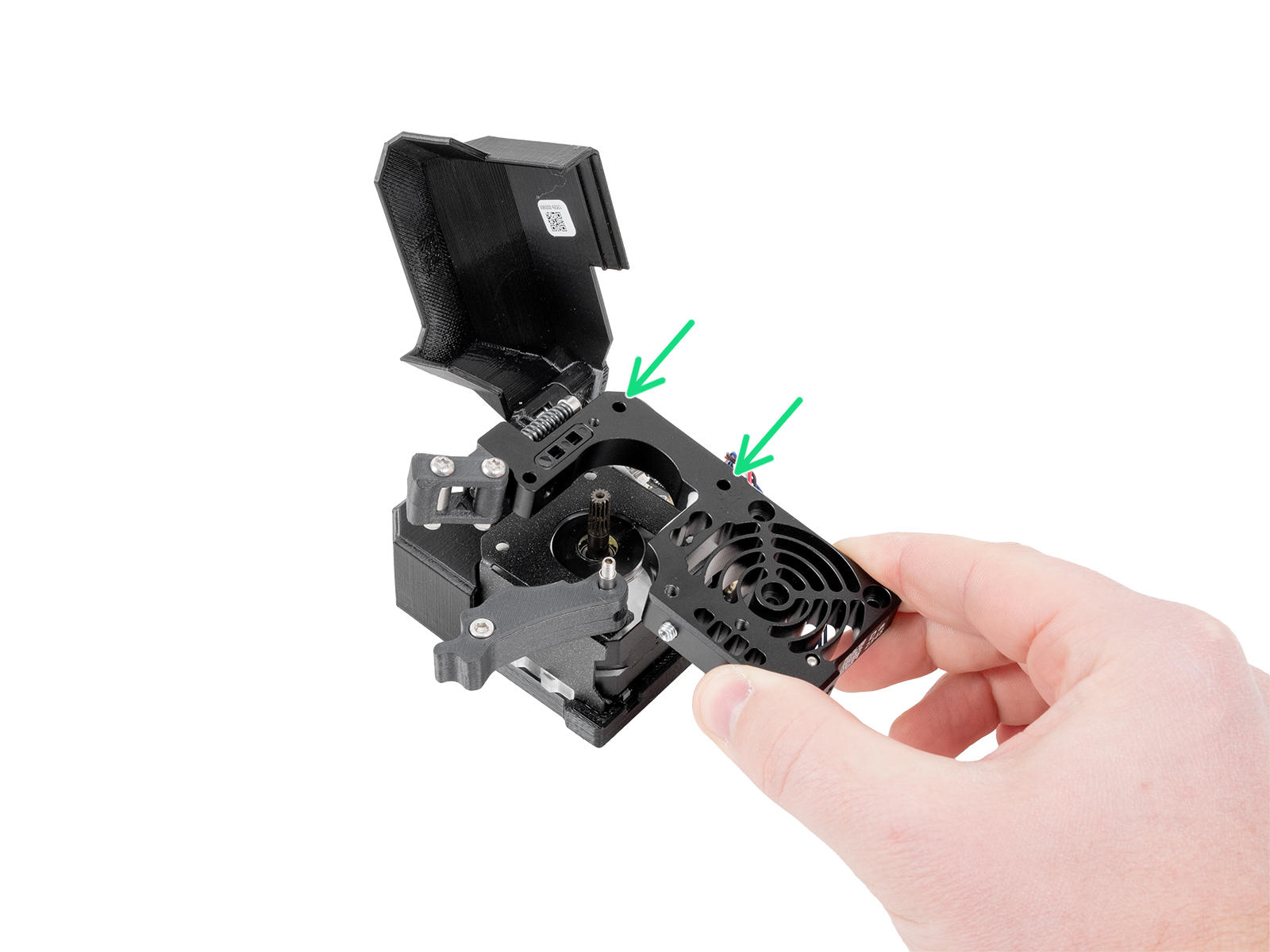
⬢Questa guida descrive la sostituzione del Dissipatore su Original Prusa XL (Strumento singolo).
Le seguenti istruzioni sono solo per XL a strumento