- English
- Čeština
- Español
- Italiano
- Deutsch
- Polski
- Home
- À propos de votre imprimante
- Fonctionnalités de l'imprimante
- Profil d'impression (SL1/SL1S)
Profil d'impression (SL1/SL1S)
- Description de l'imprimante
- Fonctionnalités de l'imprimante
- Accéléromètre (MK4/S, MK3.9/S)
- Réglage de la luminosité (SL1)
- Commandes G-code spécifiques au firmware Buddy
- Annuler l'objet (MK4, MK3.9, XL, MINI/+)
- Détection de crash
- Dump mémoire du crash
- Création d'un objet de calibration de résine (SL1/SL1S)
- Dump mémoire (MK3/S/+ et MK2.5/S)
- Menu expérimental (MK3/S/+)
- Réglages expérimentaux (MK4/S, MK3.9/S, MK3.5/S, XL, MINI/+)
- Capteur de filament (MK4/S, MK3.9/S, XL)
- Capteur de filament MK3 (non-S)
- Flashage d'un firmware personnalisé (MK4/S, MK3.9/S, MK3.5/S)
- FeuilleS d'acier flexible (guide)
- Module GPIO
- Tête d'impression haut débit (HT90)
- Tête d'impression haute température (HT90)
- Configuration matérielle (MINI/MINI+)
- Configuration HW (MK2.5/S & MK3/S/+)
- Connexion internet (SL1/SL1S)
- Capteur de filament IR (MK2.5S, MK3S/+, MK3.5/S)
- Détection du capteur de filament IR (MK3S)
- Réglage de la luminosité de l'écran LCD (MK3S)
- Réglage du contraste de l'écran LCD (i3)
- Capteur de force (MK4/S, MK3.9, XL)
- Structure du menu (SL1/SL1S)
- MMU3 Prusa Nozzle vs Prusa Nozzle CHT
- Aperçu du modèle
- Network Connection (MK4S, MK3.9S)
- Chaussette en silicone du Nextruder (XL, MK4, MK3.9)
- NFC antenna
- Capteur de filament bruyant (MINI)
- Impression en un clic
- Verser la résine et commencer l'impression
- Power Panic
- Modes de puissance
- Plaque en acier PP
- Profil d'impression (SL1/SL1S)
- Comment l'utiliser
- Statistiques d'impression
- Statistiques de l'imprimante et informations système (SL1/SL1S)
- Pronterface and câble USB
- Commandes G-code spécifiques au firmware Prusa
- Prusa Pro Filament Drybox
- Calibration de la résine (SL1/SL1S)
- Nettoyage du réservoir de résine (SL1/SL1S)
- Feuille d'acier satinée
- Classement de la carte SD
- Feuille d'acier lisse
- Mode sonore (MINI/MINI+)
- Plaque en acier spéciale PA Nylon
- SpoolJoin (MMU2S)
- Profils de feuille d'acier
- Détection de filament coincé #26101 (MK4S) #13101 (MK4) #21101 (MK3.9) #17108 (XL)
- Menu support (MK3/S/+)
- Réglages des supports pour la XL
- Feuille d'acier texturée
- Calibration du modèle thermique
- Attribution des outils (XL)
- Attribution des outils et Attribution des filaments (XL, MMU3)
- Notifications de la barre supérieure (SL1/SL1S)
- Écran tactile (MK4, MK3.9, MK3.5, XL)
- Menu de Réglage
- Matériaux hydrosolubles (PVA/BVOH)
- Informations générales
À partir du firmware 1.6.0, nous avons inclus une Fonction de profil d'impression pour les géométries et les matériaux plus exigeants pour assurer de bons résultats, compte tenu de la gamme infinie de ceux-ci que l'imprimante pourrait voir. Par exemple, un modèle creux, comme une tasse, peut générer une aspiration lorsqu'elle est séparé du FEP lors des changements de couche rapides.
