Ce guide montrera la manière la plus simple de configurer et d'imprimer des supports avec différents matériaux pour l'Original Prusa XL. Avant de commencer, assurez-vous d'avoir sélectionné l'imprimante XL à deux ou cinq têtes d'outils dans le panneau principal.
Réglages d'impression
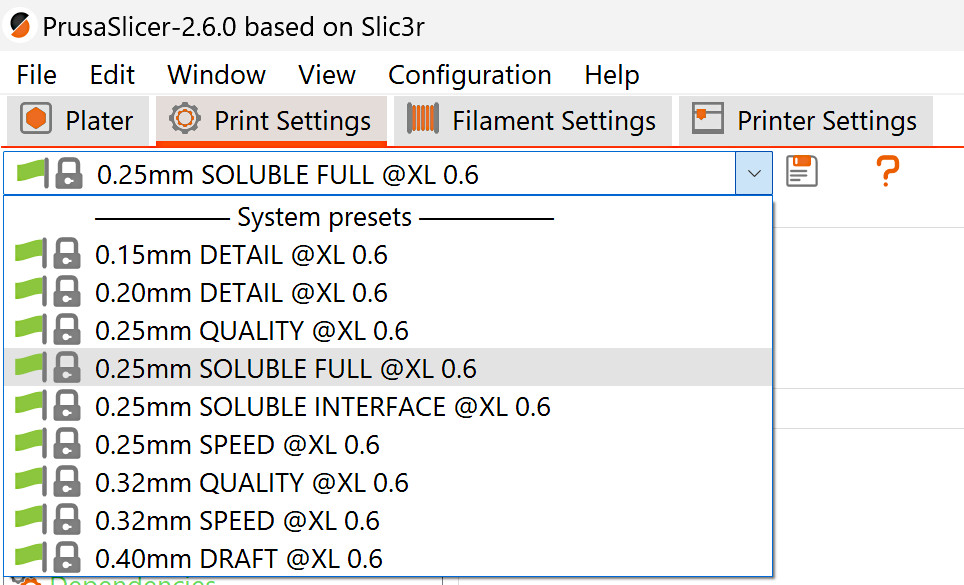
Choisissez l'option Soluble Full dans la liste déroulante des paramètres d'impression. Notez que cette option n'est pas disponible pour les buses de 0,25 mm et 0,3 mm.
Supports