singolo, anche se la maggior parte dei passaggi sono comuni. Se hai una XL Multi-tool, vai su Come sostituire il dissipatore di Nextruder (XL Multi-tool)
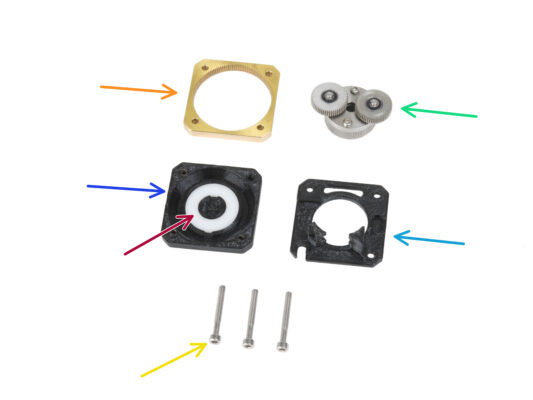
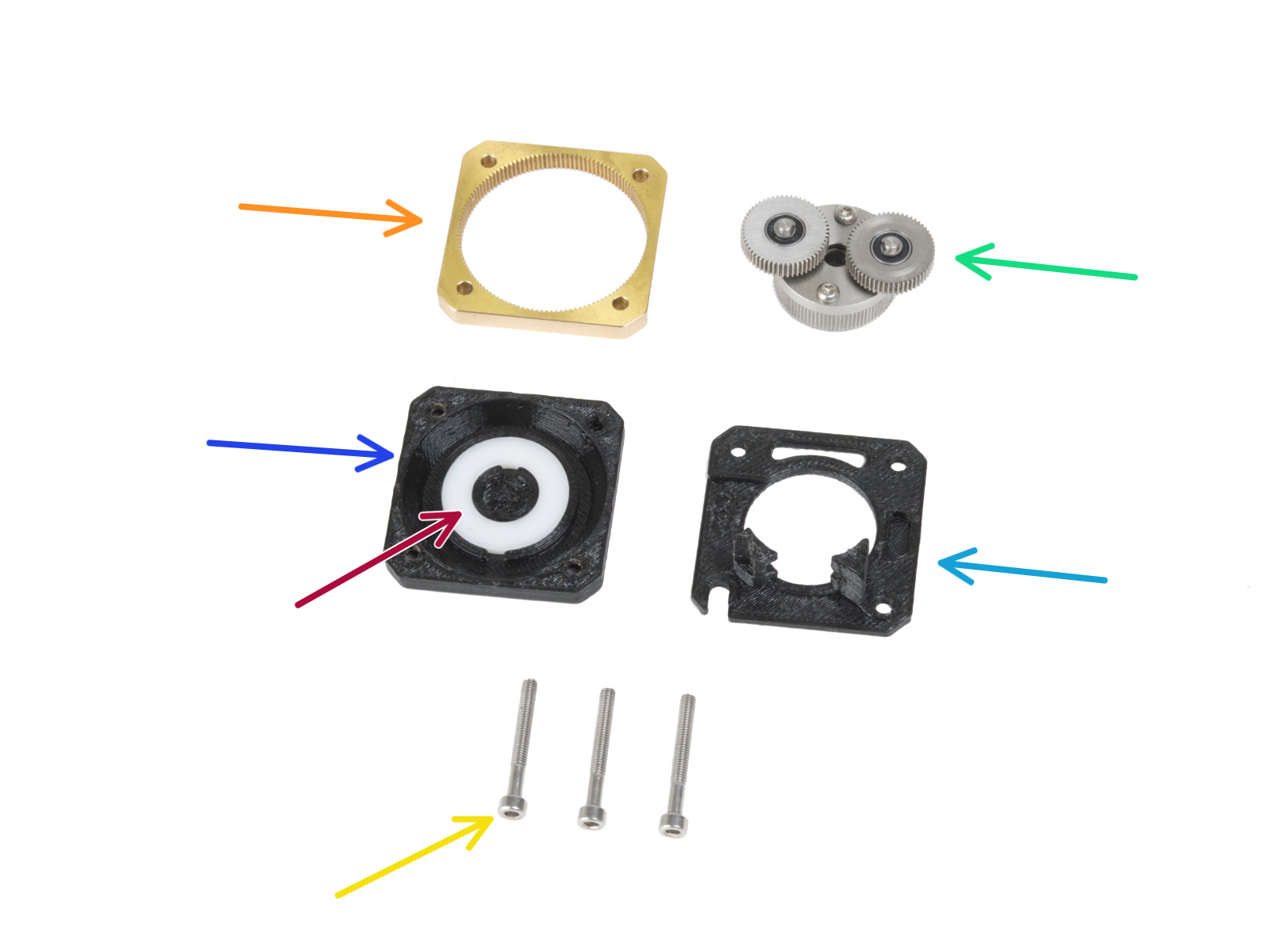
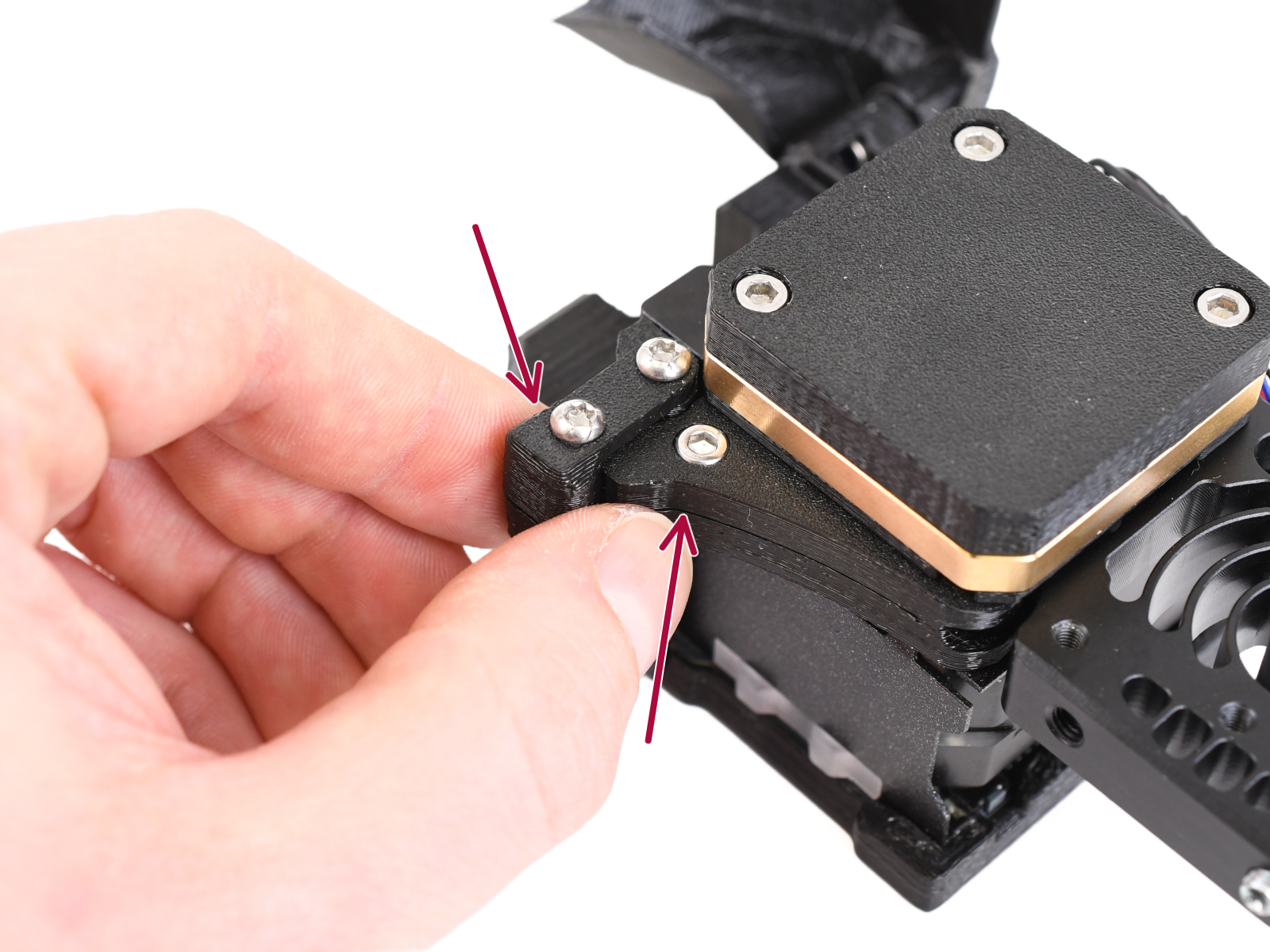
Alcune parti potrebbero essere leggermente diverse. Tuttavia, ciò non influisce sulla procedura.
