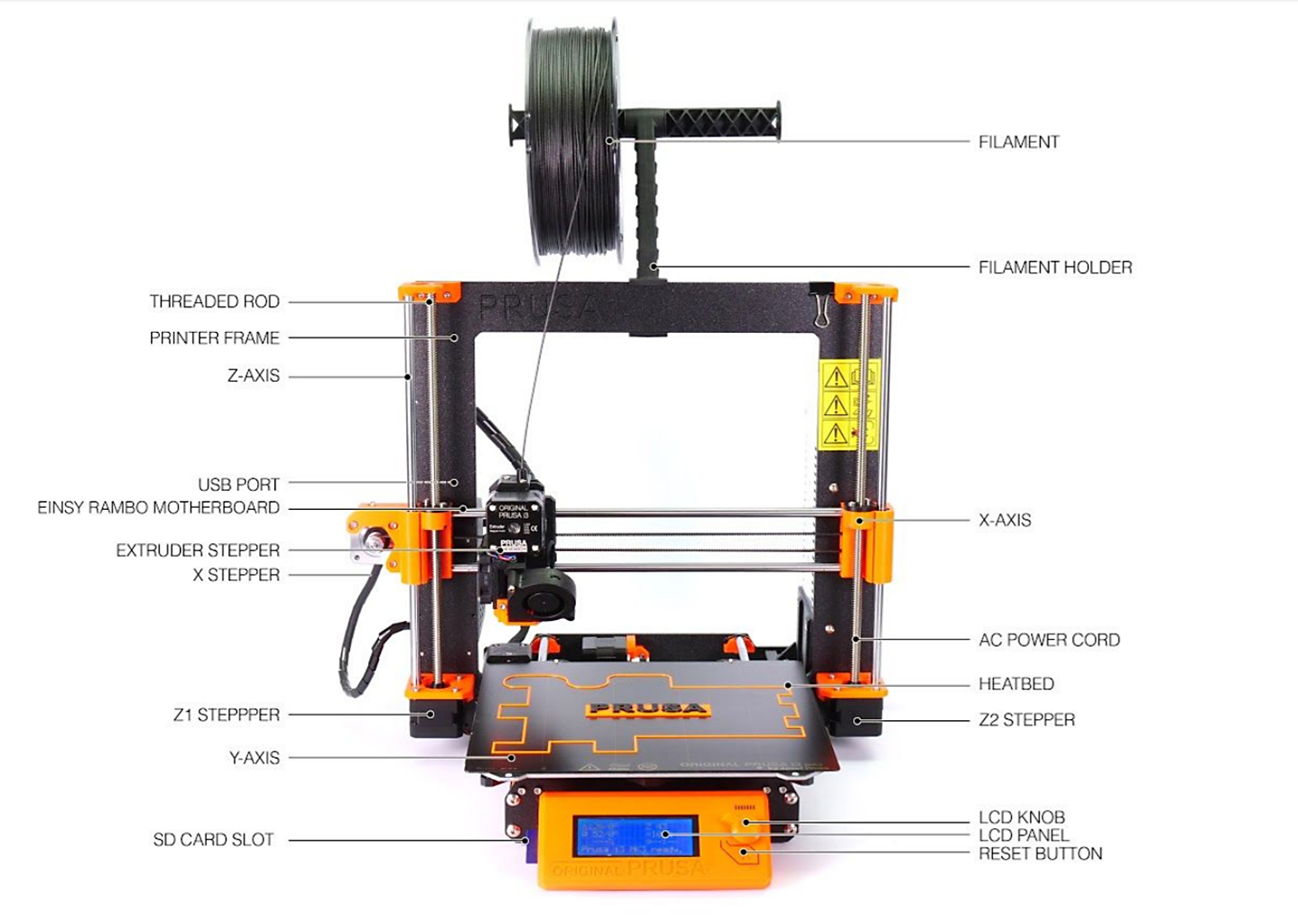
Zalecamy regularne przeglądy i konserwację drukarki - nawet, jeśli działa perfekcyjnie. Przegląd i konserwację różnych komponentów należy wykonać co kilkaset godzin drukowania. Ten poradnik dotyczy wszystkich drukarek Original Prusa i3, tj. MK3S+, MK3S, MK3, MK2.5S, MK2.5, MK2S oraz Plus 1.75 mm.
Przydatne narzędzia:
Poza standardowym sprzętem, takim jak klucze imbusowe, szczypce szpiczaste, alkohol izopropylowy (IPA) + ręczniki papierowe, przydać się mogą:
- Smar: Najlepszą opcją jest użycie naszego środka smarnego. Jedna tubka jest wysyłana z drukarką, ale możesz go również kupić w naszym sklepie internetowym. Dobrymi alternatywami są również Super Lube 210XX, GLEIT-µ HF 400 oraz Mogul LV 2-EP. Nie zalecamy środków smarnych o wysokiej lepkości.