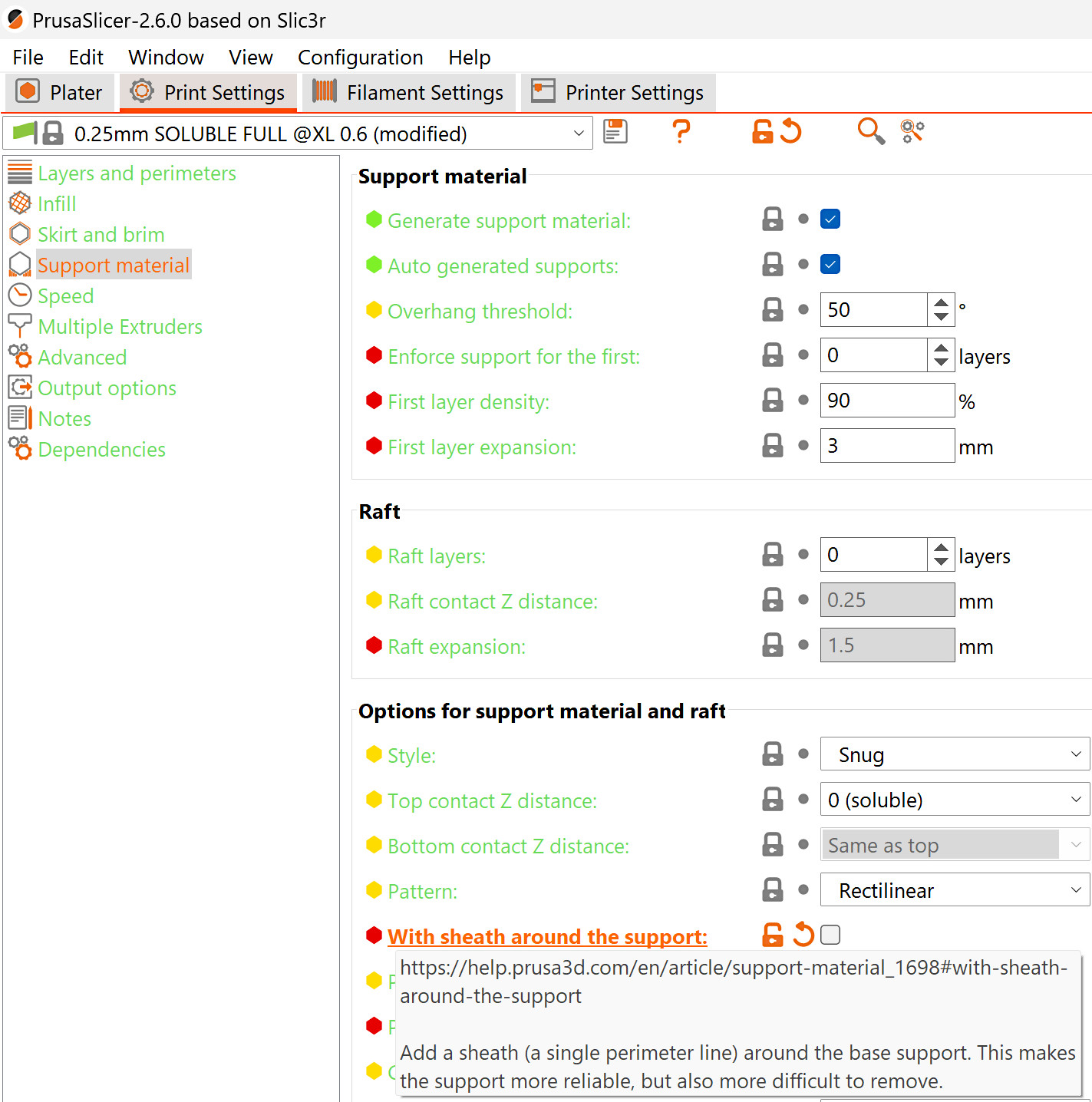
Allez dans les Réglages d'impression -> Supports. Assurez-vous que l'option Générer des supports est cochée. Pour plus d'informations sur chaque réglage, allez consulter Supports.
Par défaut, une gaine solide (une paroi d'un périmètre d'épaisseur) sera généré autour des supports définis comme solubles, ce qui rendra leur retrait très difficile. Nous vous recommandons de décocher cette option lorsque vous utilisez des supports de matériaux différents.