Tutte le parti necessarie sono disponibili nel nostro e-shop prusa3d.com.
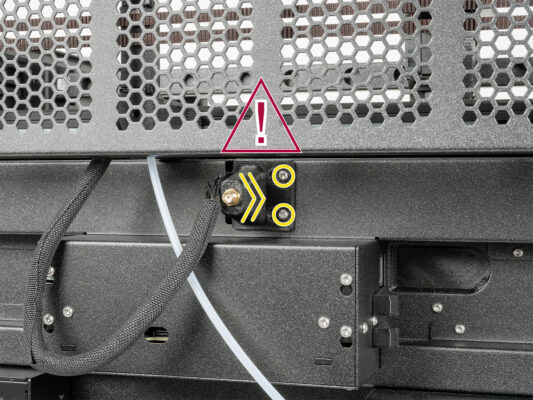
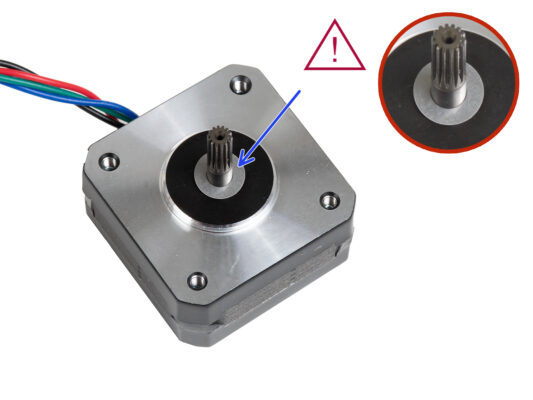
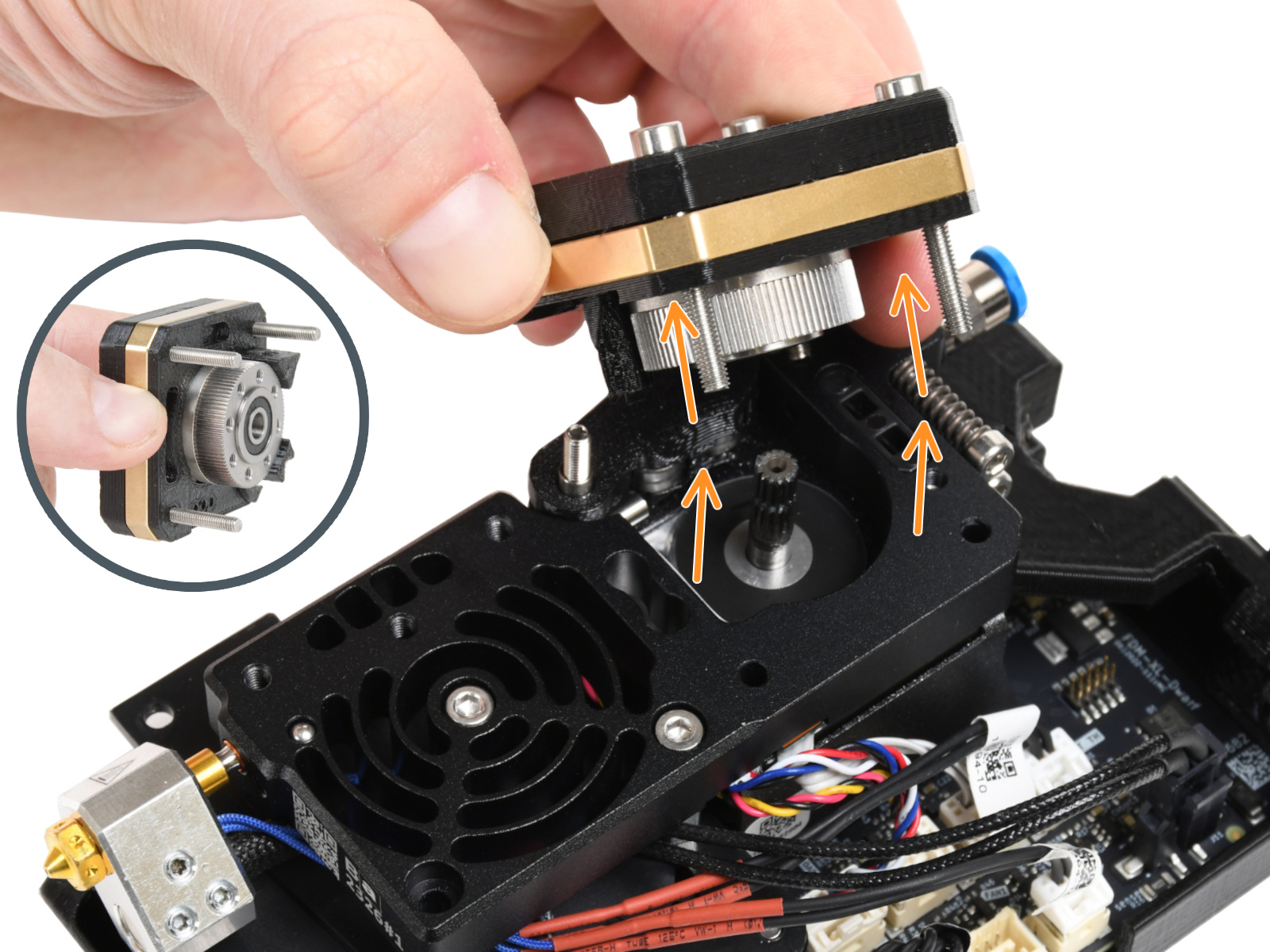