- Sprężone powietrze: znane również jako "powietrze w puszce". Trzymaj puszkę pionowo, zaworem w górę, w innym przypadku możesz uszkodzić elektronikę zamiast ją wyczyścić.
- Szczoteczka: Mała mosiężna szczoteczka druciana jest idealnym narzędziem do czyszczenia kół radełkowanych. Jeśli nie masz mosiężnej, możesz użyć szczotki nylonowej z twardym włosiem. Możesz również zastąpić ją igłą do akupunktury dostarczaną z drukarką lub wykałaczką.
Kontrola osi
Co sprawdzić:
- Pręty liniowe: rysy/zagłębienia - złap pręt dwoma/trzema palcami i powoli przejedź od jednego końca, do drugiego, obracając palce po powierzchni. Jeśli pod opuszkami poczujesz rysę, zweryfikuj to paznokciem.
- Łożyska: Wyczyść i nasmaruj łożyska zgodnie z tą instrukcją. Może się zdarzyć, że pomimo wyczyszczenia i nasmarowania prętów, ruch łożysk nie będzie gładki. W takim przypadku należy wyciągnąć łożyska z drukarki i nasmarować od wewnątrz smarem w ilości podobnej do ziarnka grochu.
- Kółka pasowe: wszelkie zanieczyszczenia z okolic kółek pasowych oraz pasków powinny być natychmiast usuwane, aby zapewnić gładką pracę układu kinematyki. Sprawdź również, czy wkręty dociskowe na kółkach pasowych są dobrze dokręcone do spłaszczeń na wałkach silników.
- Docisk ekstrudera stanowi śruba M3x40 ze sprężyną, która nie powinna być wkręcona ani zbyt mocno, ani zbyt słabo. Ogólnie rzecz biorąc, łeb śruby z lewej strony powinien być prawie zrównany z powierzchnią drukowanej części ekstrudera. Szczegóły prawidłowego ustawienia docisku znajdziesz w artykule Naprężenie docisku ekstrudera.
- Paski osi Y oraz X: Obydwa paski powinny być naciągnięte tak, aby wydawały niską, basową nutę przy pociągnięciu jak za strunę. W MK3/S/+ stan pasków możesz sprawdzić w menu LCD - Wsparcie - Stan pasków. Zalecane wartości mieszczą się w przedziale między 260 a 290. Szczegóły dotyczące naprężenia pasków znajdziesz w tym artykule.
Powierzchnia stołu - płyta ze stali sprężynowej
Więcej informacji o dbaniu o płyty ze stali sprężynowej znajdziesz w tym artykule
Wentylatory
Original Prusa i3 MK3/S/+ potrafi rozpoznać zatrzymanie wentylatora. Nie oznacza to jednak, że nie warto ich sprawdzać podczas regularnej konserwacji drukarki. Kurz lub plastikowy nalot mogą zmniejszyć ich wydajność lub nawet doprowadzić do uszkodzenia.
Kurz możesz wyczyścić wacikiem kosmetycznym lub sprężonym powietrzem, a nitki plastiku wyciągniesz pęsetą. Przytrzymaj wirnik wentylatora, aby nie obracał się pod wpływem sprężonego powietrza, ponieważ rozkręcenie go do zbyt wysokich obrotów może spowodować jego uszkodzenie. Wyczyść wszelkie zanieczyszczenia i sprawdź, czy wirnik obraca się bez przeszkód.
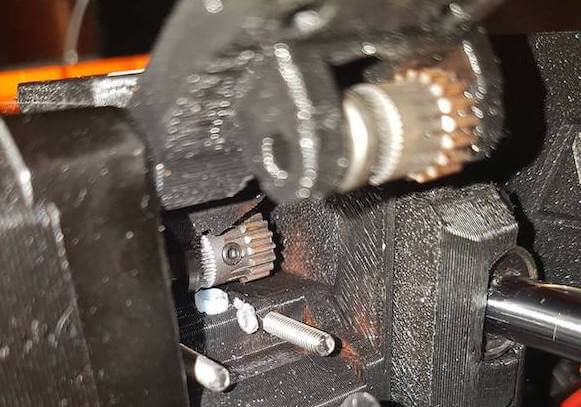
Koła radełkowane ekstrudera
MK2.5/S i MK3/S/+ są wyposażone w dwa koła zębate Bondtech wykonane z utwardzanej stali węglowej. Jedno koło ma funkcję napędzającą filament i jest przymocowane wkrętem dociskowym do czopu wałka silnika ekstrudera. Drugie to koło dociskowe, które obraca się pod wpływem obrotów koła napędowego i jest zamocowane na dźwigni dociskowej. Jeśli ekstruder zatkał się, radełka również mogły zatkać się drobinkami ścieranego plastiku, co przełoży się na obniżenie siły wywieranej na filament.
