- English
- Čeština
- Español
- Italiano
- Deutsch
- Polski
- 日本語
- Home
- Utilisation de l'imprimante
- Entretien de l'imprimante
- Maintenance régulière (MINI/MINI+)
Maintenance régulière (MINI/MINI+)
- Modèles 3D
- Guide des matériaux
- Découpage
- Entretien de l'imprimante
- Réglage de la tension de la courroie (MINI/MINI+)
- Réglage de la tension de la courroie (MK4/S, MK3.9/S, MK3.5/S, MK3/S/+)
- Ajustement de la tension de la courroie (XL)
- Câble de l'électronique Buddy (MINI)
- Changer ou remplacer la hotend du Nextruder
- Changement ou remplacement de la buse (MK2.5/S, MK3/S/+, MK3.5/S)
- Changement ou remplacement de la Prusa Nozzle
- Changement de la tête d'impression
- Changement/remplacement de la buse (MINI)
- Vérification/réalignement de l'entraînement Bondtech (MK3.5/S, MK3S/+, MK2.5S)
- Traction à froid (cold pull) (MINI)
- Traction à froid (MK3/S/+, MK2.5/S, MK3.5/S)
- Traction à froid (MK4/S, MK3.9/S, XL) #13702 #17702
- Traductions communautaires
- Maintenance de la CW1
- Remplacement du film FEP (SL1)
- Système d'extinction d'incendie (Enclosure)
- Mise à jour du firmware (CW1)
- Mise à jour du firmware (MINI/MINI+)
- Mise à jour du firmware (MK2.5S/MK2S)
- Mise à jour du firmware (MMU2S)
- Mise à jour du firmware (SL1/SL1S)
- Remplacement du filtre HEPA (HT90)
- Démontage de la hotend et barrière thermique bloquée dans le dissipateur thermique
- Comment rétrograder le firmware (MK4/S, MK3.9/S, MK3.5/S, XL)
- Comment retirer une vis à tête abîmée
- Comment mettre à jour le firmware (HT90)
- Comment mettre à jour le firmware (MK3S+/MK3S/MK3)
- Comment mettre à jour le firmware (MK4/S, MK3.9/S, MK3.5/S, XL)
- Comment mettre à jour le firmware (MMU3)
- Maintenance régulière de l'imprimante i3
- Installation ou changement de l'adaptateur de buse Nextruder V6
- Filtre à pigments de l'IPA (CW1/CW1S)
- Maintenance régulière du MMU2S
- Maintenance régulière du MMU3
- Remplacement de la buse (HT90)
- Panneaux PETG (Enceinte)
- Préparation de la surface d'impression
- Printing without purge tower on the XL (Multi-Tool)
- Maintenance régulière (MINI/MINI+)
- Nettoyez la plaque
- Entretien des roulements
- Ventilateurs
- Nettoyage des engrenages d'entraînement de l'extrudeur
- Tubes PTFE
- Buse
- Mise à jour du firmware
- Maintenance régulière de l'imprimante (HT90)
- Maintenance régulière de l'imprimante (MK3.5/S)
- Maintenance régulière de l'imprimante (MK4/S, MK3.9/S)
- Maintenance régulière de l'imprimante (XL)
- Retrait manuel du filament de l'extrudeur
- Cartes SD et clés USB
- Maintenance de la SL1/SL1S
- Retrait d'une impression de la SL1/SL1S
- Test des fonctionnalité de sécurité (MK3/MK3S)
- Vibrations lors de l'impression (MINI/MINI+)
- Prusa Connect & PrusaLink
Il est recommandé de prendre le temps d'entretenir régulièrement votre Original Prusa MINI/+. Cela devrait être fait même si l'imprimante fonctionne parfaitement.
Nettoyez la plaque
Si les objets imprimés ont du mal à adhérer à la surface de la plaque d'impression, vous devez nettoyer la plaque. Choisissez le bon produit de nettoyage pour votre plaque (IPA, Ajax, etc.), versez-en une petite quantité sur un essuie-tout non parfumé et essuyez la surface d'impression.