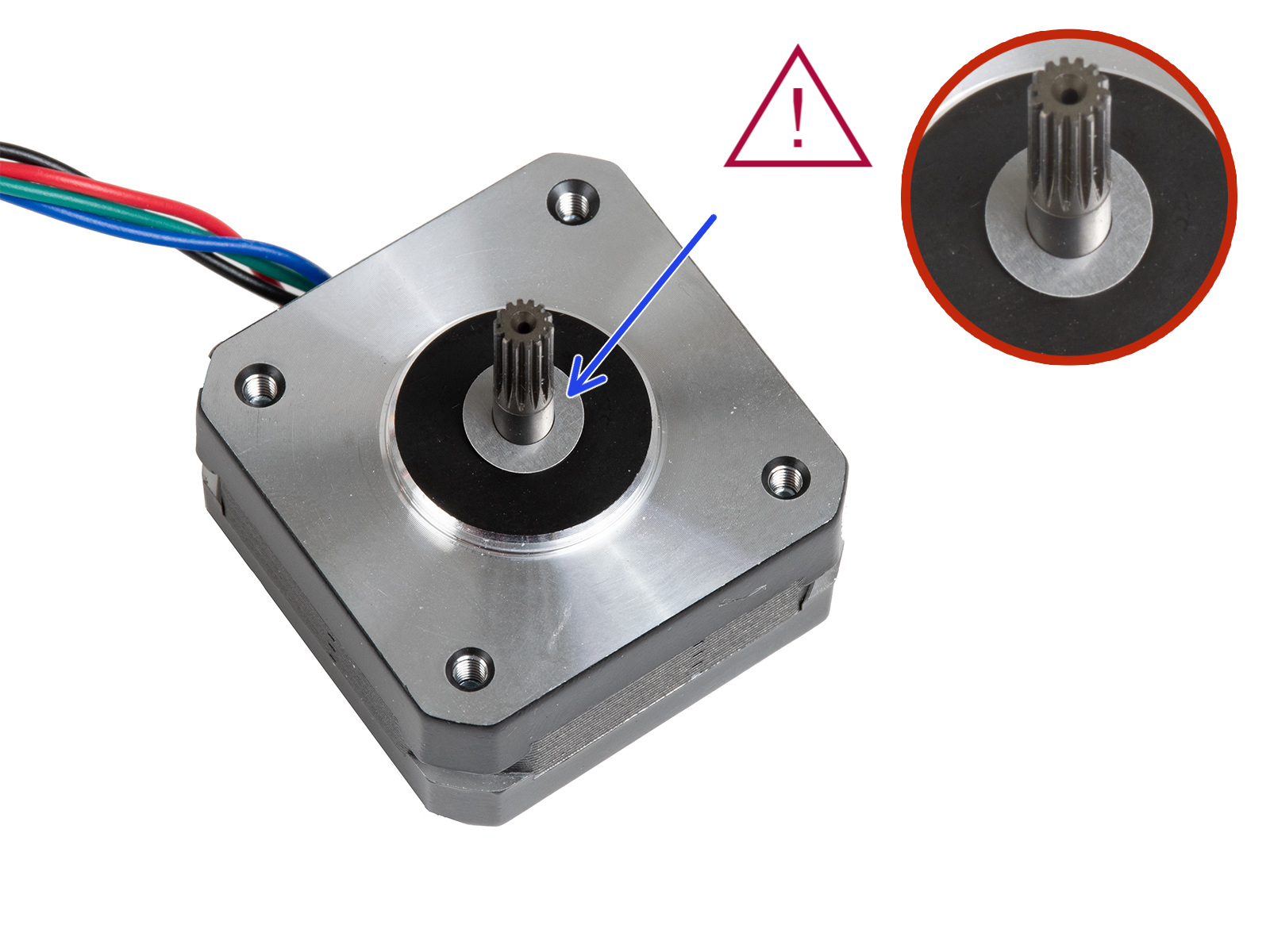
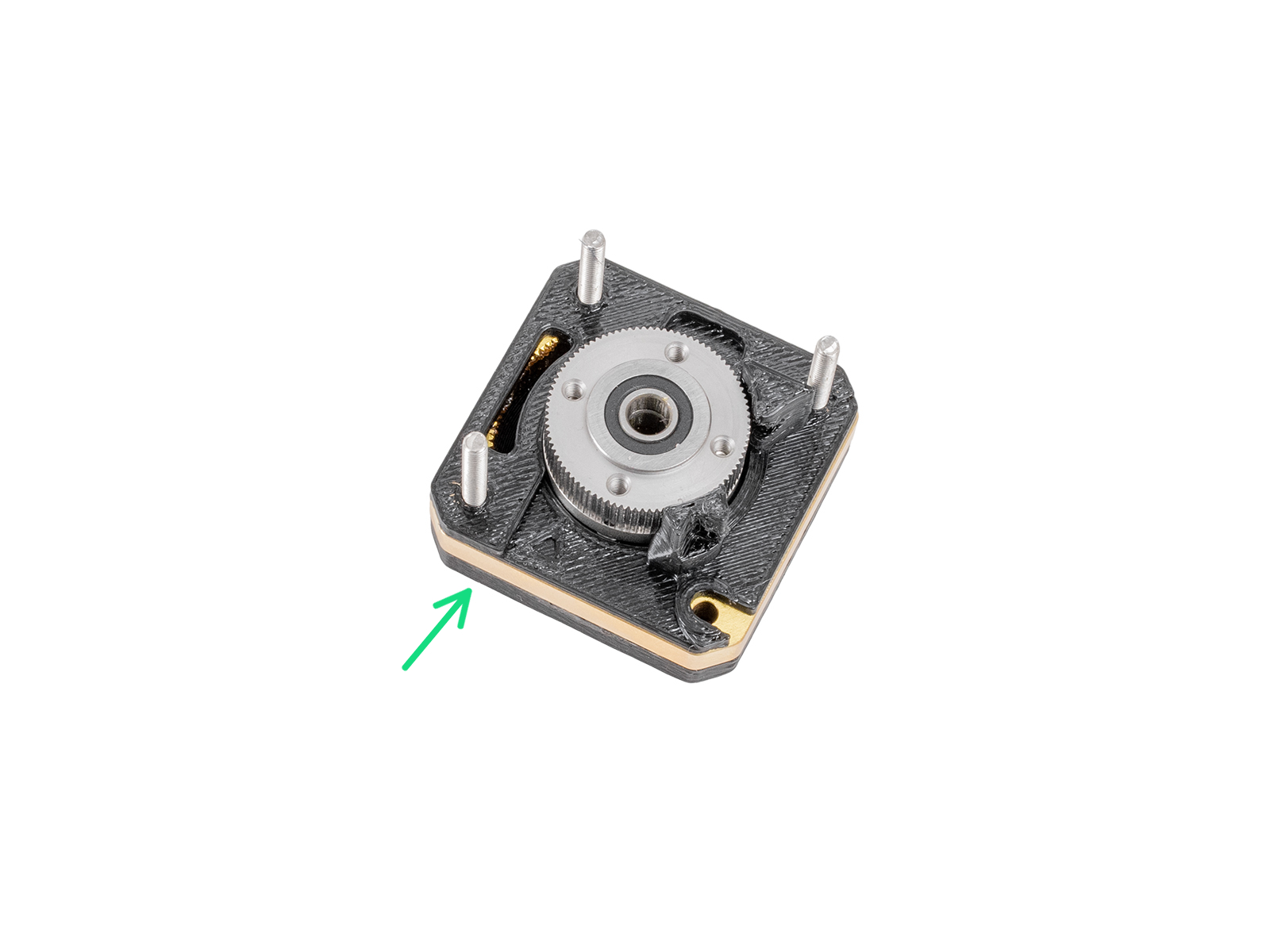
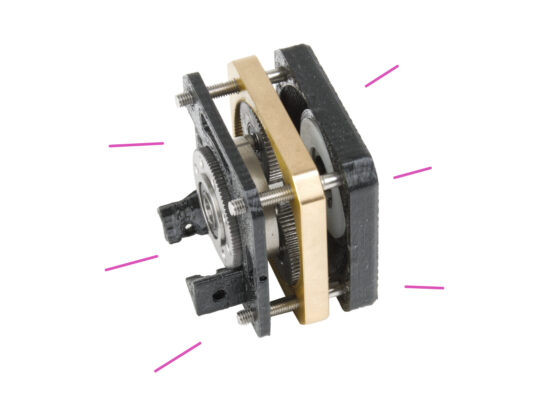
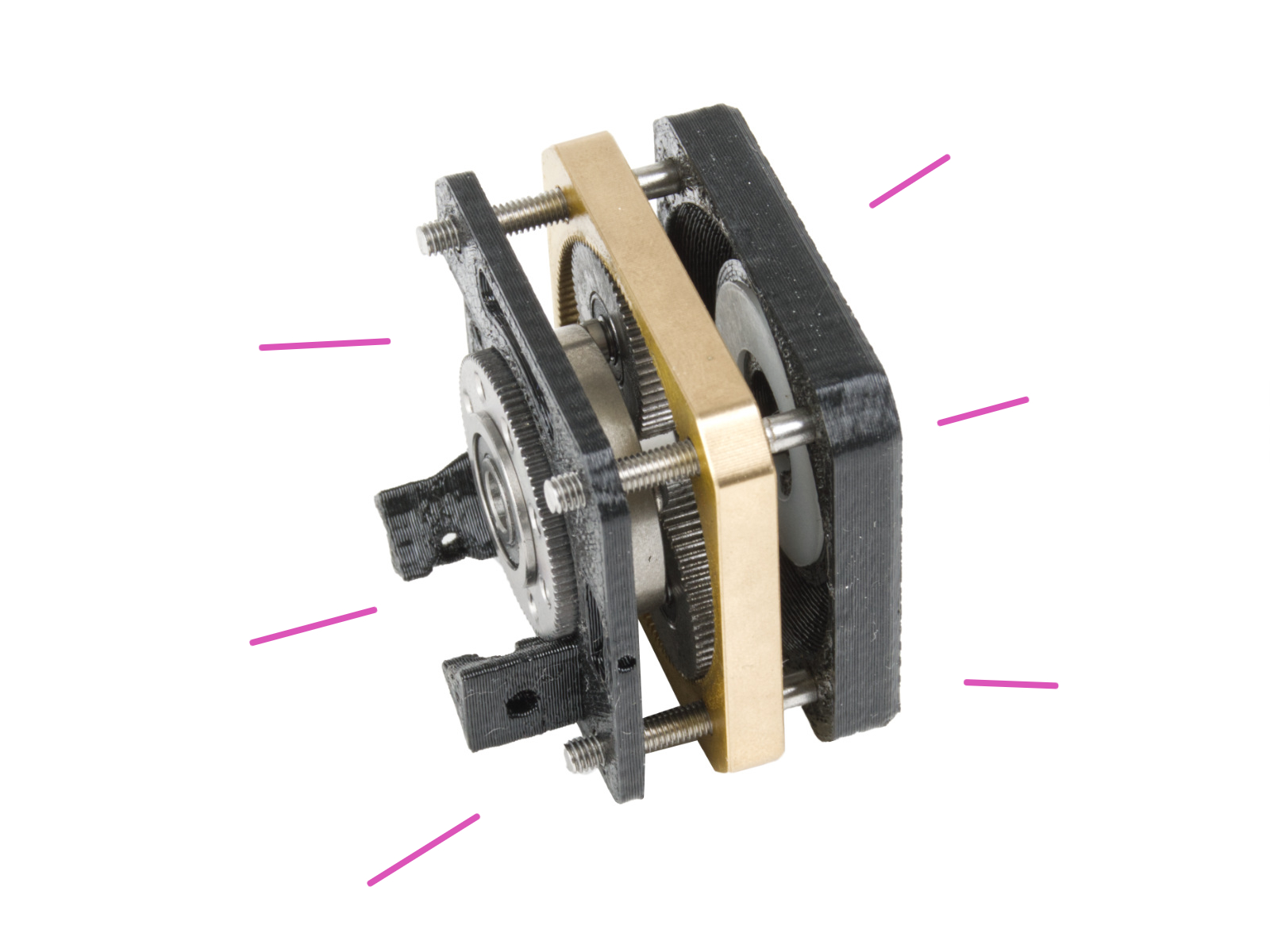
