- English
- Čeština
- Italiano
- Deutsch
- Polski
- Français
- Home
- Sobre tu impresora
- Características de la impresora
- Materiales solubles en agua (PVA/BVOH)
Materiales solubles en agua (PVA/BVOH)
- Descripción de la impresora
- Características de la impresora
- Accelerometer (MK4/S, MK3.9/S)
- Ajuste de brillo (SL1)
- Comandos del código G específicos del firmware Buddy
- Cancelar Objeto (MK4, MK3.9, XL, MINI/+)
- Detección de accidentes
- Volcado de errores
- Creación de un objeto de calibración de resina (SL1/SL1S)
- Volcado de memoria (MK3/S/+ y MK2.5/S)
- Menú experimental (MK3/S/+)
- Ajustes experimentales (MK4/S, MK3.9/S, MK3.5/S, XL, MINI/+)
- Sensor de filamento (MK4, MK3.9, XL)
- Sensor de filamento MK3 (no S)
- Flashing custom firmware (CORE One, MK4/S, MK3.9/S, MK3.5/S)
- Láminas de acero flexibles (guía)
- GPIO Module
- High flow print head (HT90)
- High temperature print head (HT90)
- Configuración HW (MINI/MINI+)
- Ajustes HW (MK2.5/S & MK3/S/+)
- Conexión a Internet (SL1/SL1S)
- Sensor Filamento IR (MK2.5S, MK3S/+, MK3.5/S)
- Sensor IR de detección de filamento (MK3S)
- Ajuste del brillo del LCD (MK3S)
- Ajuste del contraste de la pantalla LCD (i3)
- Célula de carga (XL, MK4)
- Estructura del menú (SL1/SL1S)
- Boquilla Prusa MMU3 vs. Boquilla CHT
- Previsualización del modelo
- Network Connection (CORE One, MK4S, MK3.9S)
- Calcetín silicona Nextruder (XL, MK4, MK3.9)
- NFC antenna
- Sensor de filamento ruidoso (MINI)
- Impresión con un clic
- Verter resina y empezar a imprimir
- Fallo de alimentación
- Modos de alimentación
- PP steel sheet
- Perfil de Impresión (SL1/SL1S)
- Estadísticas de impresión
- Estadísticas de la impresora e información del sistema (SL1/SL1S)
- Pronterface y cable USB
- Comandos de código G específicos del firmware de Prusa
- Prusa Pro Filament Drybox
- Calibración de la Resina (SL1/SL1S)
- Limpieza Tanque de Resina (SL1/SL1S)
- Lámina de acero satinada
- Clasificación de la tarjeta SD
- Lamina de acero lisa
- Modo de sonido (MINI/MINI+)
- Lámina de acero Especial para PA Nylon
- Unión de carrete (MMU2S)
- Perfiles de plancha de acero
- Stuck filament detection #31101 (CORE One) #26101 (MK4S) #13101 (MK4) #27101 (MK3.9S) #21101 (MK3.9) #17108 (XL)
- Menú Soporte (MK3/S/+)
- Configuración de soportes en la XL
- Lámina de acero texturizada
- Calibración del modelo térmico
- Tools Mapping (XL)
- Tools Mapping and Filament Mapping (XL, MMU3)
- Notificaciones de la barra superior (SL1/SL1S)
- Touch screen (CORE One, MK4/S, MK3.9/S, MK3.5/S, XL)
- Menú Ajustes
- Materiales solubles en agua (PVA/BVOH)
- Qué material usar
- Configuración de laminado
- Configuración de impresora y MMU2S
- Disolver y quitar soportes
- Manipulación y almacenamiento de filamentos solubles
- Información general
Los soportes pueden ser difíciles de quitar y dejar superficies imperfectas sobre ellos. Dependiendo de la forma del objeto, también existe el riesgo de arruinar la impresión en el proceso. Algunas geometrías ni siquiera se pueden imprimir como una sola pieza usando la impresión FFF.
