efektu - gumowa uszczelka zapobiegnie przedostawaniu się większości smaru do środka.
Szczegółową instrukcję konserwacji znajdziesz tutaj: Porady dotyczące konserwacji.
Wentylatory
Obydwa wentylatory powinny zostać przejrzane i wyczyszczone co kilkaset godzin. Sprężone powietrze używane np. do czyszczenia komputerów (w puszce) pozwoli pozbyć się kurzu, a pęsetą usuniesz pozostałości plastiku. Nie dmuchaj sprężonym powietrzem w kierunku obracających się wentylatorów.
Czyszczenie kół radełkowanych ekstrudera
Koła radełkowane ekstrudera nie wymagają smarowania. W trakcie użytkowania mogą jednak zbierać drobinki filamentu w nacięciach, które mogą powodować problemy z ekstruzją. Możesz wyczyścić je sprężonym powietrzem, mosiężną szczoteczką drucianą lub nawet wykałaczką. Na górze ekstrudera jest okienko rewizyjne, przez które możesz sprawdzać koła zębate i czyścić je. Po wyczyszczeniu jednego odcinka obróć koła i powtórz. Bardzo mała ilość smaru nałożona TYLKO na zęby koła (NIE na część radełkowaną, która popycha filament!) nie zaszkodzi, jednak nadmiar może przedostać się na radełko lub do kanału filamentu albo powodować zbieranie zanieczyszczeń.
Instrukcję głębszego demontażu ekstrudera znajdziesz tutaj: Jak wyczyścić kółko radełkowane ekstrudera (MINI/MINI+)
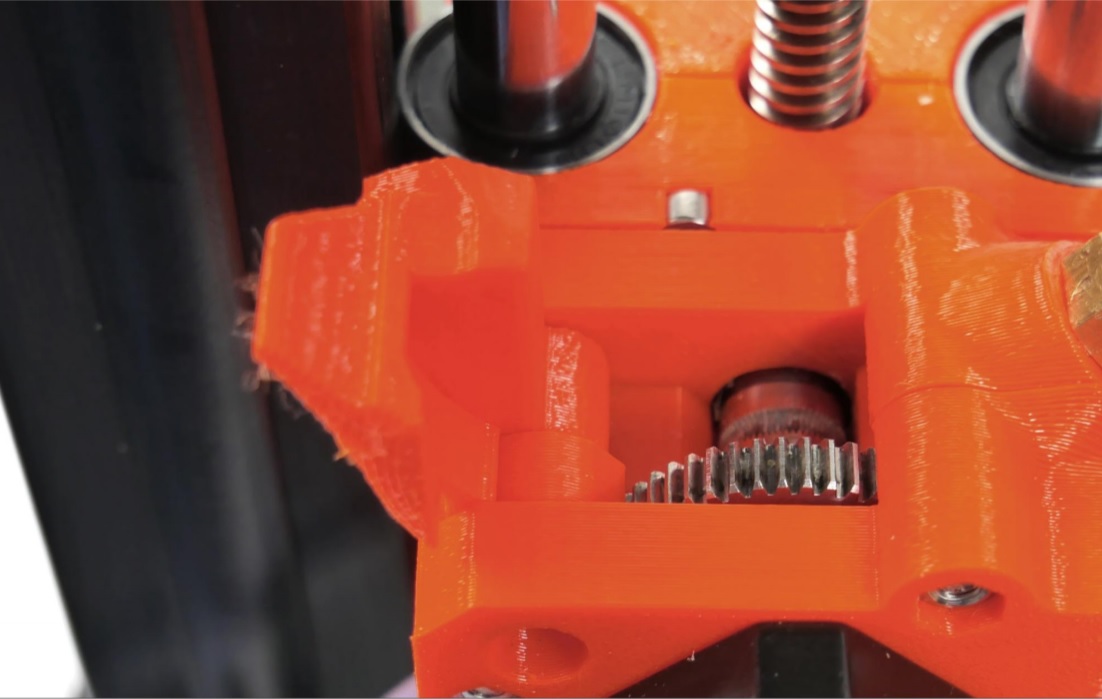
Otwarcie dźwigni dociskowej umożliwi Ci łatwe wyczyszczenie obydwóch kół zębatych i usunięcie resztek filamentu znajdujących się w ich okolicy. Zalecamy okresowe sprawdzanie kół, aby usunąć wszelkie zanieczyszczenia zbierające się na nich.