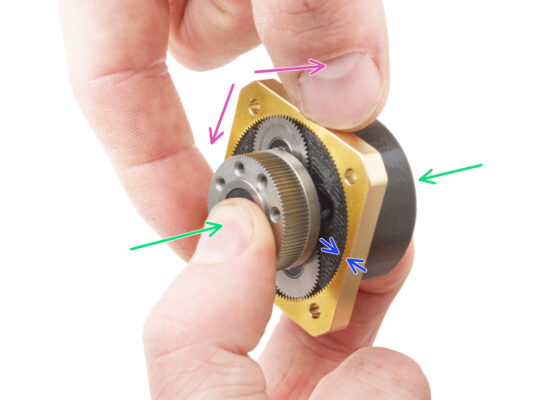
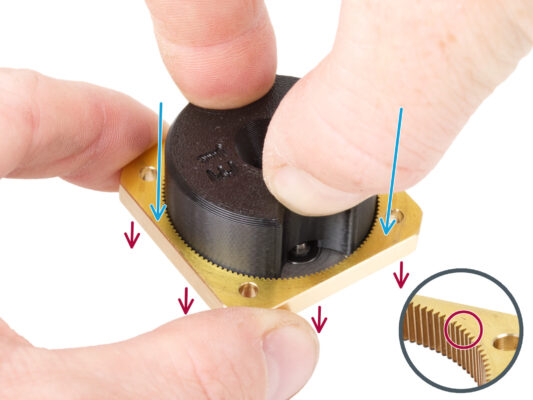
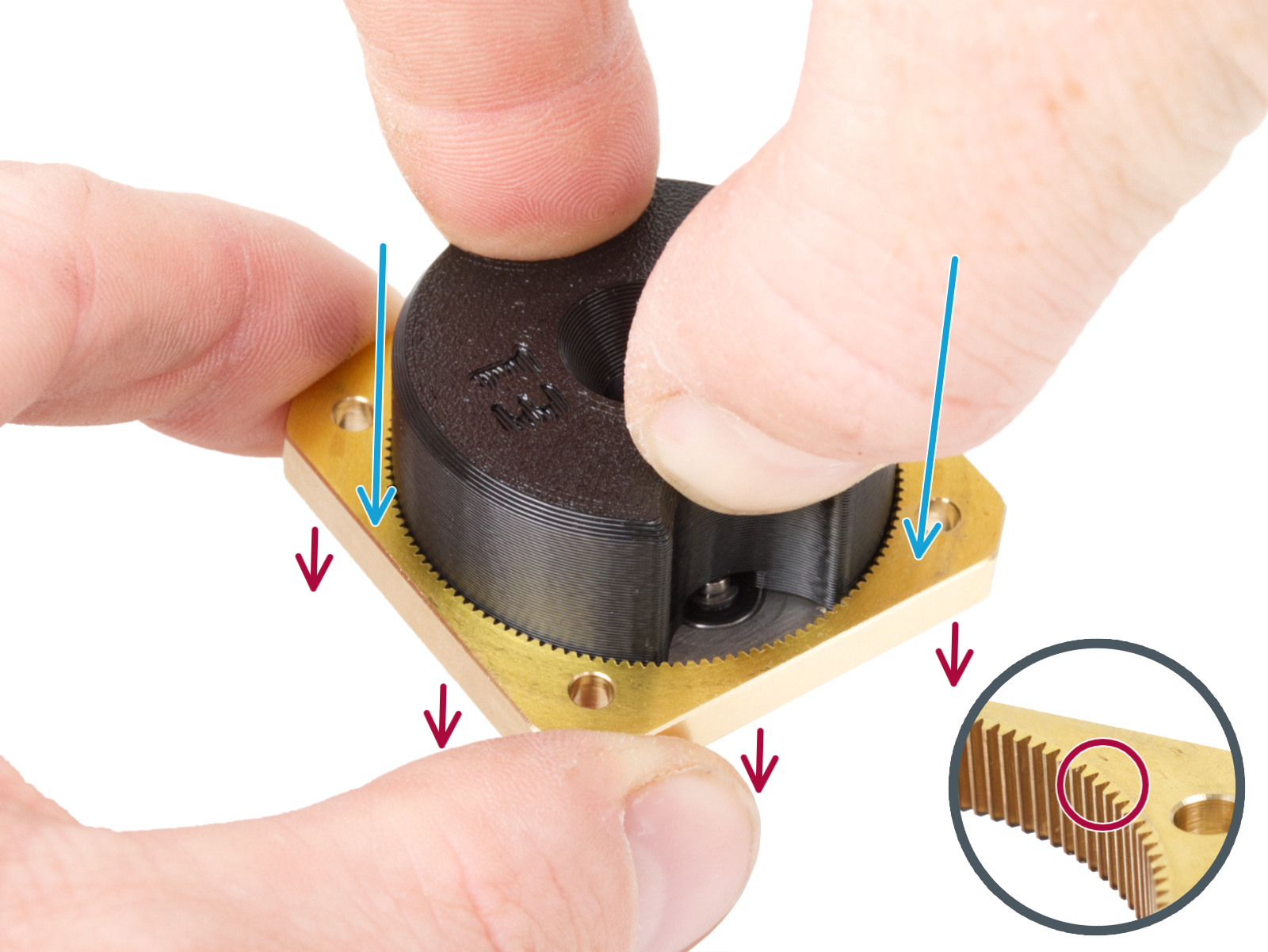
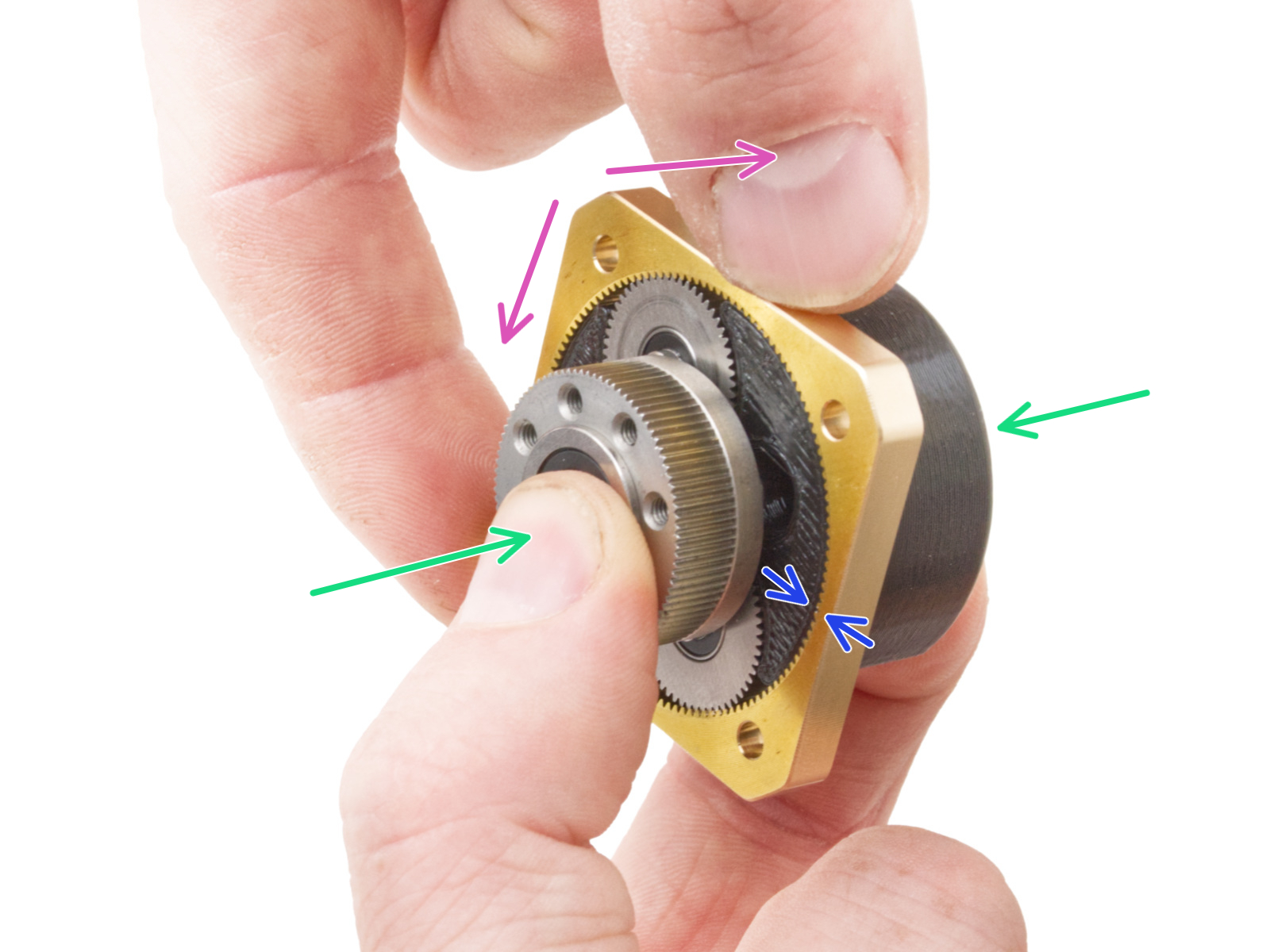
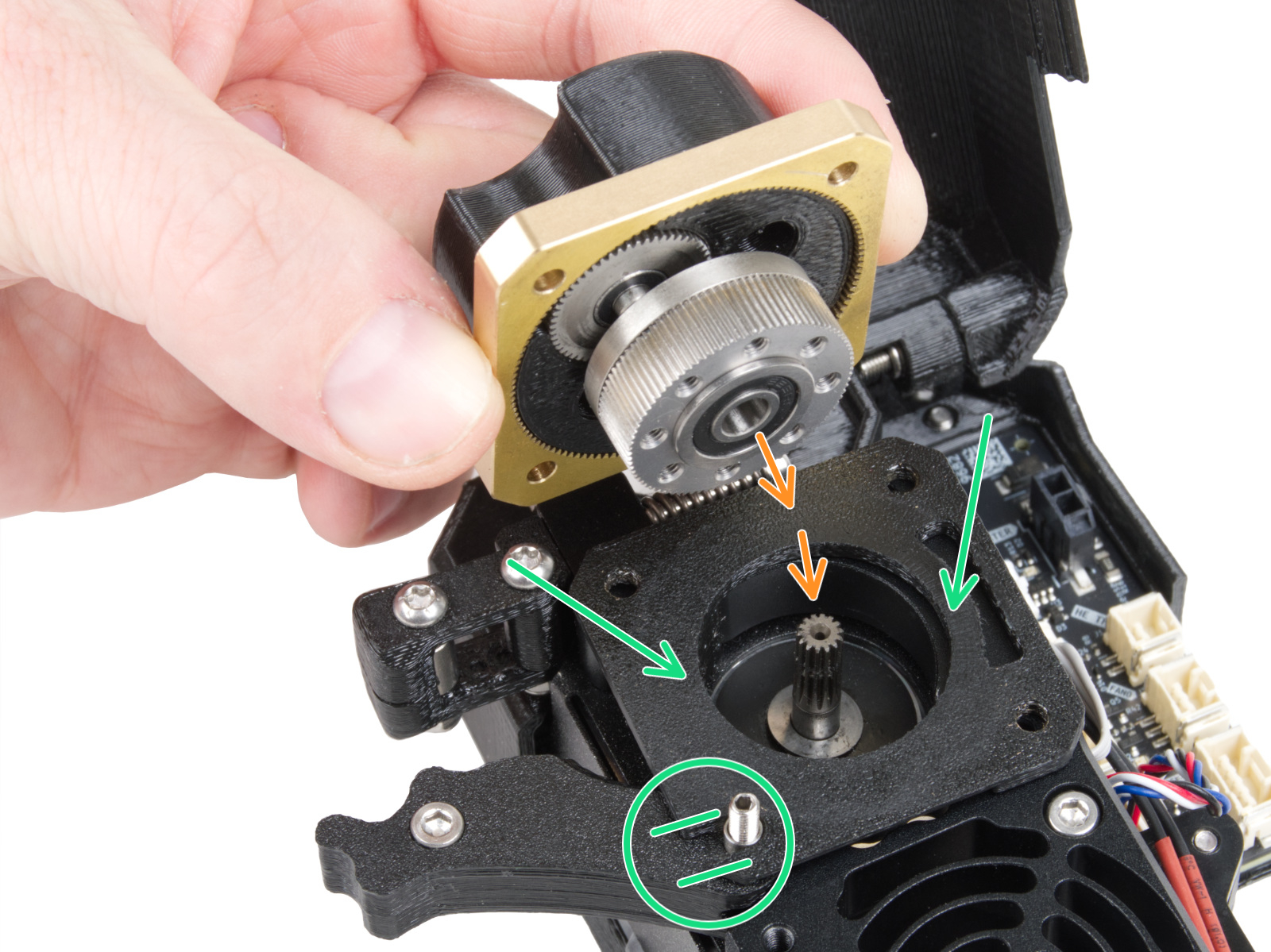