La plaque doit être nettoyée à froid pour obtenir les meilleurs résultats - le nettoyage à chaud peut entraîner des blessures potentielles, que ce soit par le plateau chauffant ou par la buse. Lors du nettoyage à des températures plus élevées, l'alcool s'évapore également avant de pouvoir nettoyer quoi que ce soit. Plus de détails peuvent être trouvés dans Problèmes de première couche.

Entretien des roulements
Après environ 200 heures d'impression, les tiges lisses doivent être nettoyées avec une serviette en papier. Vous pouvez acheter un lubrifiant (n'importe quel bon super lubrifiant fera l'affaire) et l'appliquer sur les tiges lisses (axes XYZ). La MINI/+ est fournie avec un tube de lubrifiant Prusa et il est également disponible sur notre boutique en ligne.
L'imprimante étant hors tension, déplacez à la main l'axe X (extrudeur) et l'axe Y (plateau chauffant) plusieurs fois d'avant en arrière. Si vous sentez que l'un des axes ne se déplace plus en douceur, les roulements peuvent être retirés et graissés à l'intérieur (ils doivent être retirés de l'axe car le joint à lèvres en plastique empêchera la majeure partie de la graisse de pénétrer à l'intérieur) .
Pour consulter notre guide de maintenance détaillé, veuillez consulter Conseils d'entretien.
Ventilateurs
Les deux ventilateurs doivent être vérifiés et nettoyés au bout de quelques centaines d'heures. Une bombe à air pour ordinateur (air comprimé) chassera la poussière et une pince peut être utilisée pour les petits bouts de plastique. Tenez toujours les pales lorsque vous nettoyez le ventilateur à l'air comprimé.
Nettoyage des engrenages d'entraînement de l'extrudeur
Les engrenages de l'extrudeur ne nécessitent aucune lubrification. Cependant, avec le temps, ils peuvent souffrir d'une accumulation de copeaux de filament dans les rainures et d'une force de préhension plus faible qui peut provoquer une sous-extrusion. Utilisez de l'air comprimé pour expulser les débris ou utilisez une petite brosse en laiton pour nettoyer les rainures, un cure-dent ordinaire fera également l'affaire. Vérifiez-les et nettoyez-les à partir de la fenêtre d'accès sur le dessus de l'ensemble de l'extrudeur. Nettoyez ce que vous pouvez, puis tournez l'engrenage et recommencez. Une très petite quantité de lubrifiant uniquement sur les dents de l'entraînement ne fait pas de mal mais peut causer des problèmes si elle atteint les dents du filament ou commence à collecter des débris.
Pour un démontage plus complet, voir Comment accéder à la poulie de l'extrudeur et la nettoyer (MINI/MINI+)
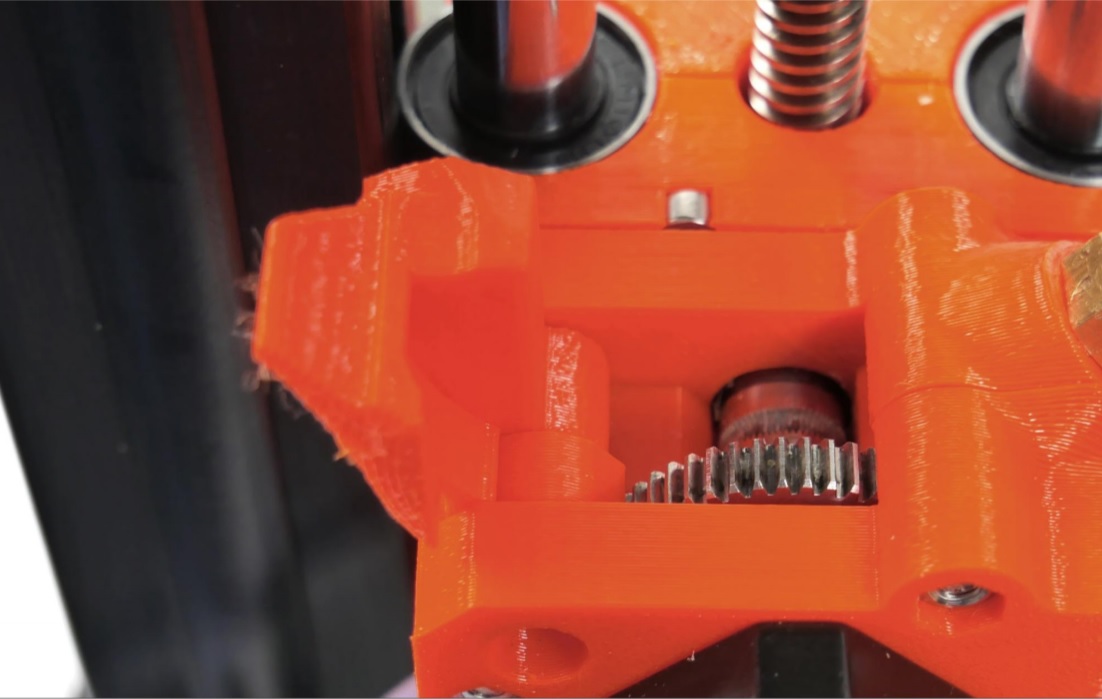
L'ouverture de la roue libre vous permettra de nettoyer les deux engrenages et/ou d'enlever les restes de filament coincés dans les engrenages de l'extrudeur. Il est conseillé d'inspecter les engrenages de temps en temps et d'enlever tout débris coincé dans l'extrudeur.
