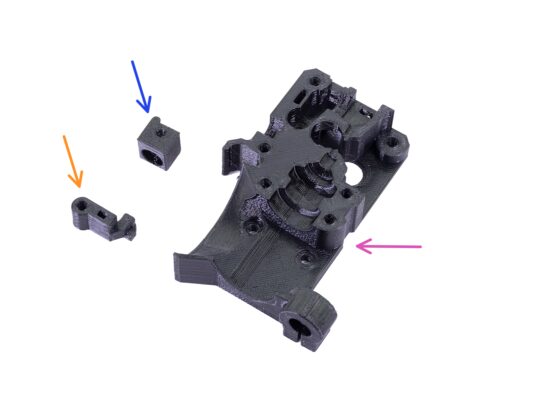
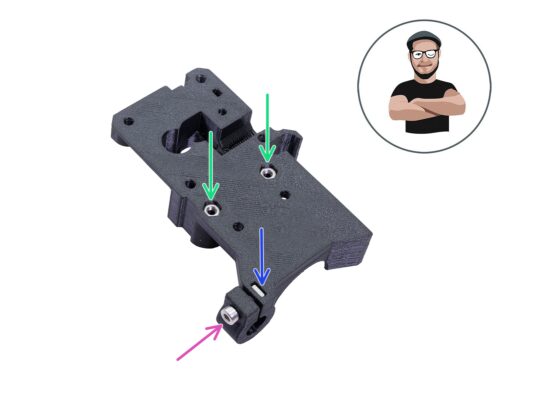
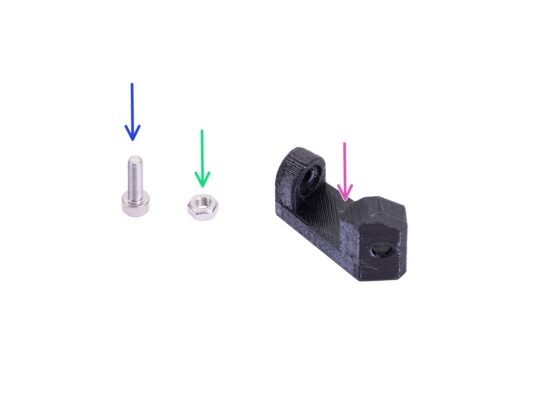
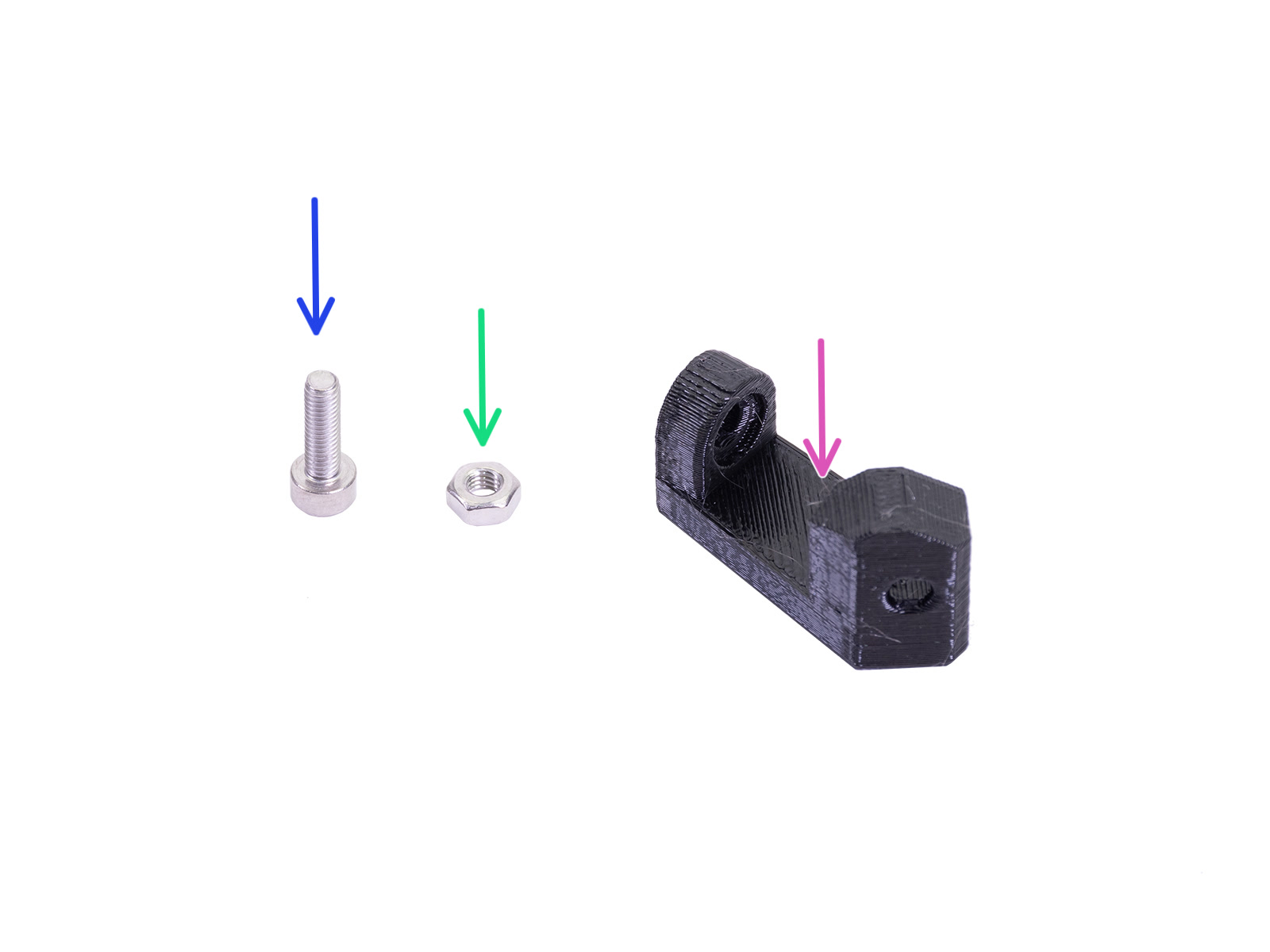
⬢Prendi il dado M3nS ed inseriscilo nell'Extruder-body. Assicurati che il dado sia inserito fino in fondo.
Accertati dell’allineamento corretto dei dadi usando una chiave esagonale.
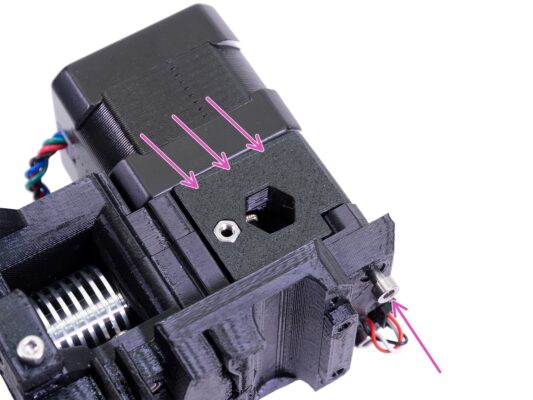
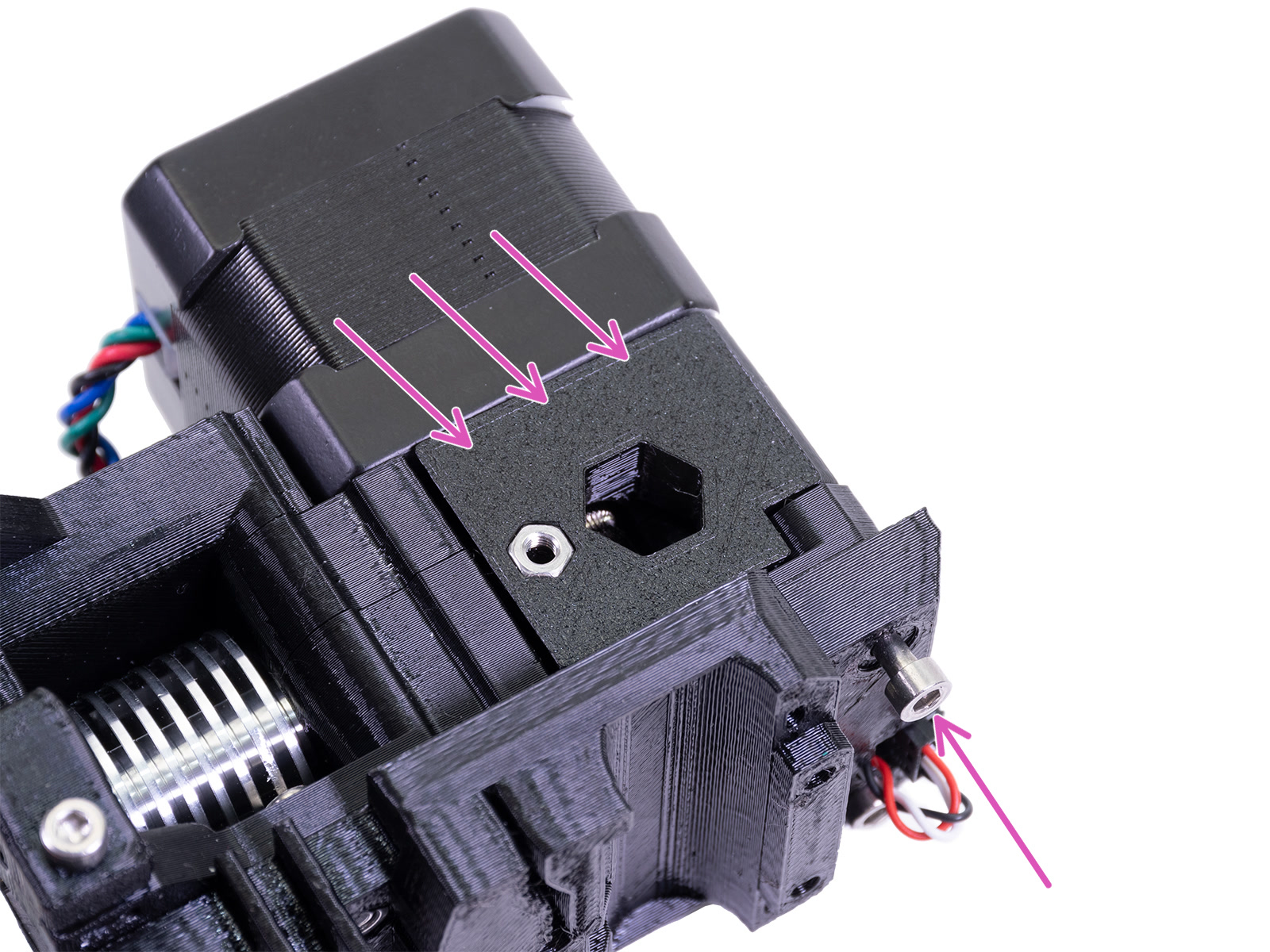
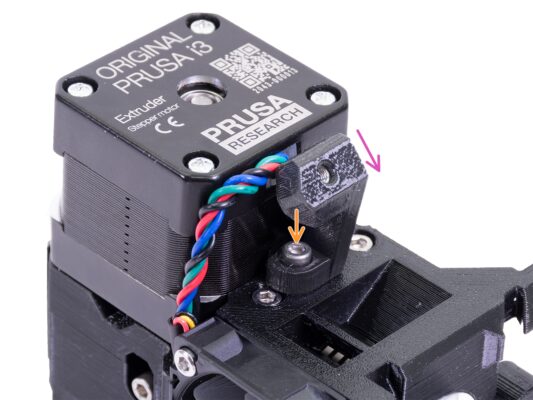
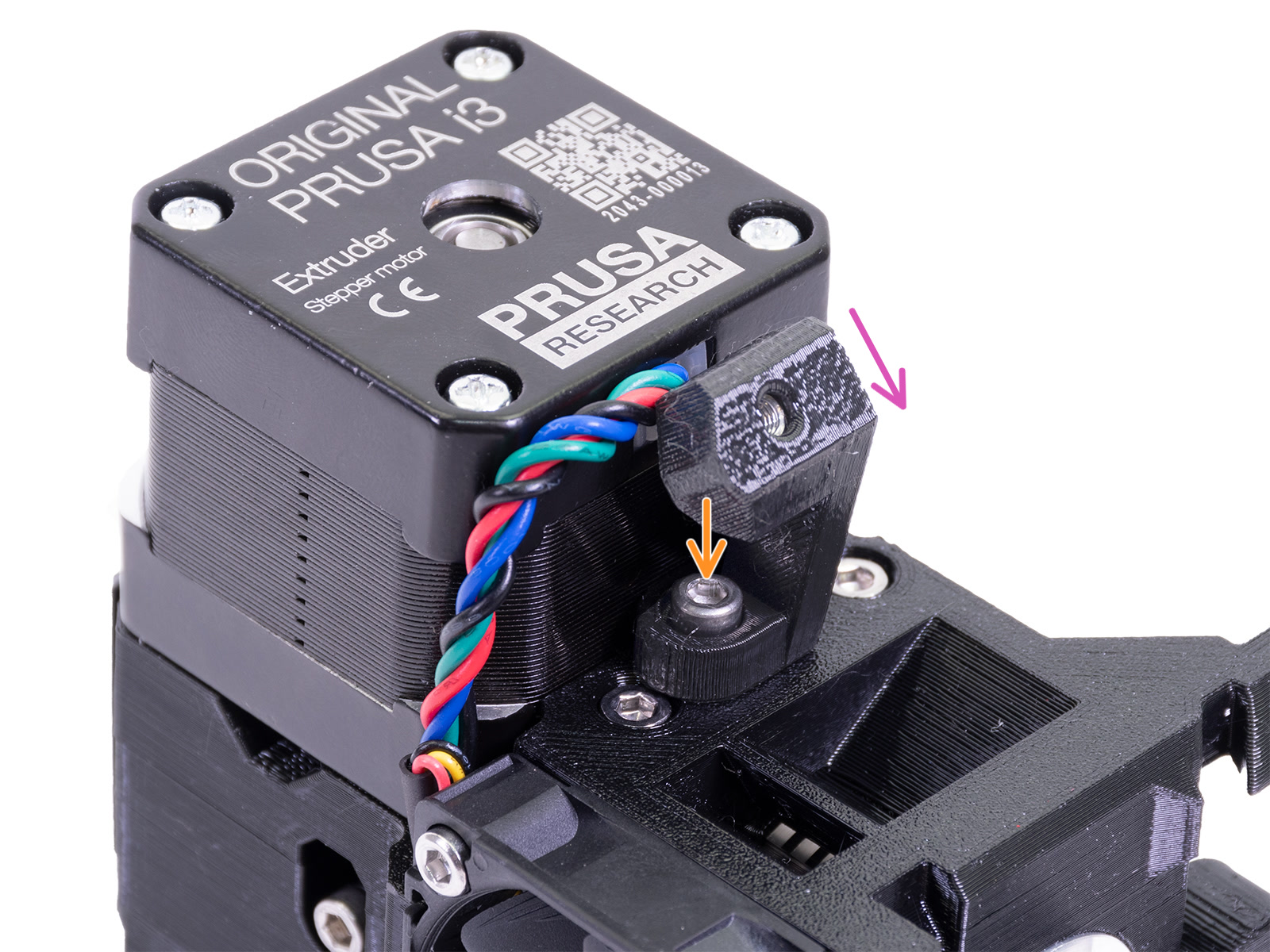
⬢Assicura il dado con una vite M3x10. Stringi appena la vite. In seguito dovremo aggiungere qui il sensore SuperPINDA.
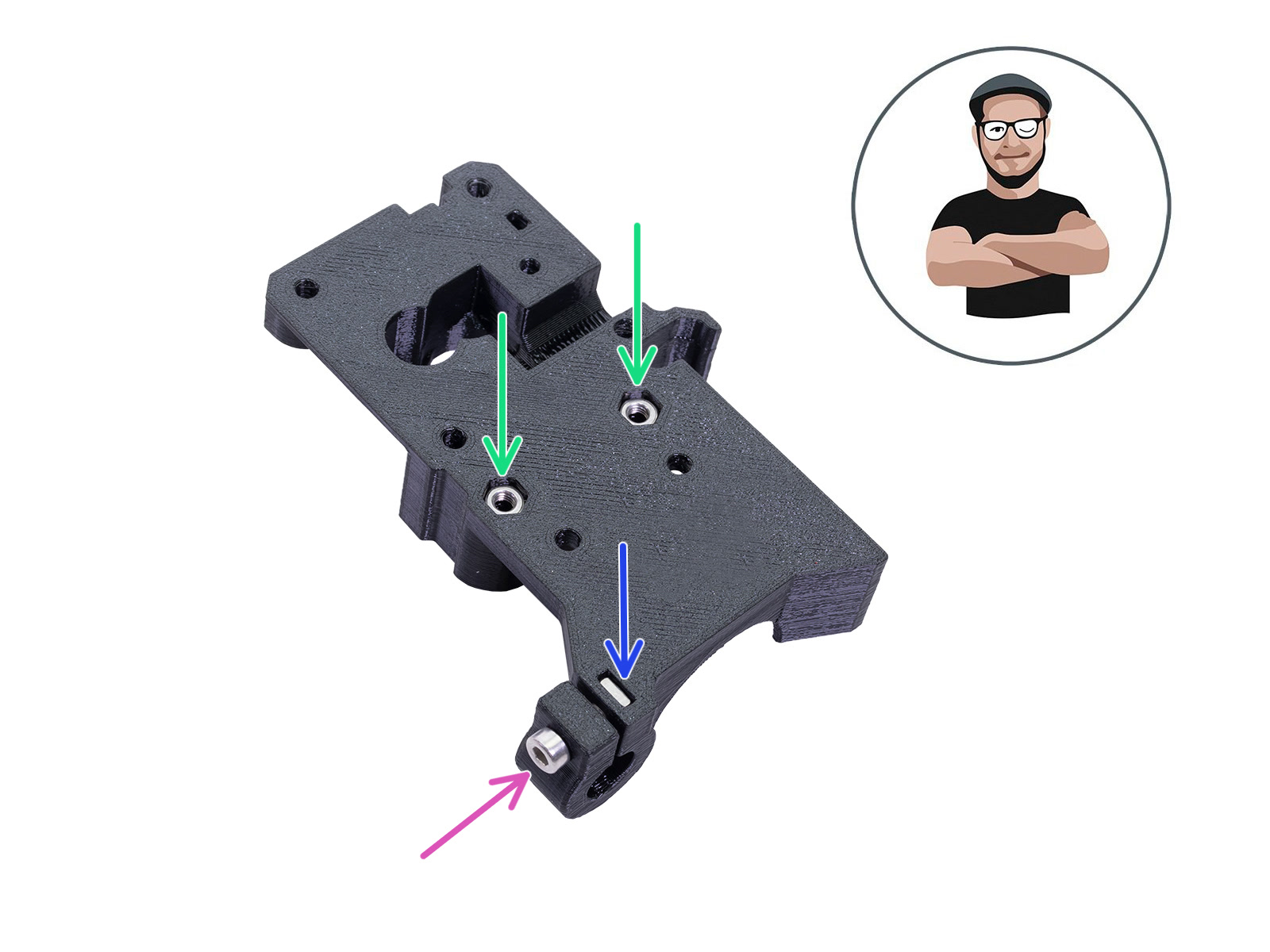
⬢Prendi due dadi M3n e inseriscili.
Usa la tecnica di tiro della vite.
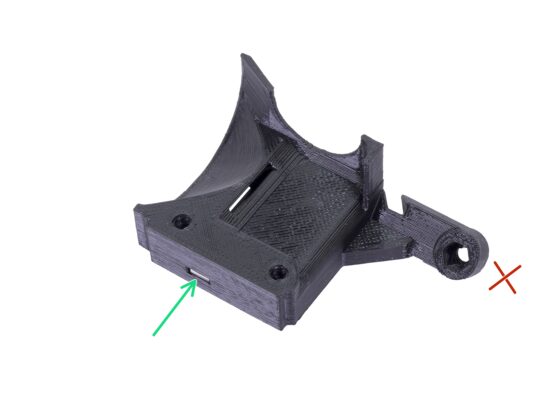
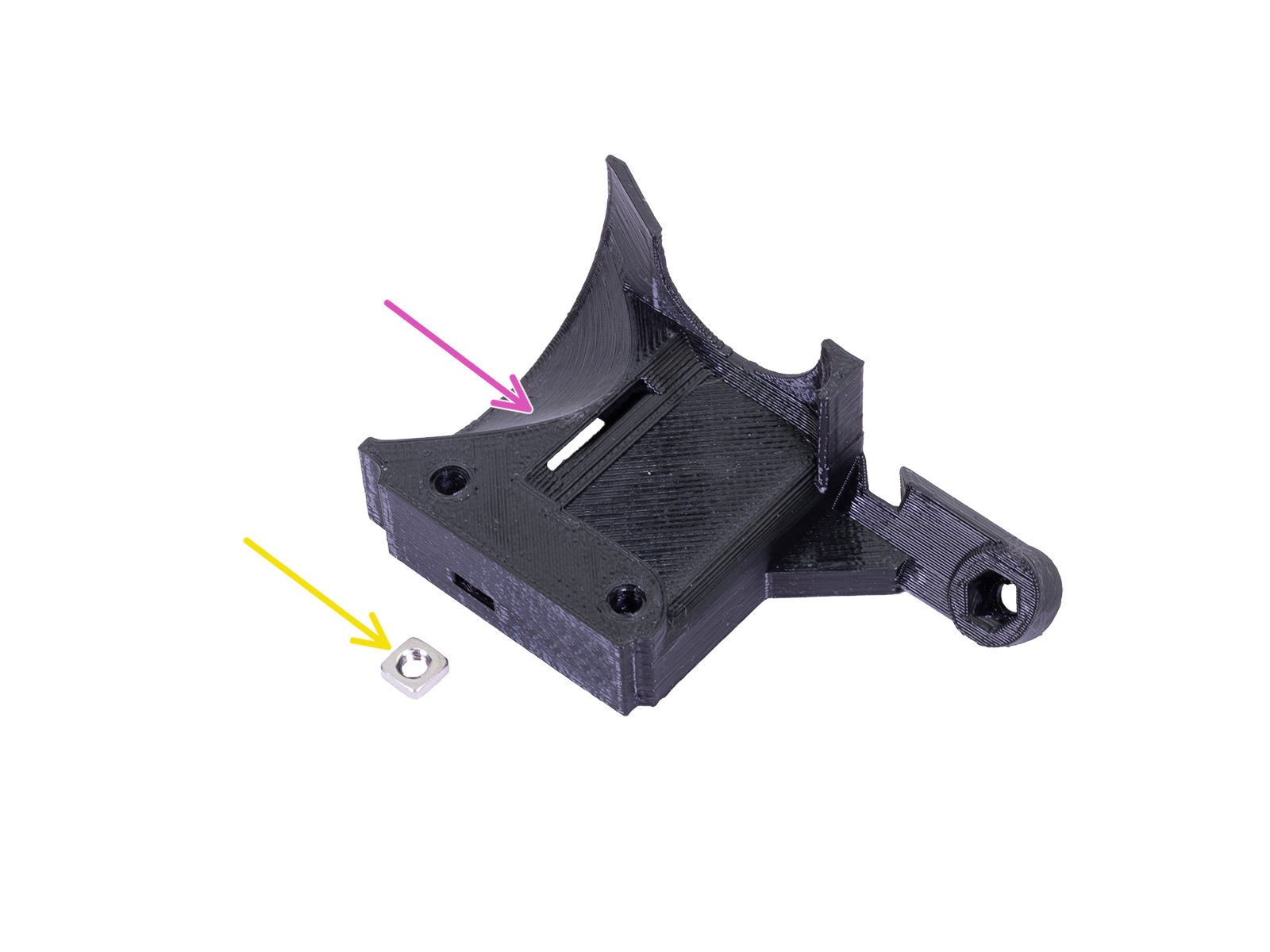
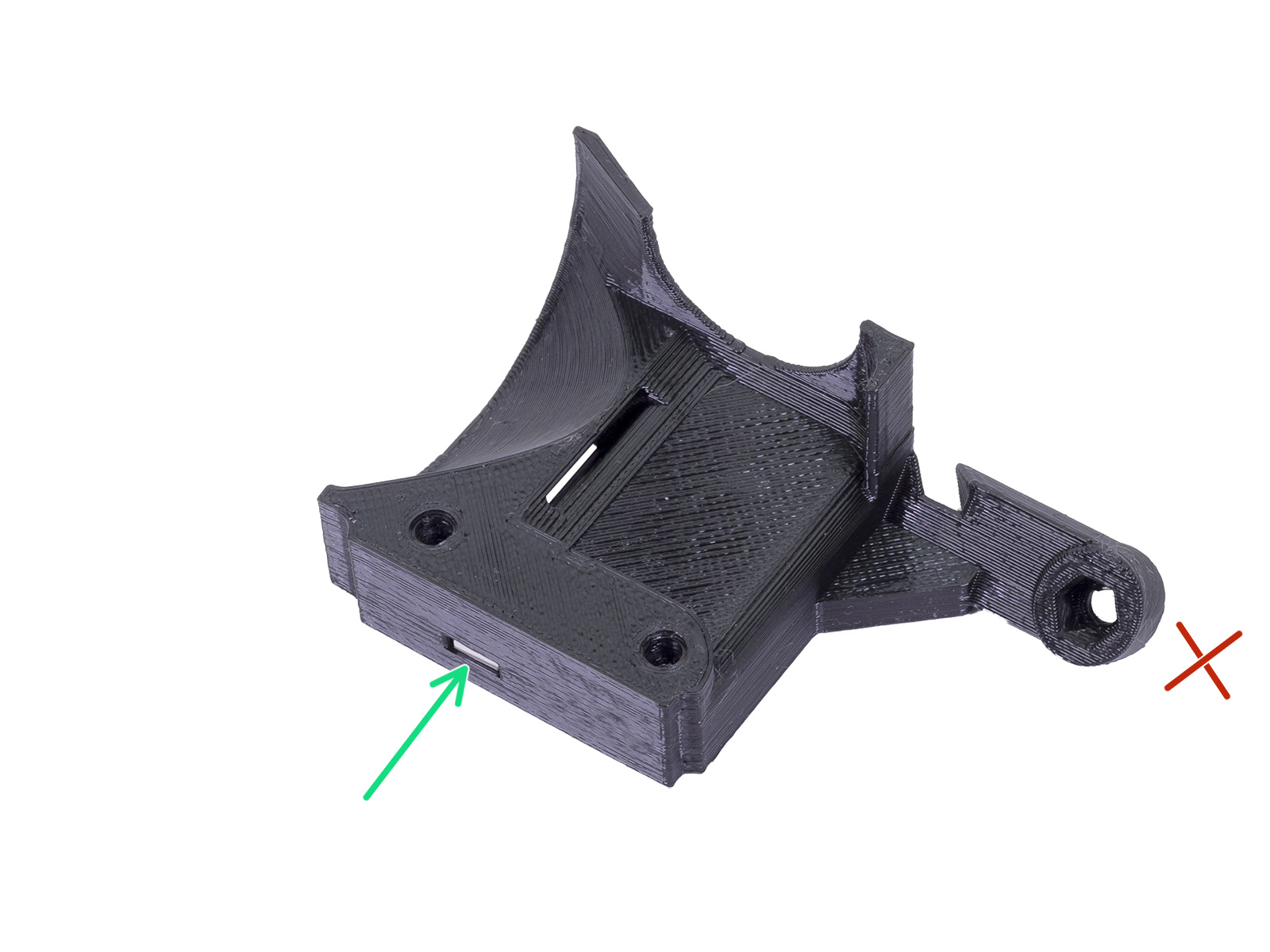
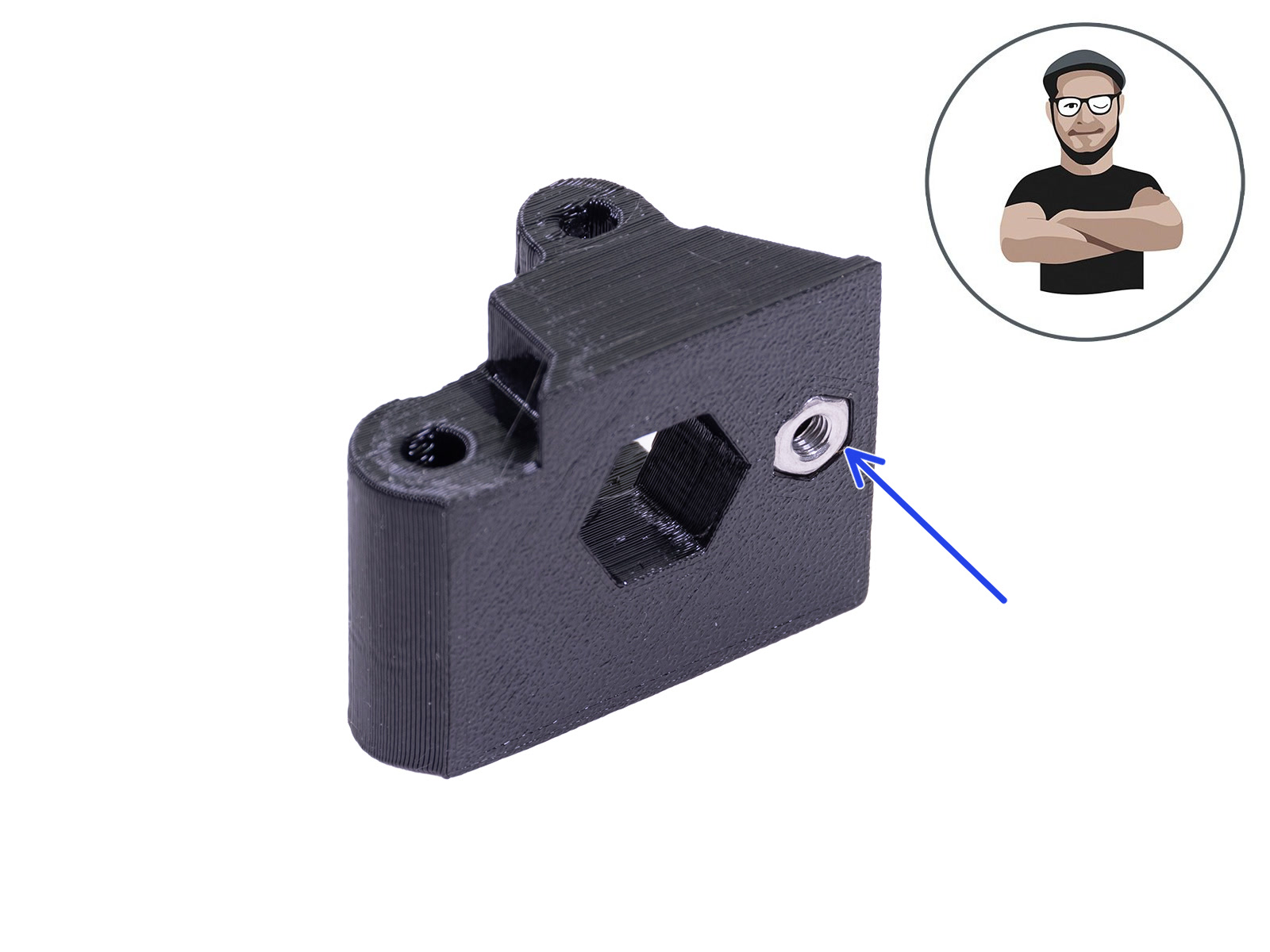
⬢Capovolgere il corpo dell'estrusore Extruder-body e inserire un dado M3nS fino in fondo nel pezzo.