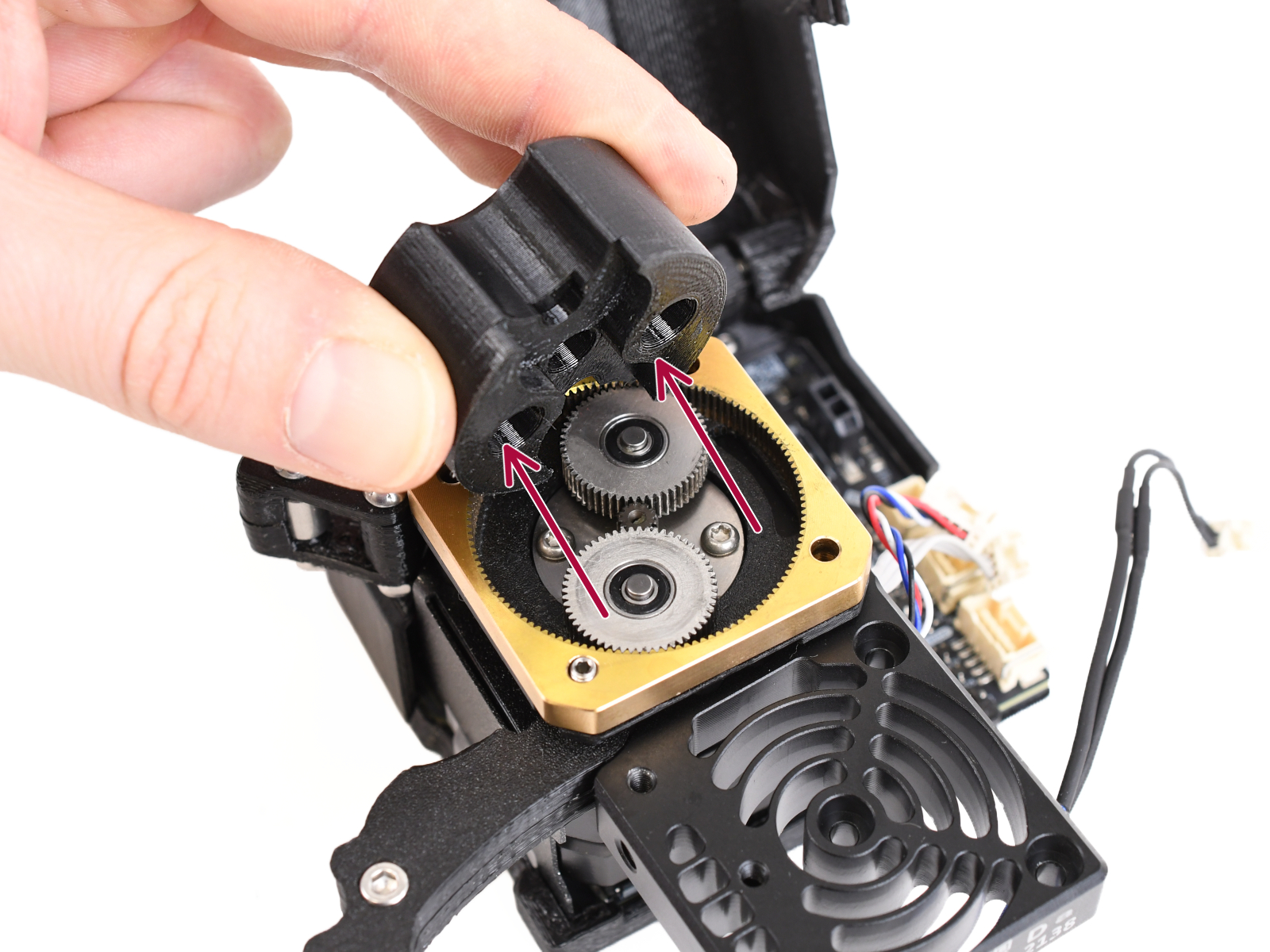
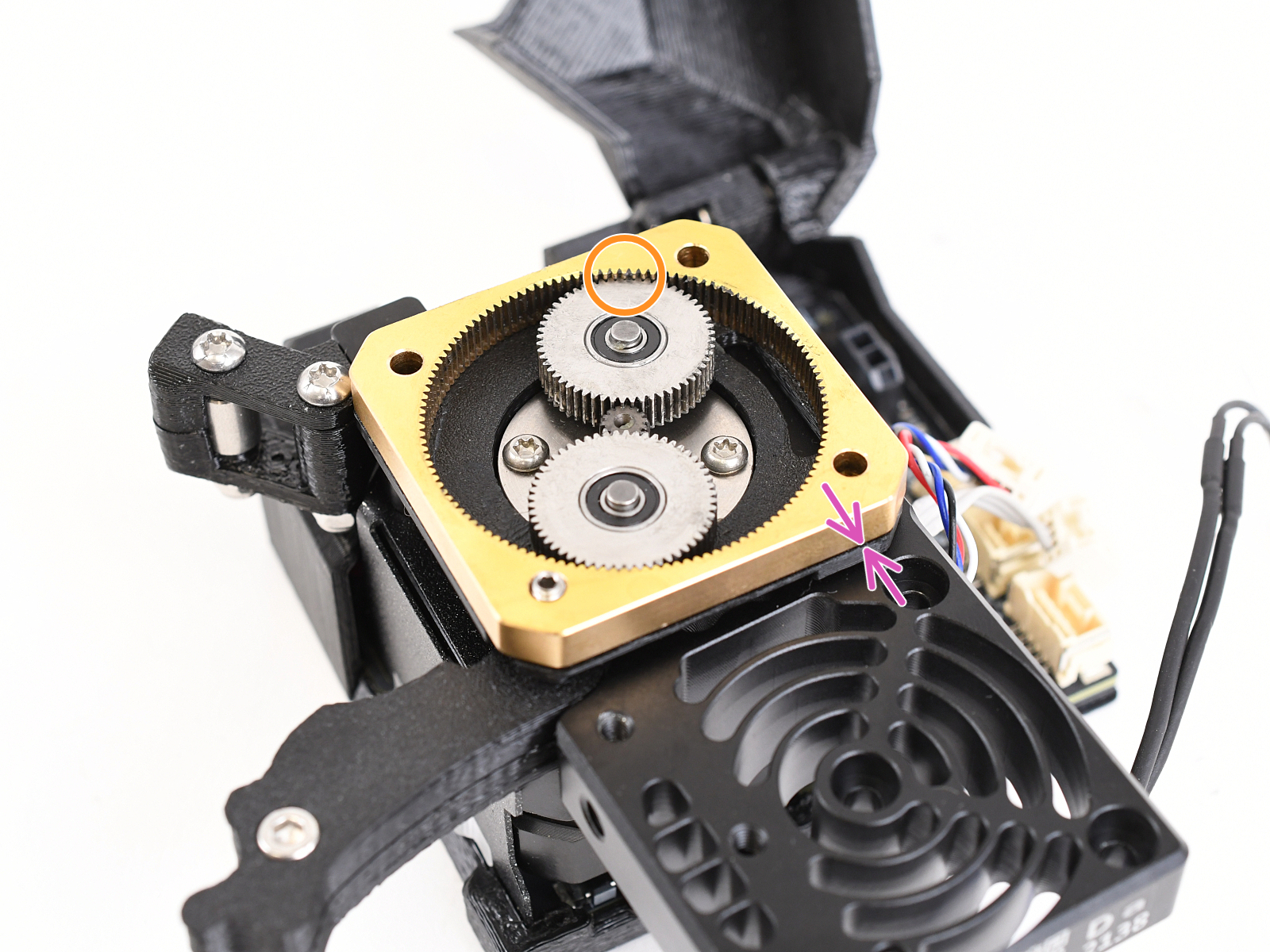
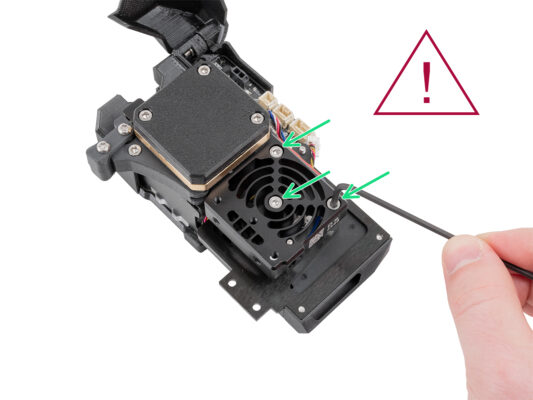
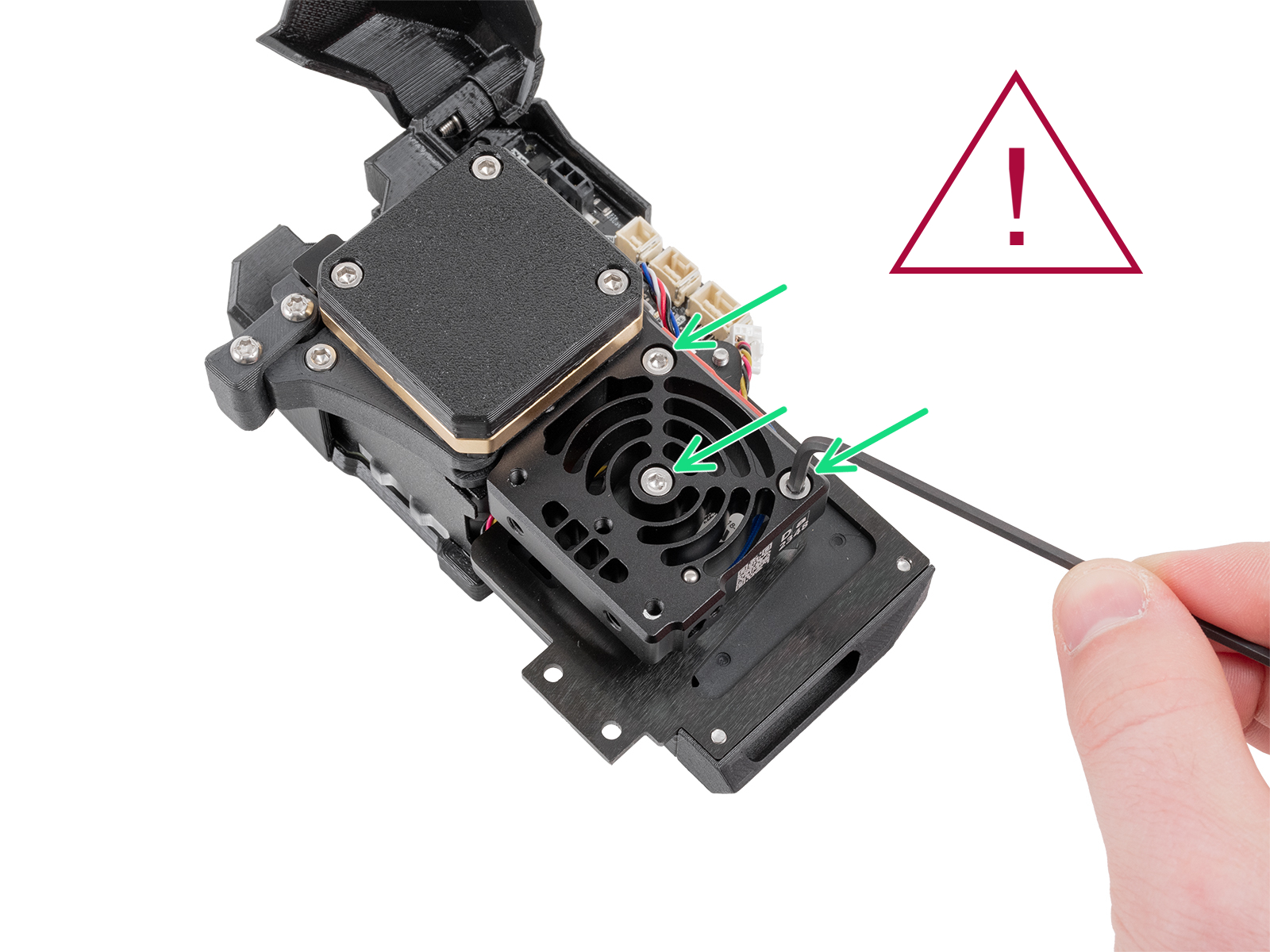
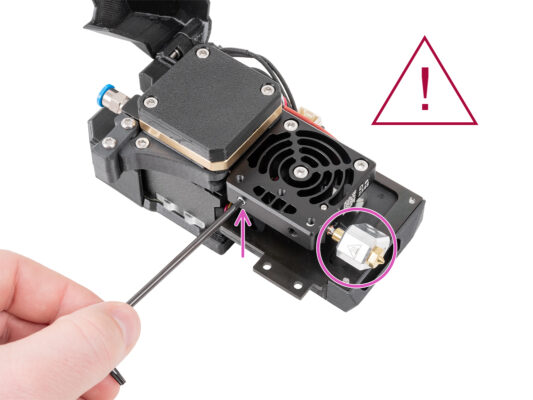