Regularne czyszczenie i konserwacja pozwolą zapewnić:
- Redukcję zużycia i hałasu.
- Zwiększenie siły nacisku na filament.
- Obniżenie tarcia między kołami zębatymi.
- Ochronę przed korozją.
Jeśli czyścisz koła wewnątrz ekstrudera, bez demontażu silnika, przykryj wlot do rurki PTFE, aby żadne zanieczyszczenia nie wpadły do jej wnętrza. Możesz użyć patyczka kosmetycznego - nie uszkodzisz nim krawędzi. Po zakończeniu czyszczenia (ale nadal zasłaniając rurkę PTFE) przedmuchaj okolicę sprężonym powietrzem, aby pozbyć się wszelkich drobinek.
Otwórz docisk ekstrudera odkręcając śrubę (lub śruby) z lewej strony ekstrudera.
- Ekstruder w MK3 i MK2.5 ma dwie śruby dociskowe.
- Ekstruder w MK3S/+ i MK2.5S ma jedną śrubę dociskową.
Obydwa kółka zębate mogą kumulować opiłki filamentu w nacięciach części radełkowanej. Wyczyść je szczoteczką, następnie obróć kółko o kilka stopni, aby mieć dostęp do kolejnej sekcji, wyczyść i powtórz, aż wykonasz pełen obrót. Do czyszczenia możesz również użyć igły do akupunktury, która jest dołączona do drukarki.
Koła zębate mogą być pokryte rdzą. Nie martw się, nie oznacza to raczej ich uszkodzenia. Usuń wszelkie pozostałości filamentu i wyczyść je szczoteczką.
Upewnij się, że koło napędowe ekstrudera jest ustawione w osi kanału filamentu i dokręcone do spłaszczenia na wałku silnika. Sprawdź również, czy oś koła dociskowego jest zamocowana w obydwóch otworach drzwiczek docisku [Extruder-Idler-door] oraz czy może się swobodnie obracać. Szczegóły znajdziesz w instrukcji Kontrola/ustawienie kół zębatych Bondtech (MK3.5/S, MK3S/+, MK2.5S).
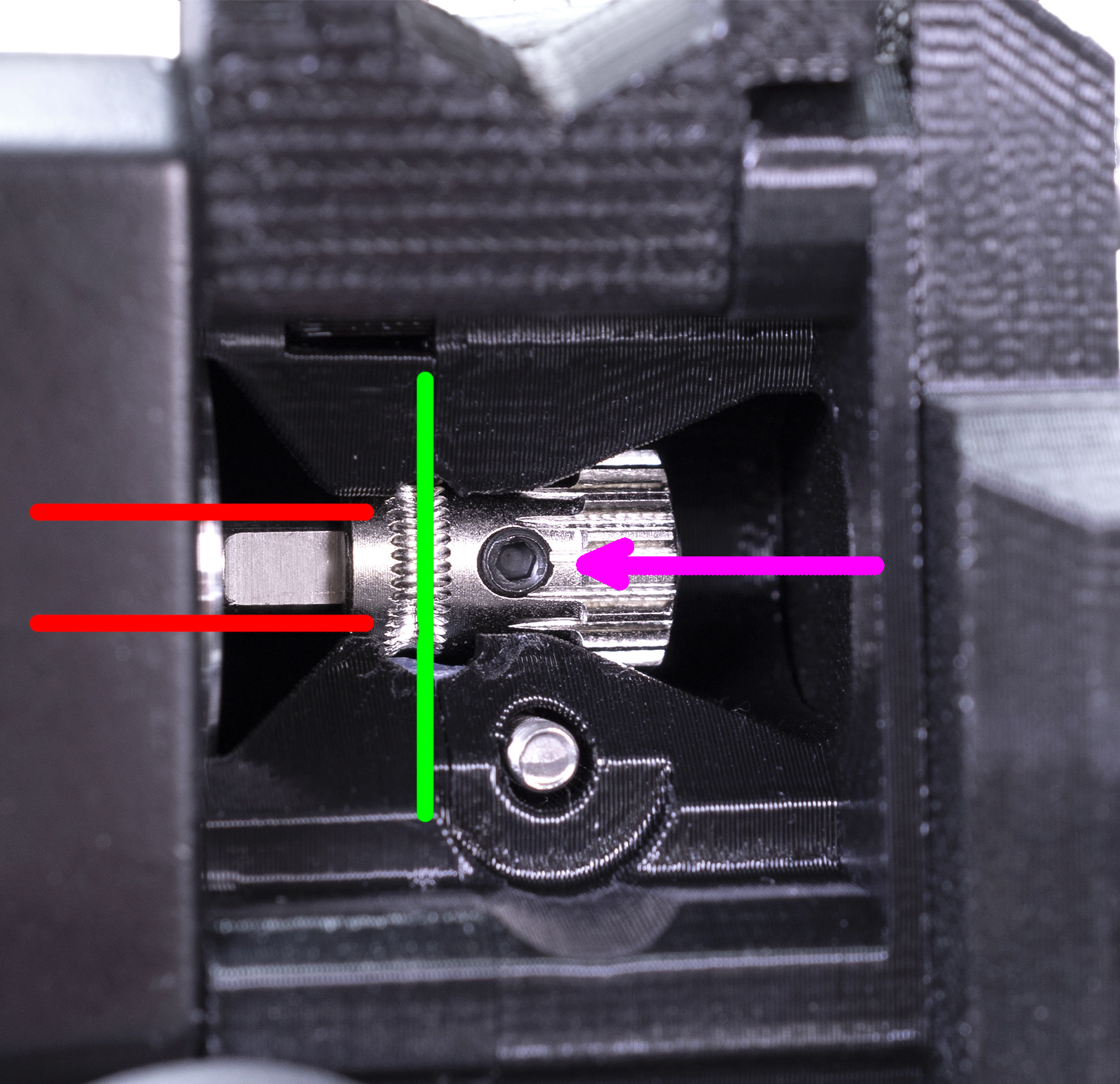
Nałóż odrobinę smaru tylko na część zębatą (wystającą). Upewnij się, że smar nie dostanie się w obszar, w którym radełka stykają się z filamentem. Nie używaj oleju, ponieważ mógłby się rozlać do sekcji radełkowanej, która odpowiada za przepychanie filamentu w dół hotendu.

Elektronika
W MK2/S i MK2.5/S - sprawdź, odłącz i podłącz ponownie wszystkie złącza na płycie miniRAMBo po pierwszych 50 godzinach drukowania, następnie co 150-200 godzin.