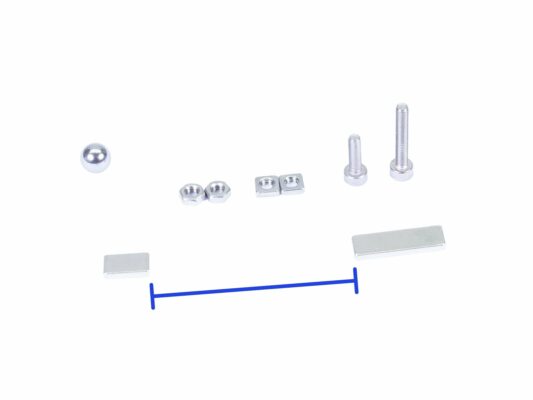
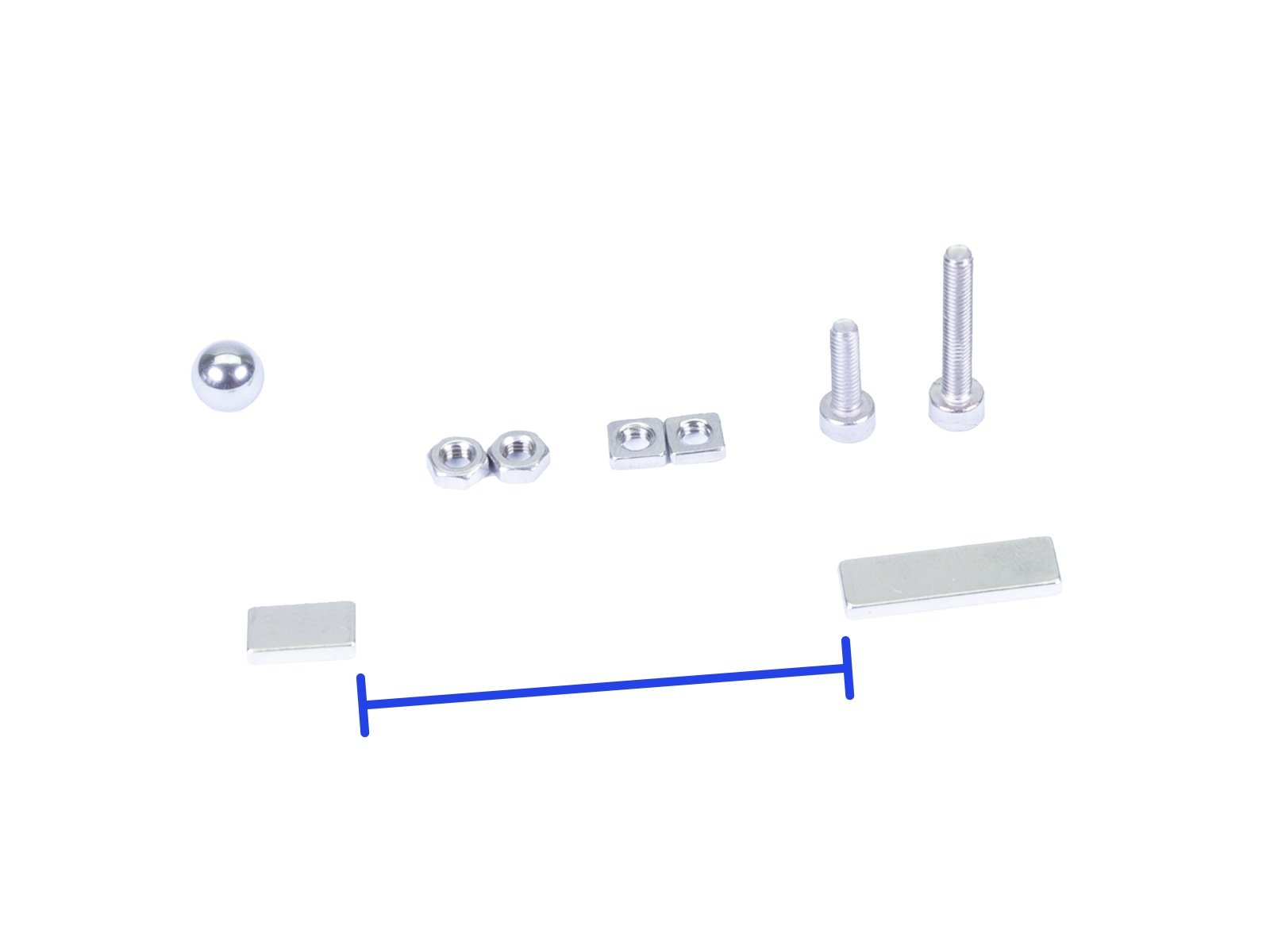
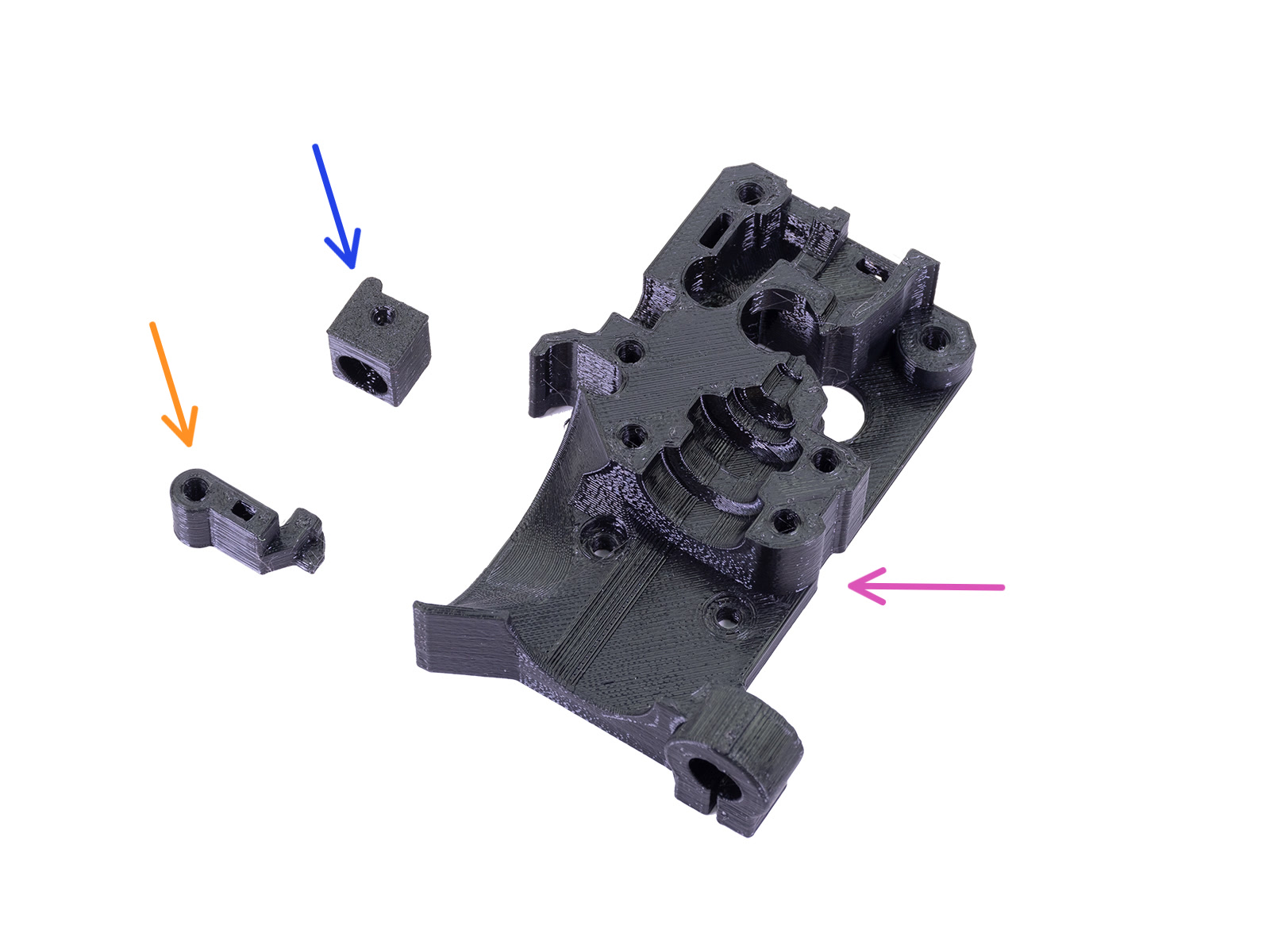
⬢Prendi il magnete più piccolo (10x6x2) e inseriscilo con attenzione nel FS-lever. La maggior parte del magnete sarà nascosta all'interno della parte stampata.
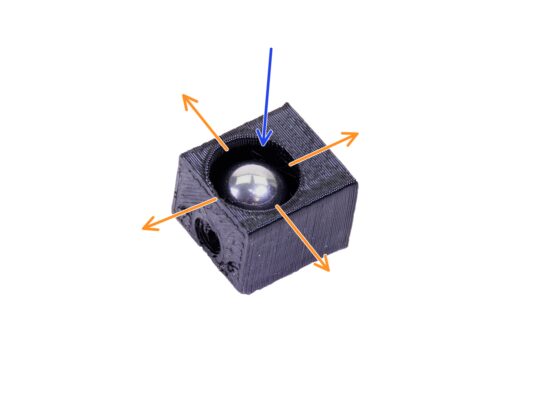
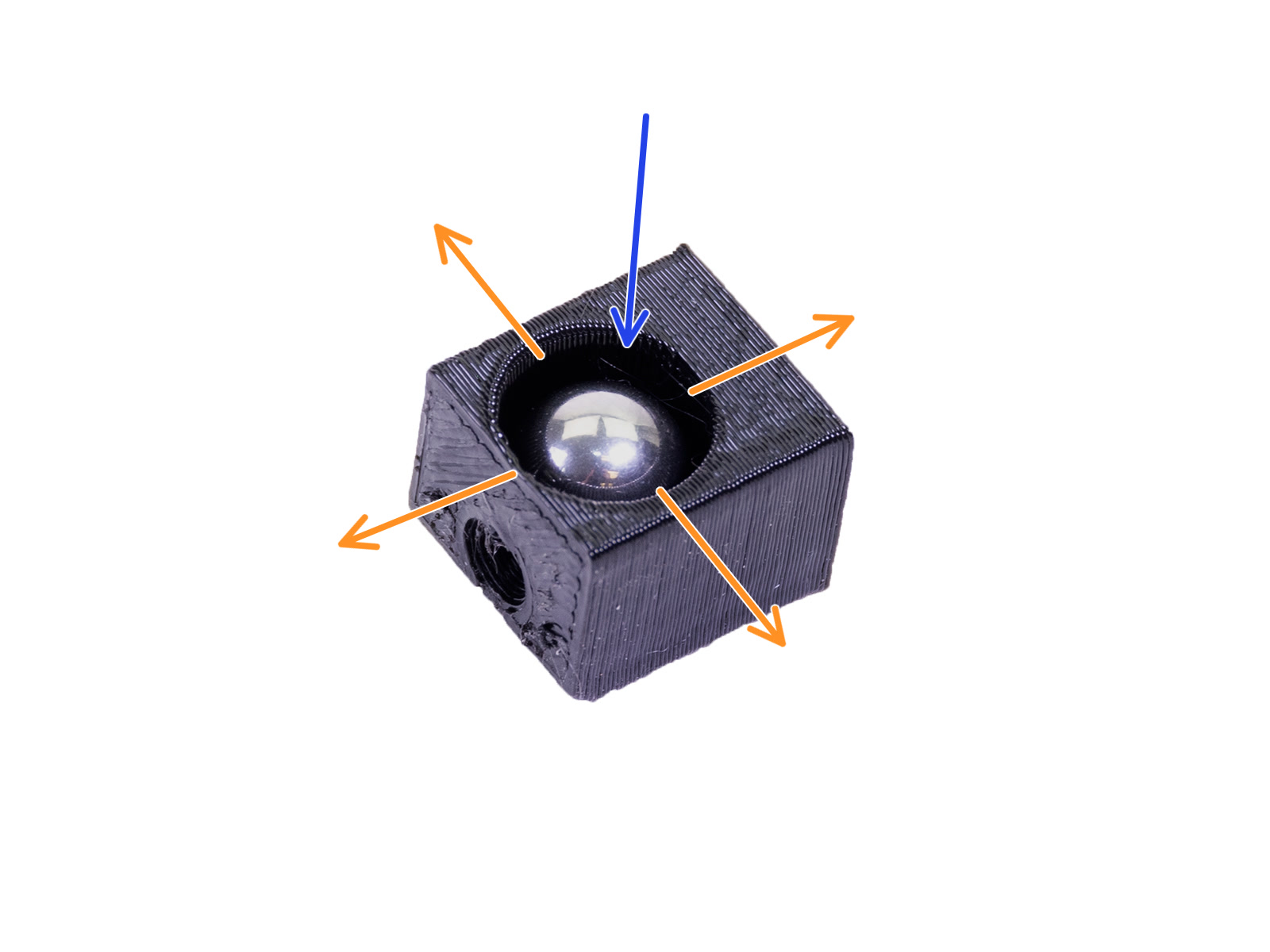
⬢Prendi la parte stampata Adapter-printer e inserisci la sfera in acciaio.
⬢Ruota la sfera da tutti i lati per accertarti che si muova in maniera fluida.
In caso di superfici ruvide, rimuovi la sfera e ripulisci l’interno della parte stampata.
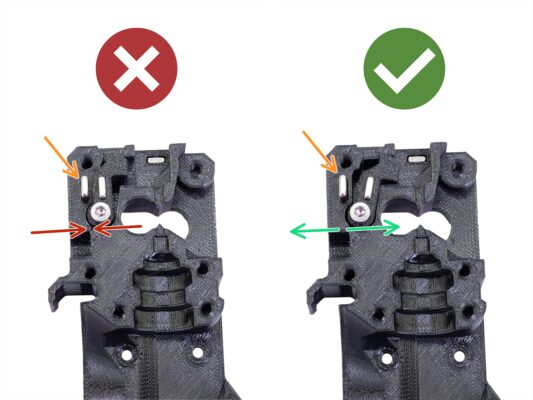
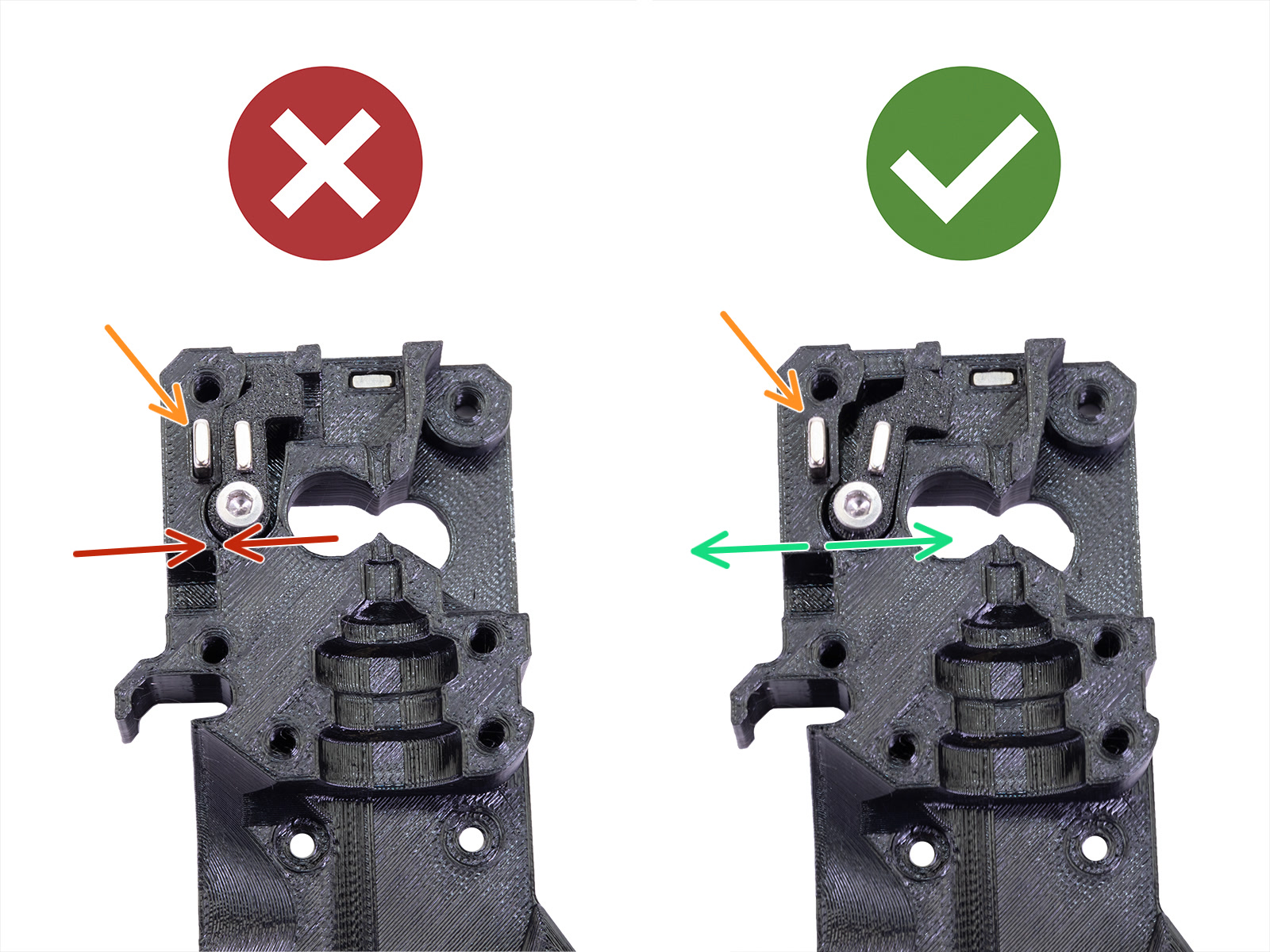
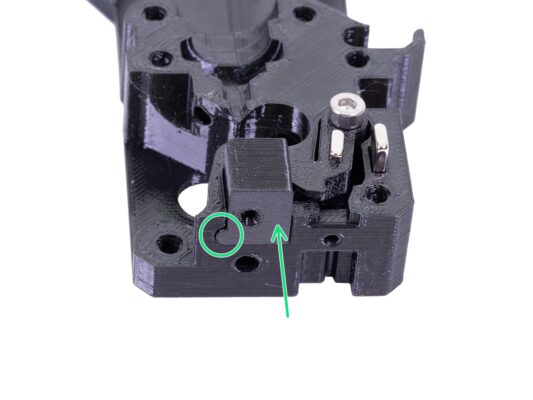
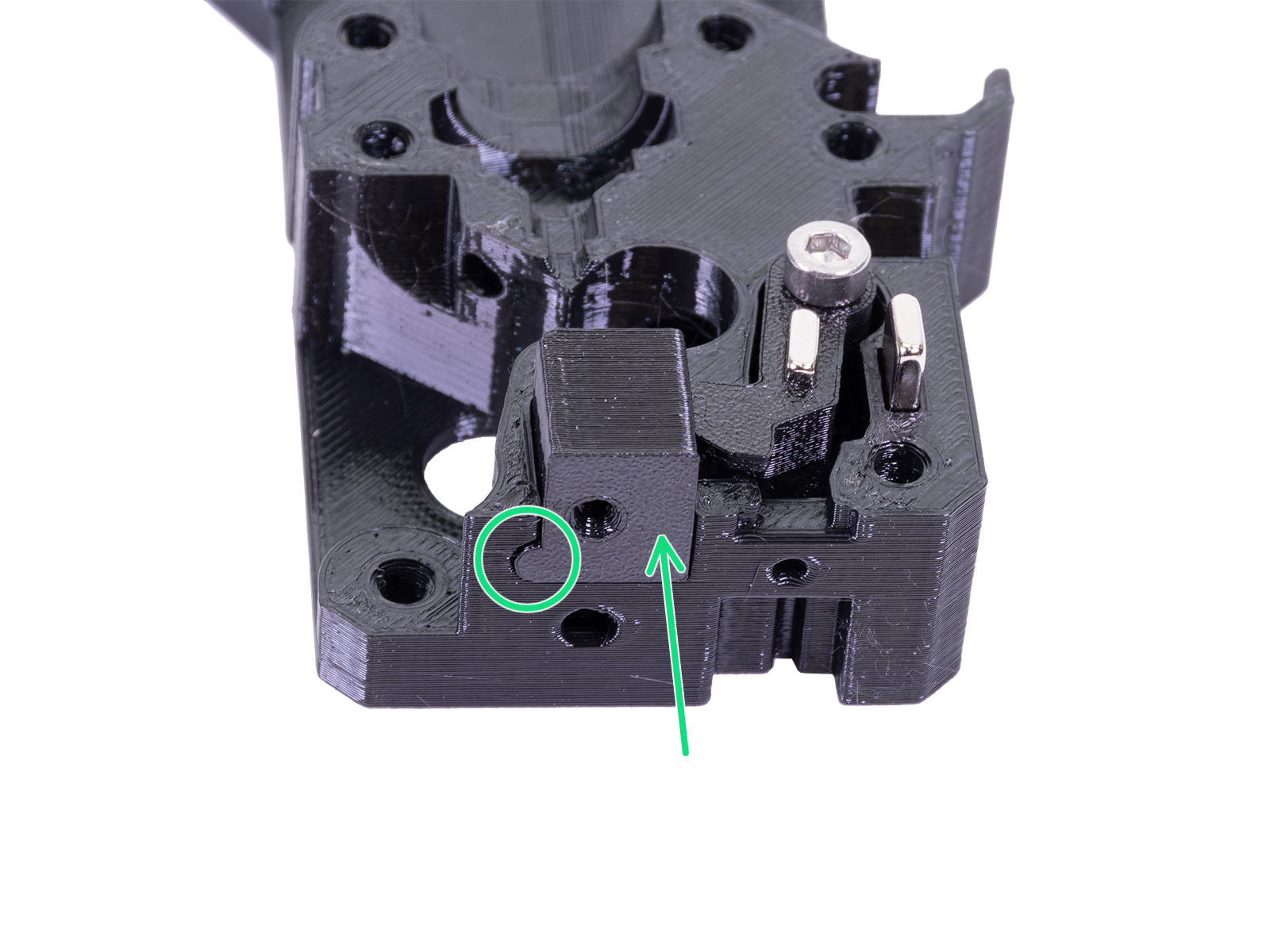
⬢Posiziona la parte della stampante insieme alla sfera d'acciaio nel corpo Extruder-body. Vedi la sporgenza arrotondata sulla parte stampata. Deve adattarsi alla scanalatura nel Extruder-body. Le superfici di entrambe le parti devono essere quasi allineate.
NON usare una vite per fissare l’Adapter-printer. Dovrebbe mantenersi da solo all'interno dell’Extruder-body.
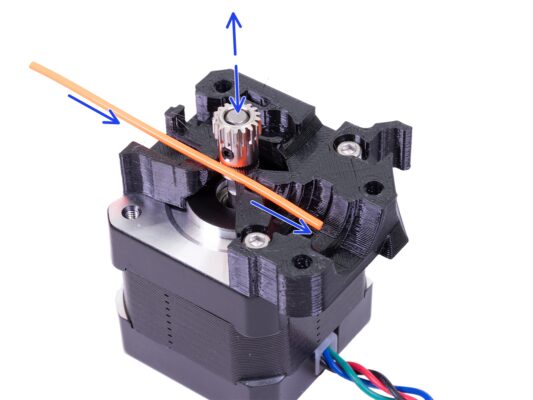
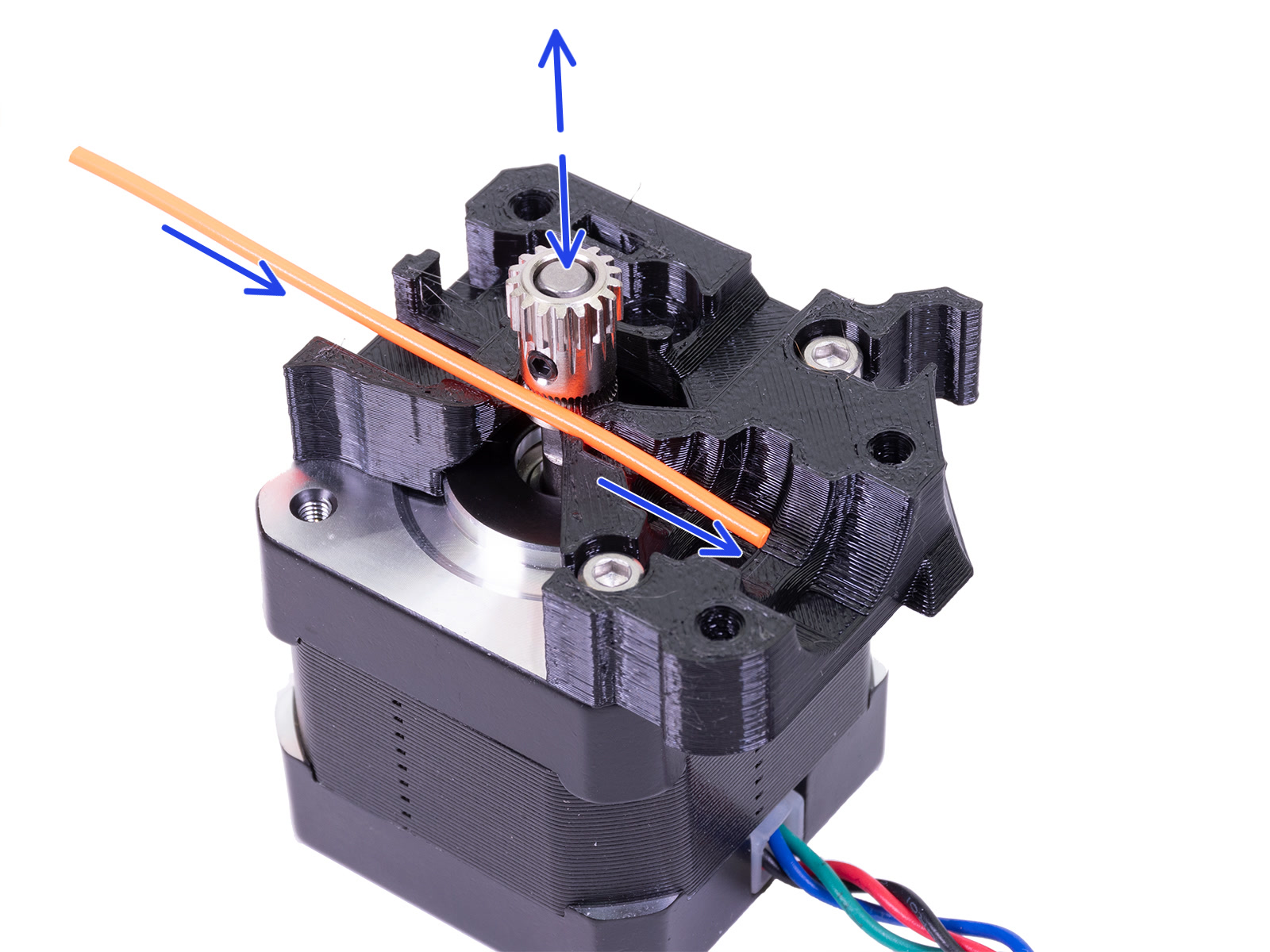
⬢Prendi un pezzo di filamento 1.75. Puoi usare quello incluso nella bobina, non utilizzare il nylon nero che è troppo grosso. Raddrizza il più possibile il filamento.