Extrudeurs
Extrudeur de support
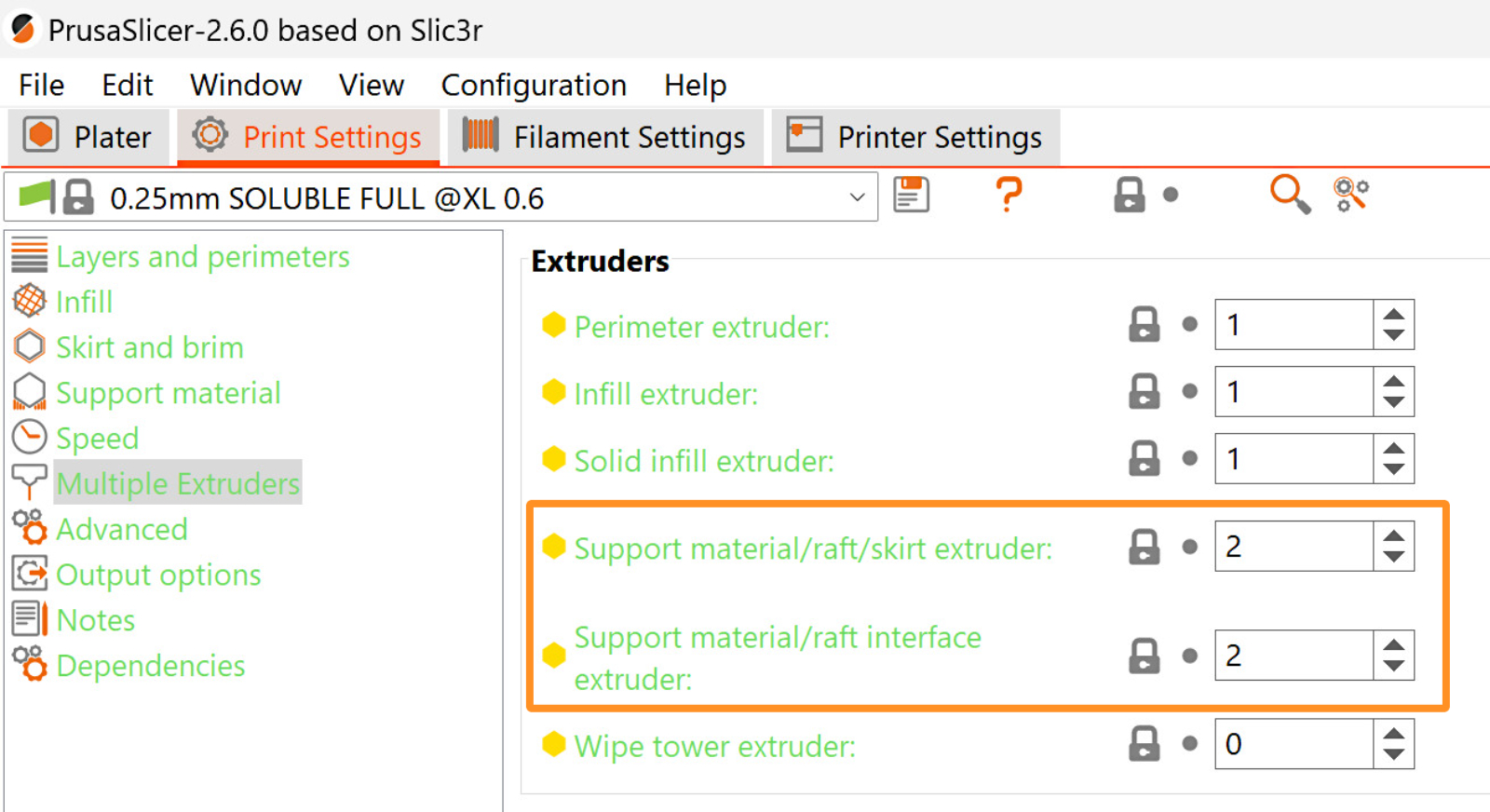
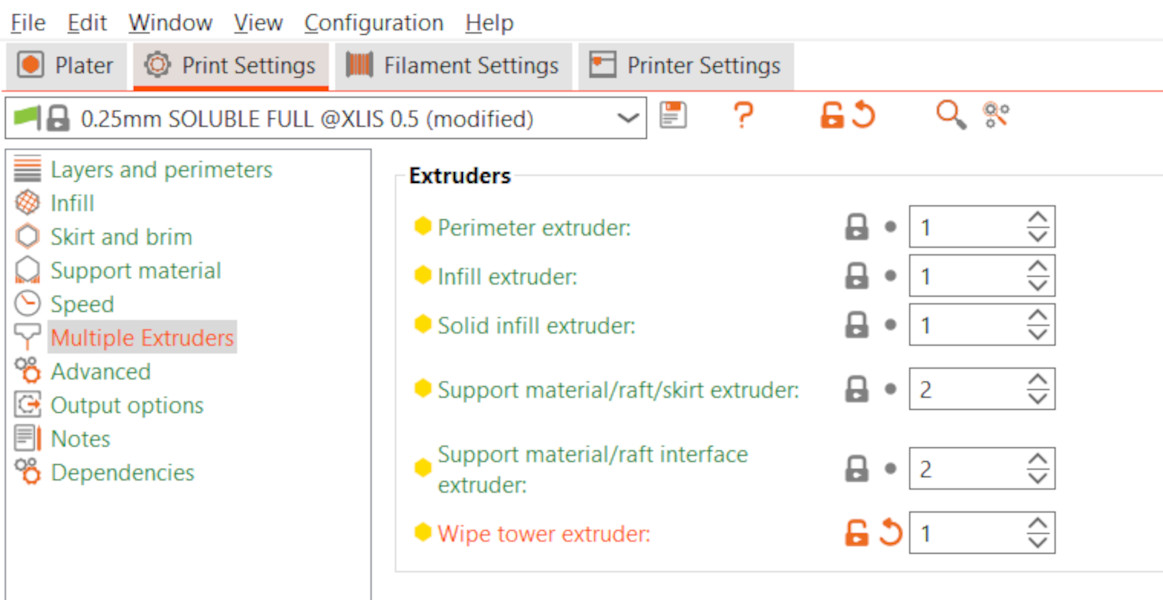
Par défaut, le matériau de support est défini sur l'extrudeur 2. Vous pouvez modifier cela en sélectionnant l'option extrudeur de supports/radeau/jupe et l'option extrudeur de supports/radeau/d'interface dans les Réglages d'impression -> Extrudeurs Multiples.
Cette fonctionnalité ne peut être utilisée qu'avec des Supports Organiques lors de l'utilisation d'une Tour de nettoyage. Le remplacement de l'extrudeur des supports par un autre style de support qu'Organique désactivera la tour de nettoyage.
Extrudeurs d'impression
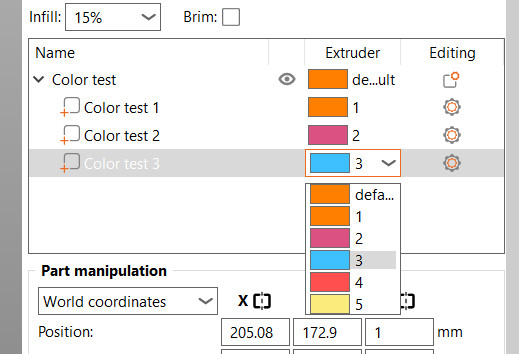
Si votre modèle est importé correctement, chaque pièce apparaîtra dans la liste des objets sur le côté droit. Si vous ne voyez pas la liste d'objets, passez en Mode avancé ou expert.
Vous pouvez attribuer une couleur (extrudeur) à une pièce en double-cliquer sur le rectangle coloré dans la liste d'objets. Vous pouvez également appuyer sur une touche numérique, par exemple "3" pour affecter l'extrudeur au modèle sélectionné. L'extrudeur des supports ne sera pas affiché dans cette liste.
Tour de nettoyage
Sur la tour d'amorçage, les filaments risquent de ne pas coller les uns aux autres. Cela peut provoquer la rupture de la tour et provoquer des crashes sur l'impression. Pour éviter cela, allez dans les Réglages d'impression -> Extrudeurs multiples -> Extrudeur de tour de nettoyage, et sélectionnez un extrudeur pour la tour d'amorçage. Cela amènera l'un des extrudeurs avec un filament spécifique à agir sur toutes les couches de la tour, même si ce filament n'est pas utilisé dans cette couche, rendant la tour plus stable. Laisser la valeur à 0 utilisera l'outil disponible, le dernier utilisé sur cette couche. Cela permet de gagner du temps mais rend la tour d'amorçage moins fiable lors de l'impression avec plusieurs types de matériaux.