Tubes PTFE
La MINI possède quatre tubes PTFE, deux externes et deux internes, qui peut nécessiter un niveau d'attention de base de temps à autre. Les tubes PTFE sont utilisés pour conduire le brin de filament de la bobine, à travers l'extrudeur, jusqu'à la buse. Au fil du temps, des débris de filament peuvent s'accumuler dans les tubes PTFE.
Ces tubes doivent être propres et uniformes. S'ils sont déformés ou semblent usés, ils doivent être remplacés. Utilisez une bombe d'air comprimé pour les nettoyer. L'utilisation d'un morceau de fil solide peut les endommager à l'intérieur.
 Le tube le plus à gauche a un diamètre intérieur régulier, tandis que le tube le plus à droite a une pointe déformée et usée.
Le tube le plus à gauche a un diamètre intérieur régulier, tandis que le tube le plus à droite a une pointe déformée et usée.
Accéder aux tubes PTFE :
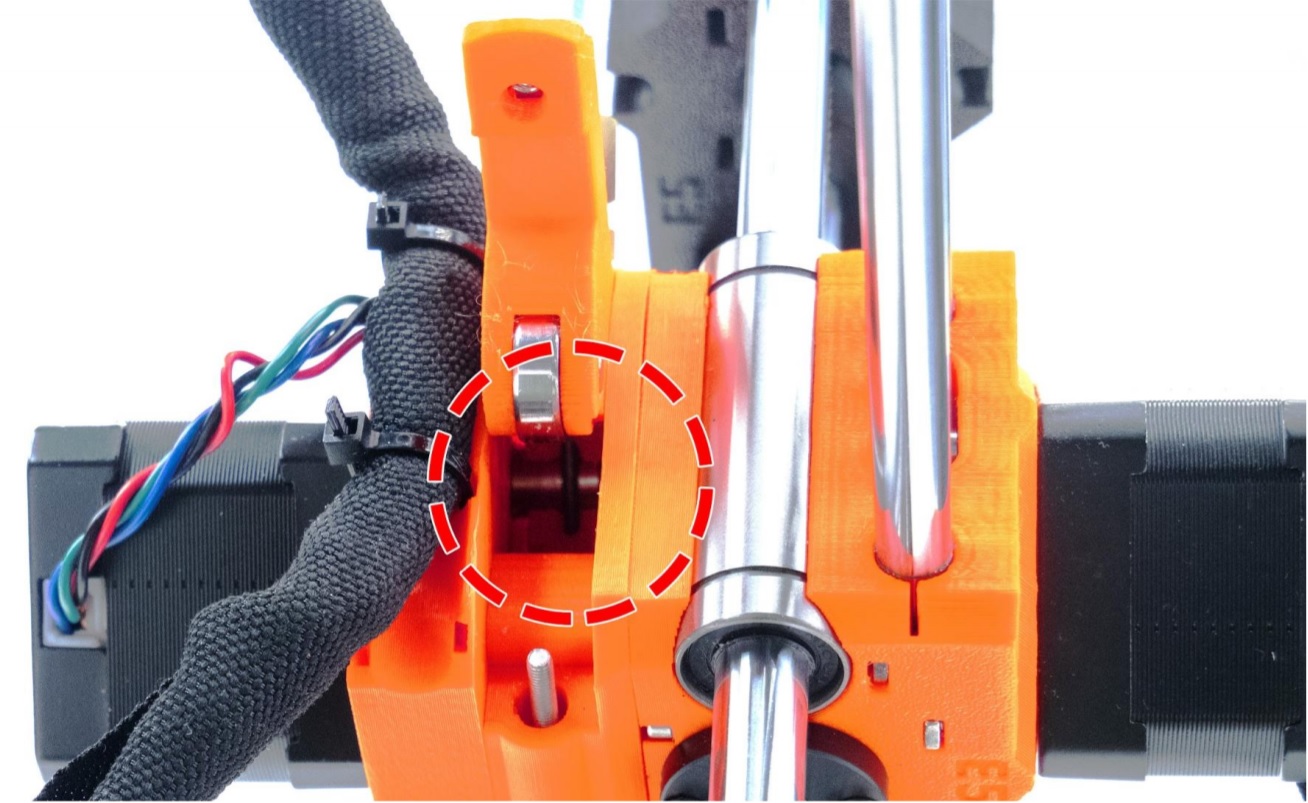
Tubes externes
- Le premier tube dans lequel vous chargez le filament, qui mène à l'extrudeur, peut être retiré à la main. Si vous ne parvenez pas à retirer le premier tube à la main, veuillez suivre Comment accéder à la poulie de l'extrudeur et la nettoyer (MINI/MINI+) jusqu'à l'étape 8 pour desserrer la vis M3x12 qui le fixe.
- Le deuxième tube Bowden principal, plus long, relie l'extrudeur à la tête d'impression. Utilisez une clé (taille 10) pour desserrer les écrous qui le fixent aux raccords, situés à chaque extrémité de celui-ci.