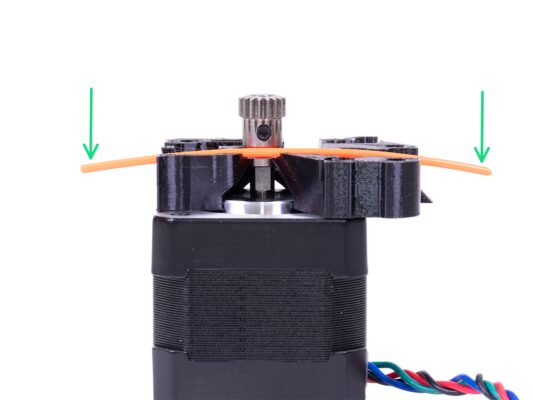
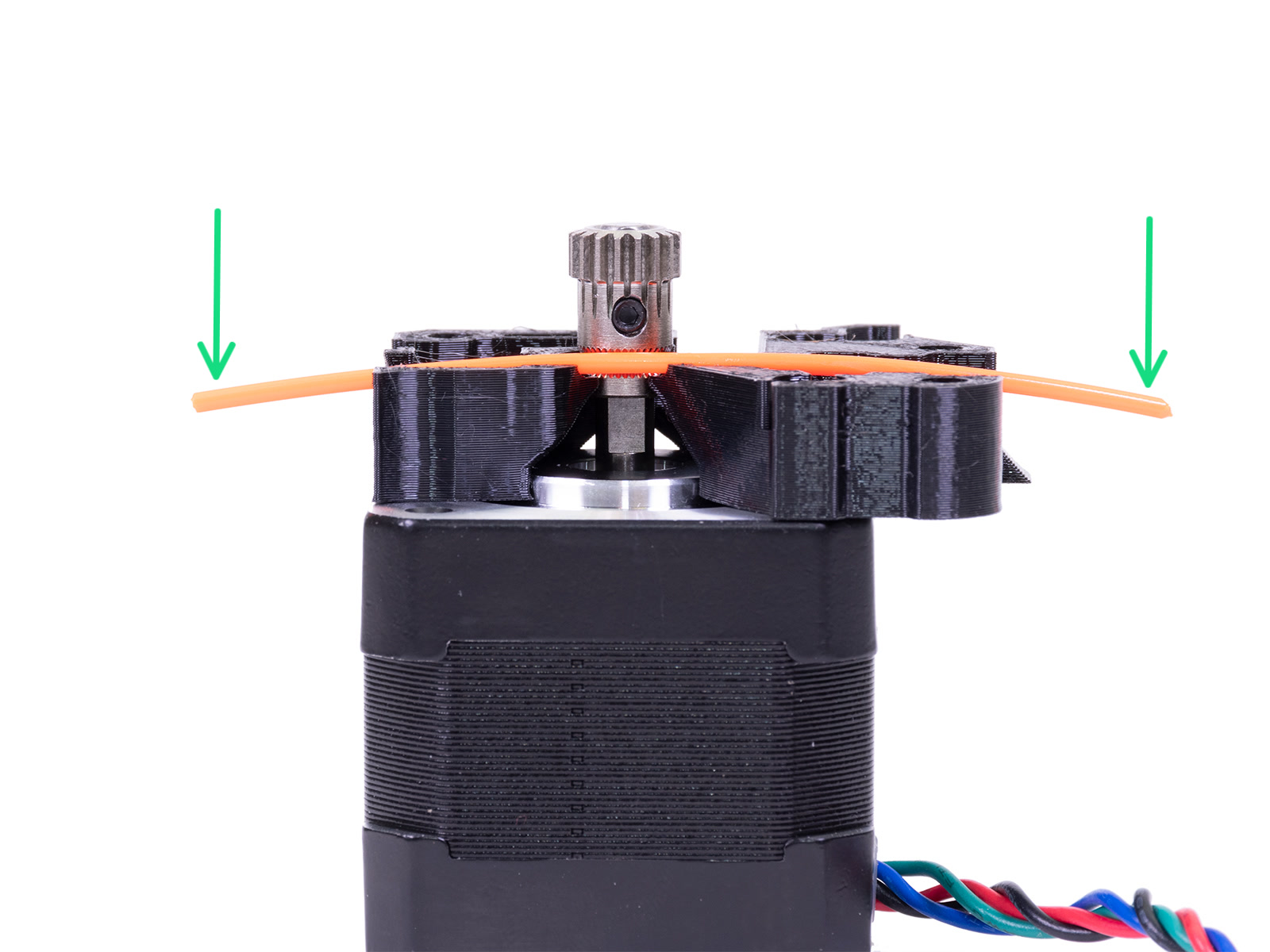
⬢Posiziona il filamento lungo il percorso ed allinea per bene l'ingranaggio.
⬢Il filamento sarà sempre lievemente piegato. Usalo comunque per un primo allineamento.
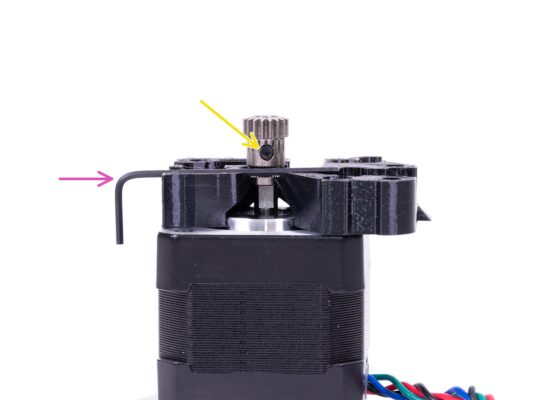
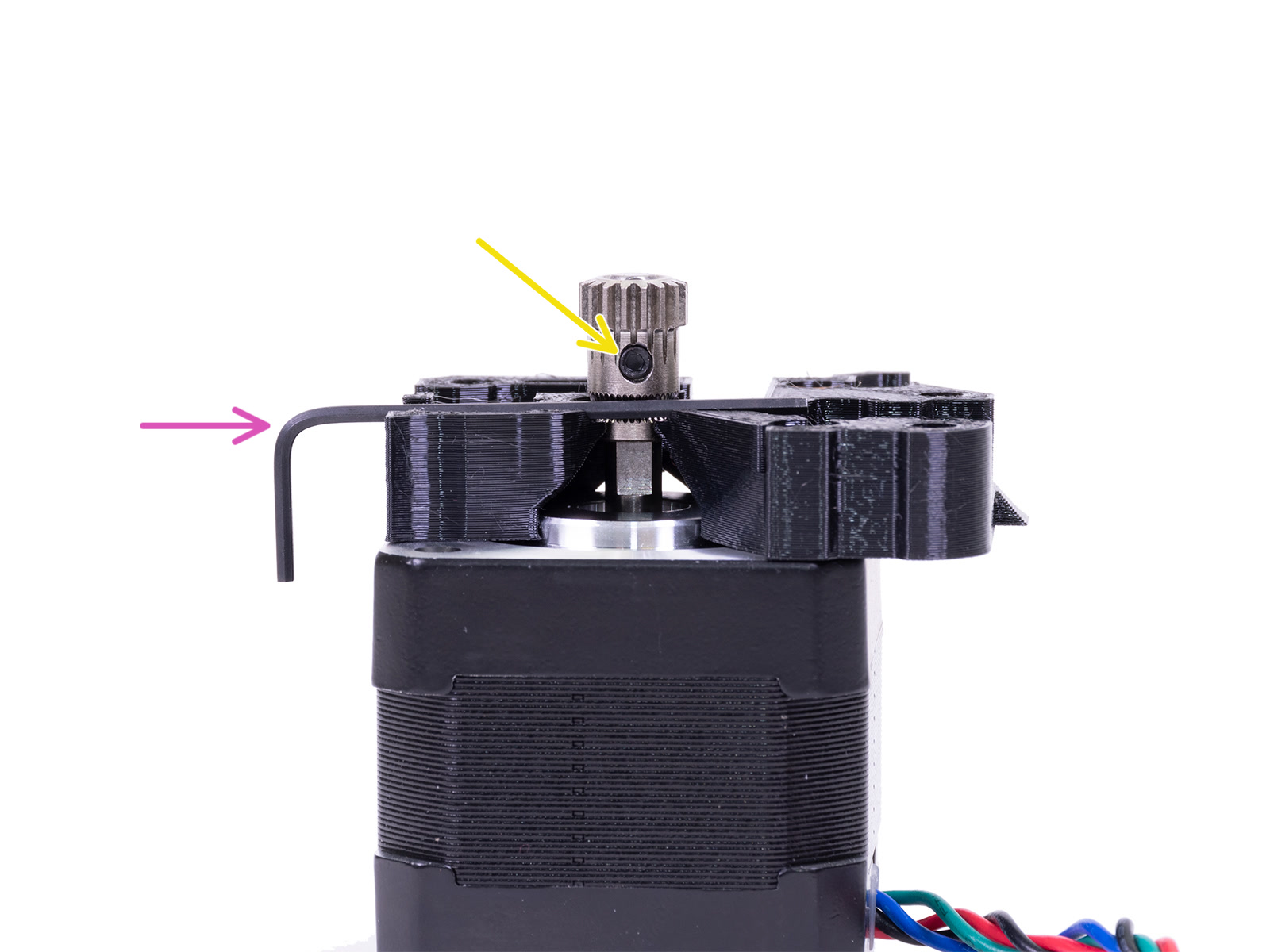
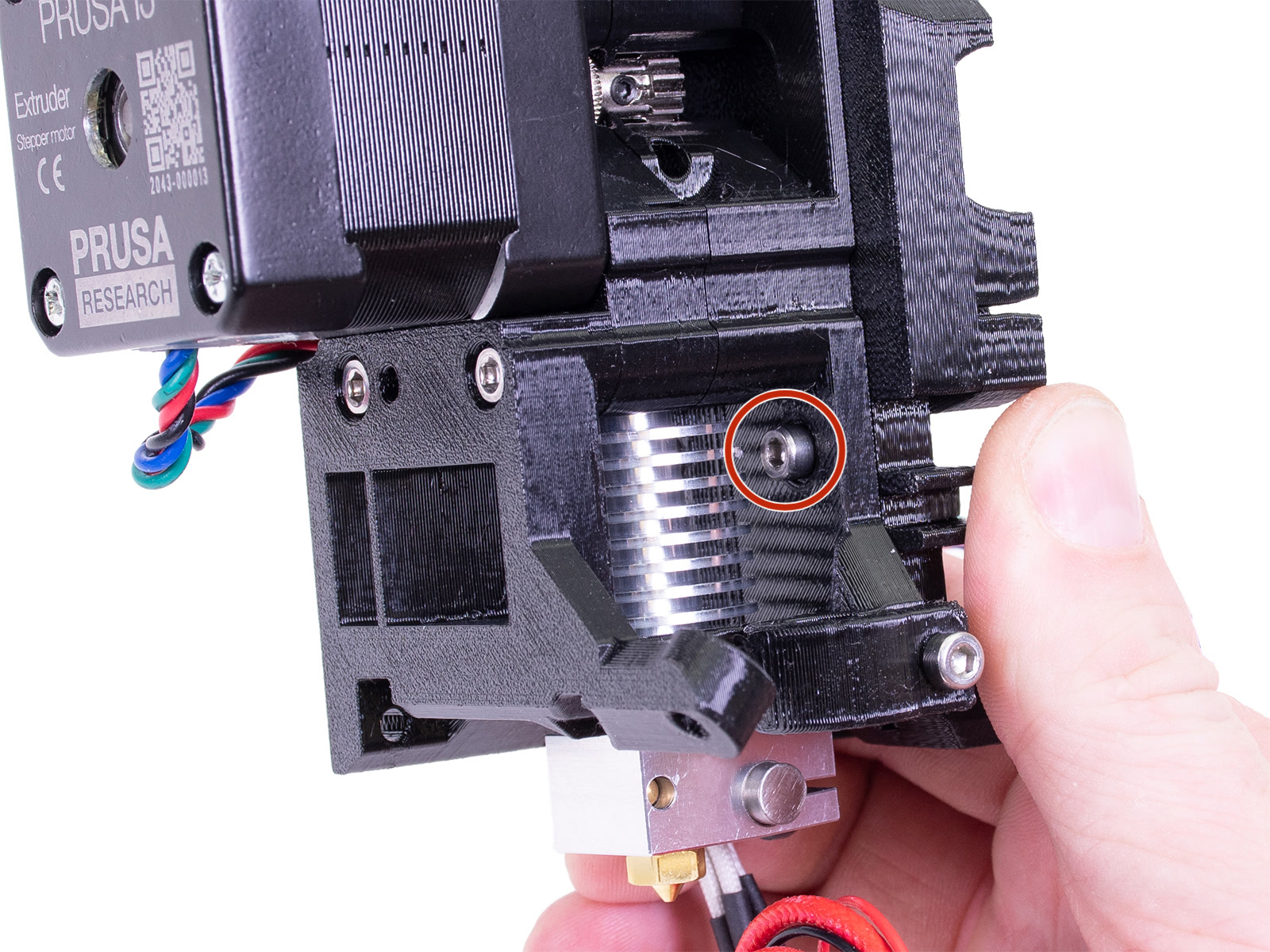
⬢Per un controllo finale, sostituisci il filamento con una chiave a brugola. Tieni in mente che la chiave a brugola ha una dimensione leggermente diversa dal filamento.
⬢Stringi leggermente la vite per fissarla momentaneamente. La stringeremo e faremo un controllo finale più avanti. Fai attenzione, potresti spanare la filettatura.
Non utilizzare nessuna colla per fissare la vite in posizione o non potrai più svitarla. In quel caso potresti dover sostituire tutto il motore.
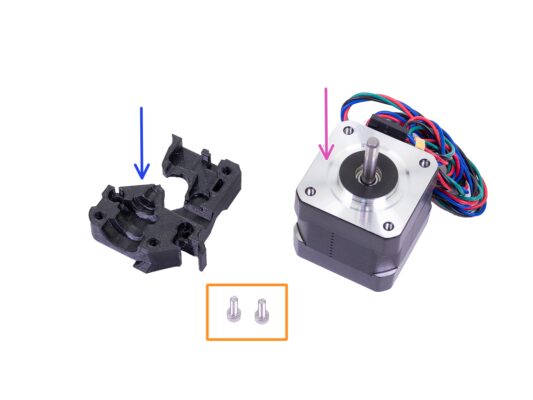
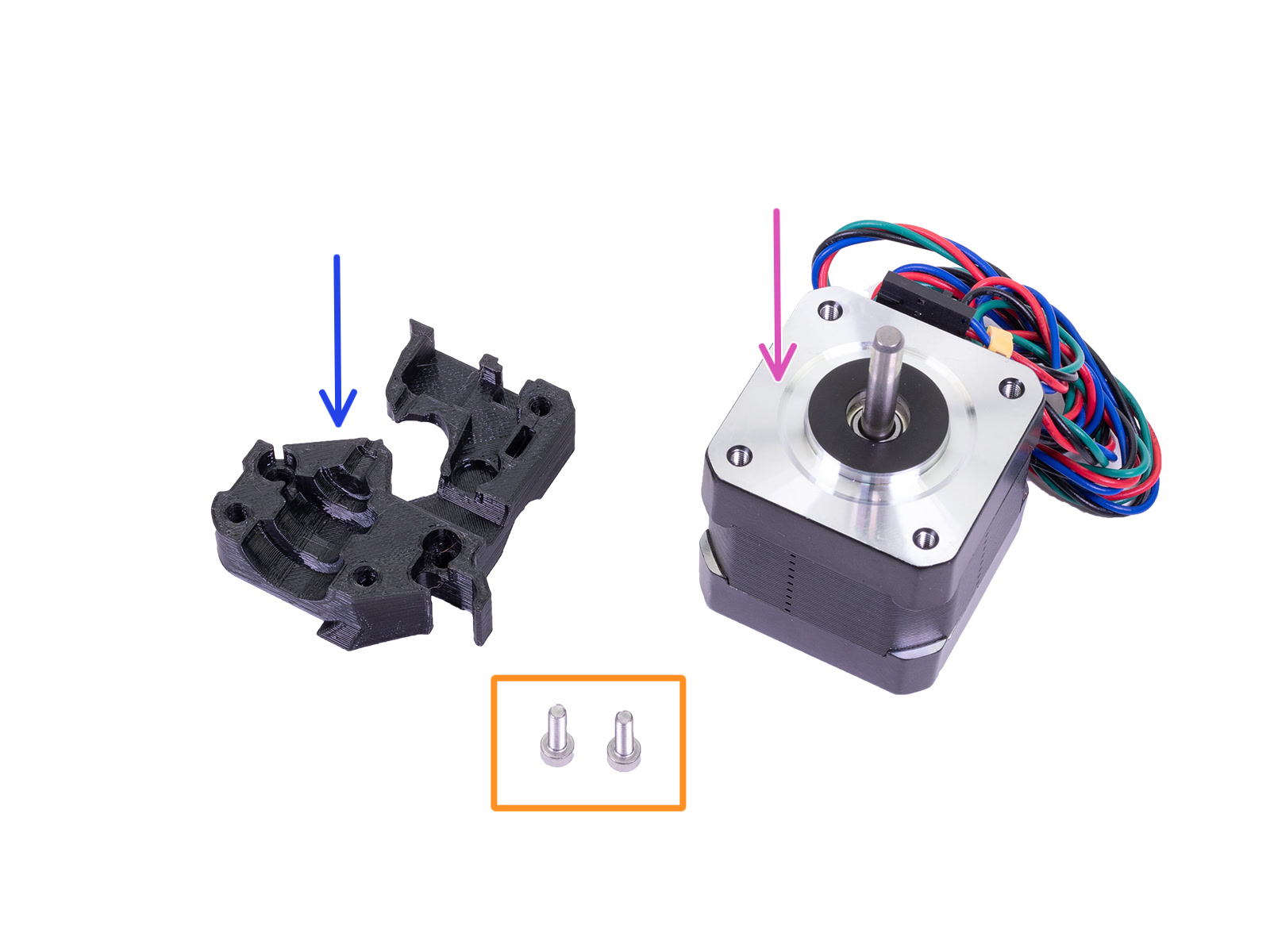
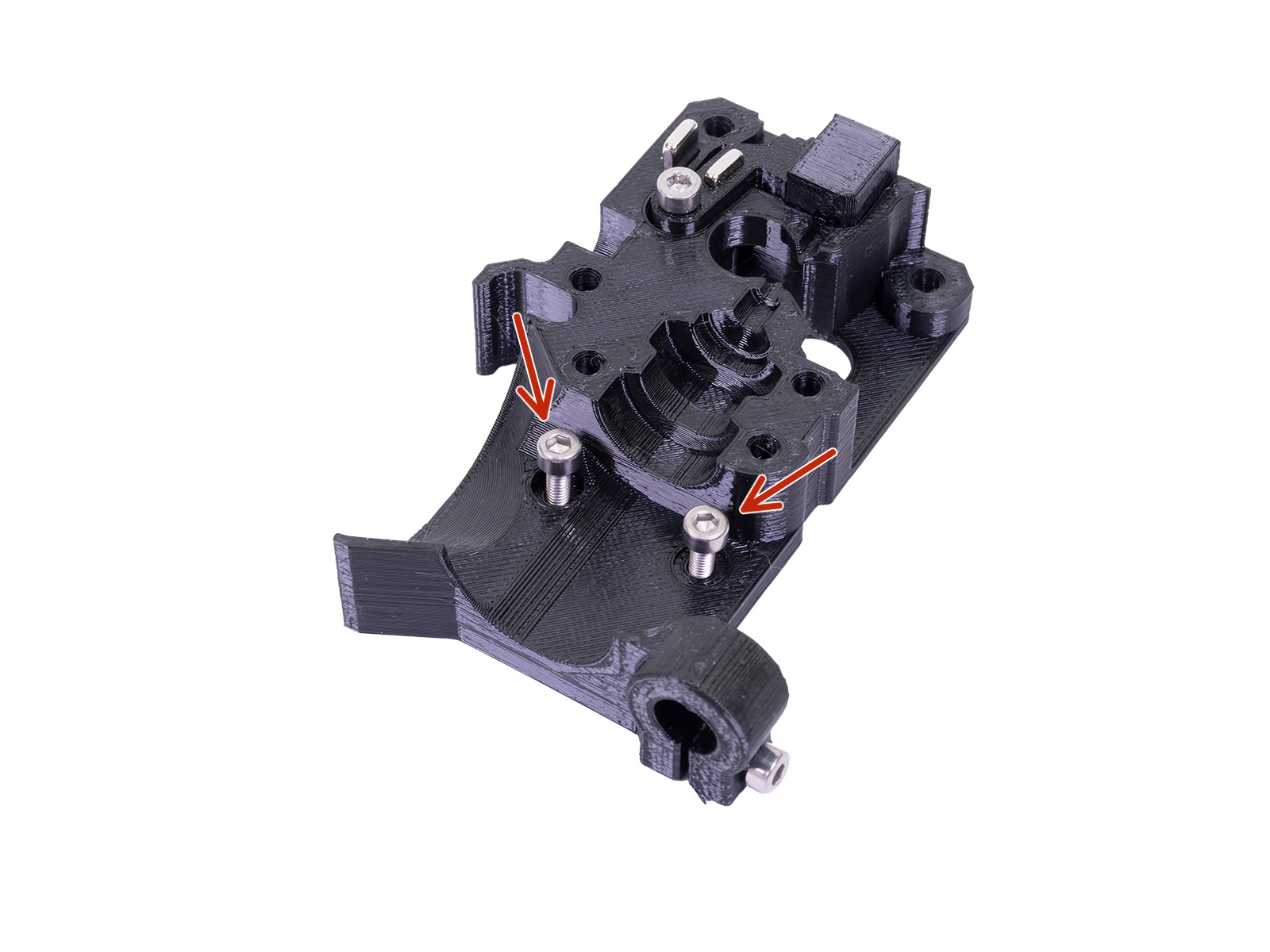
⬢Prendi due viti M3x10 e inseriscile nei fori. In questo modo si facilita leggermente il montaggio, ma entrambi i fori sono poco profondi e le viti potrebbero cadere. In questo caso, è possibile continuare senza di esse e rimetterle a posto in un secondo momento (verrai avvisato in seguito). Si noti anche che in poche foto successive le viti potrebbero mancare.
A partire da MK3, l'assemblaggio dell'hotend è stato completamente rivisto per evitare un posizionamento sbagliato. Inoltre qualunque manutenzione futura sarà molto più semplice.
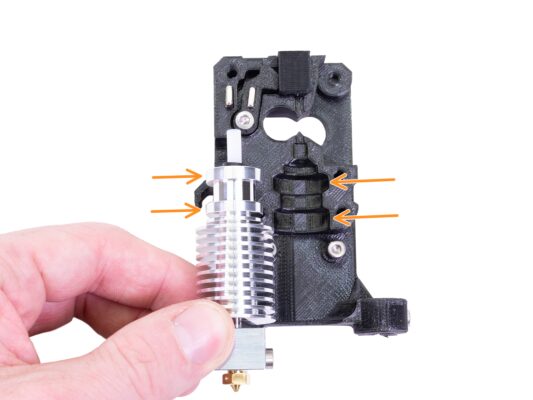
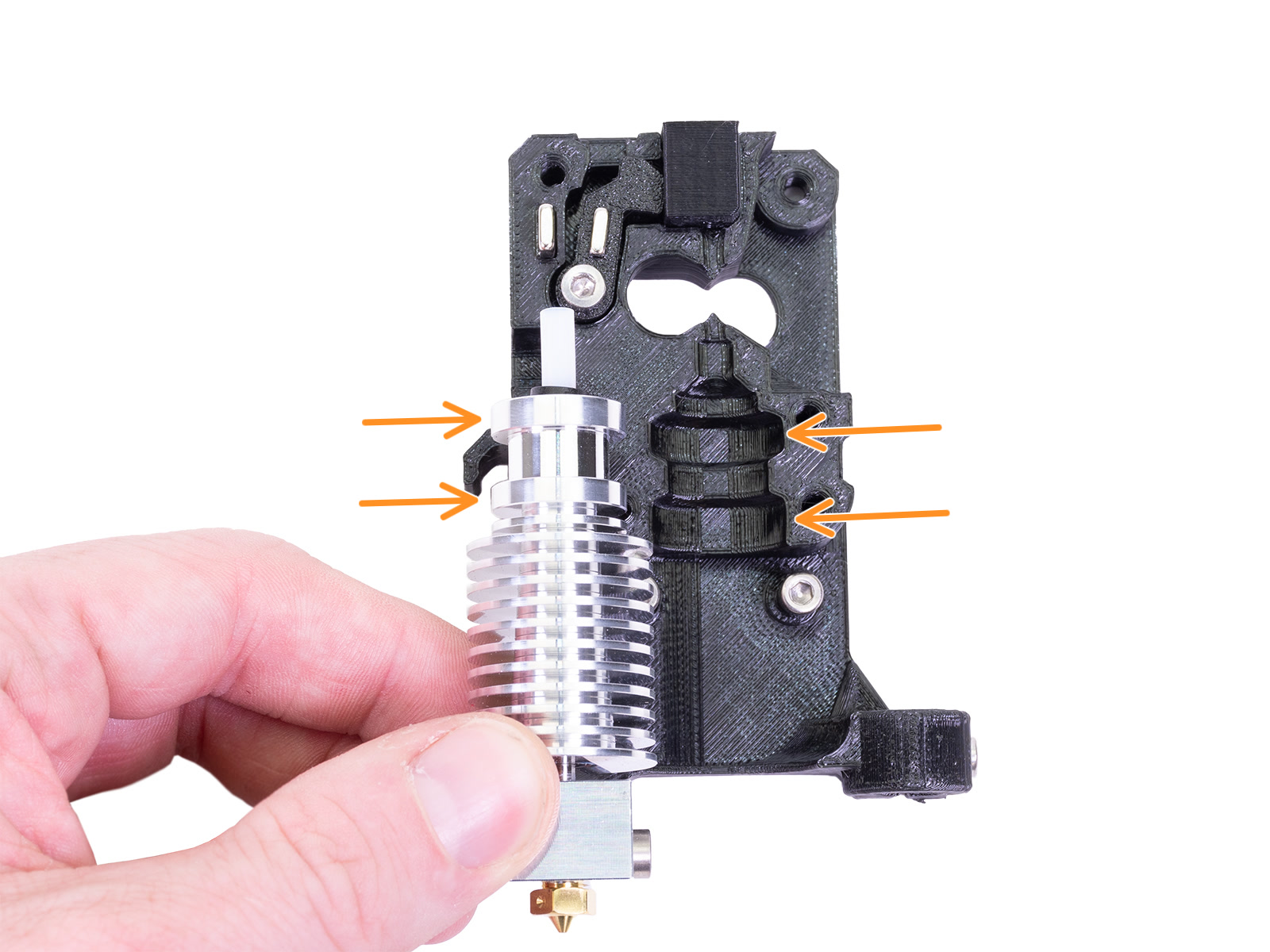
⬢Posiziona l'hotend accanto l'Extruder-body. Osserva le scanalature nella parte stampata che condivide la forma con l'hotend.
⬢Hotend posizionato correttamente. I cavi dell'hotend devono puntare verso sinistra, li allineeremo nel passo successivo.
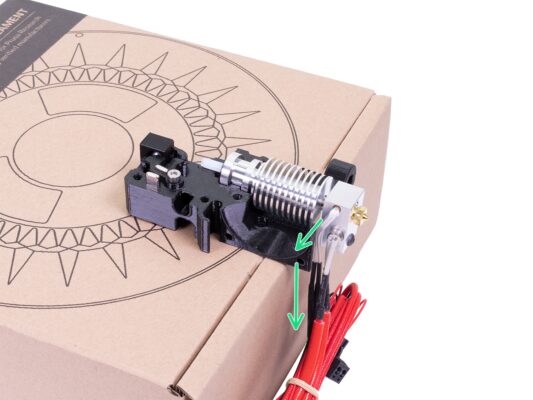
Al fine di proteggere i cavi dell’hotend ed assicurarne l’orientamento corretto, è caldamente suggerito usare una scatola. Utilizza quella inclusa nel kit.