De plus, les résines spéciales, comme certaines résines flexibles ou de moulage, peuvent avoir une viscosité beaucoup plus élevée (plus épaisses) et nécessitent donc plus de temps pour s'écouler sous la plate-forme d'impression entre les expositions des couches. Donc, il y a trois options de vitesse, 'Plus rapide', 'Plus lent' et 'Haute viscosité' :
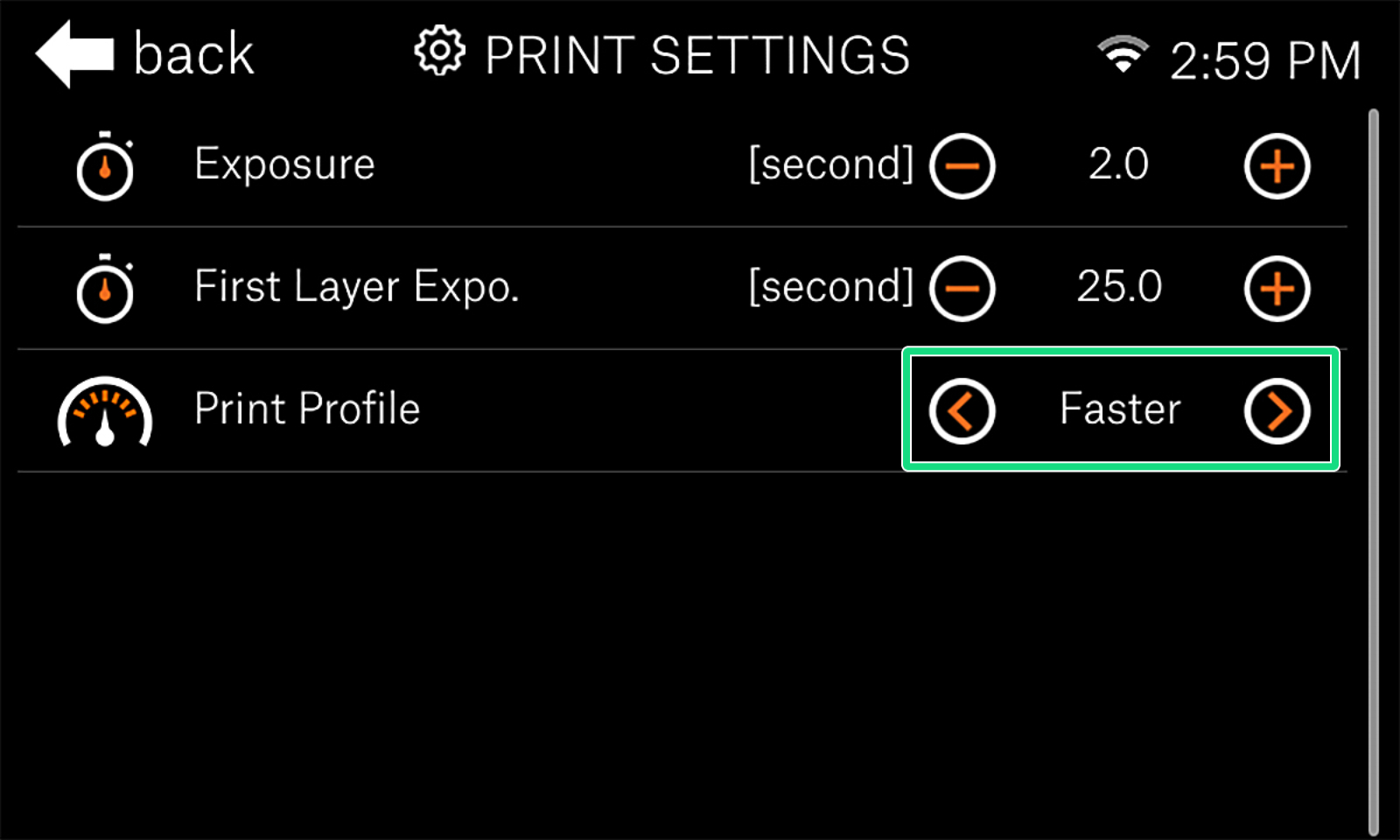
- Plus rapide - Le profil par défaut pour les SL1 et SL1S SPEED et qui doit fonctionner pour la plupart des projets.