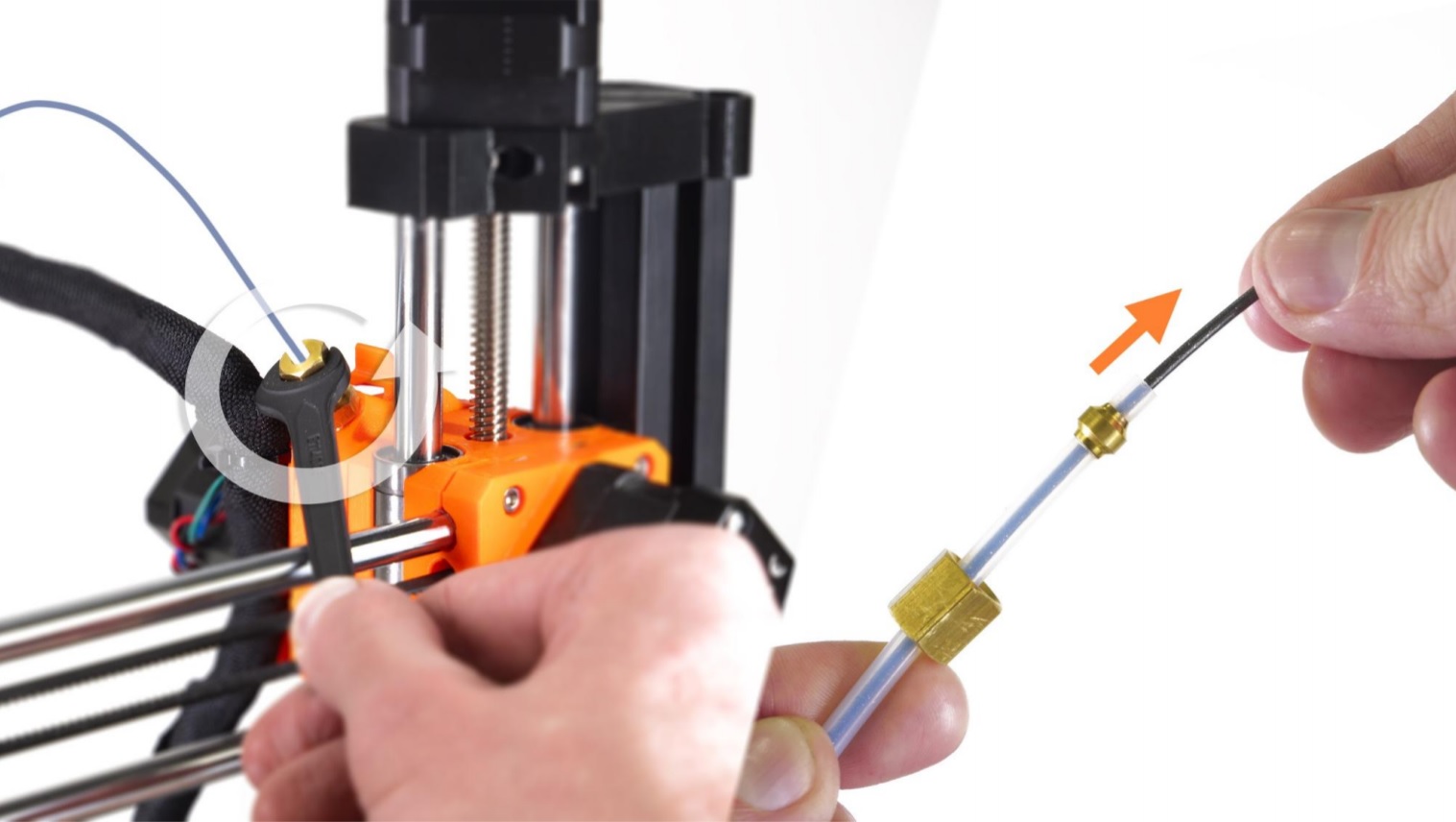
- Sous chaque raccord du tube Bowden principal, vous trouverez un tube PTFE. Les deux doivent être inspectés si vous rencontrez des problèmes de chargement. Celui situé dans l'extrudeur est un tube court qui aide le filament à sortir de l'extrudeur.
- Le tube PTFE de la hotend/tête d'impression doit être propre et légèrement comprimé lorsqu'il est installé à l'intérieur de la barrière thermique. Veuillez consulter notre guide illustré sur le remplacement du tube PTFE pour la MINI.
Buse
À l'intérieur
Si vous avez un bouchon ou des échecs d'impression, vous devrez peut-être effectuer quelques tractions à froid (cold pull). Aussi, passer du PLA au PETG, à des températures pour le PLA peut causer des problèmes. Les tractions à froid devraient éliminer tout bouchon partiel ou complet et vous permettre de recommencer à imprimer. Consultez notre guide sur la réalisation d'une traction à froid (cold pull) sur la Prusa MINI. Lorsqu'elle est chauffée, il peut également être utile d'utiliser une aiguille d'acupuncture (une est incluse dans le kit), pour nettoyer l'intérieur de la buse.
À l'extérieur
Si votre buse est recouverte de plastique à l'extérieur, cela peut affecter ses propriétés thermiques. Pour la nettoyer, chauffez la buse pendant 5 minutes et appuyez sur le bouton de réinitialisation.