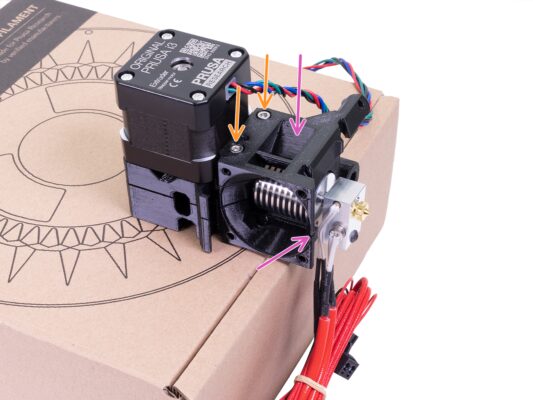
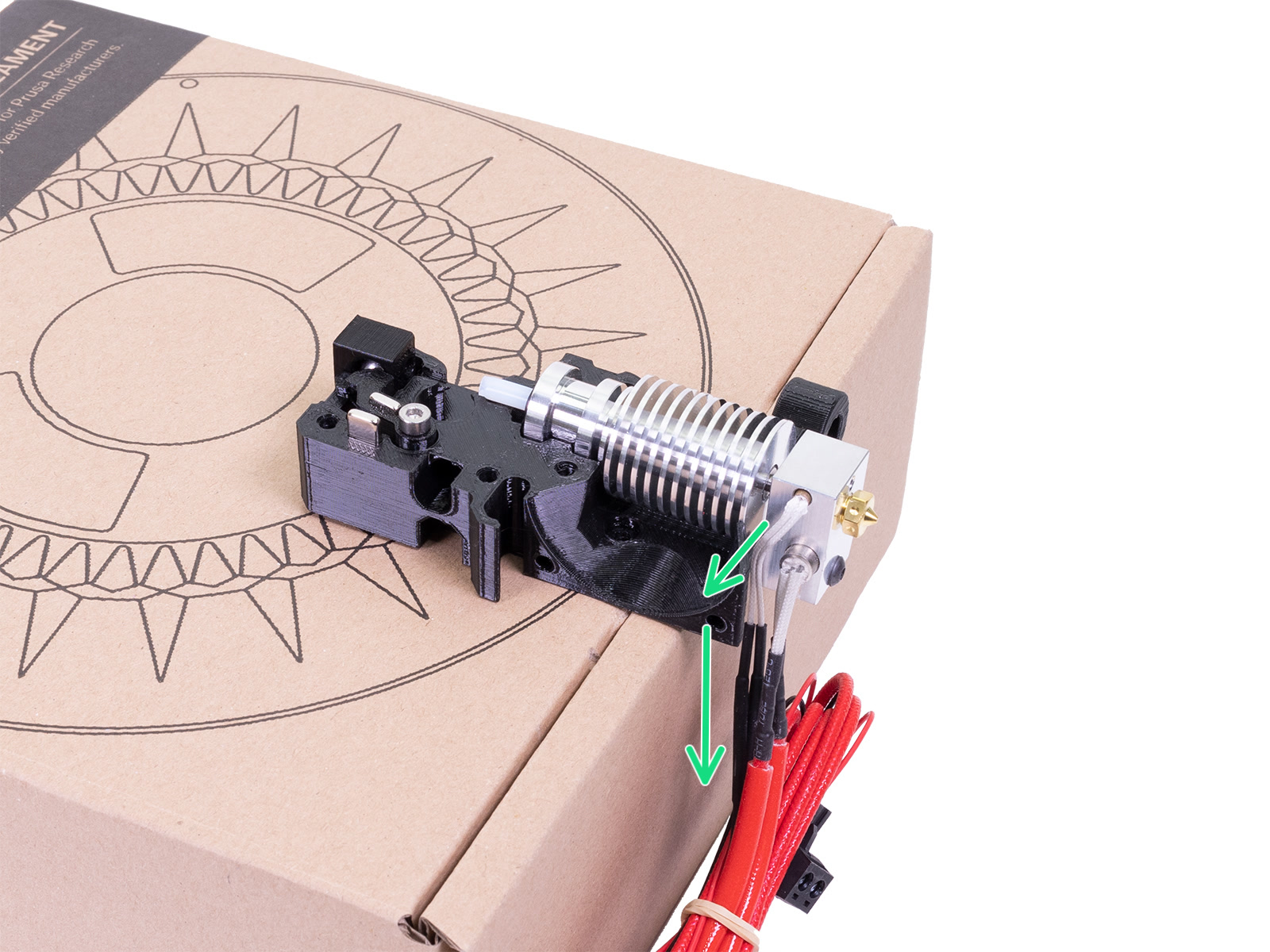
⬢Posiziona l'Extruder-body con l'hotend sulla scatola e accertati che i cavi siano sul lato sinistro e che puntino verso il basso.
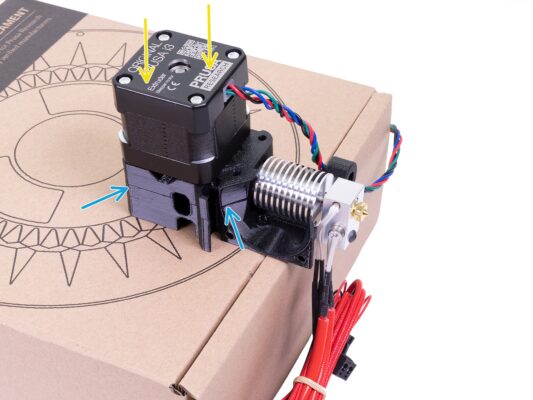
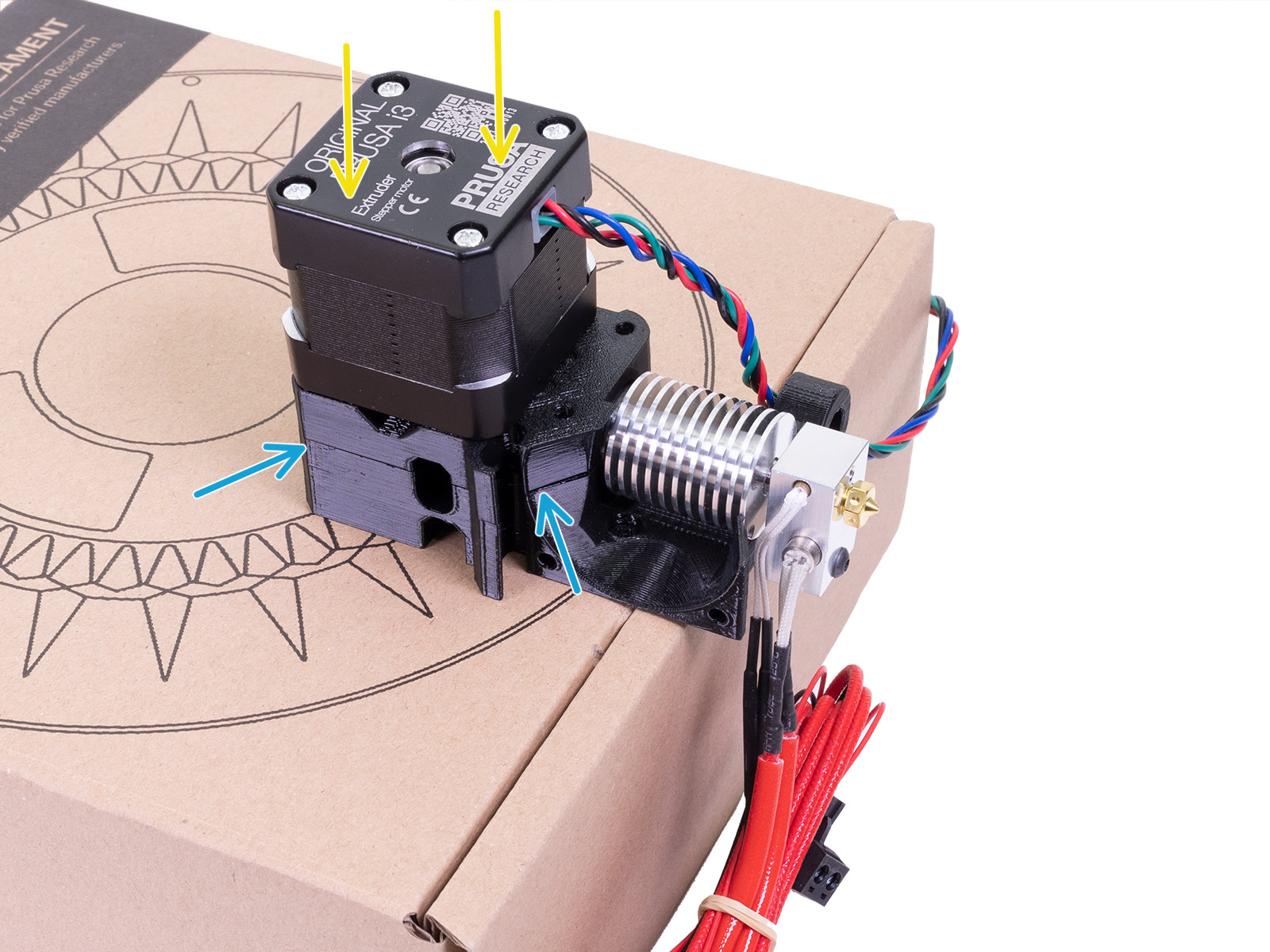
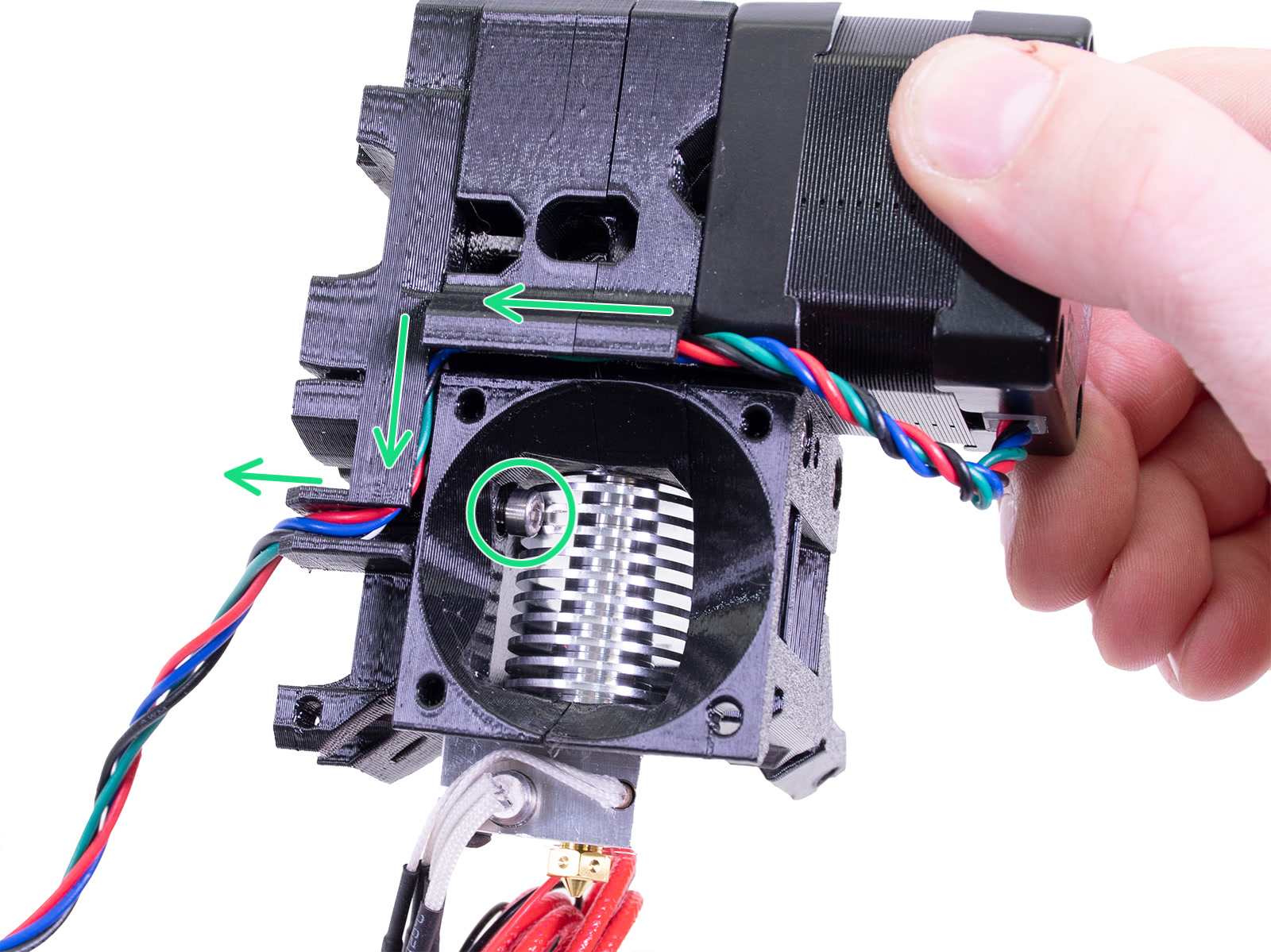
⬢Metti temporaneamente un dito sul magnete più lungo e posiziona l'insieme del motore estrusore sull'Extruder-body. Assemblando le parti insieme, l'ingranaggio Bondtech potrebbe tirare fuori il magnete.
⬢Assicurati che le parti siano allineate.
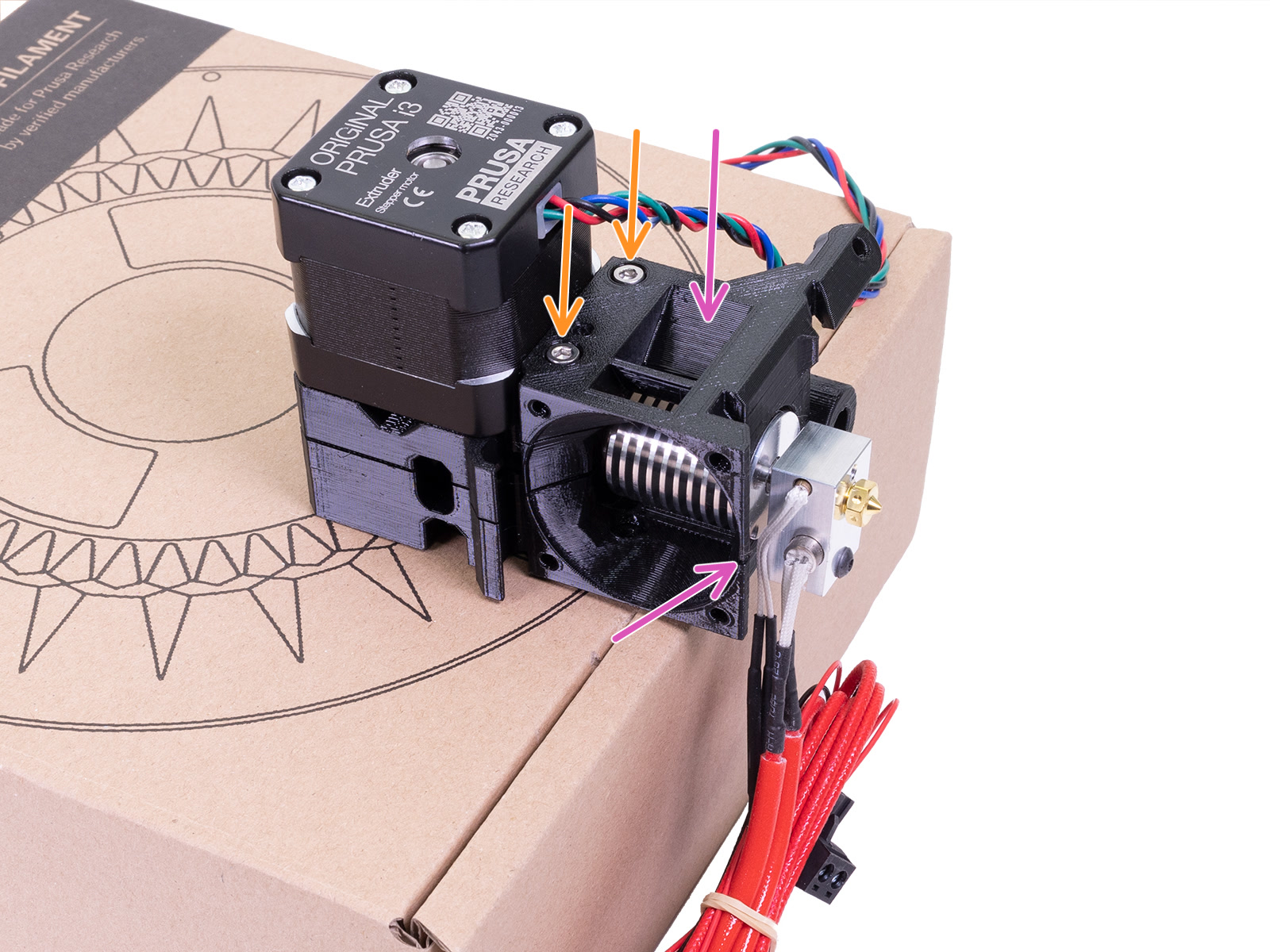
⬢Posiziona la parte Extruder-cover sul corpo Extruder-body. Nuovamente, assicurati che tutte e tre le parti siano allineate correttamente.
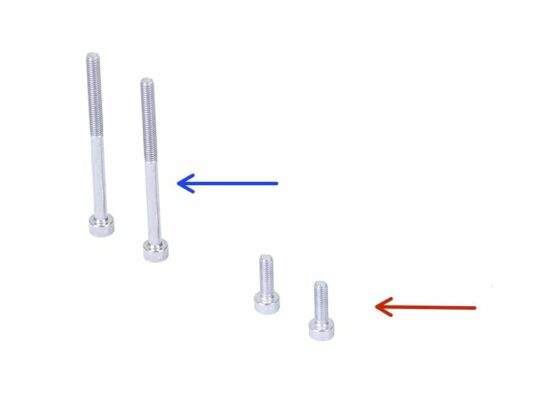
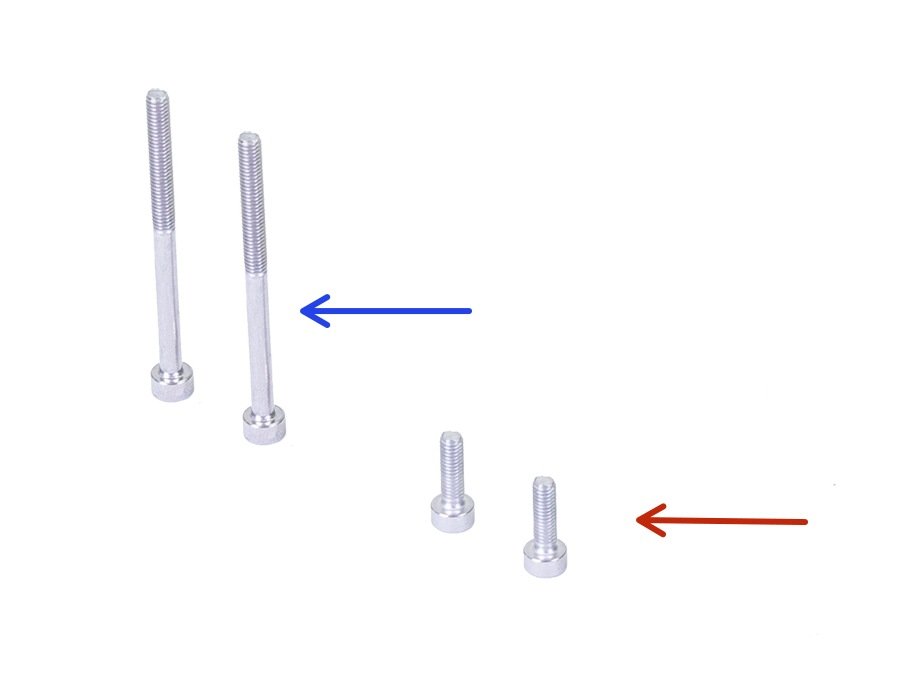
⬢Inserisci due viti M3x40, le hai già preparate prima. Stringile, ma fai attenzione, sono leggermente più lunghe (2-3 mm) dello spessore dell'insieme.
Metti da parte l'estrusore per qualche passo, dobbiamo preparare altre componenti. Lascialo sulla scatola per evitare di danneggiare i cavi.
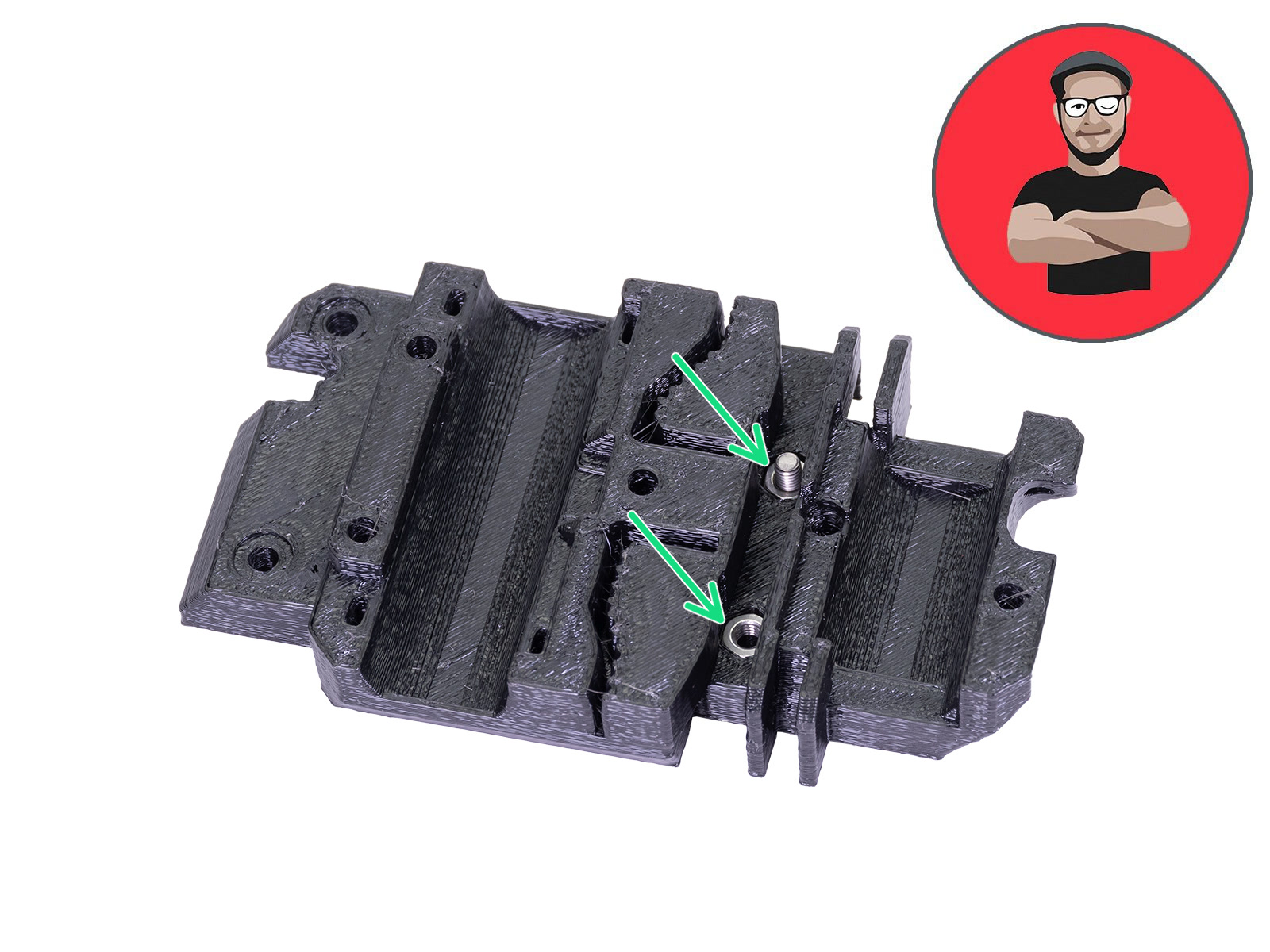
Per questo inserimento del dado USA UNA VITE. È UN ORDINE!!! Seriamente, utilizza una vite per tirare dentro i dadi. Entrambi devono essere posizionati correttamente nel carrello X-carriage.
⬢Prendi entrambi i dadi M3n e spingili dentro lo X-carriage usando le pinze (o una vite), quindi usando una vite dall'altro lato, tirali dentro fino in fondo.
⬢Non dimenticare di rimuovere la vite.
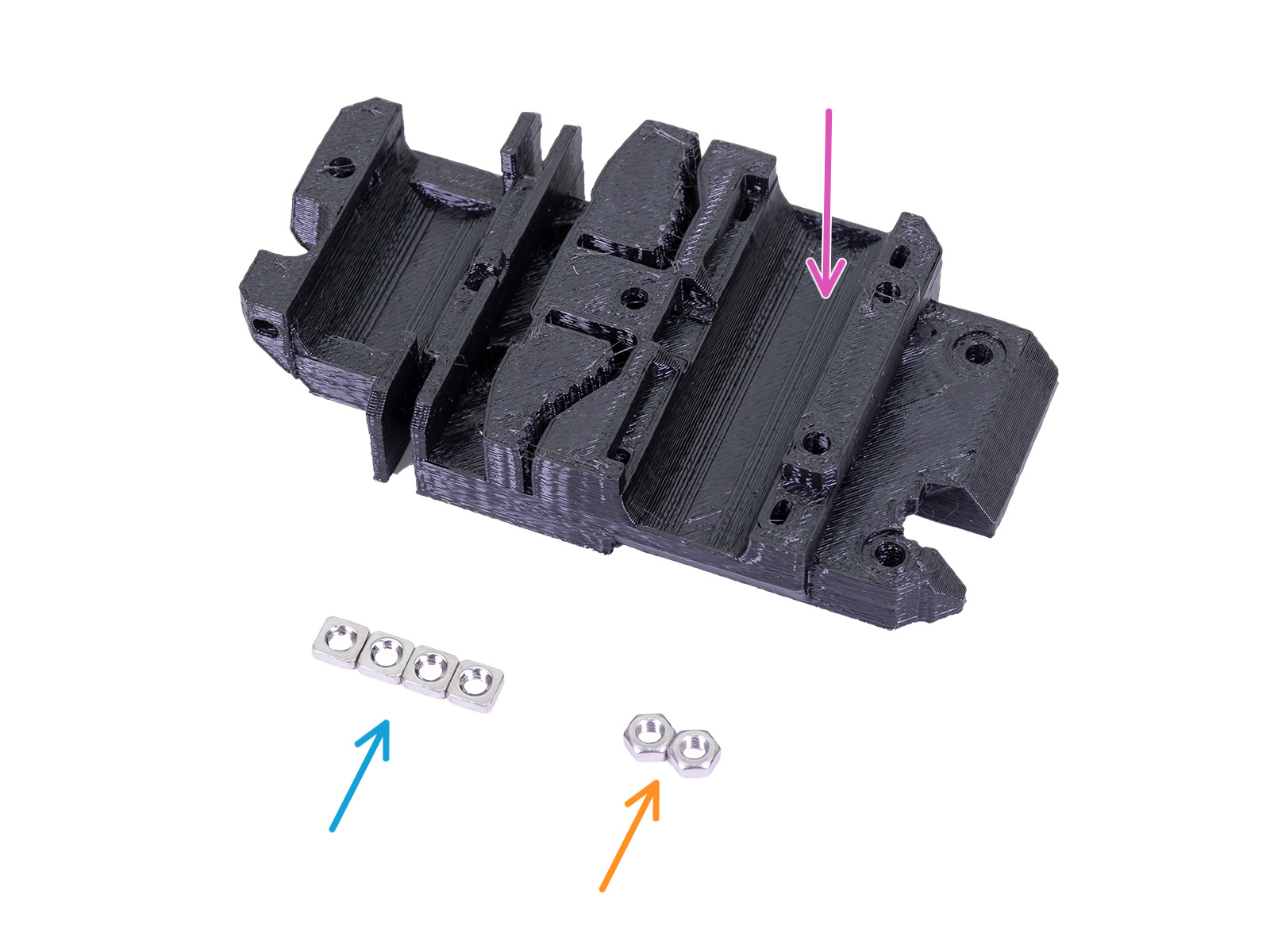
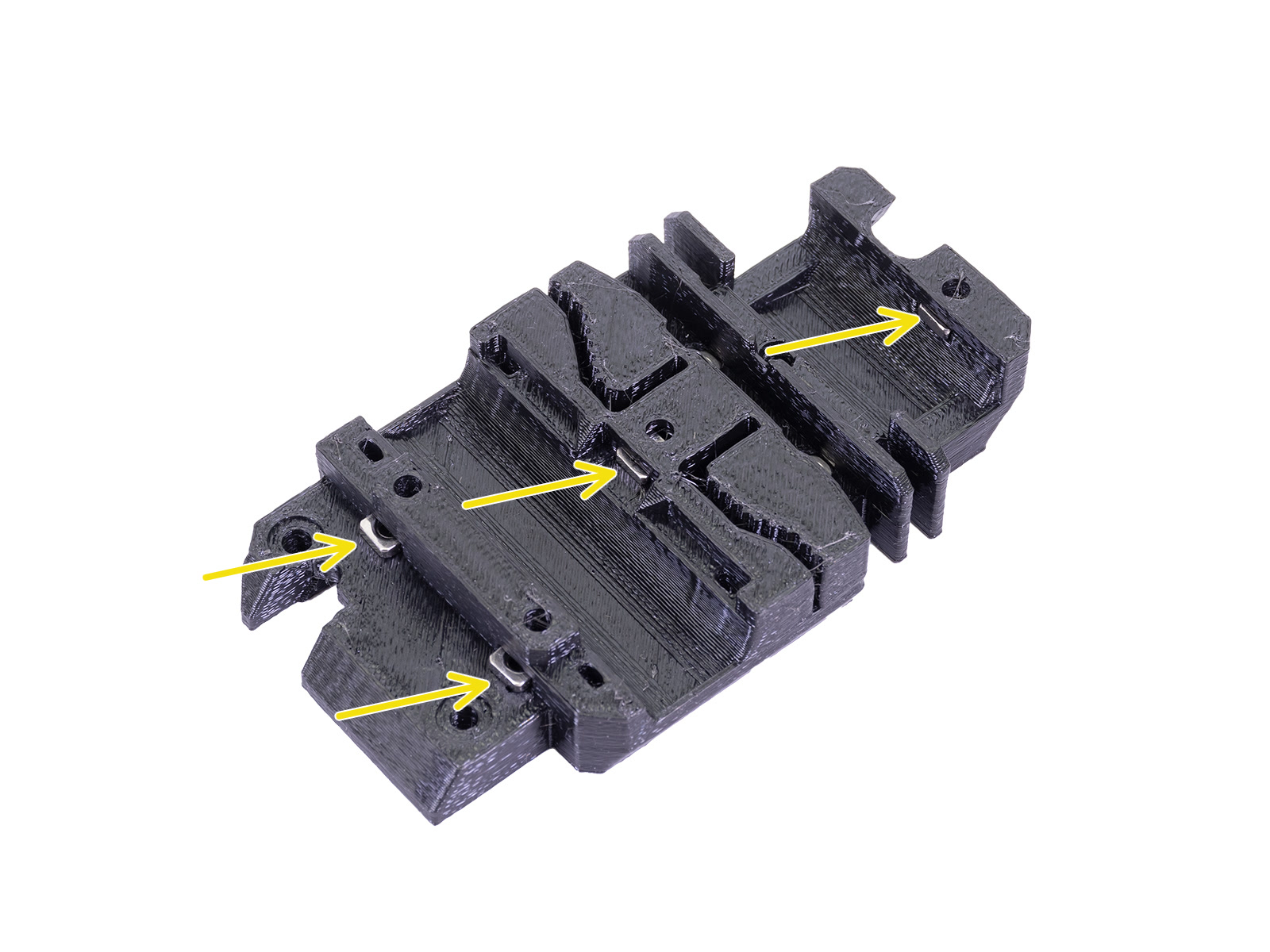
⬢Prendi tutti e quattro i dadi M3nS e inseriscili. Accertati del corretto allineamento usando una chiave a brugola.