Rurki PTFE
MINI jest wyposażona w cztery rurki PTFE: dwie wewnętrzne i dwie zewnętrzne, które wymagają okresowo podstawowej kontroli. Są one używane do prowadzenia filamentu ze szpuli, przez ekstruder do dyszy. W trakcie użytkowania mogą zbierać się w nich drobinki filamentu.
Rurki powinny być czyste i równe - zdeformowane wymagają wymiany. Do czyszczenia możesz użyć sprężonego powietrza. Używanie np. drutu lub innych twardych narzędzi może uszkodzić wewnętrzną średnicę.
Dostęp do rurek PTFE:
Rurki zewnętrzne
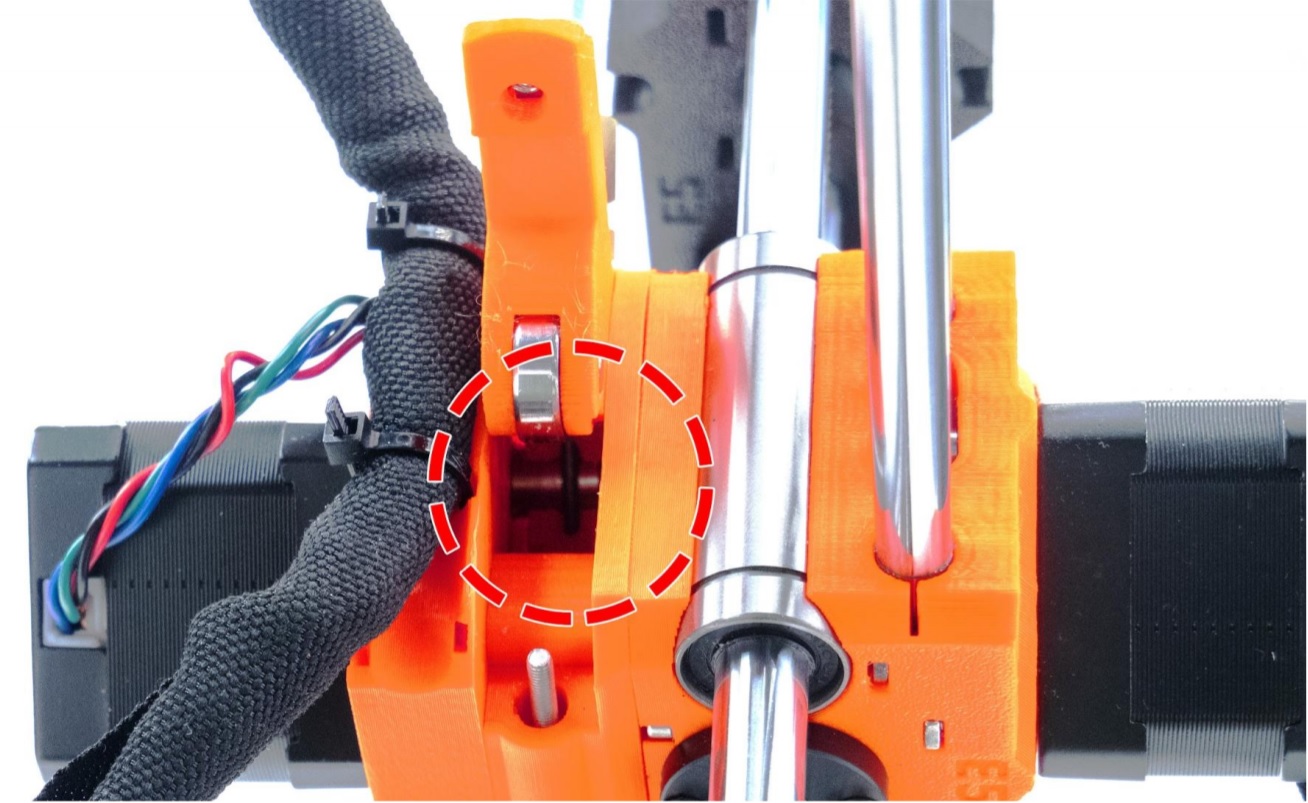
- Pierwsza rurka służy do wprowadzenia filamentu do ekstrudera i możesz ją wyciągnąć ręką. Jeśli nie chce wyjść ręcznie, przejdź do instrukcji Jak wyczyścić kółko radełkowane ekstrudera (MINI/MINI+), krok 8, aby odkręcić śrubę M3x12, która ją mocuje.