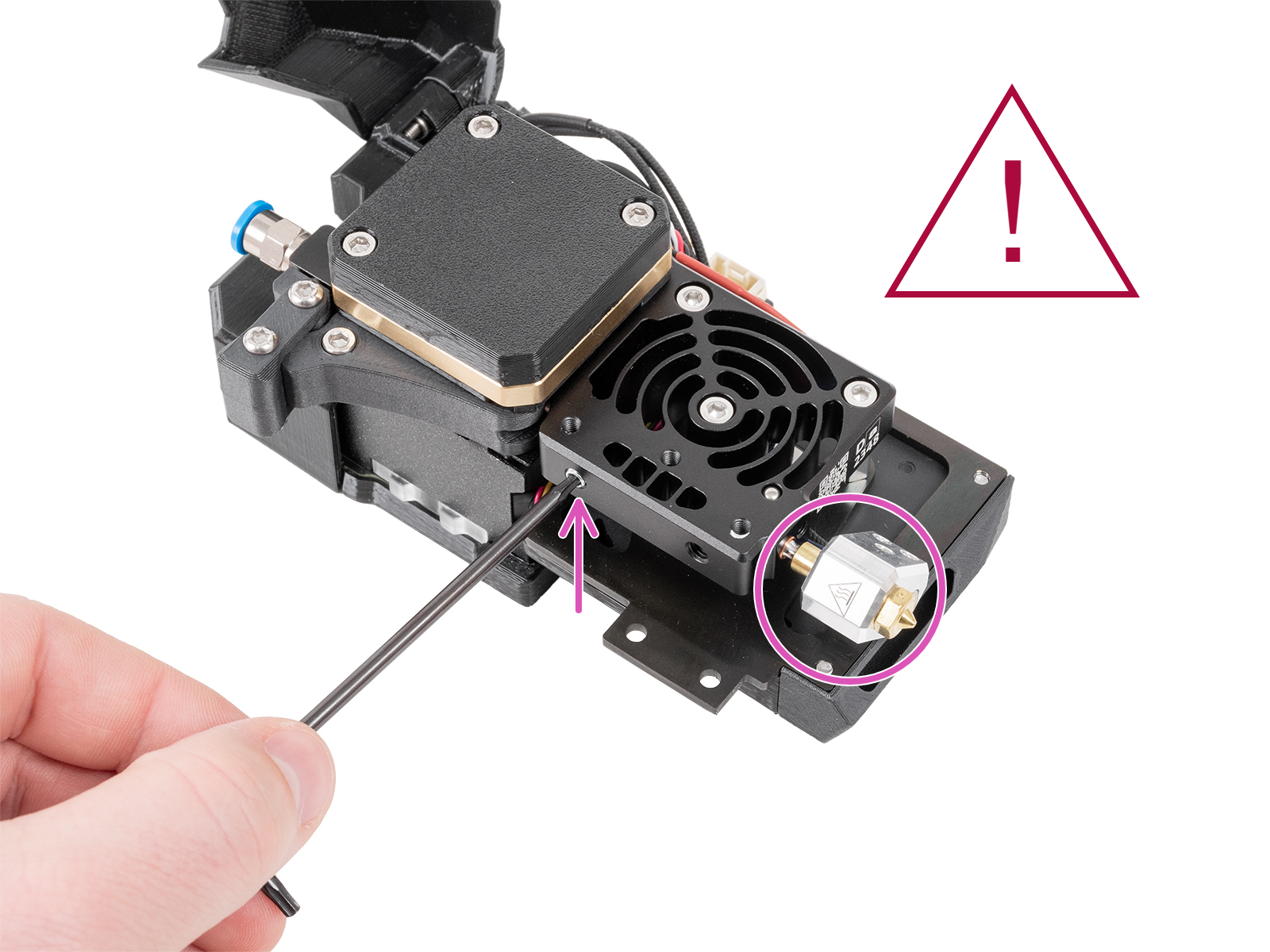
Le seguenti istruzioni richiedono la massima attenzione. La procedura prevede un intervento diretto sull'ingranaggio planetario.