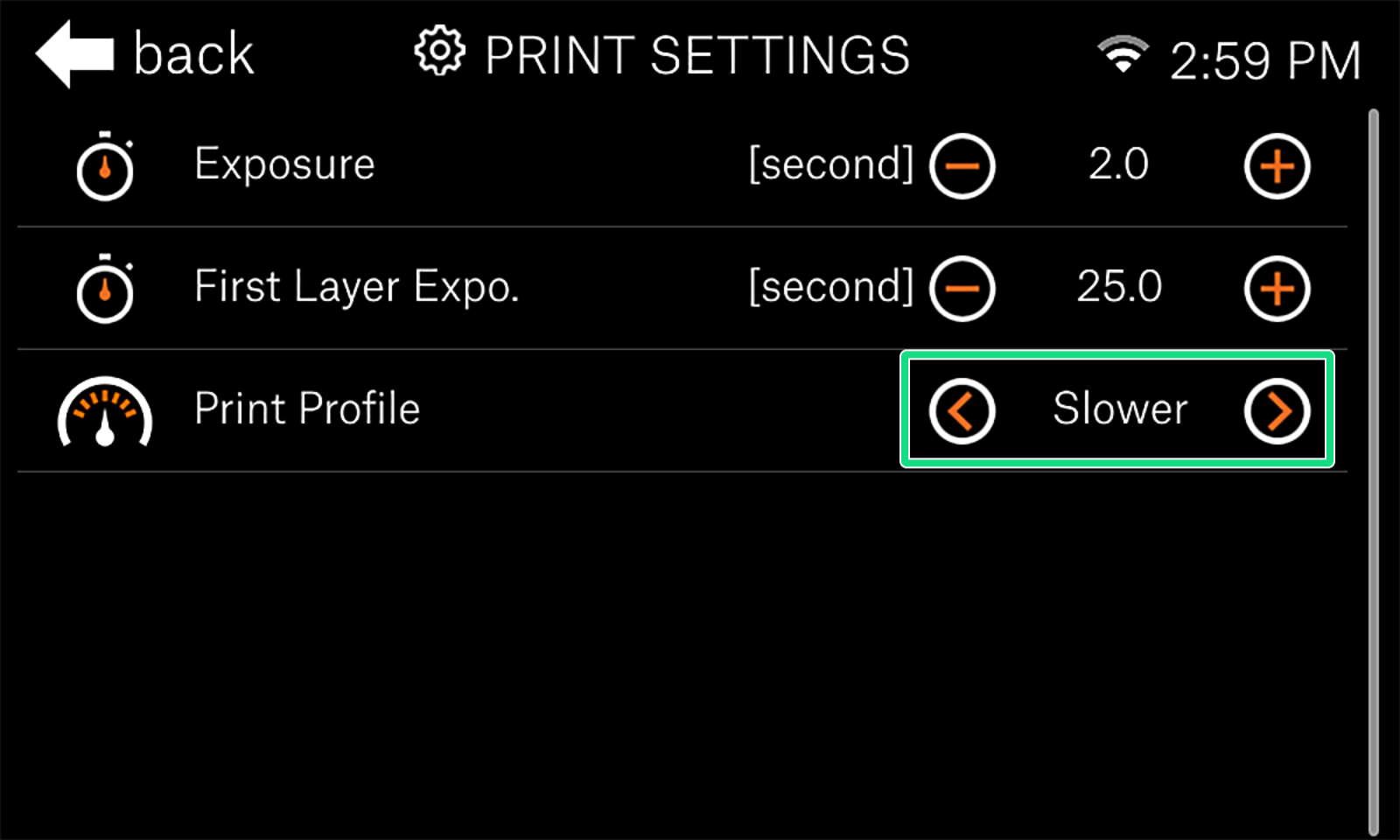
- Plus lent - Ralentit la vitesse d'inclinaison et introduit une pause avant chaque exposition/couche.