Con la MMU2S que es posible utilizar materiales solubles en agua, como PVA+ y BVOH, para imprimir los soportes o sólo la interfaz entre la pieza impresa y la estructura de soporte. Sin embargo, la impresión de materiales solubles puede ser exigente y requiere algunas consideraciones a lo largo del camino. Es un proceso más adecuado para usuarios avanzados.
Qué material usar
La primera consideración es que el material principal y el material de soporte soluble deben tener temperaturas de fusión/impresión similares. y BVOH son similares en muchos aspectos, pero BVOH es absolutamente la mejor opción (pero más cara). Es más rígido y se comportará mucho mejor que PVA+ cuando se imprima. Por eso es mejor imprimir con PETG.
Para PETG, prácticamente solo puedes usar BVOH. El PLA se puede imprimir con PVA+ y BVOH.
Configuración de laminado
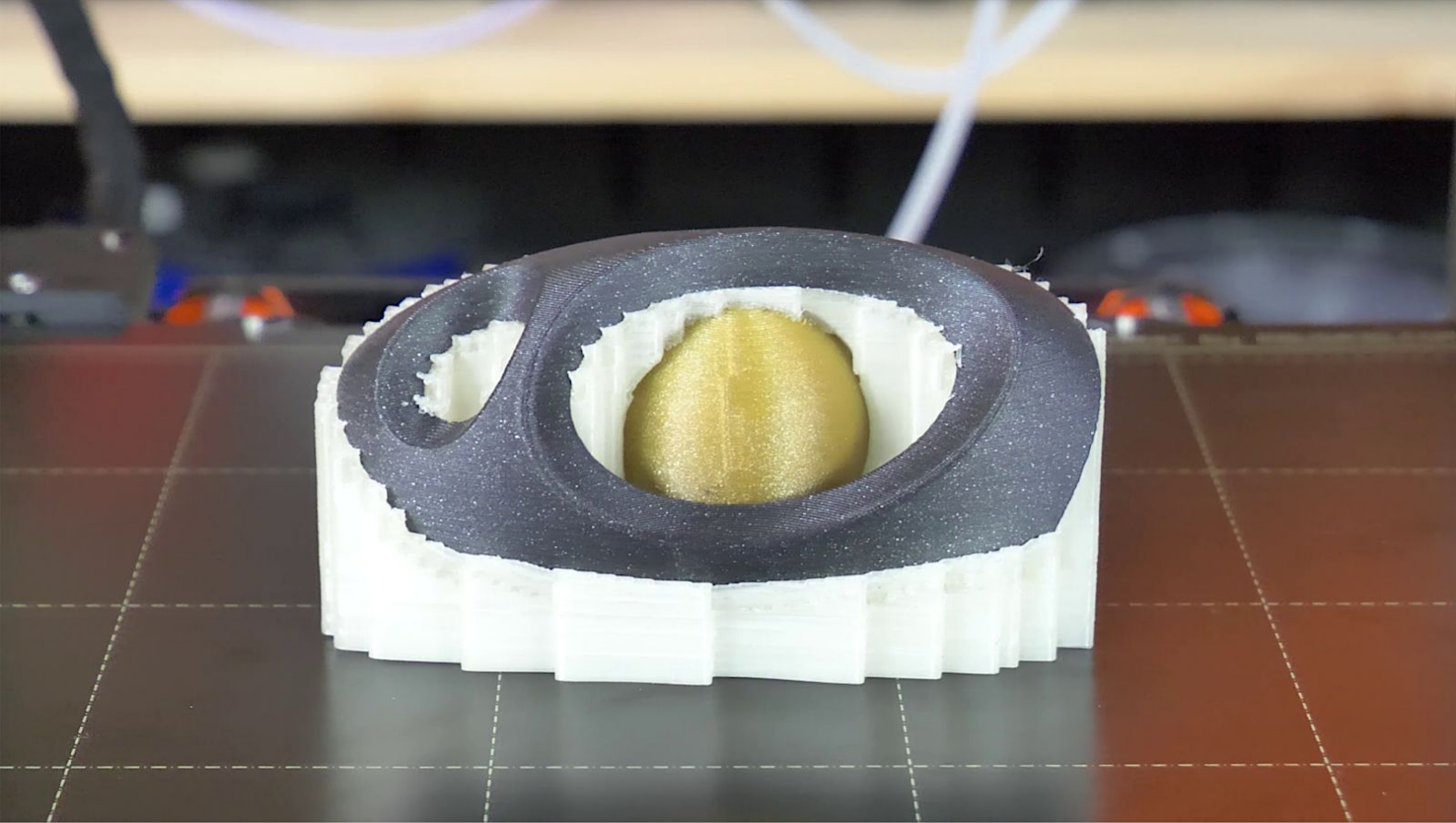
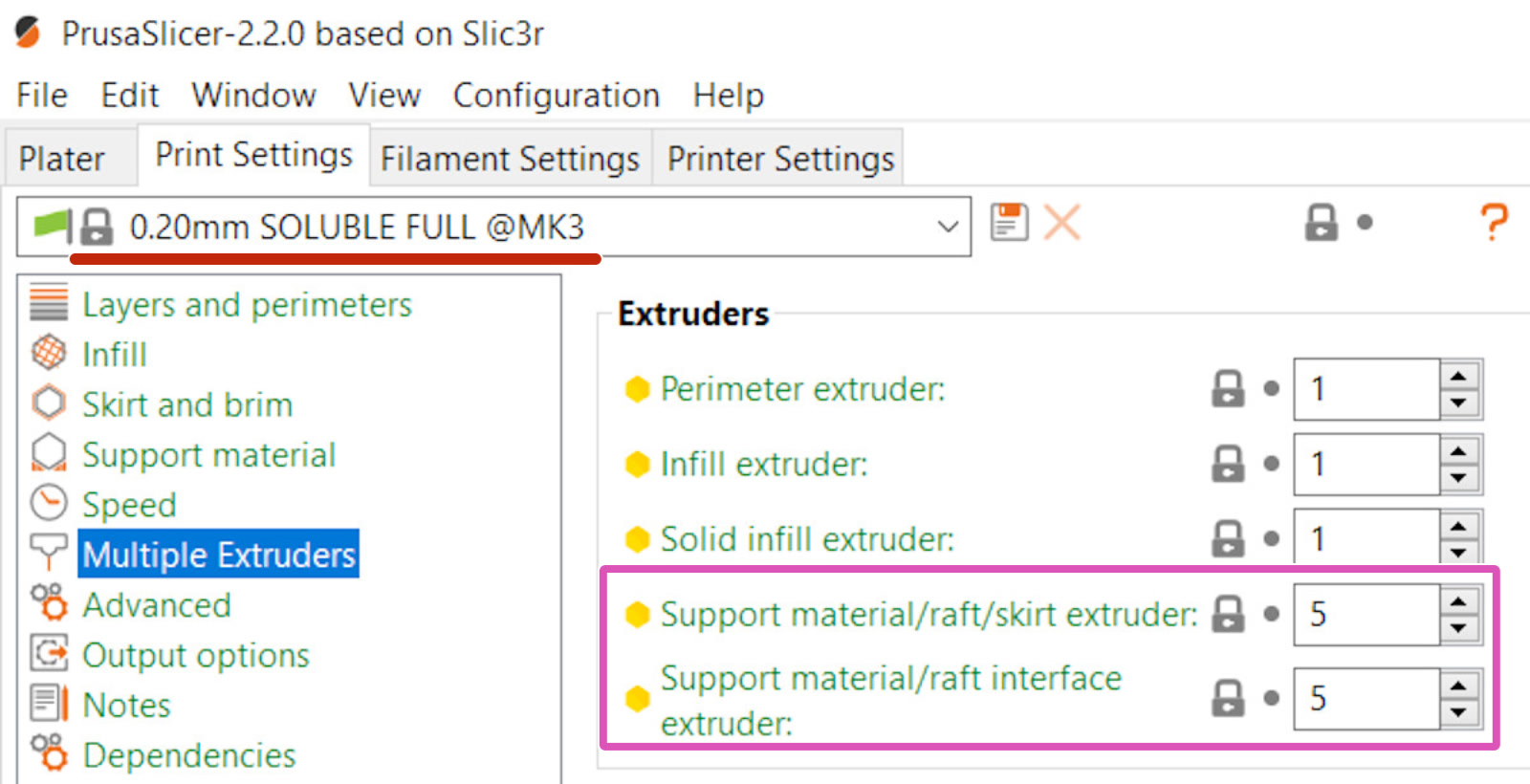
Existe una configuración específica para los materiales de soporte solubles en PrusaSlicer. Una vez que hayas seleccionado el perfil de la impresora original Prusa MMU2S, encontrarás algunas nuevas opciones en el menú desplegable 'Configuración de impresión'. Para alturas de capa de 0,15 mm y 0,2 mm, ahora tienes laINTERFAZ SOLUBLE COMPLETAySOLUBLE(cuadrados morados).