D'ora in avanti, ricordati che i dadi sono dentro, evita di ruotare lo X-carriage "a testa in giù" o i dadi cadranno.
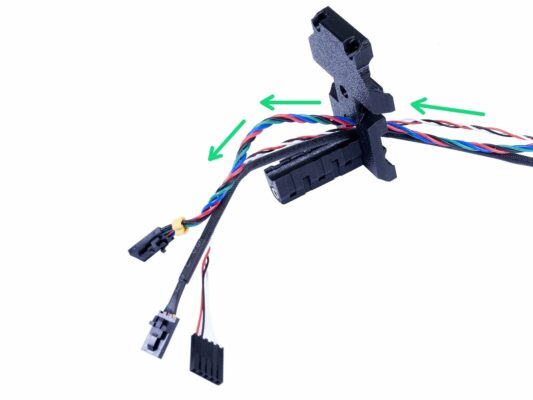
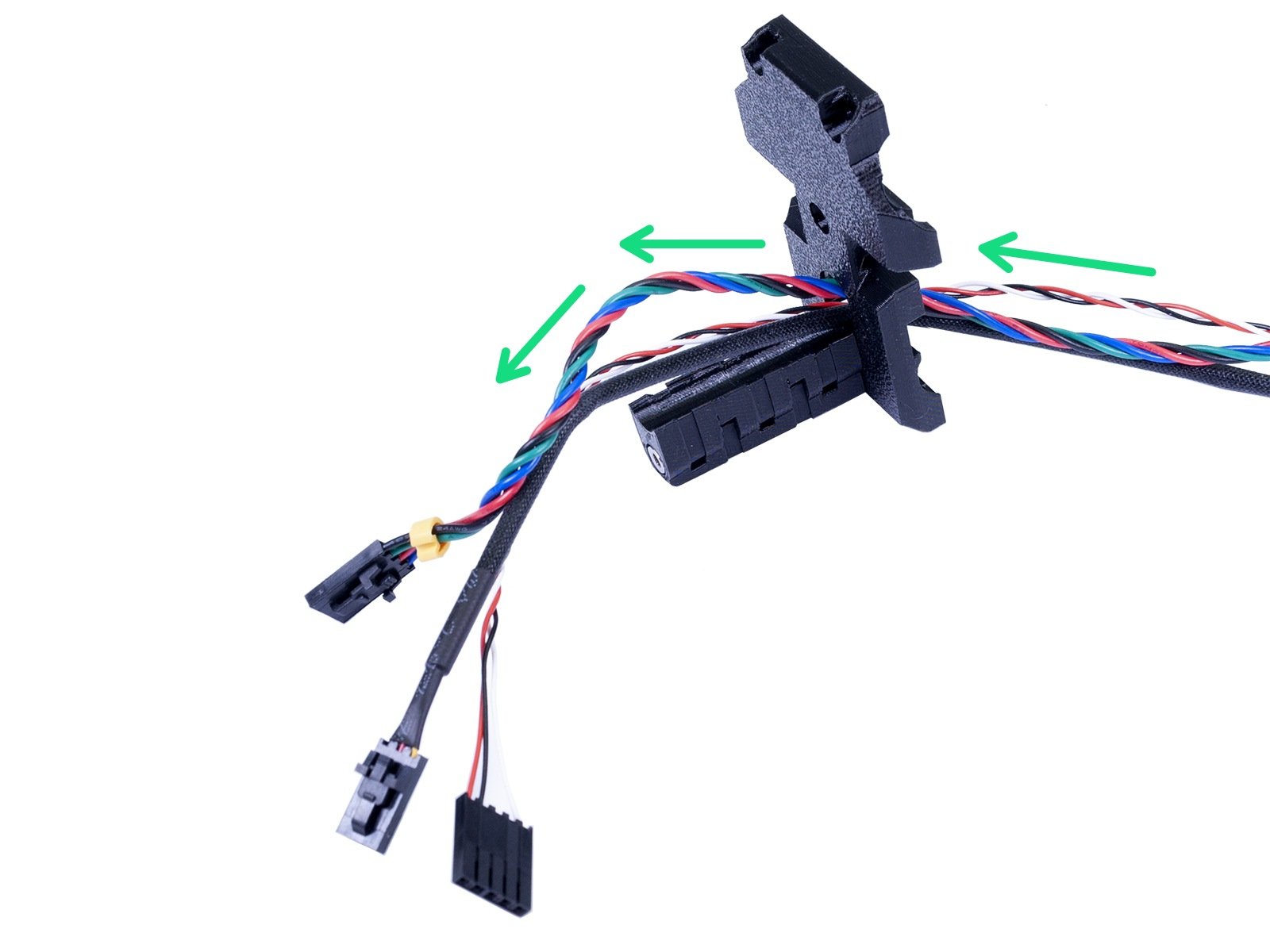
Seguire l'ordinamento dei cavi è CRUCIALE affinché l'estrusore FUNZIONI CORRETTAMENTE! Leggi attentamente le istruzioni.
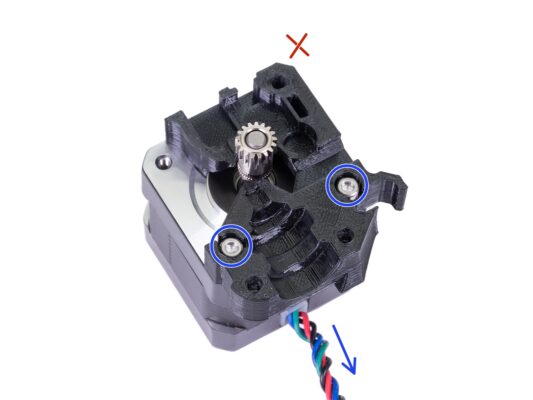
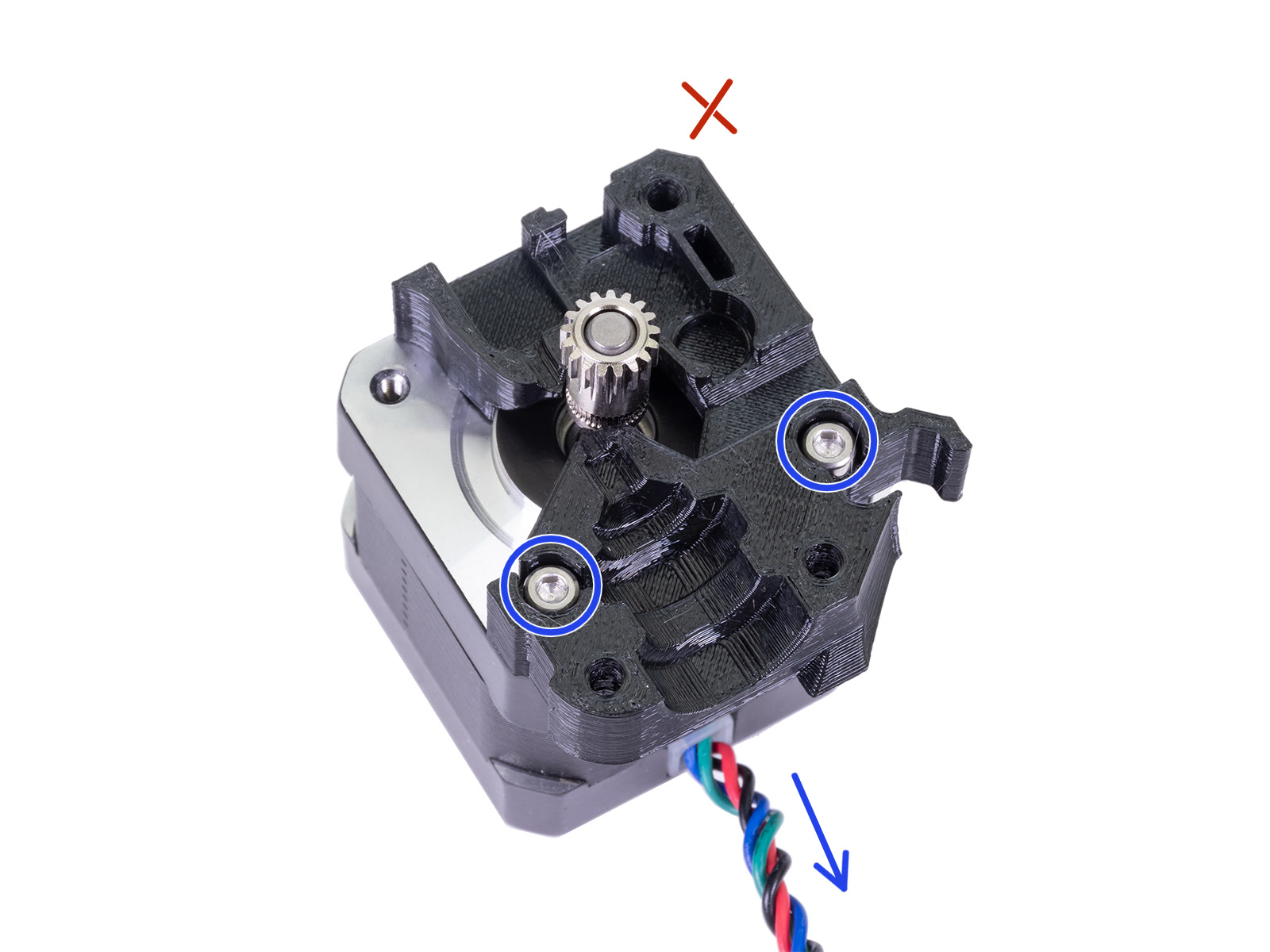
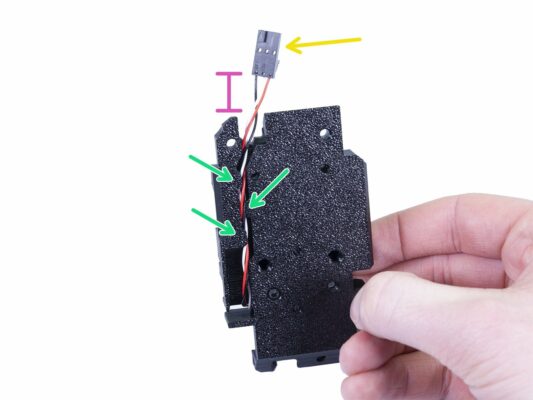
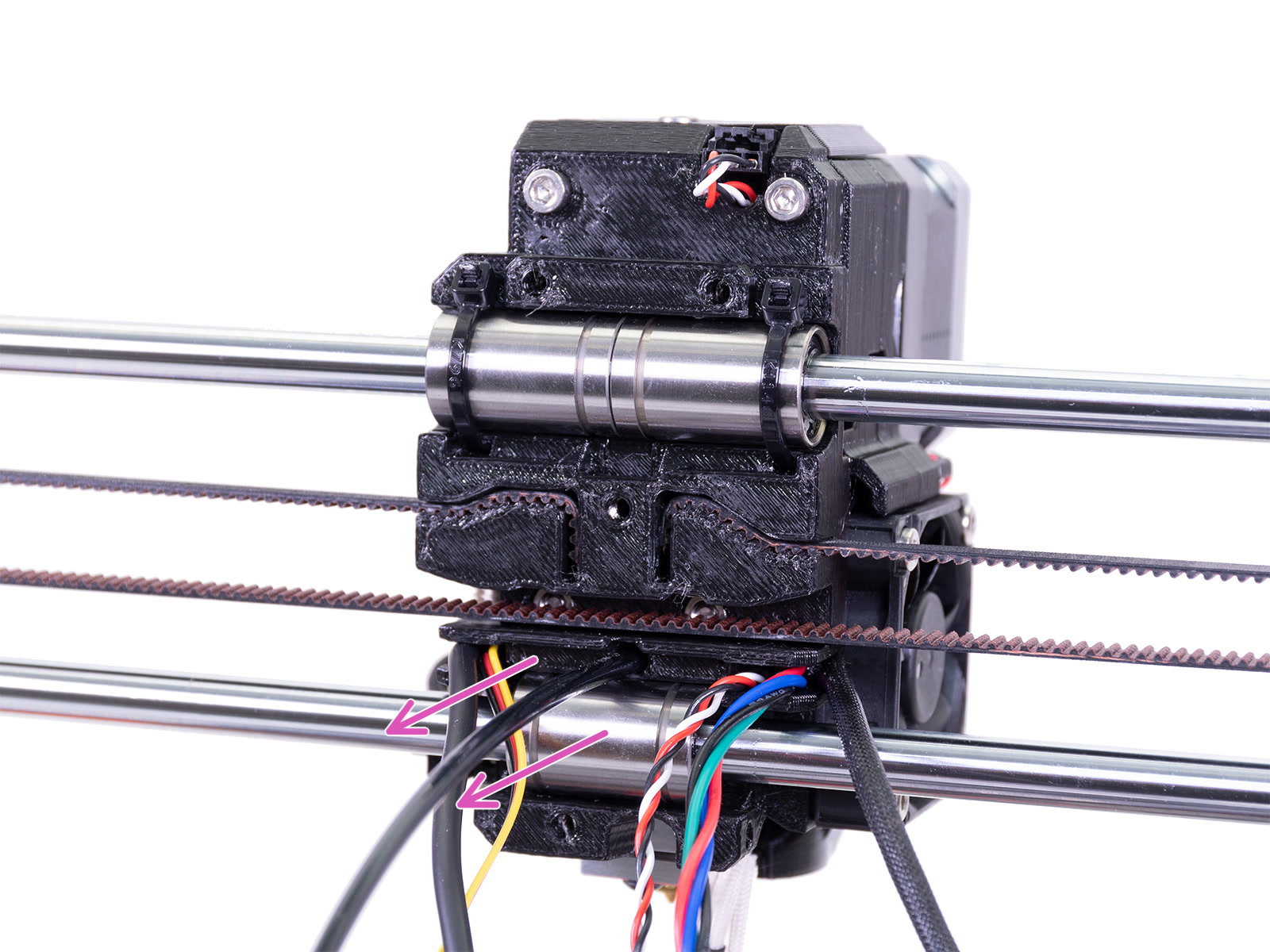
⬢Inizia facendo un piccolo occhiello proprio sotto il motore dell'estrusore. Lascia circa 2-3 cm di gioco (0.8 - 1.2 pollici) Questo torna utile in un futuro disassemblaggio.
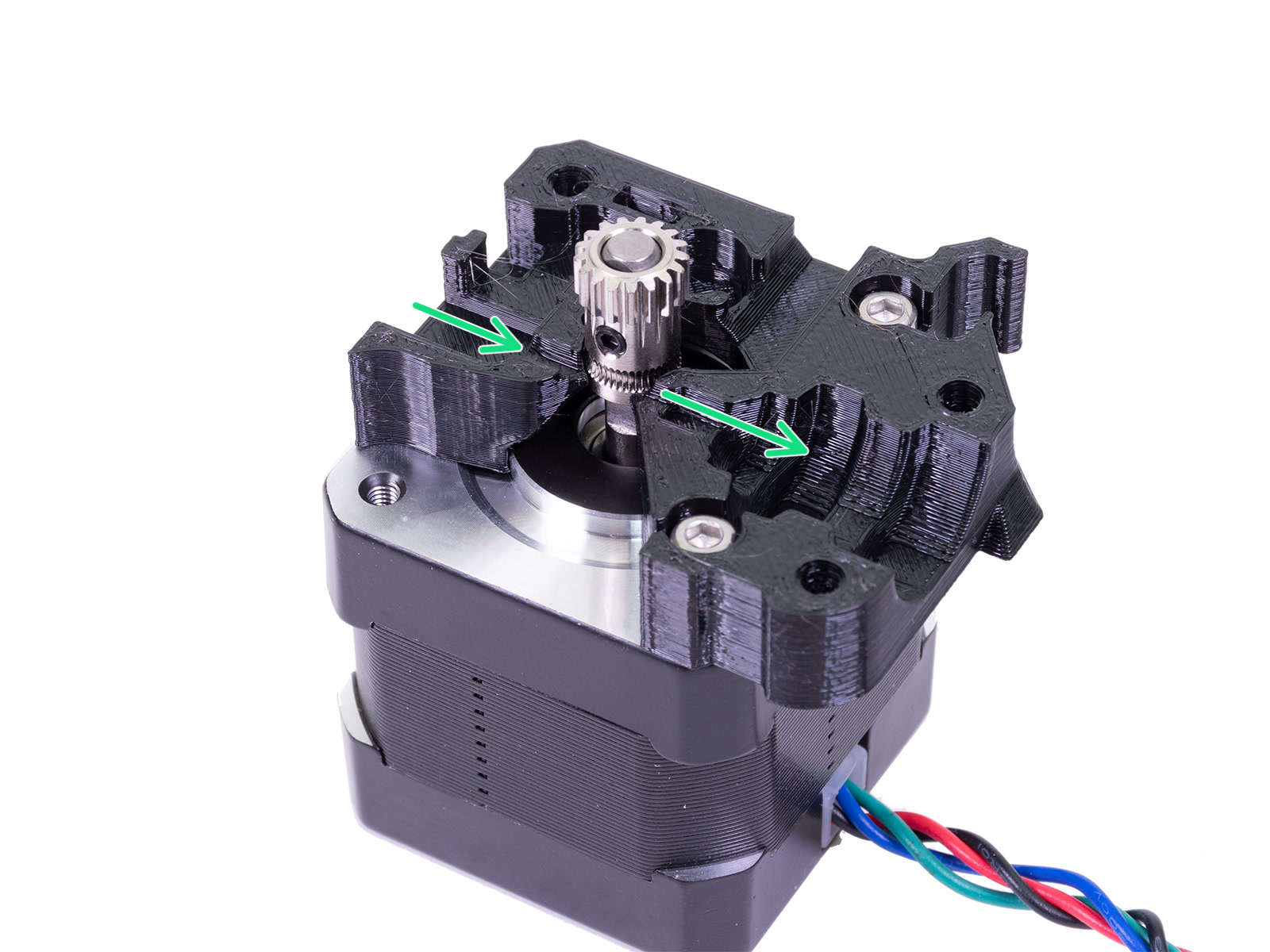
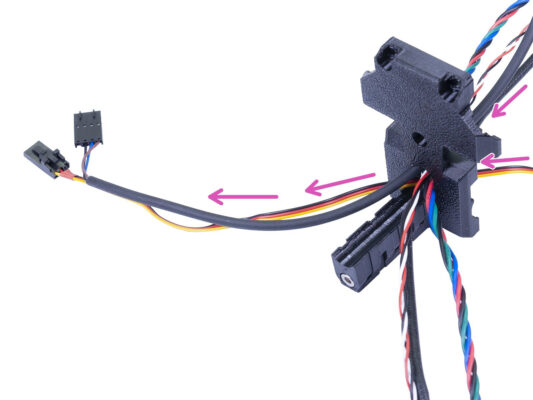
⬢Quindi conduci il cavo nel "canale" fino alla parte posteriore.
⬢Piega leggermente il cavo verso il basso per conformarlo attorno al bordo.
Inoltre, prepara il carrello X-carriage, entrambe le viti M3x10 (se non le hai già usate) e la chiave a brugola più lunga con la testa tonda, ti servirà.
Seguire l'ordinamento dei cavi è CRUCIALE affinché l'estrusore FUNZIONI CORRETTAMENTE! Leggi attentamente le istruzioni.
Prima di assemblare lo X-carriage, verifica che i dadi nel corpo dell'estrusore siano ancora in posizione. Talvolta il dado superiore fuoriesce.
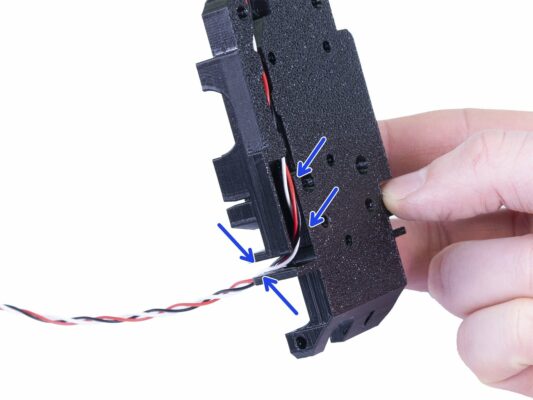
⬢Prendi il carrello X-carriage e posizionalo sul retro del gruppo estrusore come mostrato in immagine.
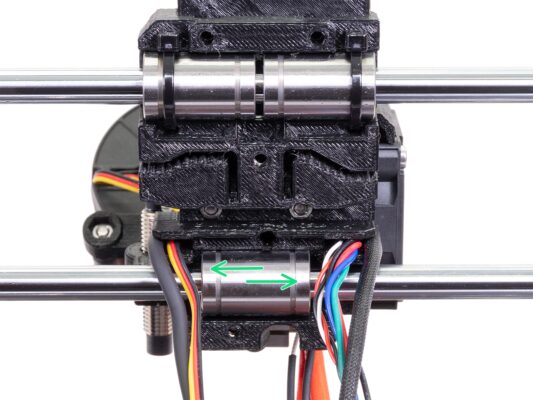
⬢Accertati che il cavo del motore segua il canale sia nell'Extruder-body che nel carrello X-carriage. Nel carrello X-carriage il cavo del motore seguirà lo stesso percorso del cavo del sensore IR.
⬢ACCERTATI CHE NESSUN FILO VENGA SCHIACCIATO! Quindi usa la vite M3x10 e la chiave a brugola con la testa tonda per collegare insieme le due parti. Se stai inserendo la vite in questo momento, all'inizio sarà leggermente inclinata, ma si "raddrizzerà" dopo pochi giri. Non stringere completamente la vite, dobbiamo regolare il cavo del sensore IR.
⬢Ruota l'estrusore dall'altro lato e se necessario inserisci la seconda vite M3x10. Non stringere la vite, bisogna regolare il cavo del IR-sensor.
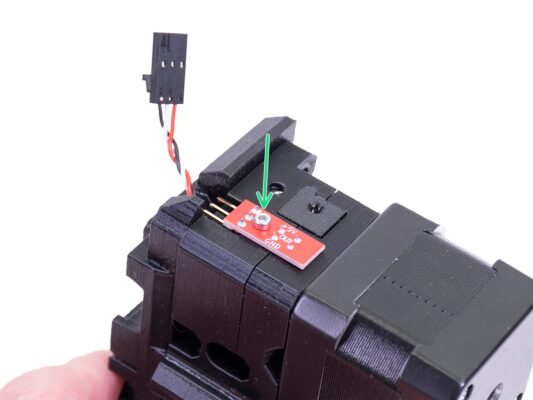
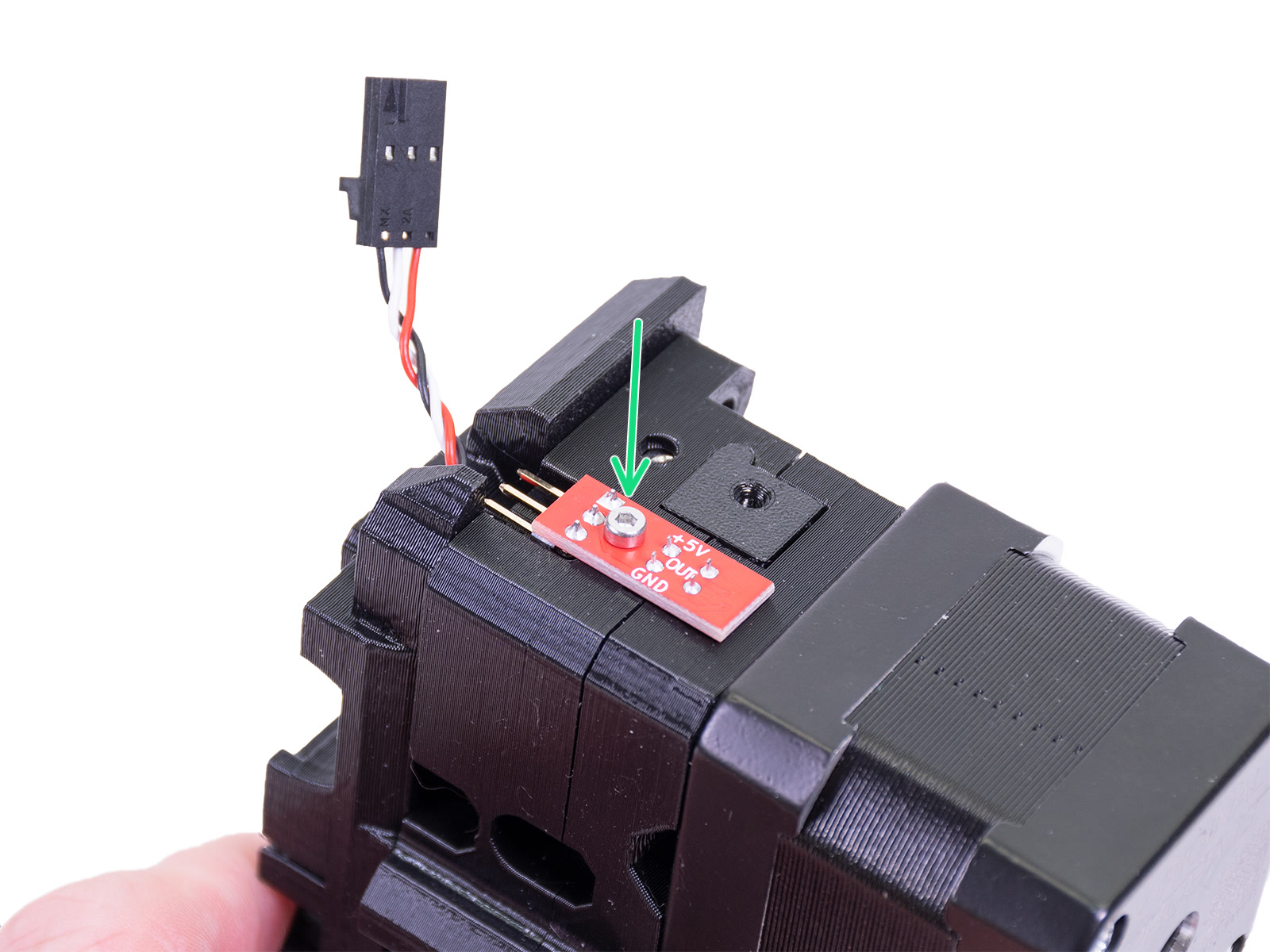
⬢Posiziona l'IR-sensor in cima al Extruder-body e fissalo con la vite M2x8. Assicurati che la parte di plastica nera "a forma di U" sia rivolta verso il basso.