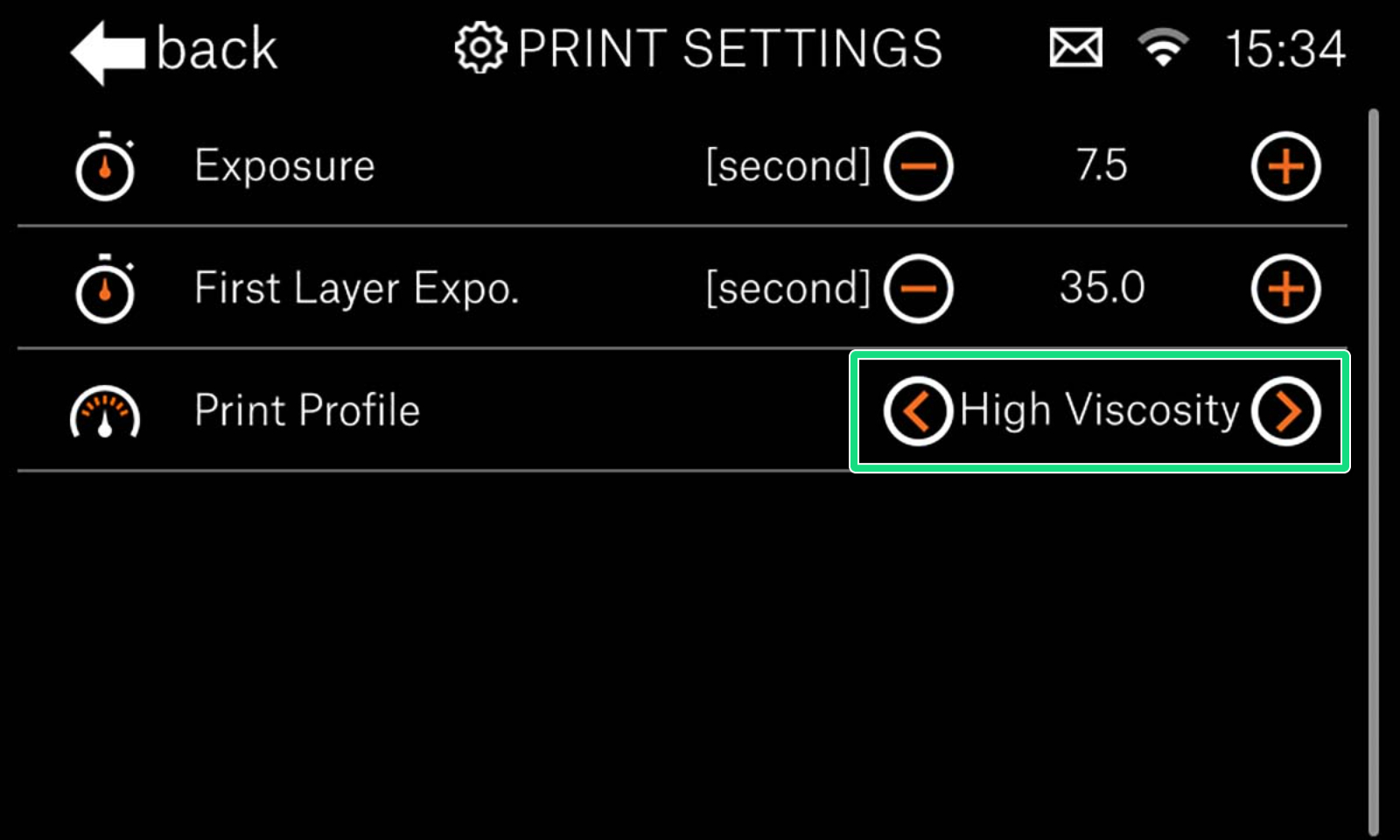
- Haute viscosité - Ralentit la vitesse d'inclinaison et augmente la pause entre les expositions encore plus que le profil "Plus lent".