Immédiatement après cela, utilisez une petite brosse en laiton pour éliminer tout vieux plastique collé sur la buse et le bloc de chauffe. Soyez très prudent autour des fils fragiles de l'élément chauffant et de la thermistance de la hotend !
Replacement
Les buses s'usent avec le temps, même lorsqu'elles n'impriment que du PLA et du PETG. Si vous essayez d'imprimer des filaments abrasifs, comme du steel-fill, en utilisant la buse en laiton d'origine, la buse sera rapidement endommagée.
Si vous avez besoin de changer la buse, vous trouverez un guide complet ici, couvrant toute la procédure, ainsi que quelques erreurs courantes que vous voulez éviter.
Mise à jour du firmware
Il est important de garder votre système frais et à jour. Le firmware est continuellement développé et de nouvelles fonctionnalités et améliorations opérationnelles sont implémentées régulièrement, sur la base des tests et des commentaires de nos utilisateurs. Pour un guide complet sur la mise à jour du firmware, veuillez consulter Mise à jour du firmware (MINI/MINI+).
Commentaires


Vous avez encore des questions ?
Si vous avez une question sur un sujet qui n'est pas traité ici, consultez nos ressources supplémentaires.
Et si cela ne suffit pas, vous pouvez envoyer une demande à [email protected] ou via le bouton ci-dessous.