SOLUBLE COMPLETO
Esta opción utilizará el material soluble para toda la estructura de soporte (imagen de la izquierda).Esto se recomienda cuando tiene una geometría compleja que requiere solo muchos soportes internos.El PVA+ y el BVOH se adhieren mal al PEI liso o a la hoja de acero texturizada, pero se adhieren bien cuando se imprimen directamente sobre PLA y PETG. Si estás imprimiendo algo con soportes en la placa de impresión, te recomendamos el preajuste INTERFAZ SOLUBLE.
INTERFAZ SOLUBLE
Este ajuste predeterminado aplica el material soluble solo en las capas más densamente impresas entre la estructura de soporte real y el modelo (imagen de la derecha). Esto le permite imprimir la estructura de soporte con cualquier color que se cargue y solo usa el material soluble donde se necesita. Esto ahorrará material soluble, que es más caro que el PLA y el PETG.Si tienes una impresión que requiere mucho soporte directamente sobre la chapa de acero, esta es la opción recomendada.
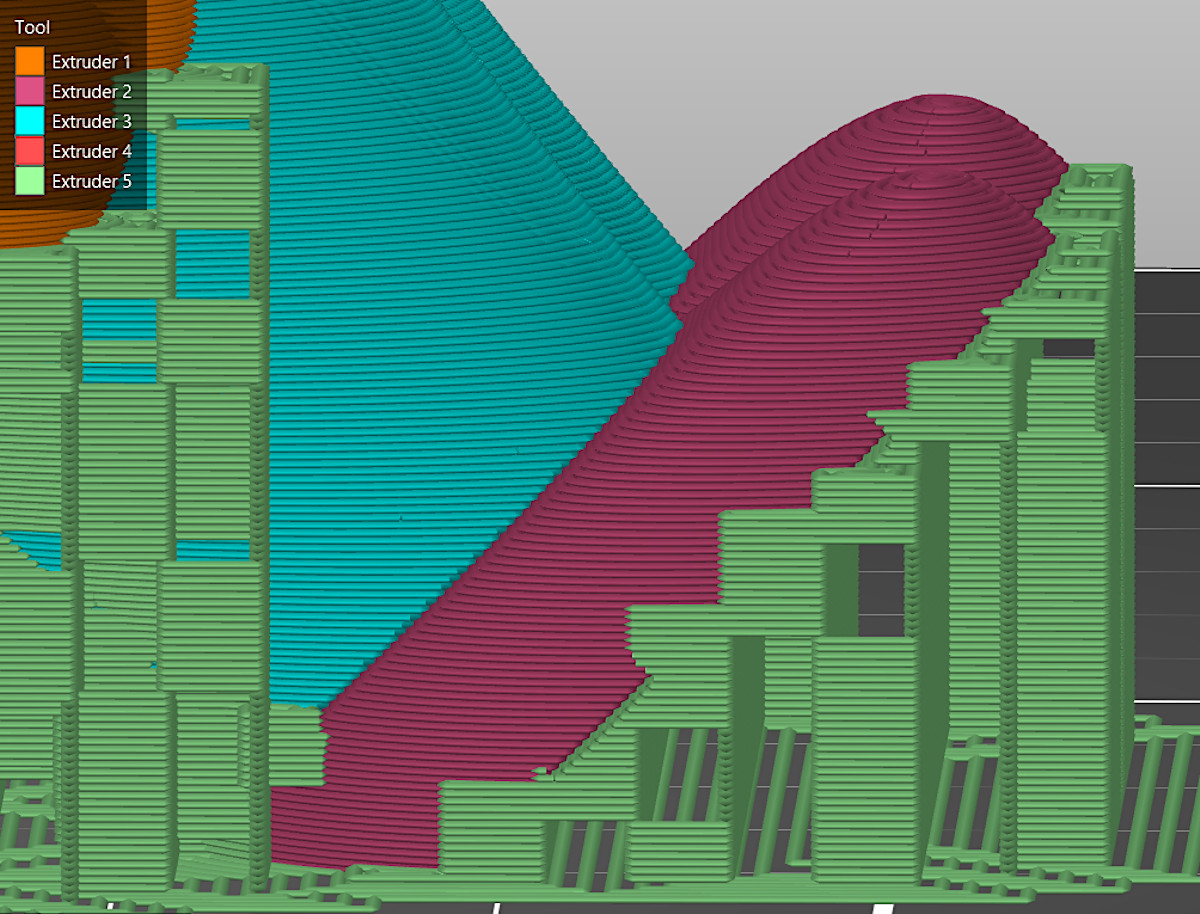 | 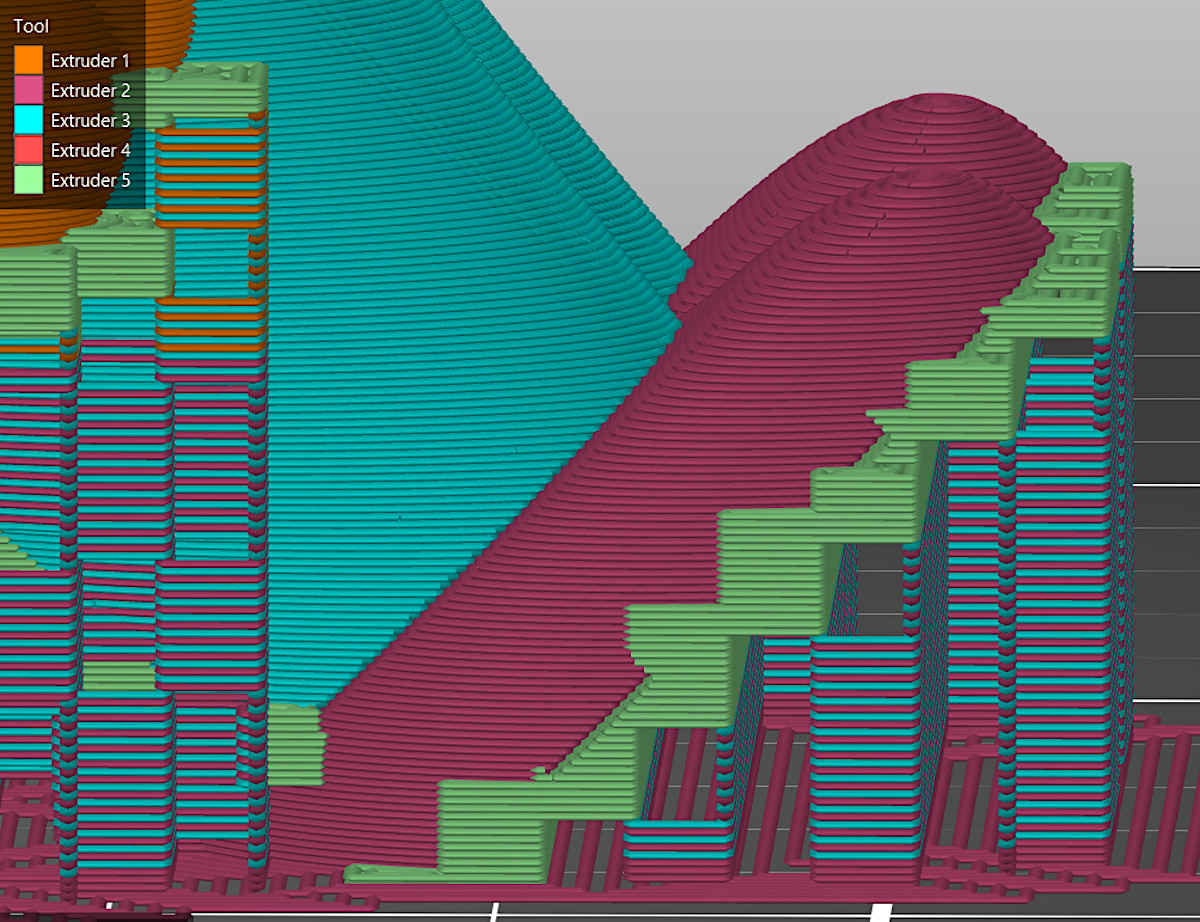 |
| SOLUBLE FULL - El filamento verde es BVOH | INTERFAZ SOLUBLE -El filamento verde es BVOH |
Herramienta predeterminada
PrusaSlicer o la MMU2S no detectarán dónde cargaste el filamento soluble.PrusaSlicer asignará por defecto el material de soporte o el material de interfaz al Filamento número 5.Puedes cambiarlo a cualquier otro filamento introduciendo el número del cual se carga el filamento (cuadrados morados).