Stringi le viti M2x8. Il sensore non dovrebbe essere in grado di muoversi. Ma presta attenzione perché la piastra elettrica non è indistruttibile ;)
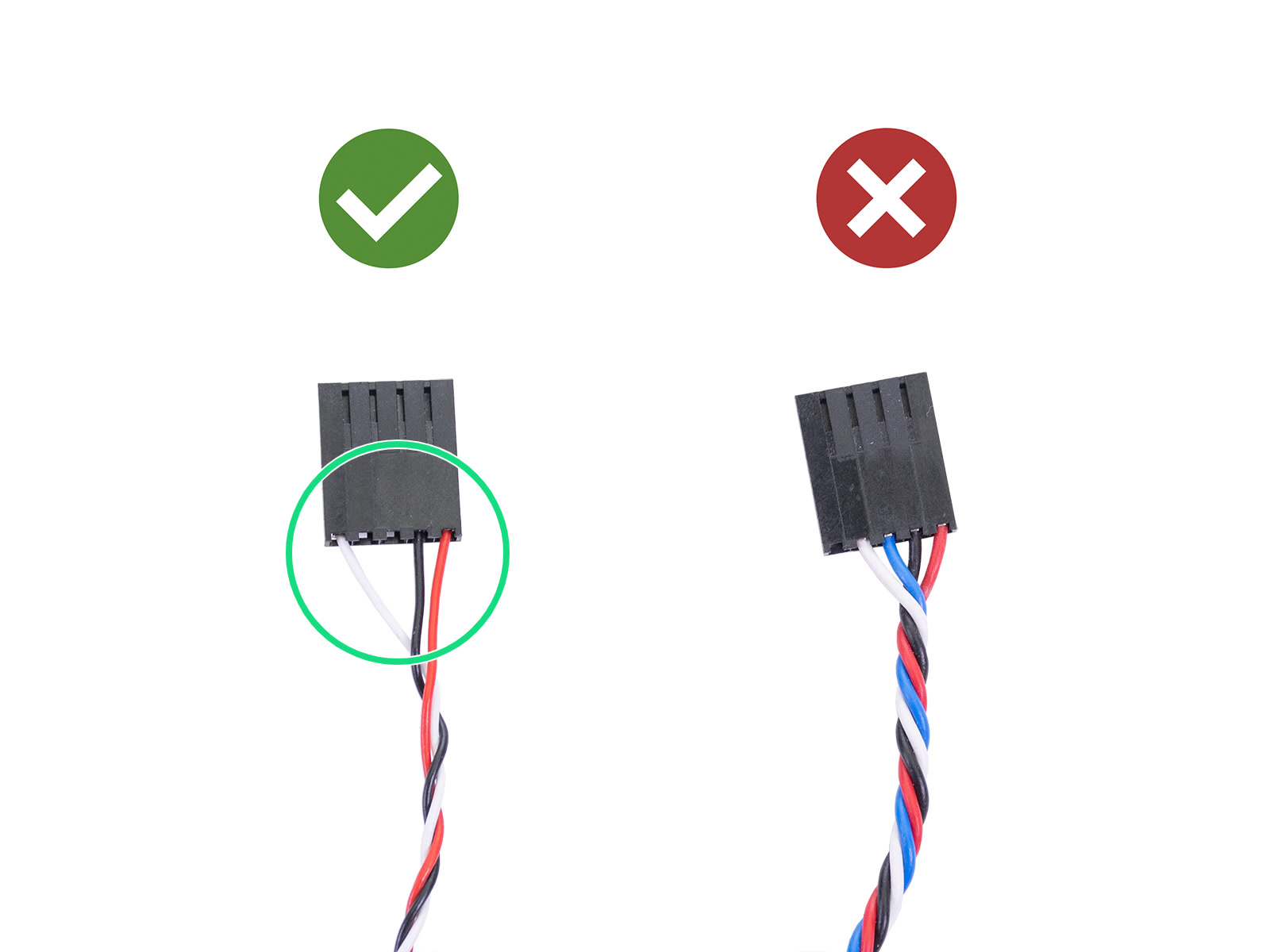
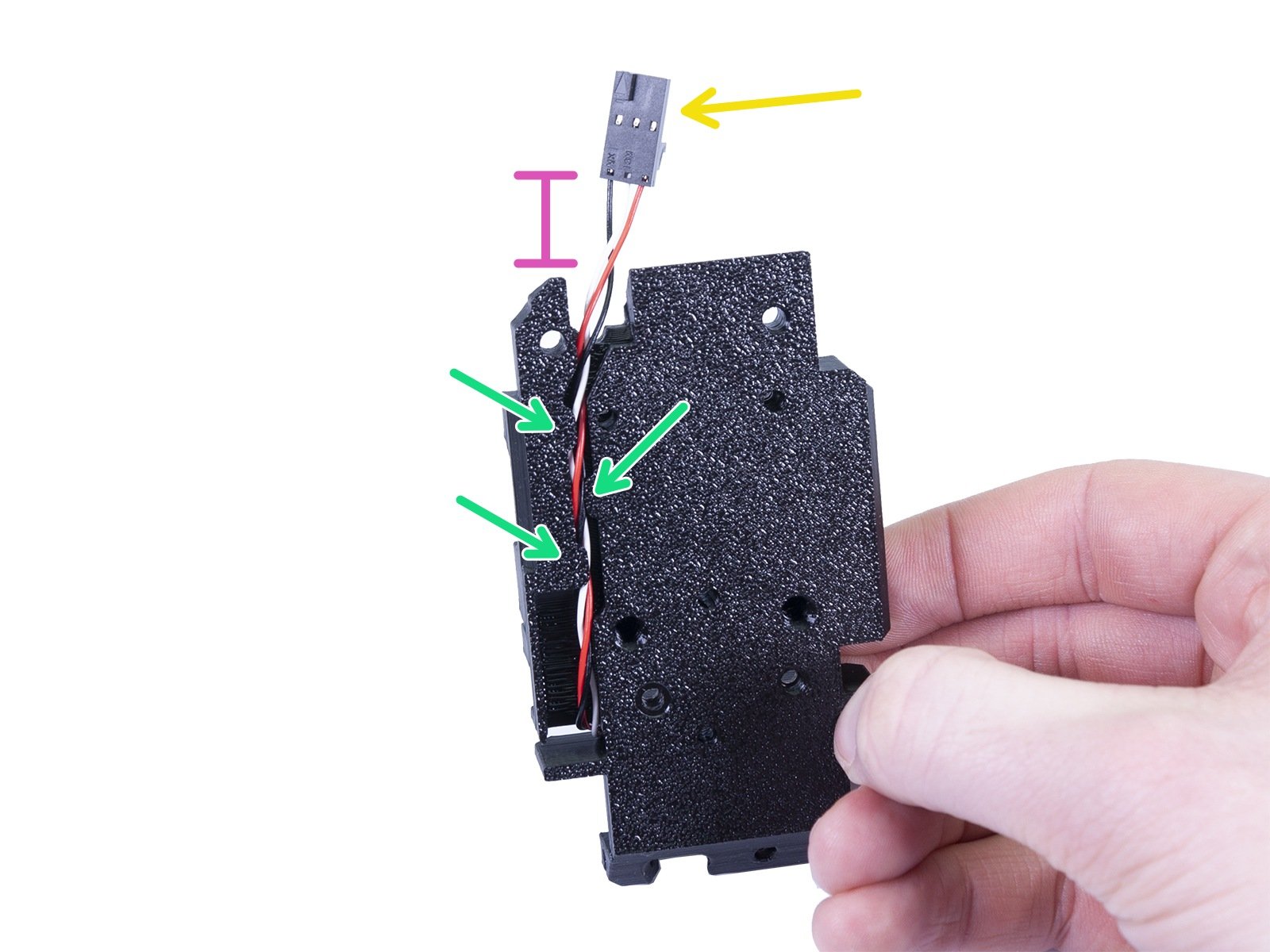
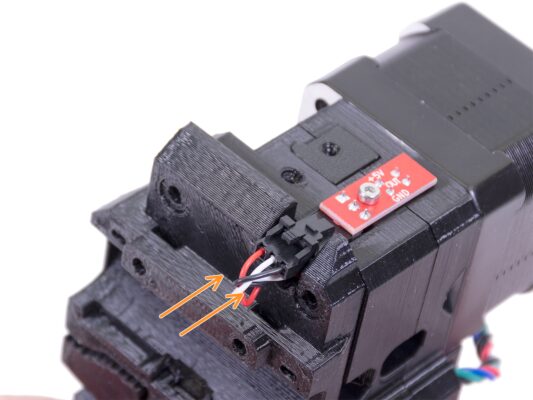
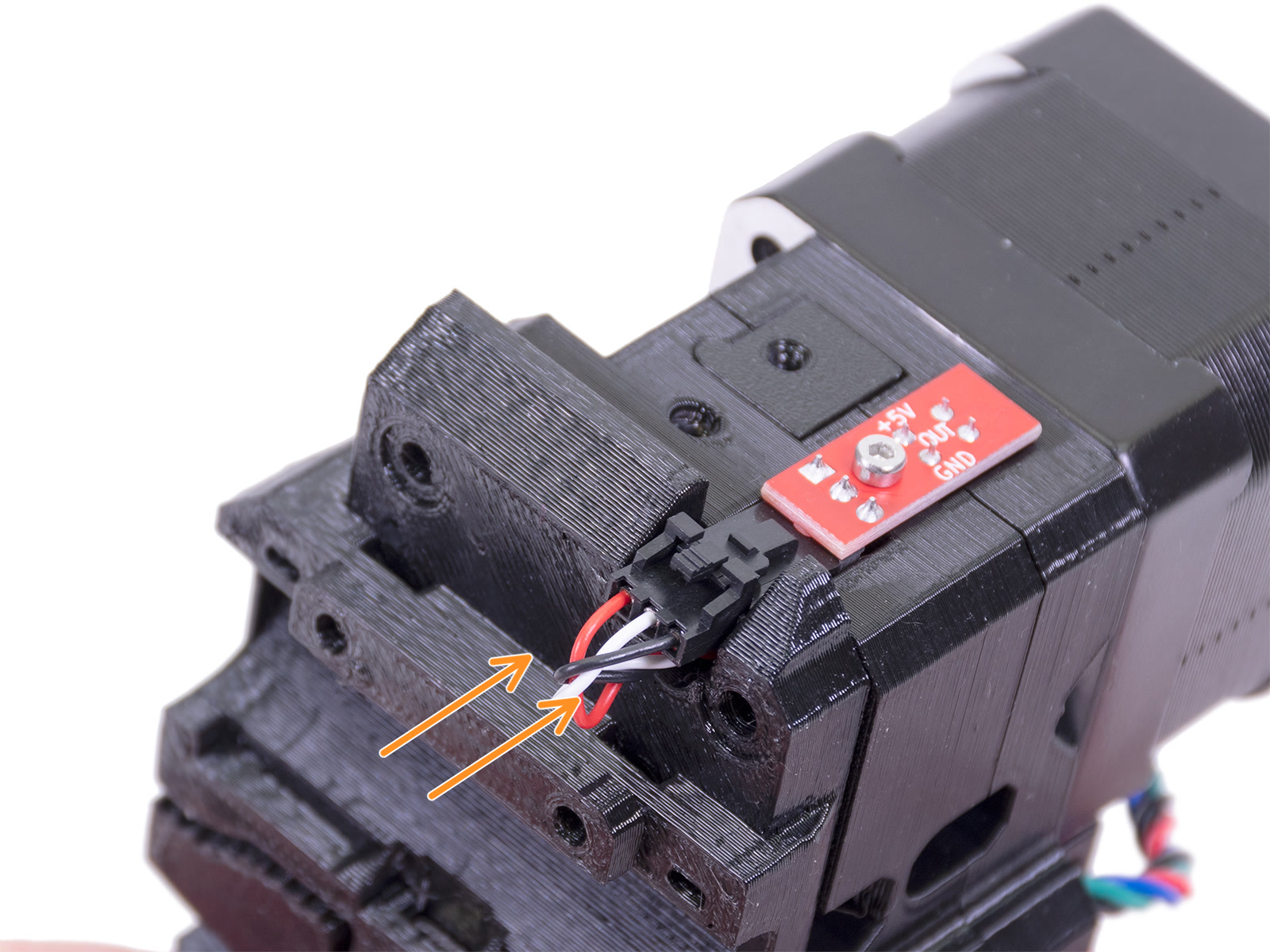
⬢Connetti il cavo, fai attenzione al corretto orientamento del connettore e dei fili.
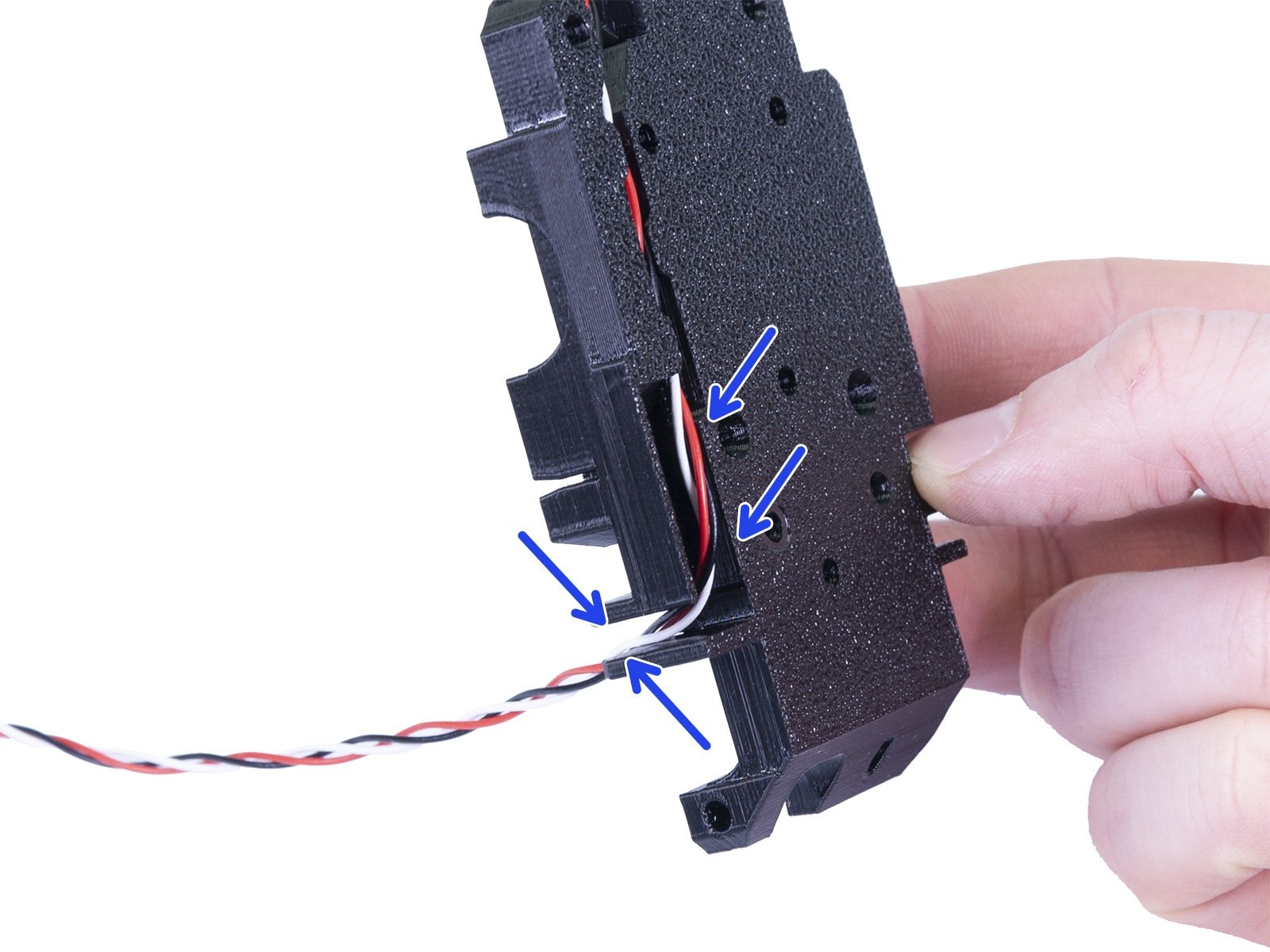
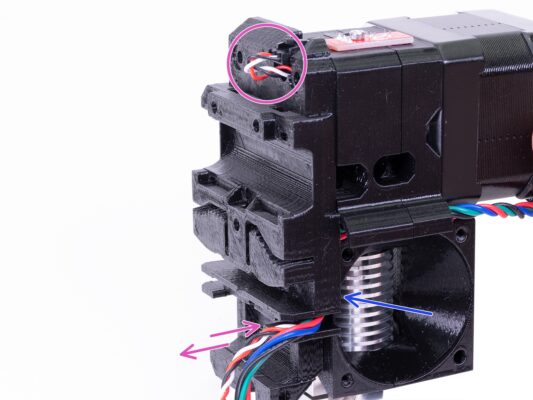
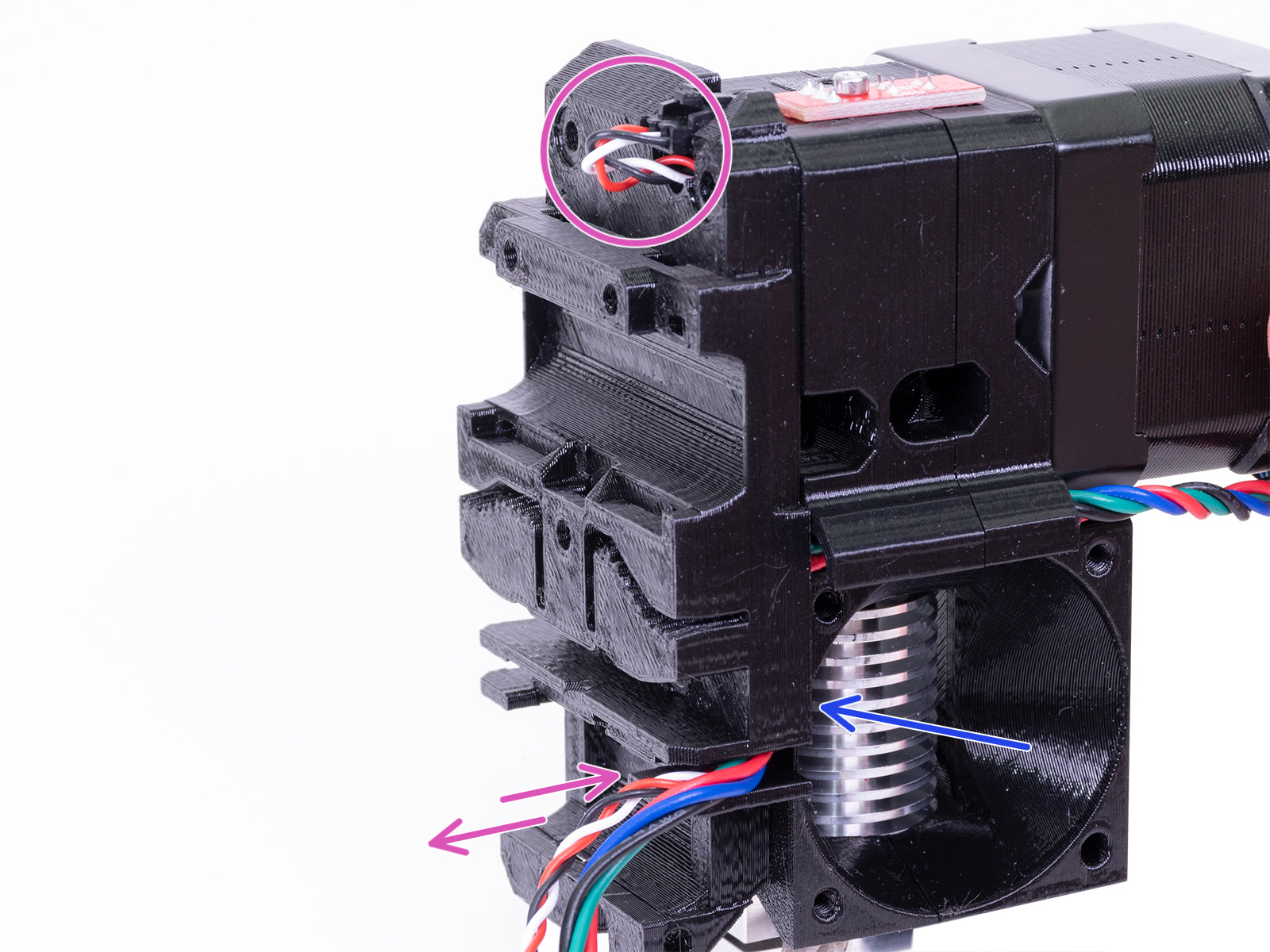
⬢Lascia un po' di gioco dietro al sensore come si vede nell'immagine. Non fare un occhiello troppo grande perché potrebbe interferire con la cornice. Se necessario, regola la lunghezza tirando/spingendo delicatamente il cavo.
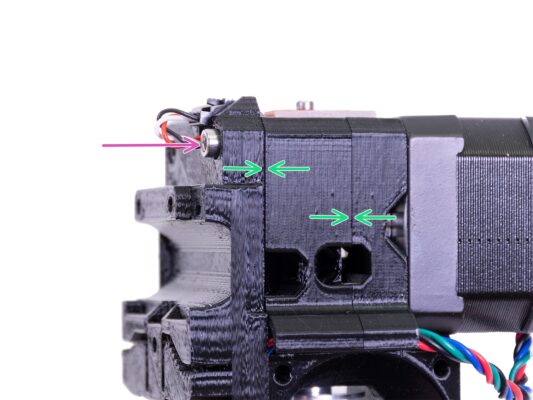
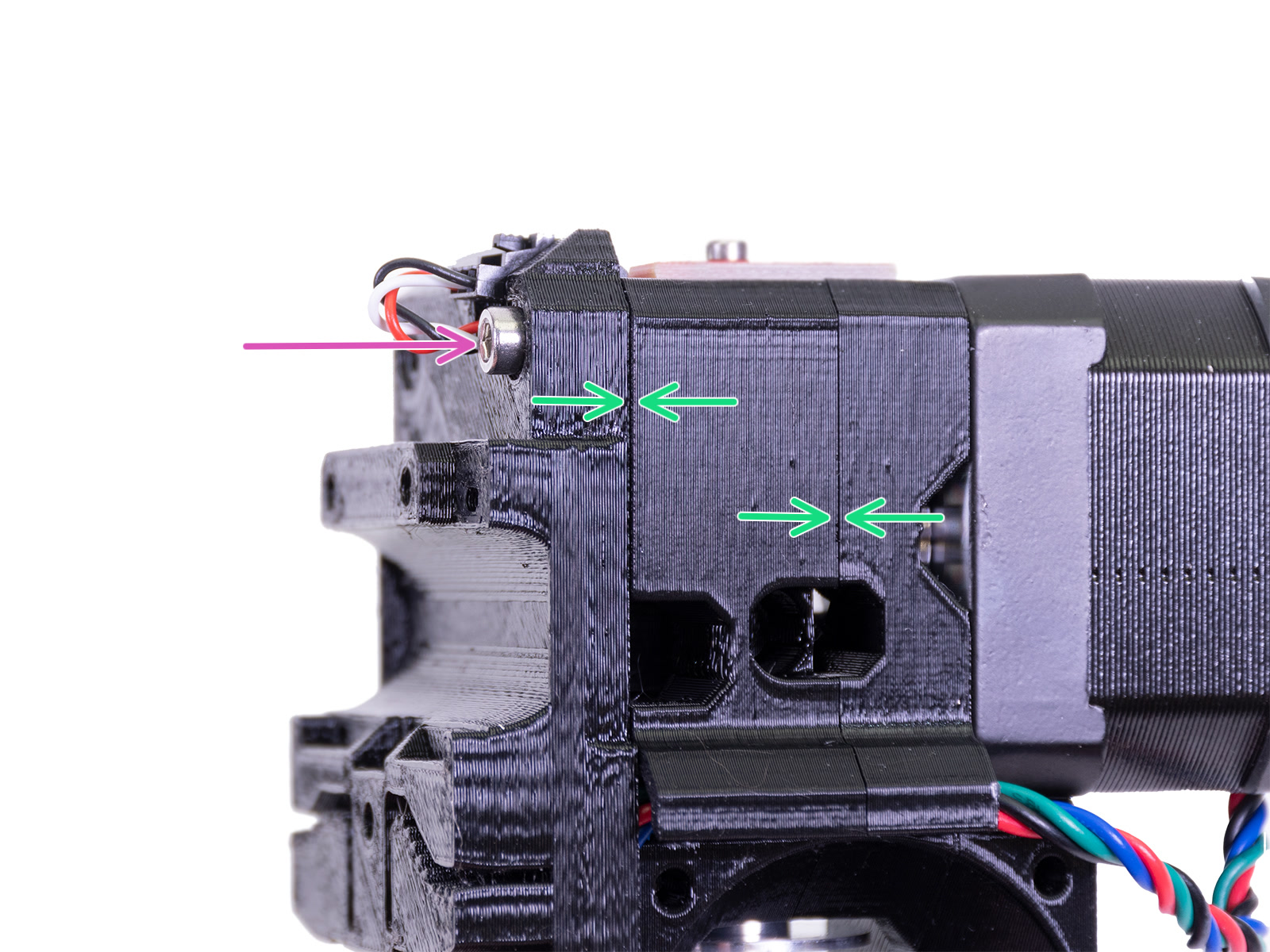
⬢Pronto? Ok, controlla ancora una volta che nessun cavo sia schiacciato e stringi entrambe le viti M3x10 installate prima.
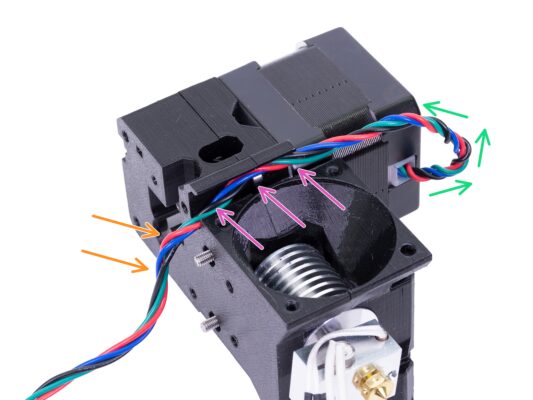
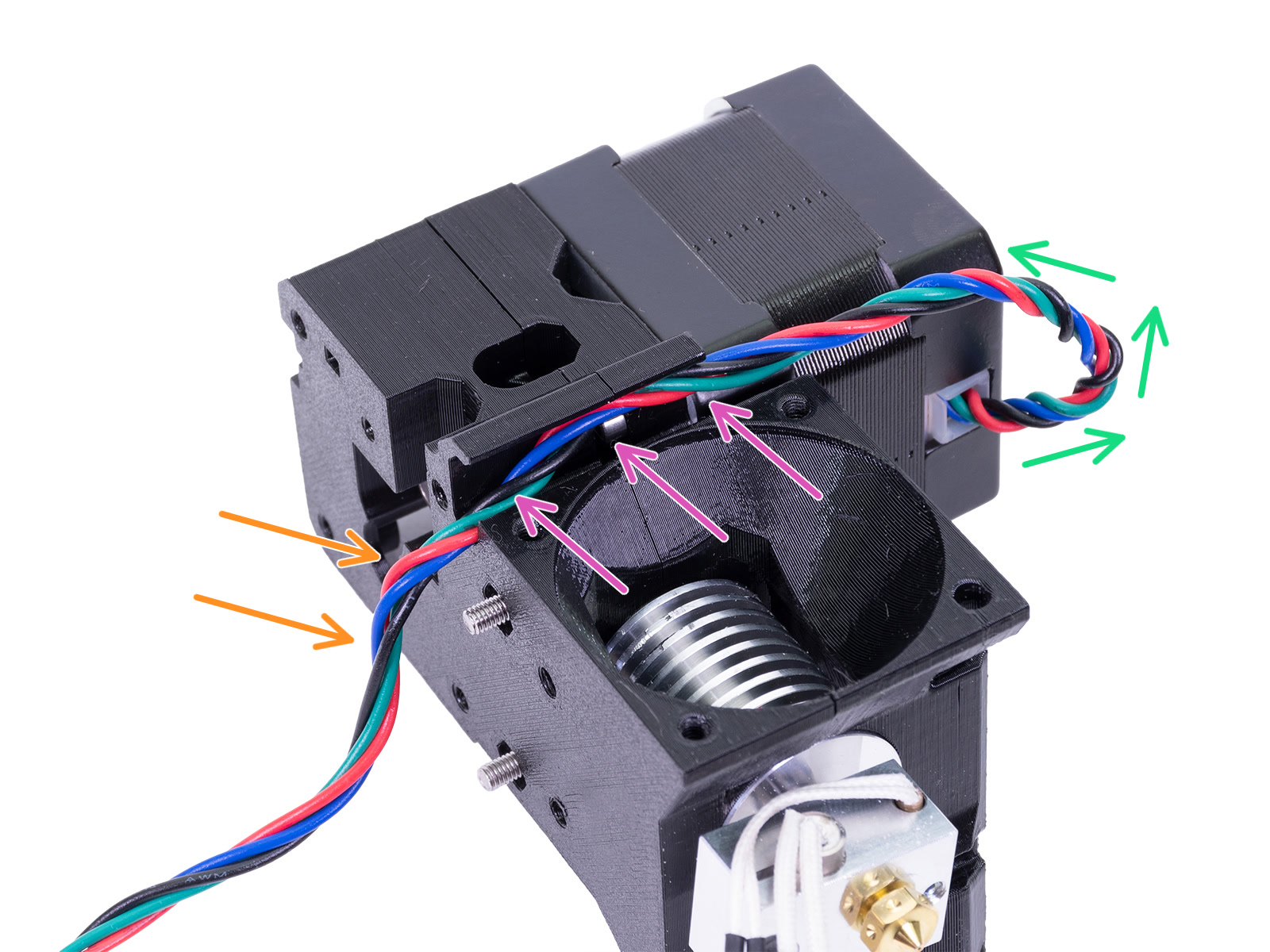
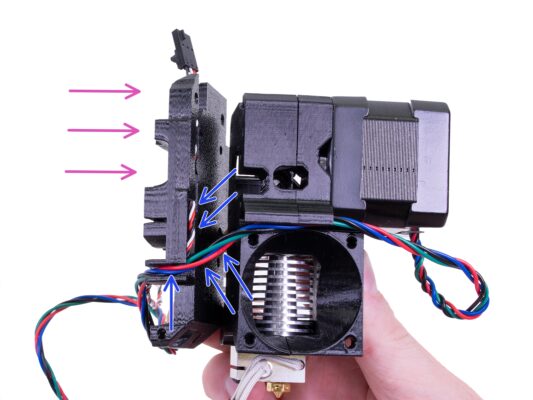
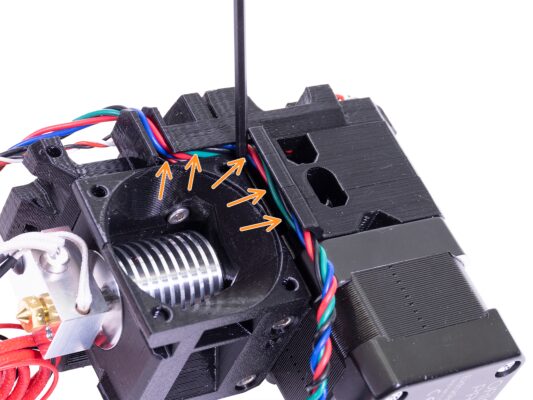
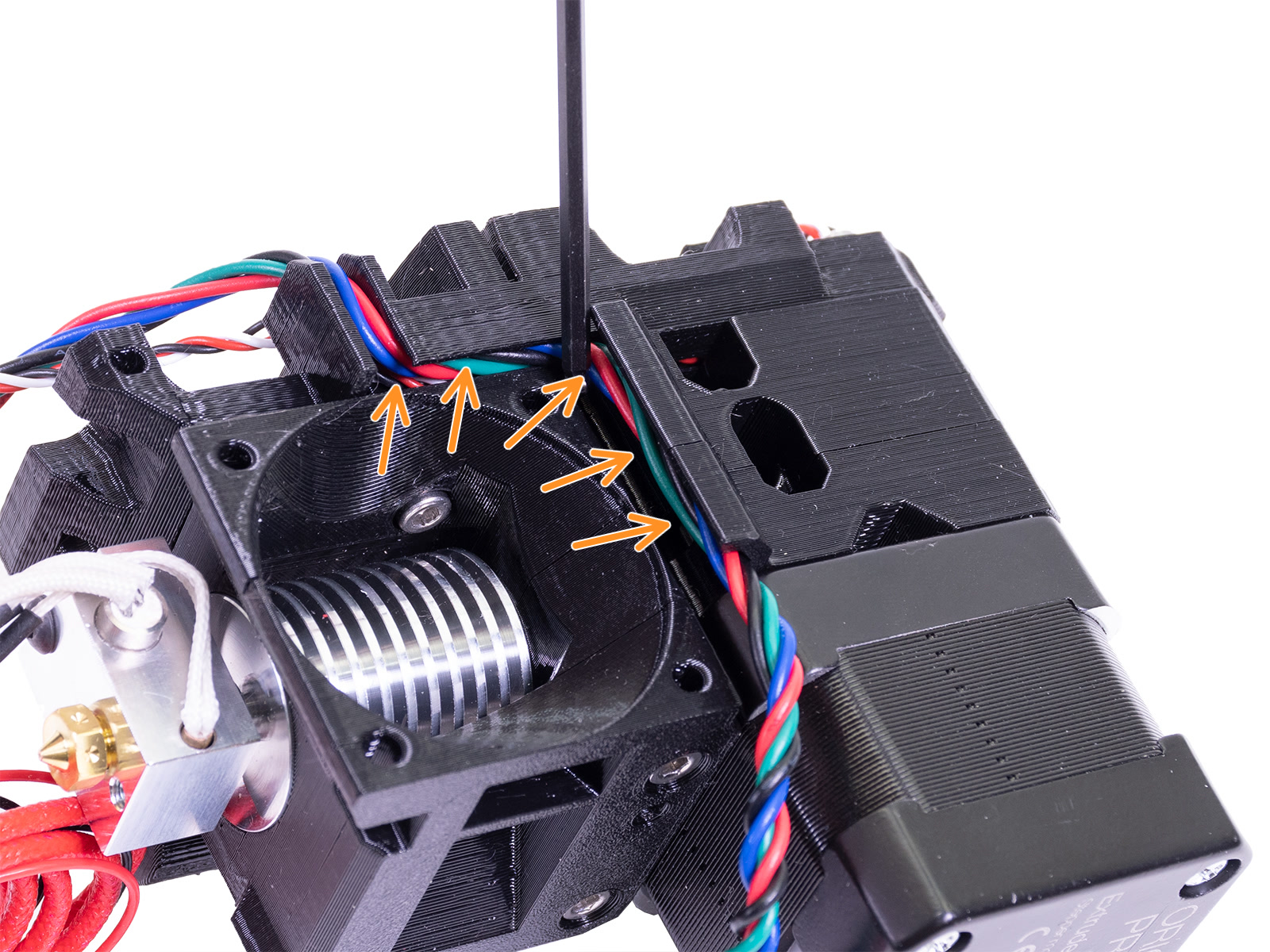
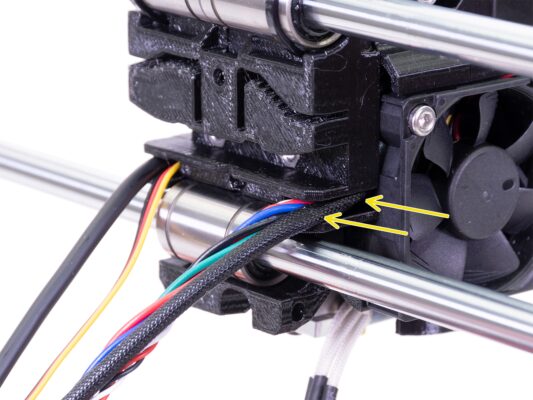
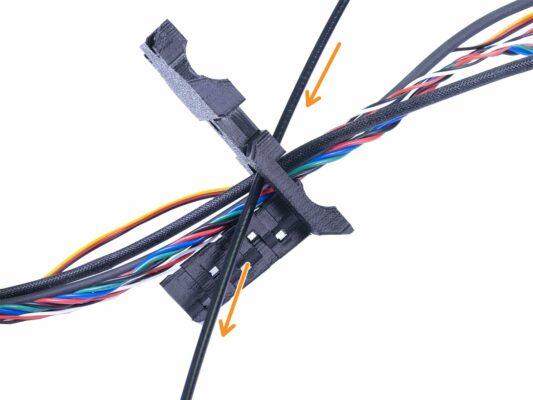
⬢Prima di andare al prossimo passo, prendi una chiave a brugola e SPINGI DELICATAMENTE il cavo del motore nel canale per creare lo spazio per il cavo della ventola.