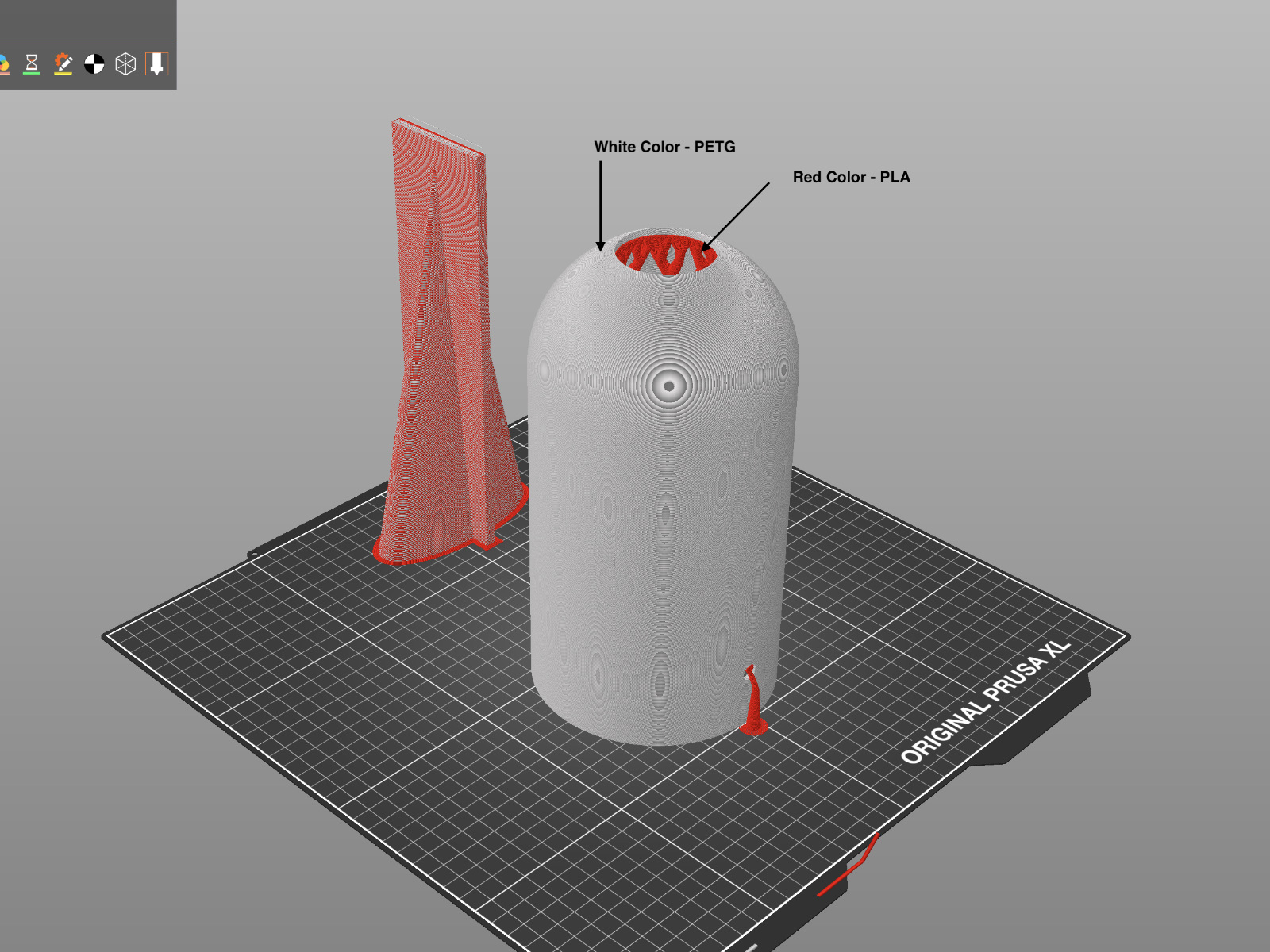 | 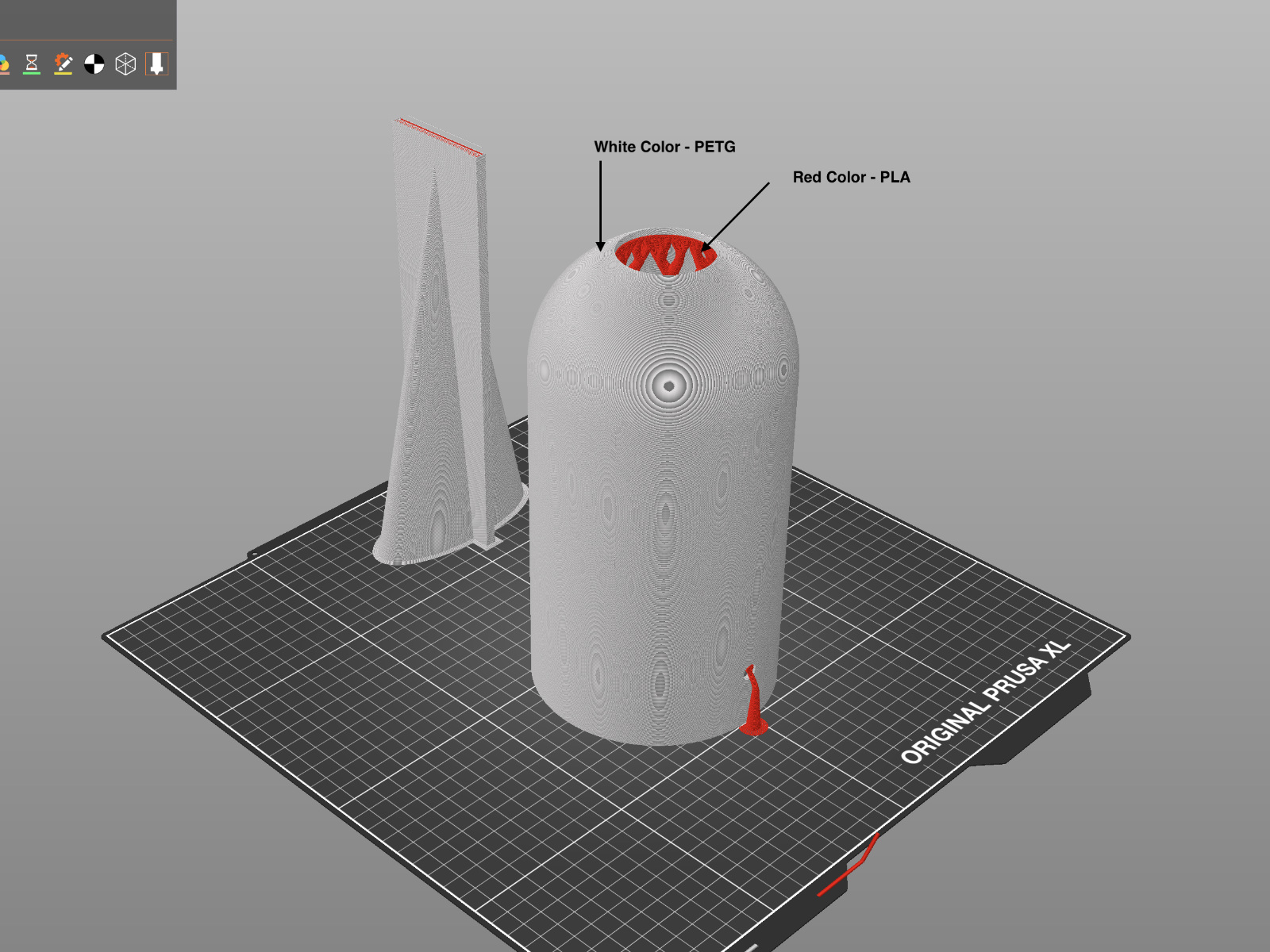 |
| Extrudeur non défini | Extrudeur défini |
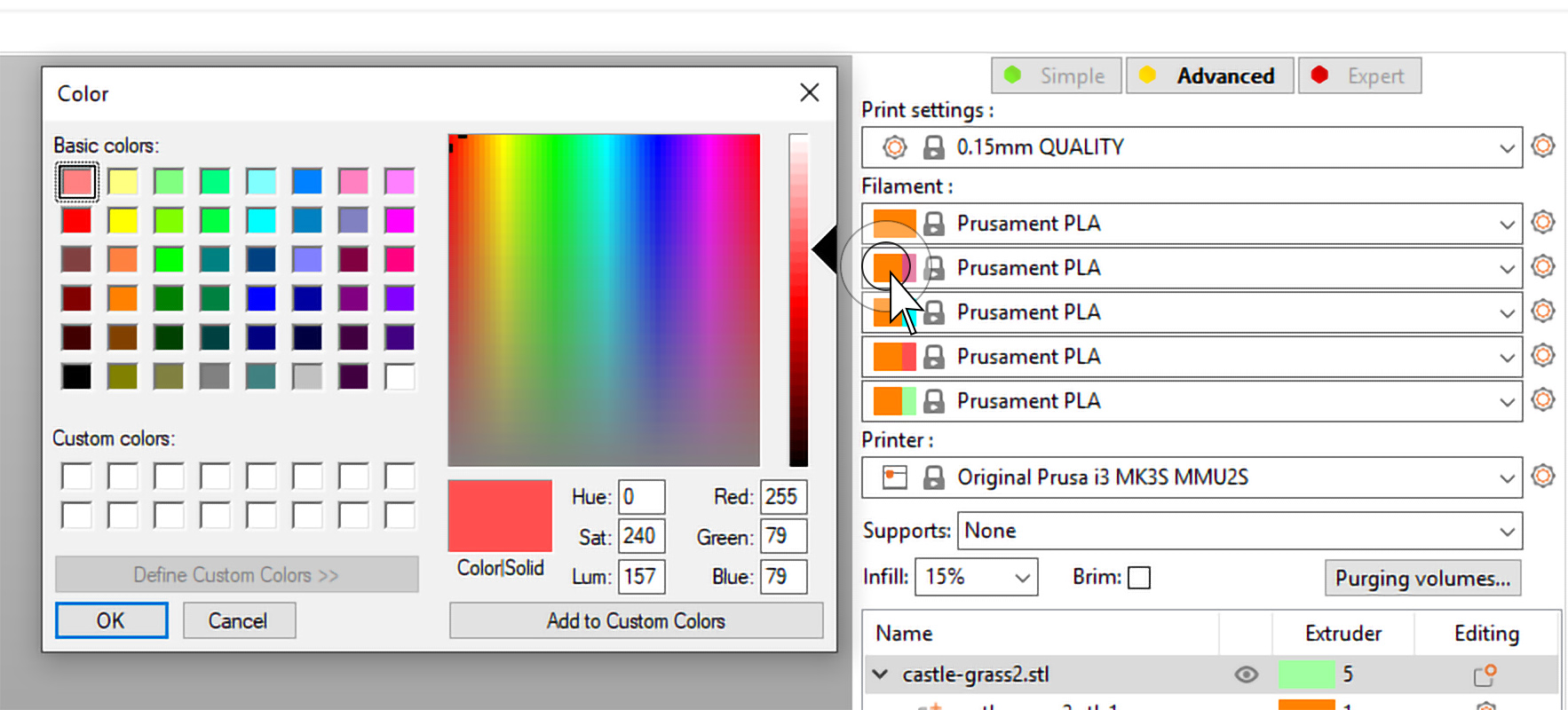
Modification de la couleur d'aperçu
Changer la couleur de chaque extrudeur n'a aucun effet réel sur l'impression, mais c'est une bonne façon de la visualiser et de vous aider à sélectionner les bonnes couleurs de filament. Vous pouvez changer la couleur attribuée à un extrudeur en cliquant sur le boîte de couleur à côté du nom du profil dans la sélection de profil de filament.