 | 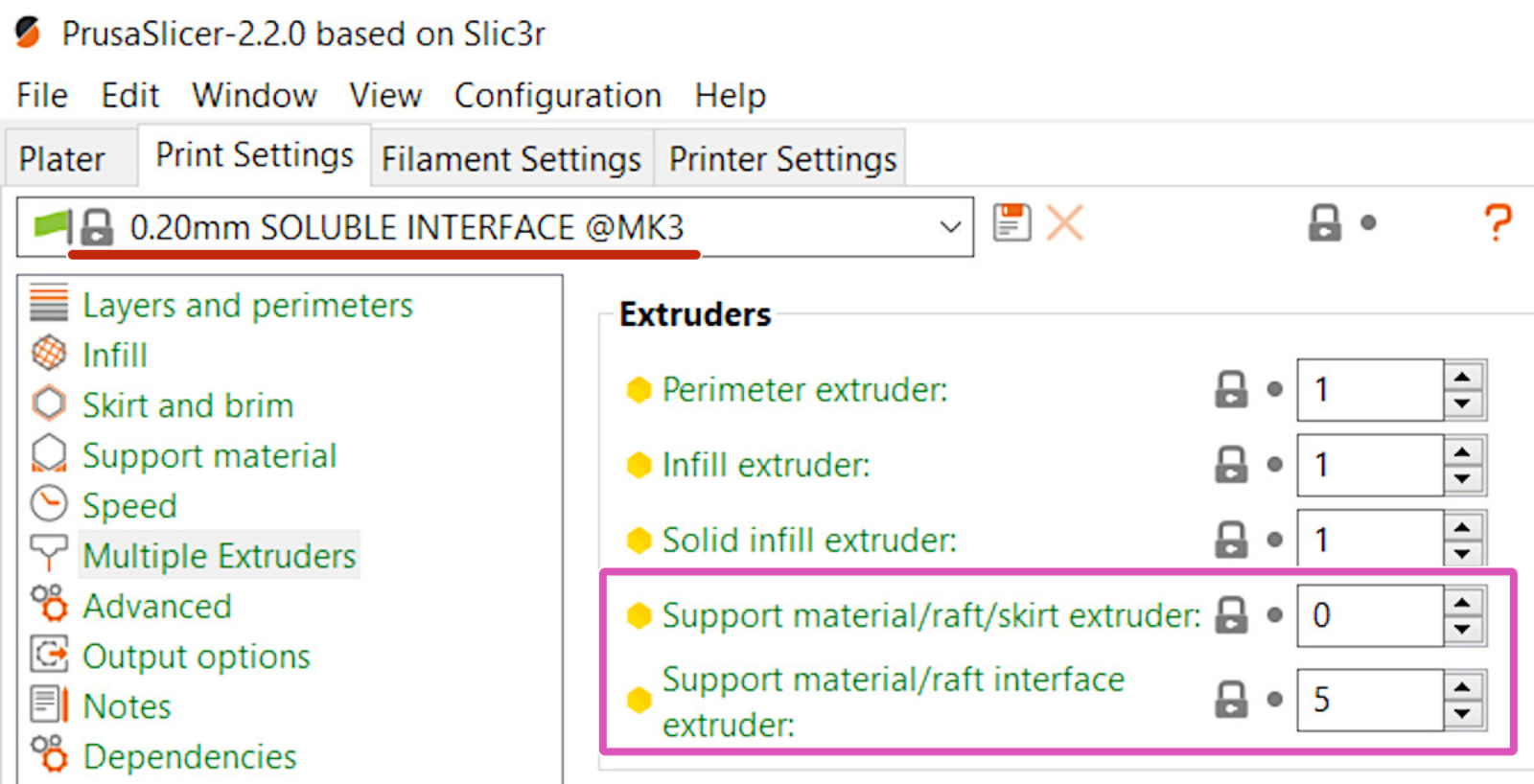 |
'Material de soporte/balsa/extrusora de faldón: 0' utilizará cualquier herramienta que esté cargada actualmente en el extrusor.