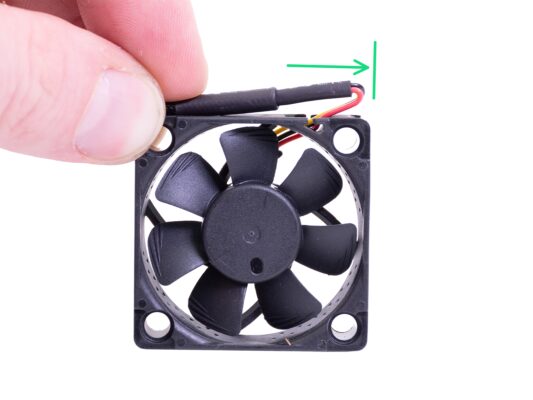
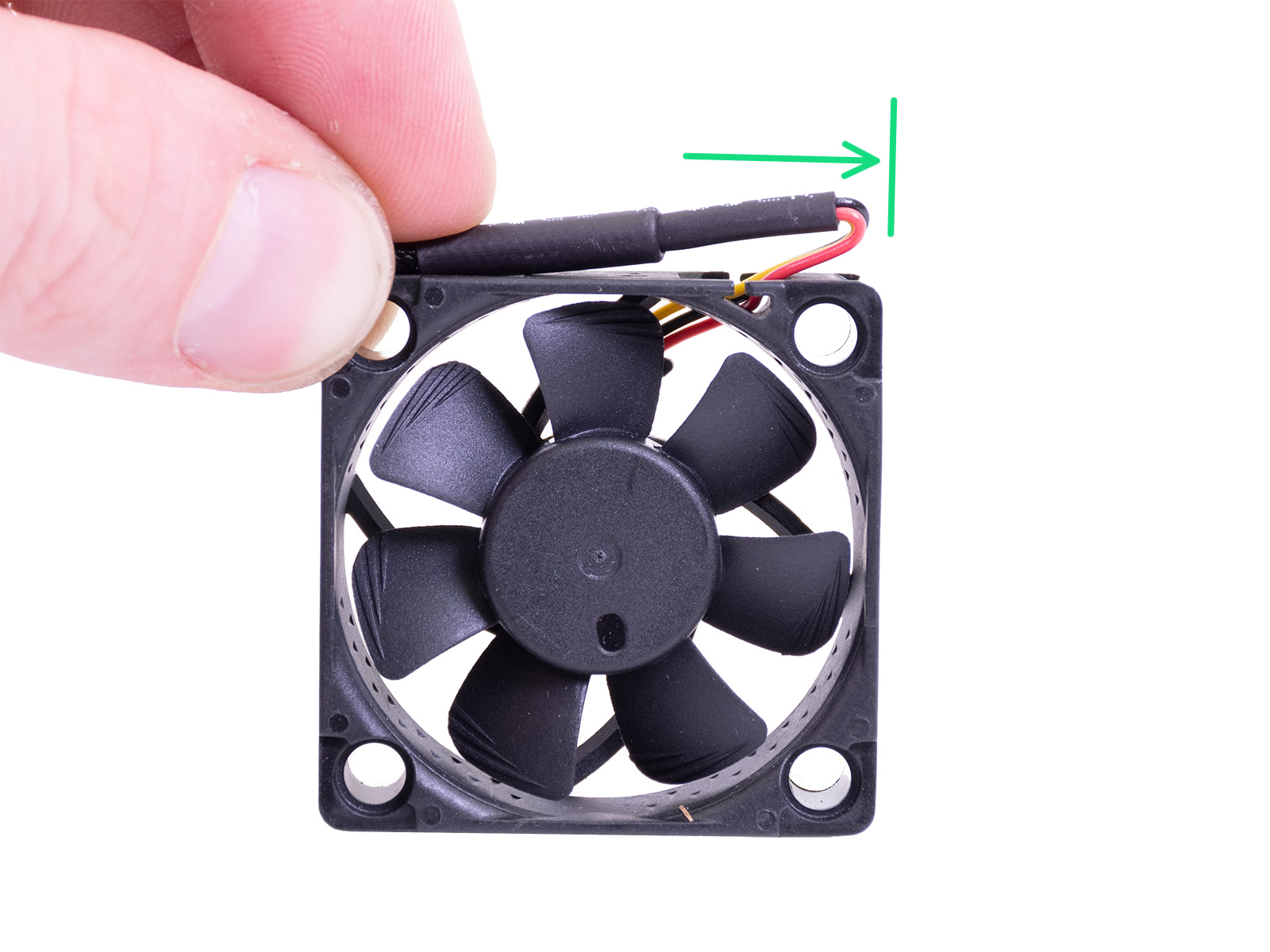
La ventola ha due lati. Su un lato è presente un adesivo. Assicurati che questo lato con l'adesivo sia rivolto verso l'estrusore.
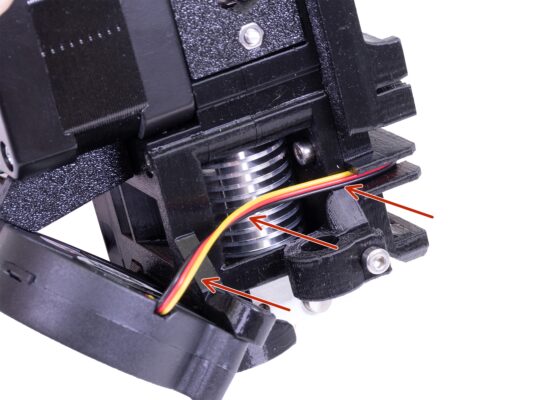
⬢Prima, crea un occhiello sul cavo. Assicurati che il copricavo nero sia vicino al bordo della ventola. Vedi l'immagine.
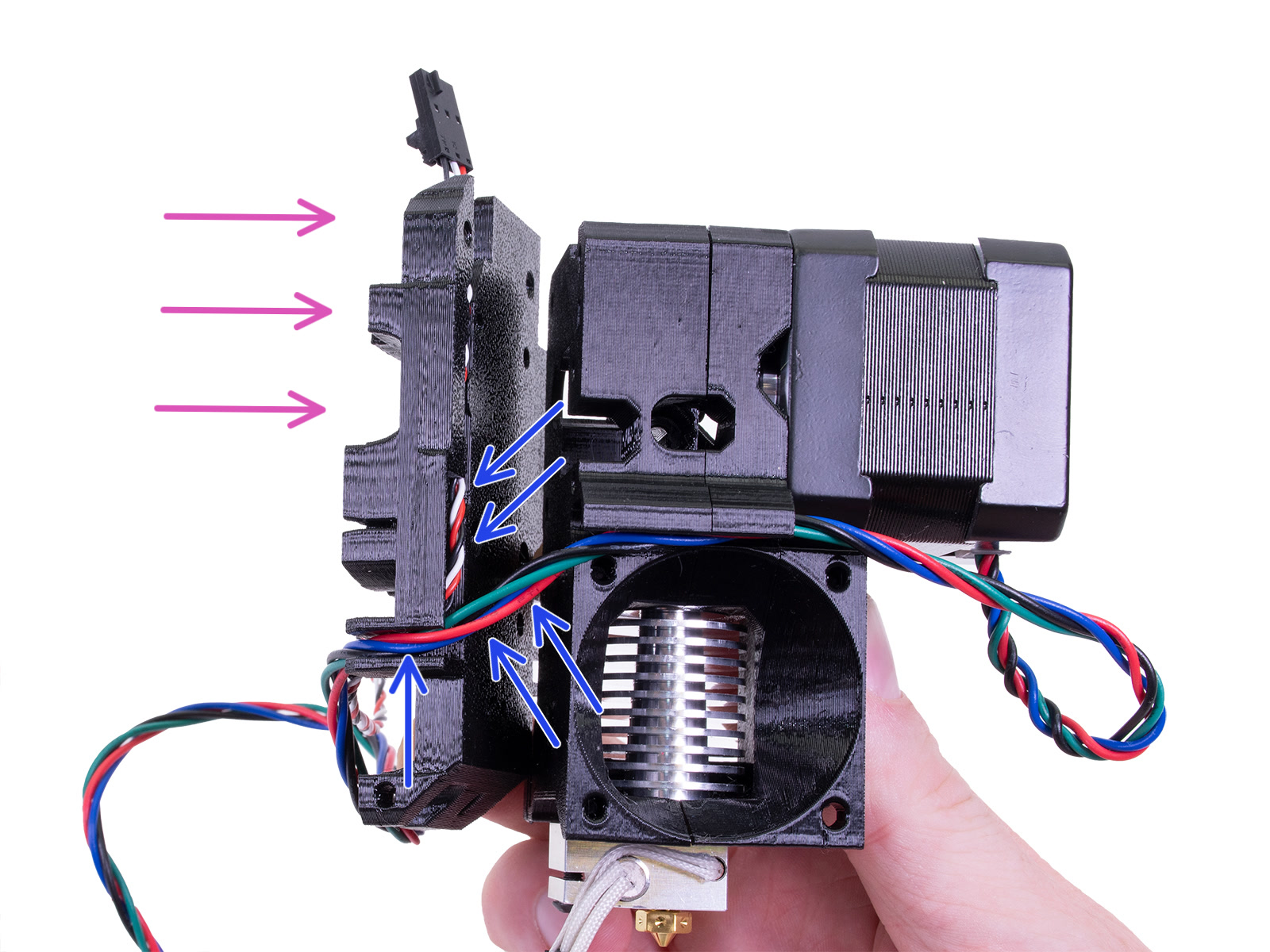
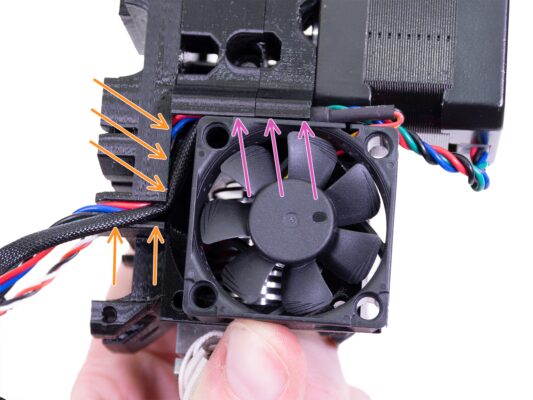
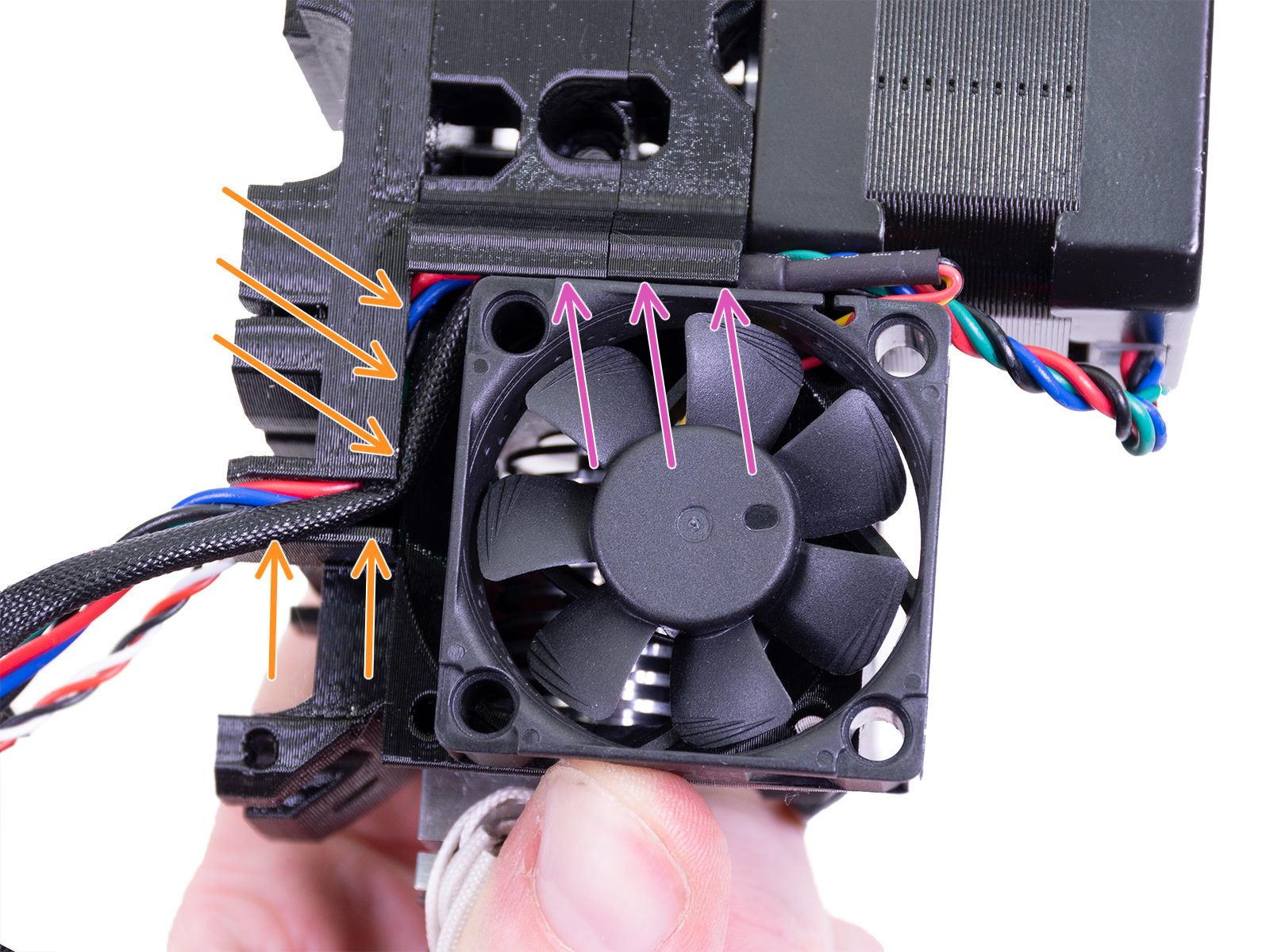
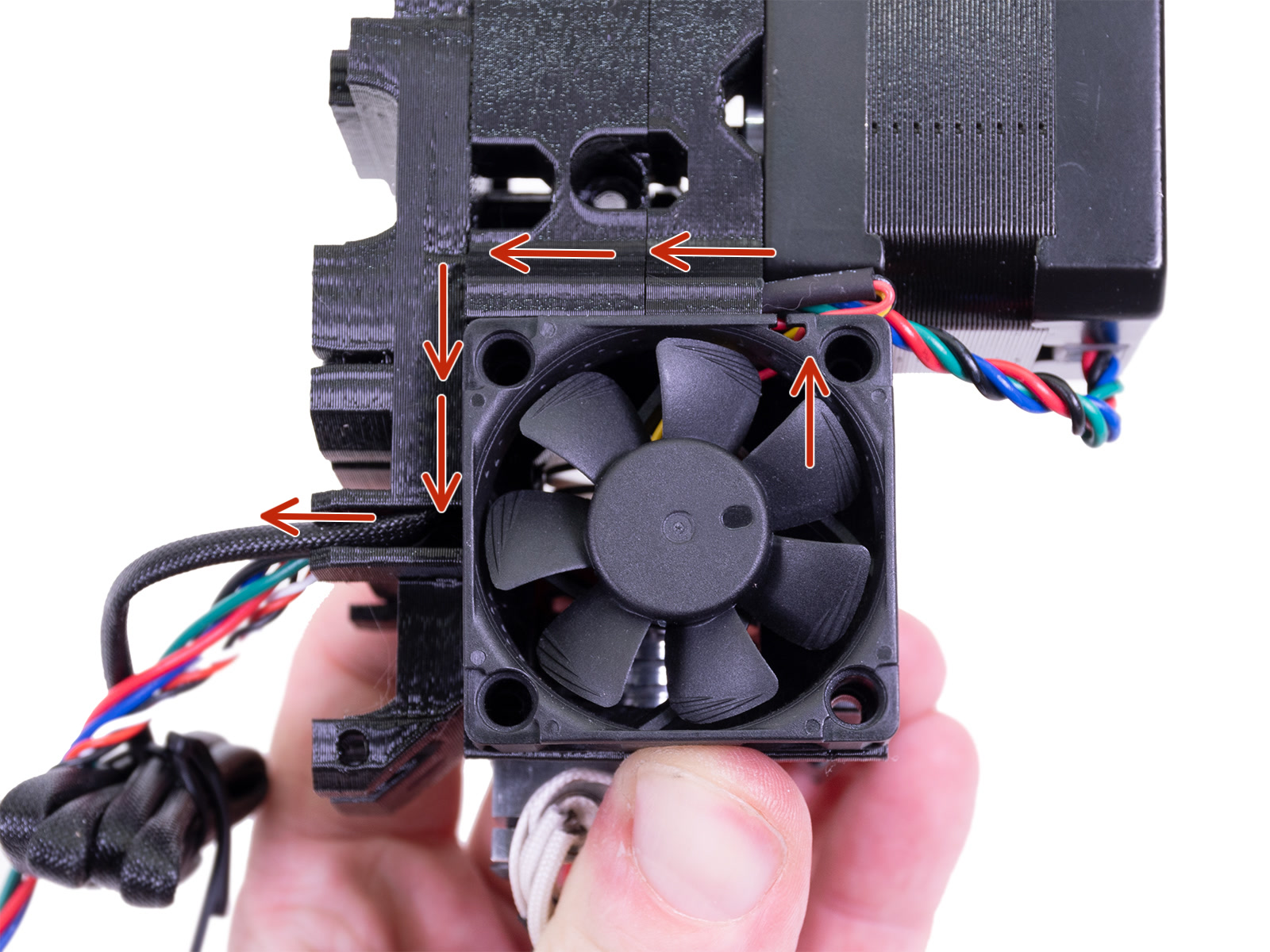
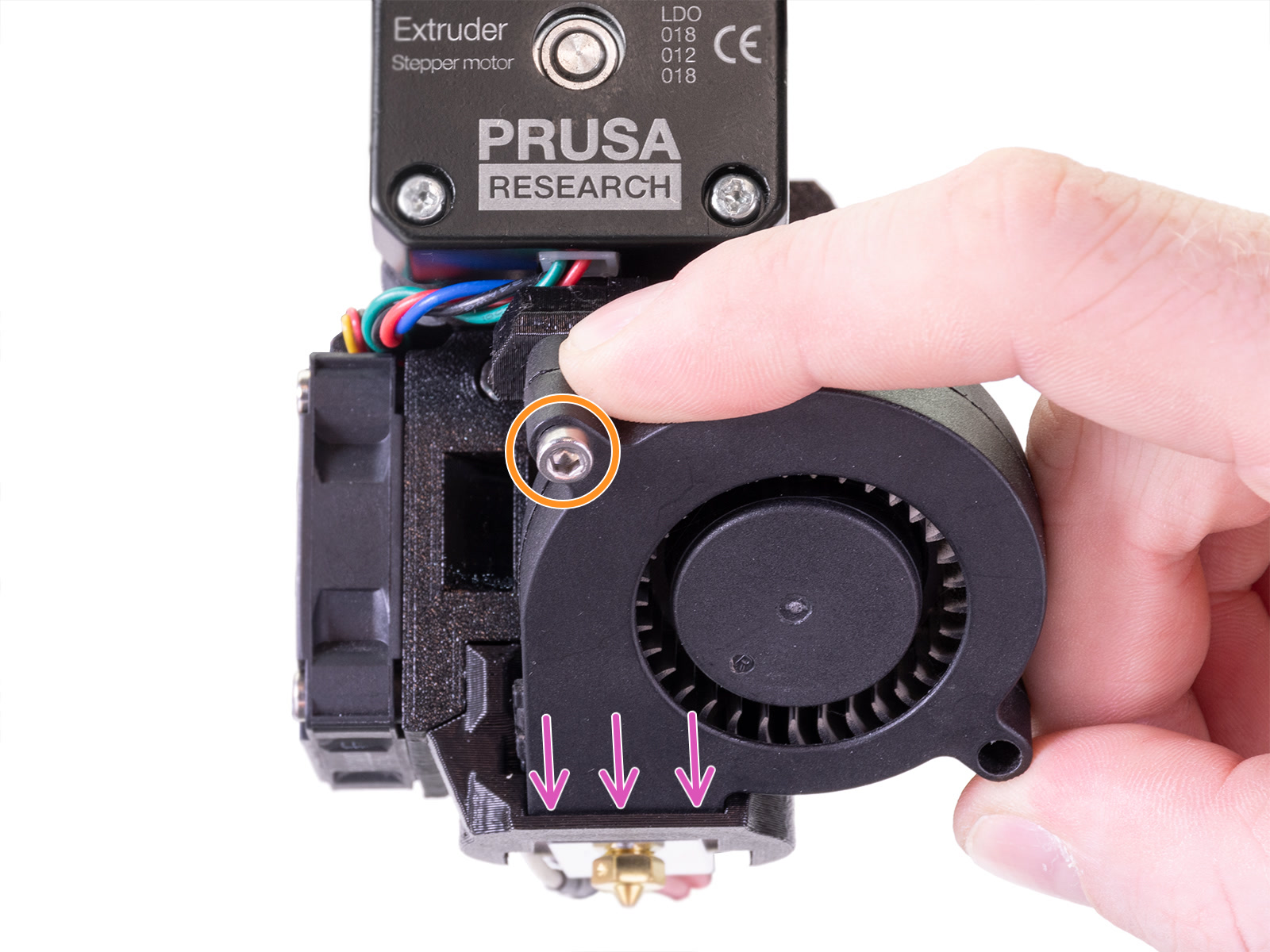
⬢Posiziona la ventola sull'estrusore e procedi in questo modo:
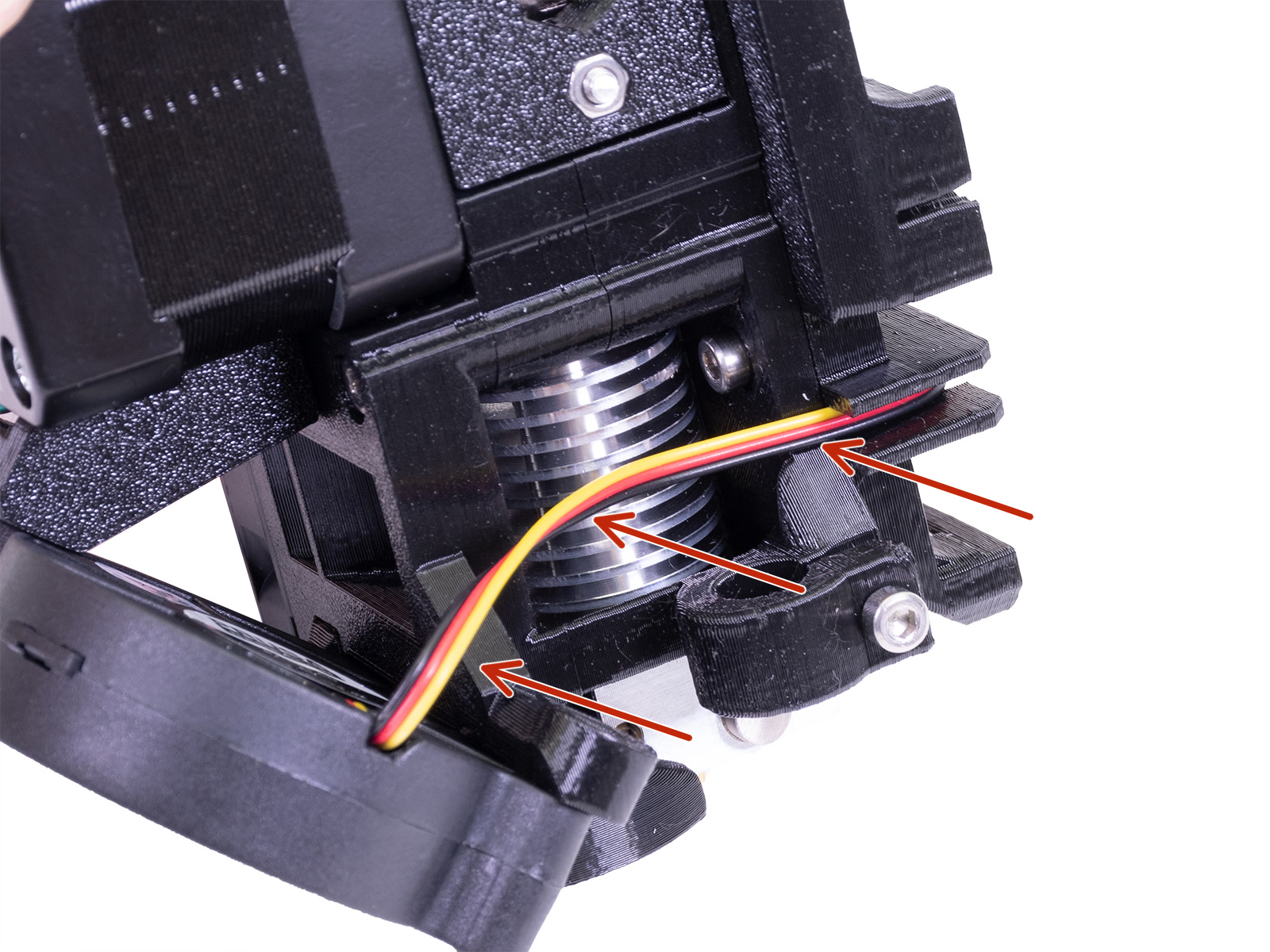
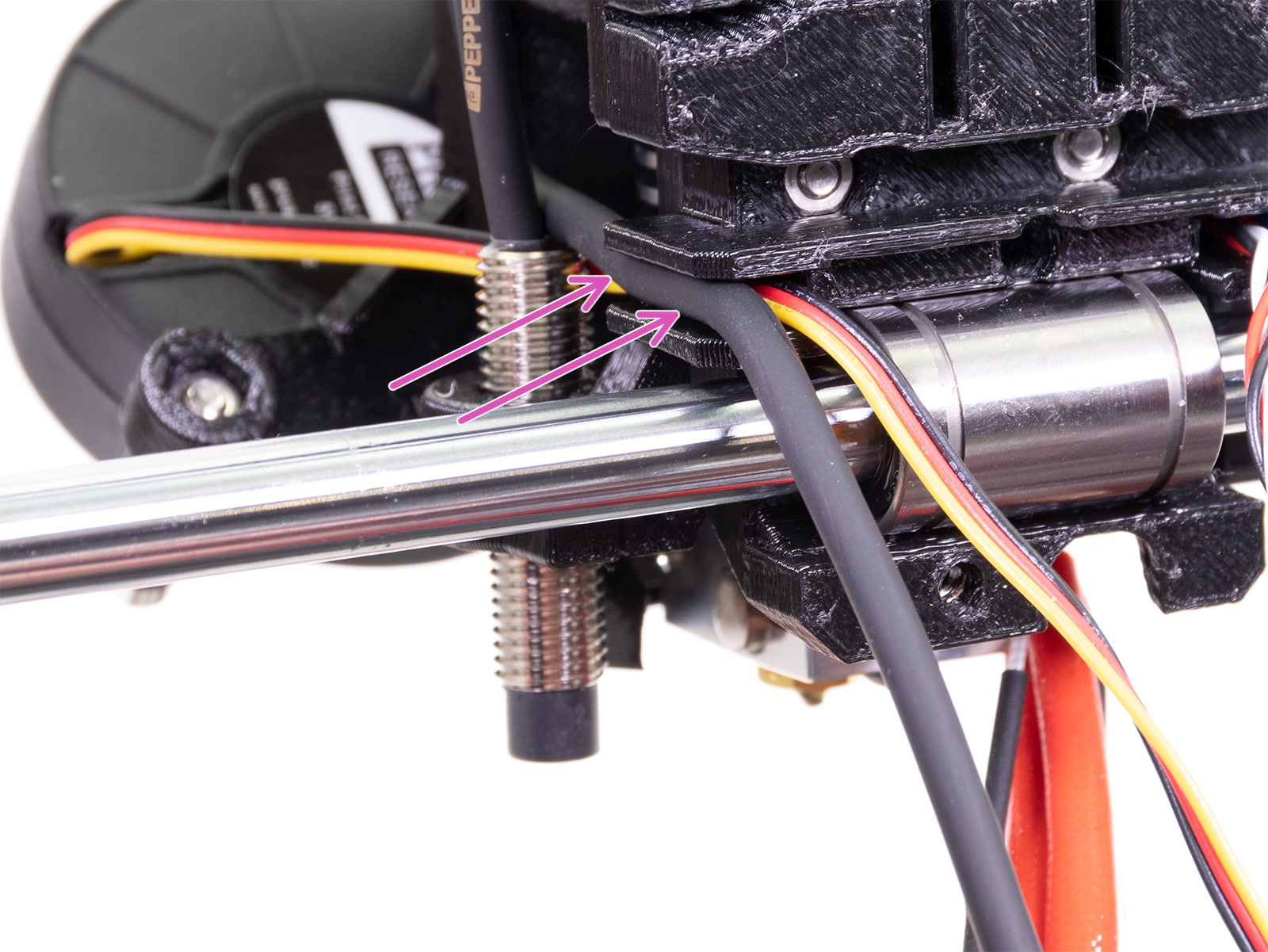
⬢Comincia posizionando il cavo della ventola nel canale superiore
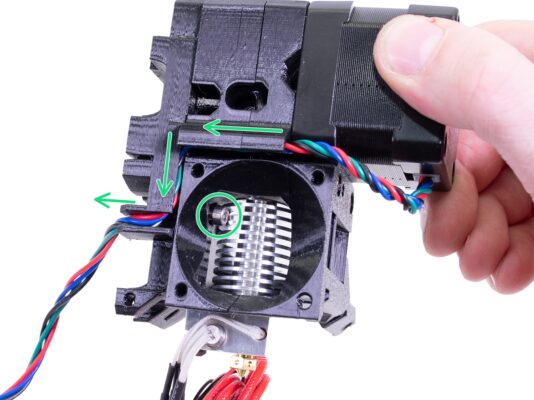
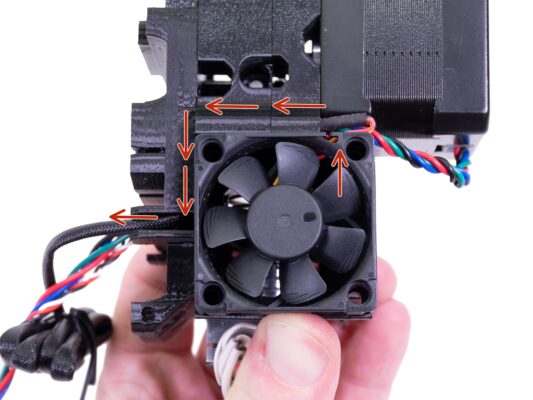
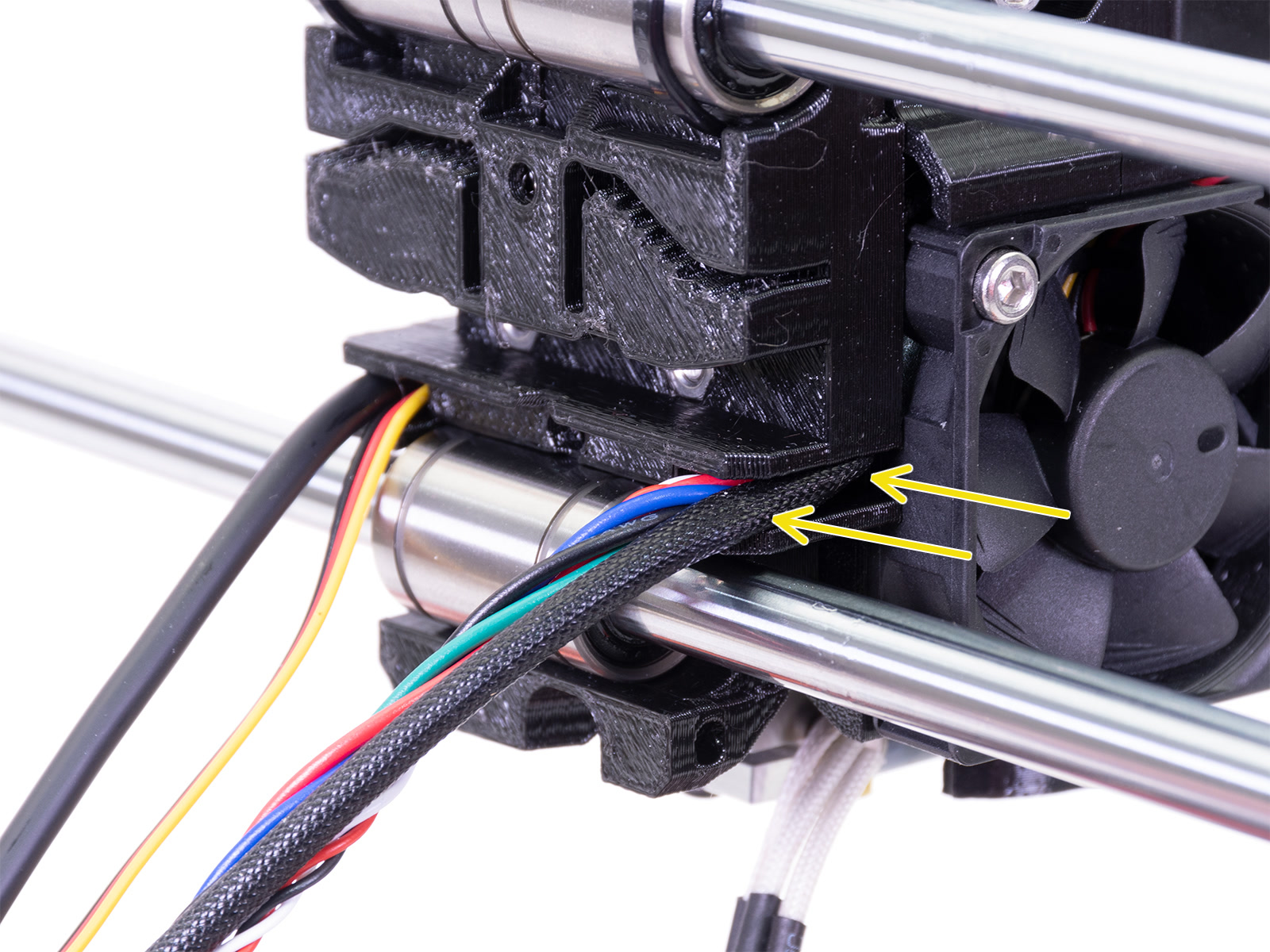
⬢Fai scivolare la ventola vicino lo X-carriage e SPINGI DELICATAMENTE il cavo usando una chiave a brugola. Prima di spingere la ventola fino in fondo sulla sinistra, posiziona il cavo nel canale del X-carriage.
CONTROLLO FINALE! La ventola è orientata con il cavo vero l'alto, e questo cavo passa attraverso il canale superiore fino al X-carriage. Non dimenticare di utilizzare entrambi i canali sul X-carriage. Assicurati CHE IL CAVO NON SIA SCHIACCIATO nel tragitto!