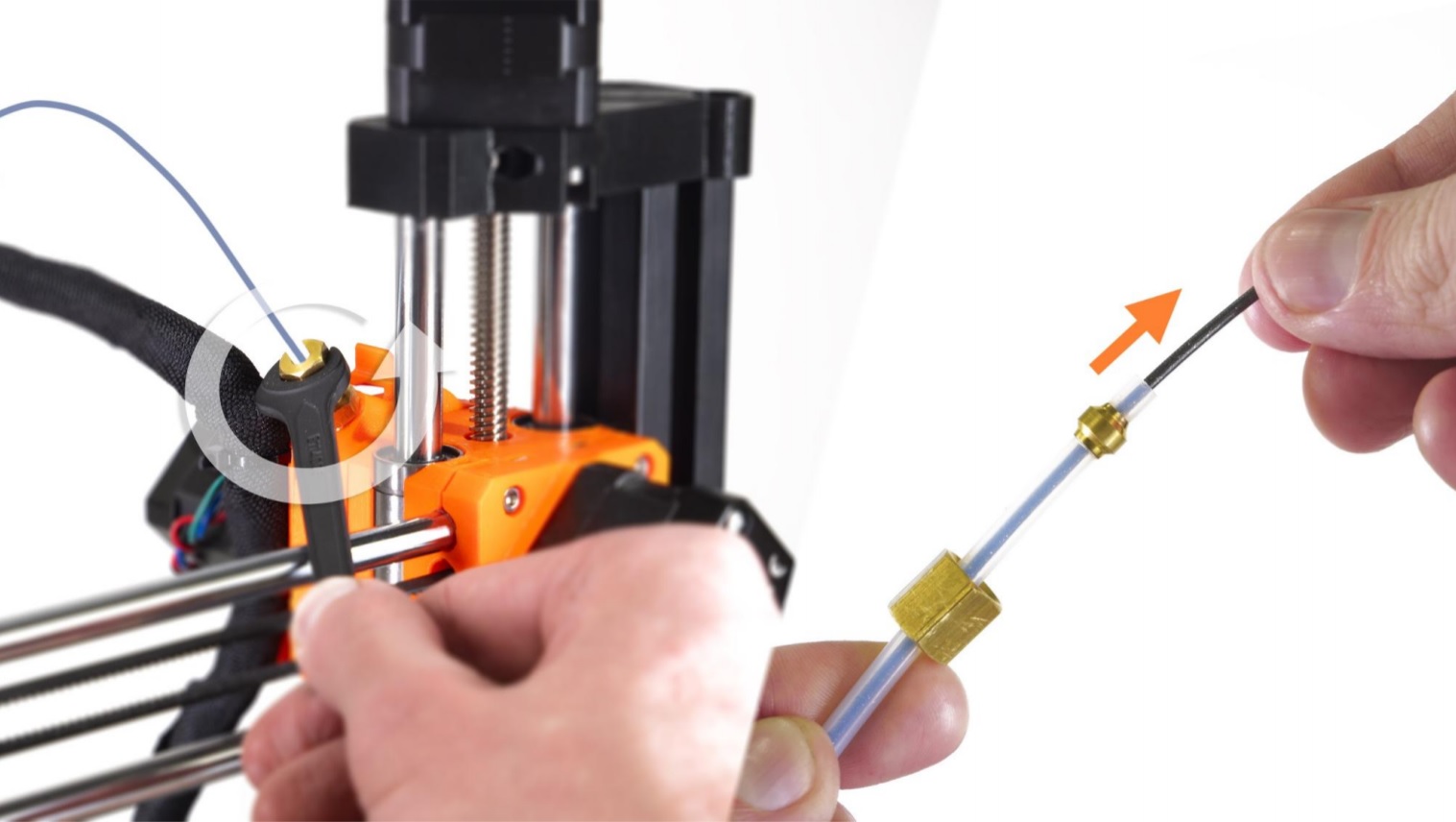
- Druga, dłuższa rurka Bowden prowadzi z ekstrudera do głowicy drukującej. Użyj klucza płaskiego (10 mm), aby odkręcić nakrętki mocujące je do króćców, które znajdziesz na obydwóch końcach.
- Pod każdym króćcem znajdziesz jedną rurkę PTFE. Przejrzyj obydwie, jeśli drukarka wykazuje problemy z ekstruzją. Krótka rurka znajdująca się w ekstruderze prowadzi filament na wyjściu z niego.
- Rurka PTFE znajdująca się w głowicy (hotendzie) wymaga czyszczenia sprężonym powietrzem oraz delikatnego ściśnięcia podczas montażu. Zalecamy zapoznanie się z naszym szczegółowym, ilustrowanym poradnikiem wymiany rurki PTFE w MINI.
Dysza
Wewnątrz
Jeśli dysza jest zatkana lub wydruki nie udają się, być może musisz wykonać cold pull. Również zmiana z PLA na PETG z temperaturami dla PLA może powodować podobne problemy. Cold pull powinien pomóc udrożnić częściowo lub w pełni zatkany hotend. Pod tym linkiem znajdziesz instrukcję wykonania cold pull w Prusa MINI. W przeczyszczeniu wnętrza nagrzanej dyszy może również pomóc igła do akupunktury (jedna jest dołączona do zestawu).
Na zewnątrz