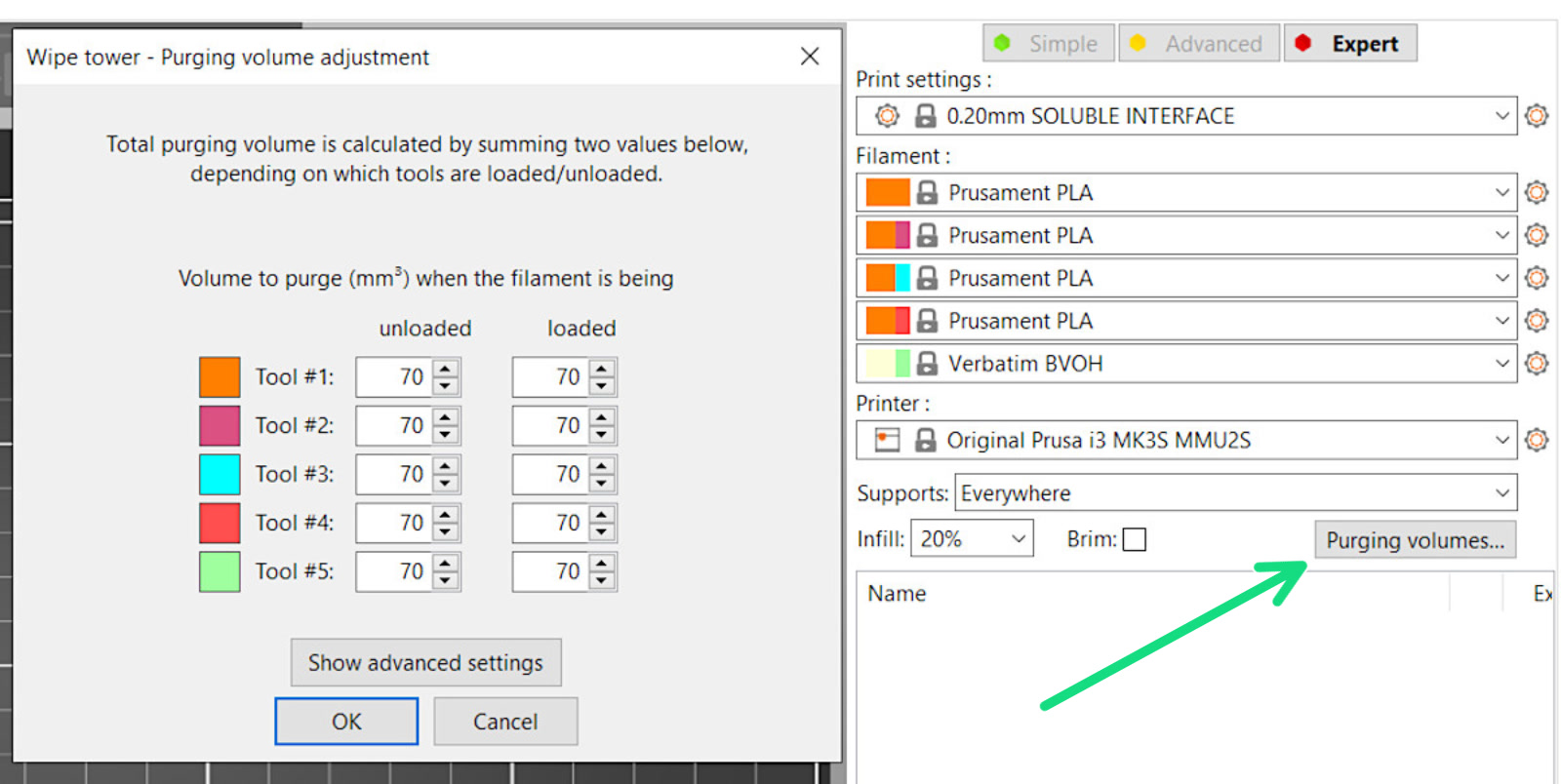
Volúmenes de purga
Por defecto, se utilizan 70 mm³ tanto para la carga como para la descarga. Cuando se utilizan soportes solubles en agua, sugerimos utilizar al menos 100-120 mm³. Si encuentras algún residuo en tu impresión, aumenta la cantidad. PVA+/BVOH pueden requerir al menos 120 mm³ cuando está descargado.
Para acceder a la configuración de los volúmenes de purga, presiona el botón Volúmenes de purga ...(flecha verde).
Configuración de impresora y MMU2S
Es fundamental que haya realizado una calibración del sensor de infrarrojos muy precisa. Con las propiedades del PVA+ y del BVOH, su diámetro puede deformarse fácilmente con una presión excesiva del rodillo de presión.
Nuevamente, debido a sus propiedades mecánicas, las puntas del filamento inevitablemente dejará hilillos, por lo que es importante vigilarlas y estar listo para intervenir y cortarlos mientras se imprime el filamento principal.
La diferencia en la velocidad volumétrica máxima: El PLA tiene una velocidad volumétrica máxima de 15 mm³/s, mientras que PVA+ y BVOH tienen 4 mm³/s. Esto aumenta el tiempo total de impresión.
Disolver y quitar soportes
Cuando la impresión esté completa y antes de retirar los soportes, sumérgela en agua tibia (máximo 45 °C) y déjala ahí por unas horas hasta toda la noche. Después de esto, los soportes deberían desprenderse con bastante facilidad, pero pueden requerir el uso de herramientas, dependiendo de la geometría de la impresión. Puede ser útil quitar la mayor cantidad posible de soportes mientras aún esté seco.