W MK3/S/+ - sprawdź, odłącz i podłącz ponownie wszystkie złącza na płycie EinsyRAMBo co 600-800 godzin drukowania.
- Sprawdź, czy żaden przewód nie jest uszczypnięty lub uszkodzony w jakikolwiek inny sposób.
- Otwórz pokrywę obudowy elektroniki i przedmuchaj wnętrze sprężonym powietrzem, aby pozbyć się kurzu.
- Sprawdź złącza wszystkich przewodów na płycie mini RAMBo lub EINSY RAMBo. Zwróć szczególną uwagę na przewody biegnące z zasilacza oraz do grzałek. Upewnij się, że konektory są wsunięte w gniazda do końca i dobrze dokręcone.
- Użytkownicy Original Prusa i3 MK2/S oraz MK2.5/S muszą zwracać szczególną uwagę na zasilanie drukarki oraz wyjście zasilania do komponentów. Upewnij się, że złącze ani gniazdo nie są w żaden sposób uszkodzone.
- Użytkownikom Original Prusa i3 MK3/S/+ zalecamy delikatne pociągnięcie za złącza zasilania - jeśli wyczuwalny jest jakikolwiek luz, należy dokręcić śruby.
Wymiana dyszy
Dokładne określenie żywotności dyszy jest bardzo trudne, ponieważ zależy od ilości wydruków, używanych filamentów oraz ilości zmian między różnymi rodzajami materiałów. Nie jest to pierwsza rzecz do przeglądu w przypadku problemów z ekstruzją, ale jeśli drukarka stała nieużywana przez więcej niż 3-6 miesięcy, a jakość wydruków jest niezadowalająca nawet po przeprowadzeniu wspomnianego tu przeglądu, możesz rozważyć wymianę dyszy.
Firmware oraz oprogramowanie
Należy zawsze używać najnowszej stabilnej wersji firmware, opublikowanej dla danego modelu drukarki. Wersję firmware możesz sprawdzić w menu LCD - Wsparcie.
- W tym artykule znajdziesz instrukcję wgrania firmware do Twojej MK3/S/+.
- W tym artykule znajdziesz instrukcję wgrania firmware do Twojej MK2/S i MK2.5/S
Zalecamy również używanie najnowszej wersji PrusaSlicer, ponieważ pozwala wykorzystać wszystkie funkcje Twojej drukarki. Zapisuje on w pliku G-code nawet model drukarki, średnicę dyszy i wersję firmware, więc urządzenie może poinformować Cię, gdy coś będzie nieaktualne lub niekompatybilne.