 |  |
| Projet fissuré en raison de l'aspiration lors du changement de couche. | Même projet imprimé avec le paramètre d'impression "Plus lent". |
Comment l'utiliser
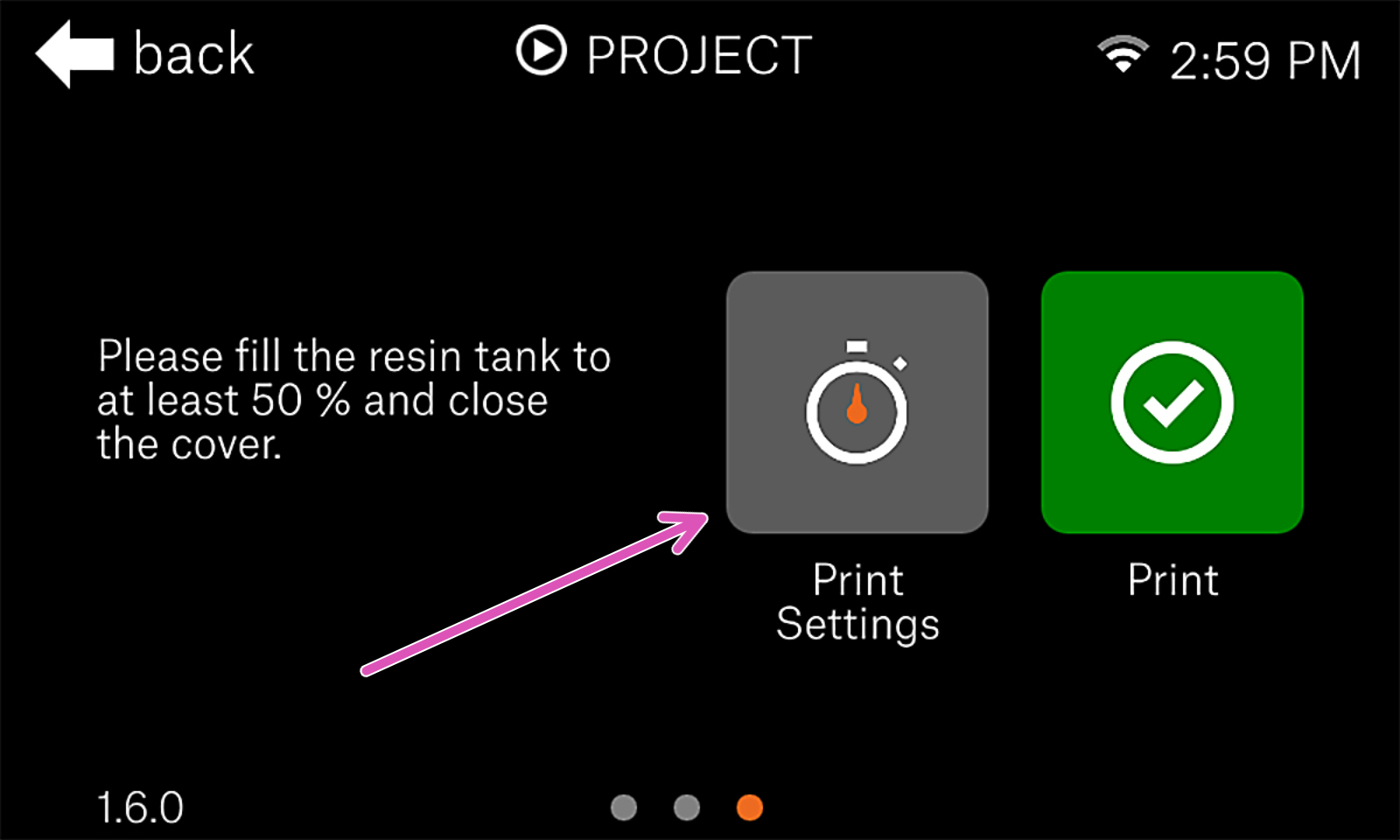
Sélectionnez le projet que vous souhaitez imprimer dans Projets -> [projet] et balayez vers la gauche pour trouver 'Réglages d'impression' et appuyez dessus (flèche violette).
Dans les Réglages d'impression, vous pouvez régler les durées d'exposition et le 'Profil d'impression', qui se trouve en bas (carré vert). Ce paramètre est également accessible pendant l'impression.
 |  |
Commentaires


Vous avez encore des questions ?
Si vous avez une question sur un sujet qui n'est pas traité ici, consultez nos ressources supplémentaires.
Et si cela ne suffit pas, vous pouvez envoyer une demande à [email protected] ou via le bouton ci-dessous.