Una vez que el objeto impreso esté libre de los soportes, sumérgelo nuevamente en agua caliente durante 10-20 minutos y luego cepíllalo para eliminar los restos de PVA+/BVOH. Usar un cepillo de dientes pequeño y resistente puede ser una herramienta ideal para esta tarea.
A menos que esté disolviendo varios kilos de PVA/BVOH al día, puede verter la solución de BVOH/PVA resultante por el desagüe.
Manipulación y almacenamiento de filamentos solubles
Como era de esperar, tanto el BVOH como el PVA son muy higroscópicos (absorben fácilmente el agua) y deben mantenerse lo más secos posible. PVA+ o BVOH no deben exponerse a la humedad. Debe volver a colocarse en su bolsa zip-lock inmediatamente después de su uso, y siempre con una o más bolsas de sílice. De lo contrario, se deteriorará en unos pocos meses y se ablandará a una temperatura mucho más baja, comenzando a dar problemas ya en el proceso de carga.
Cuando se deteriora así, provocará rápidamente problemas de carga/descarga y que su fusor se atasque. El mejor enfoque es imprimir y almacenar estos materiales en una caja antihumedad (Drybox).
Comentarios


¿Todavía tienes preguntas?
Si tienes alguna pregunta sobre algo que no se ha tratado aquí, comprueba nuestros recursos adicionales.
Y si eso no lo soluciona, puedes enviar una petición a [email protected] o mediante el botón que hay más abajo.