Plastik pokrywający dyszę z zewnątrz może mieć wpływ na jej właściwości termiczne. Aby wyczyścić dyszę, nagrzewaj ją przez 5 minut, i wyłącz drukarkę. Natychmiast po tym użyj małej mosiężnej szczotki, aby usunąć stary plastik przyklejony do dyszy i bloku grzejnego. Zachowaj szczególną ostrożność w pobliżu delikatnej grzałki hotendu i przewodów termistora.
Wymiana
Dysze zużywają się nawet podczas drukowania tylko PLA i PETG. Jeśli jednak podejmiesz próbę drukowania filamentami ściernymi (jak np. steel-fill i podobne) na standardowej, mosiężnej dyszy, to zniszczysz ją w mgnieniu oka.
Kompletny poradnik wymiany dyszy znajdziesz tutaj. Obejmuje on całą procedurę oraz często popełniane błędy, przed którymi przestrzegamy.
Aktualizacja firmware
Ważne jest aktualizowanie drukarki na bieżąco. Firmware jest stale rozwijane i regularnie dodajemy do niego nowe funkcje i usprawnienia, bazując na informacjach od użytkowników. Poradnik flashowania firmware znajdziesz tutaj: Aktualizacja firmware (MINI/MINI+).
Komentarze


Wciąż masz pytania?
Jeśli masz pytanie dotyczące czegoś, czego nie opisaliśmy, to sprawdź dodatkowe zasoby.
A jeśli to nie działa, możesz wysłać zgłoszenie na [email protected] lub klikając poniższy przycisk.