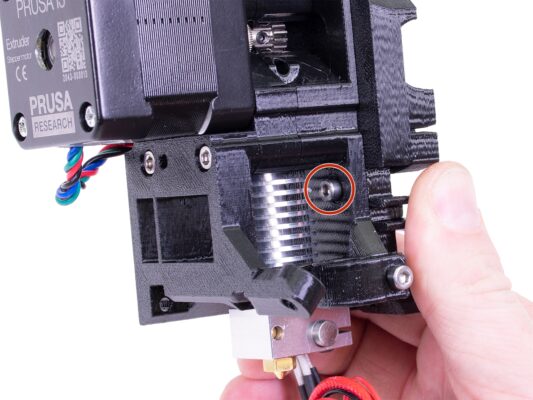
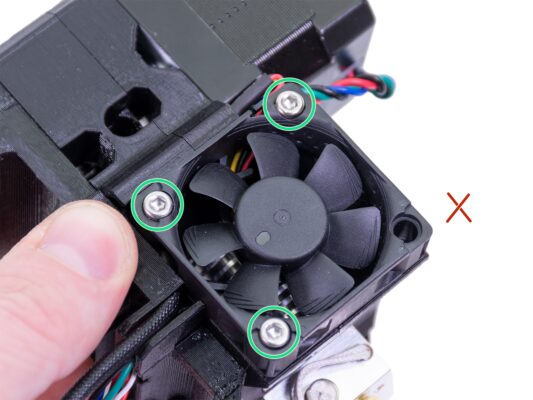
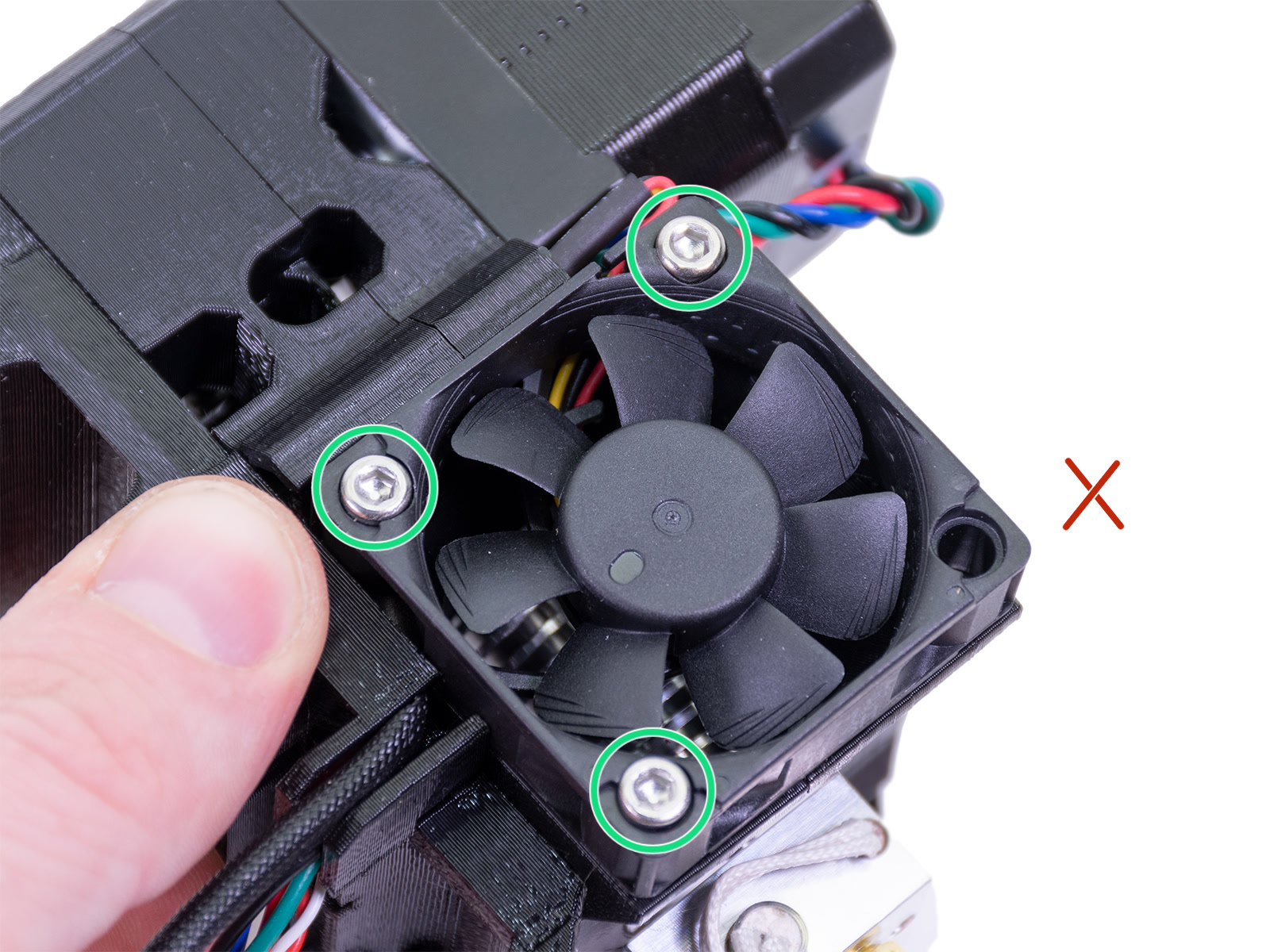
⬢Usa le tre viti M3x14 per fissare la ventola in posizione. Non stringerle troppo, potresti rompere l’alloggiamento di plastica. Accertati anche che la ventola possa ruotare liberamente.
Notare che le viti sono "autofilettanti" nelle parti stampate. Non ci sono dadi.
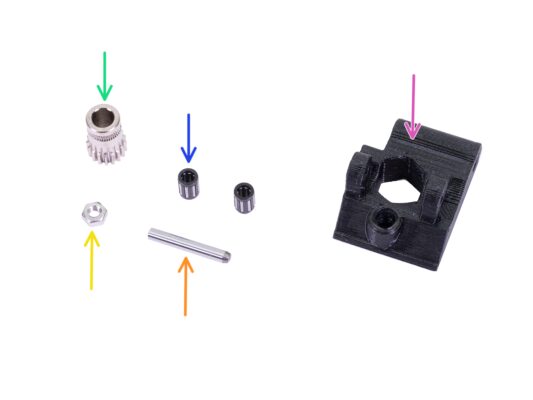
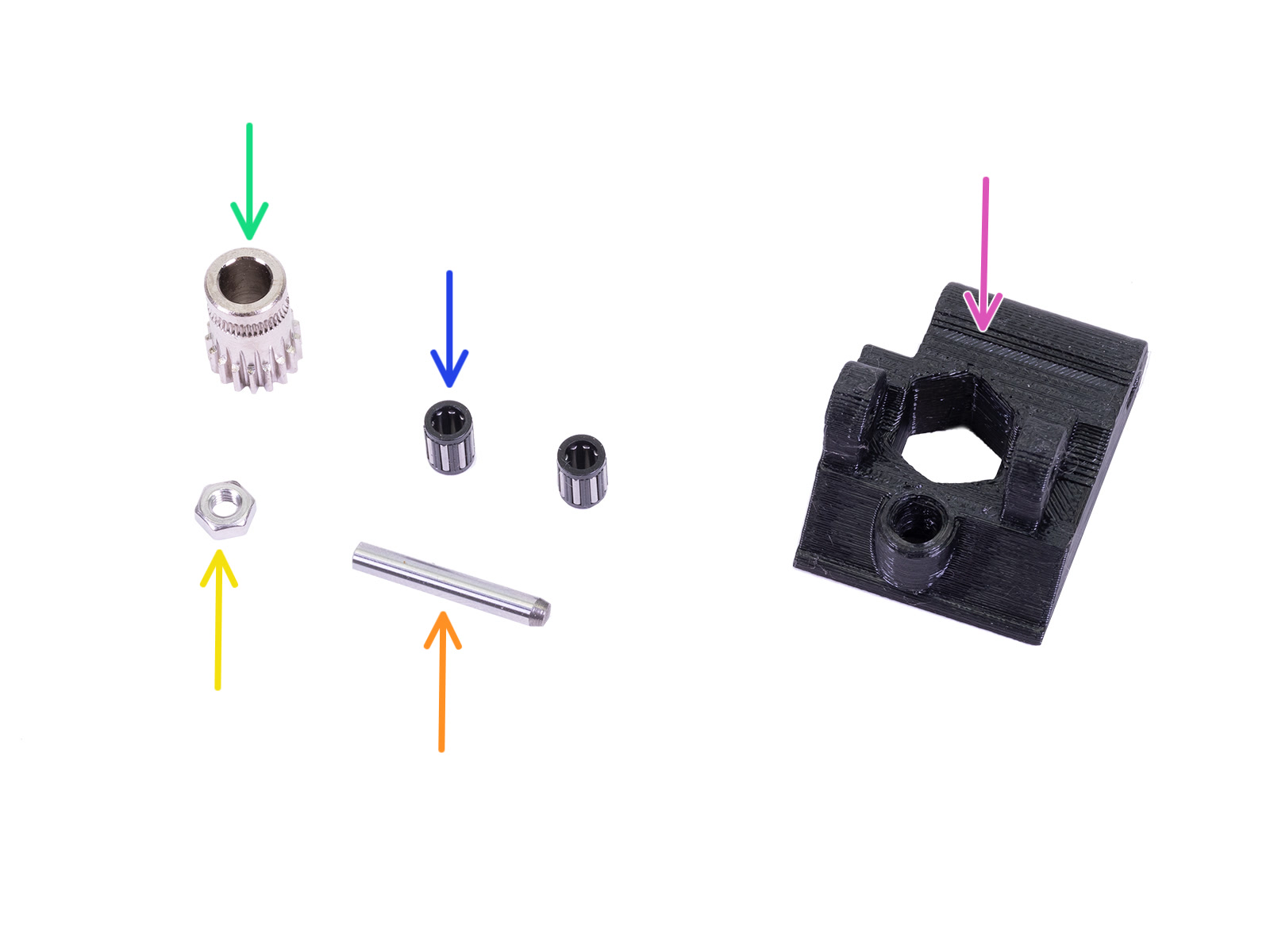
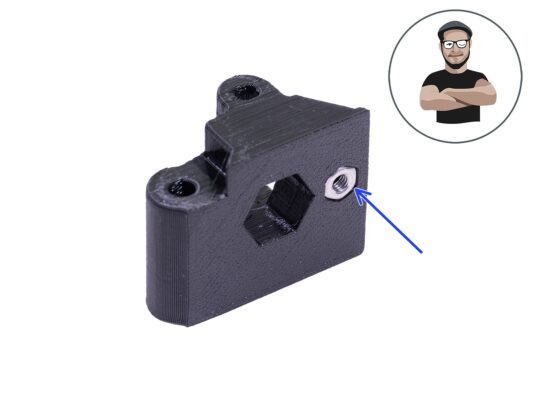
⬢Prendi un dado M3n e posizionalo nell'Extruder-idler.
Usa la tecnica di tiro della vite.
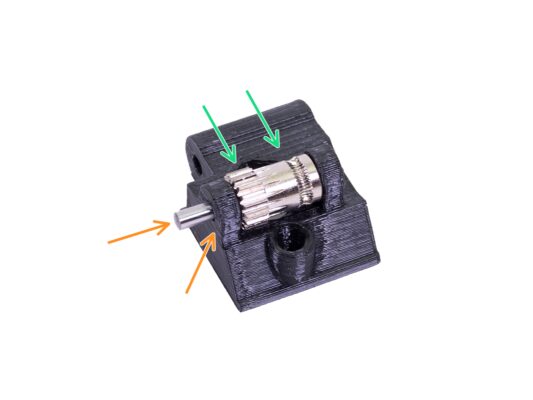
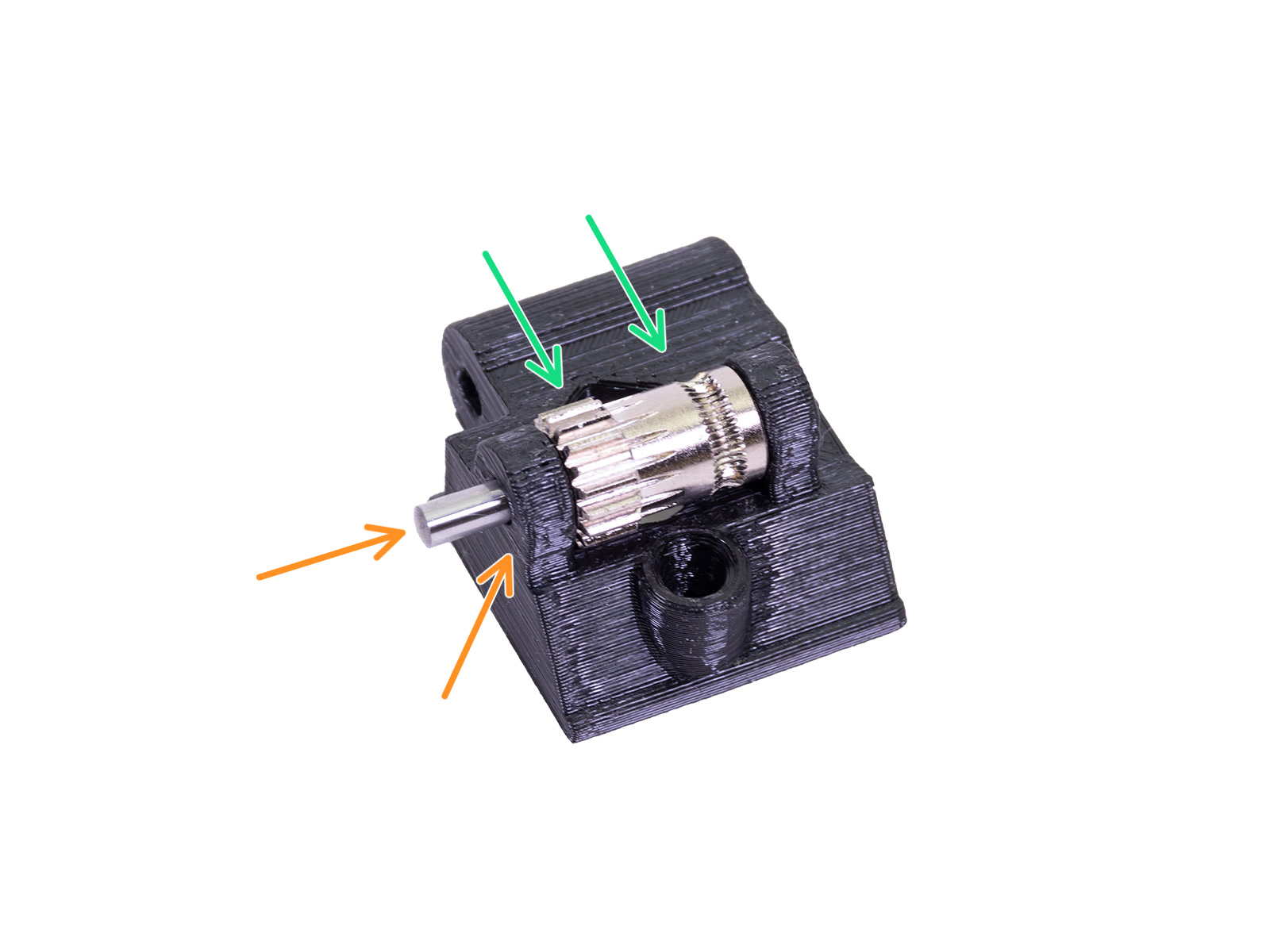
⬢Inserisci la puleggia nell'idler come mostrato in foto.
⬢Inserisci l'albero attraverso l'idler e la puleggia. Esercita una forza moderata altrimenti ROMPERAI la parte stampata. L'asta deve essere allineata con la superficie della parte stampata.
⬢Muovi il cuscinetto con un dito ed assicurati che possa girare liberamente.
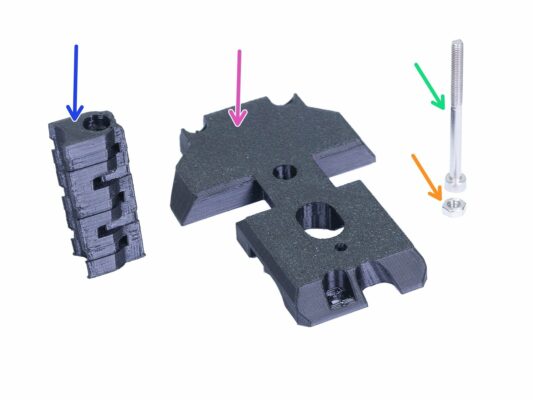
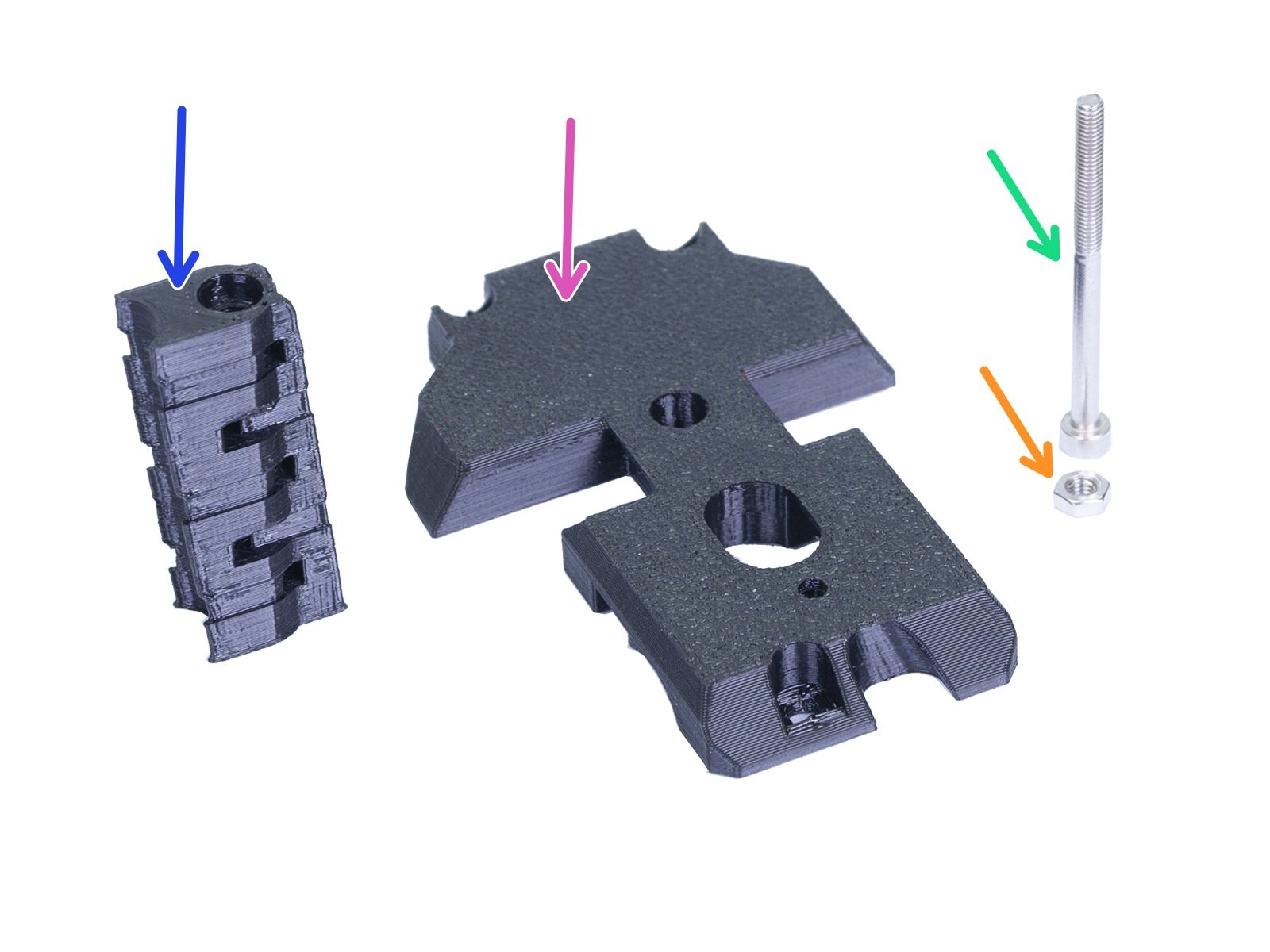
⬢Posiziona la FS-cover sull'estrusore ed allinealo come in immagine.
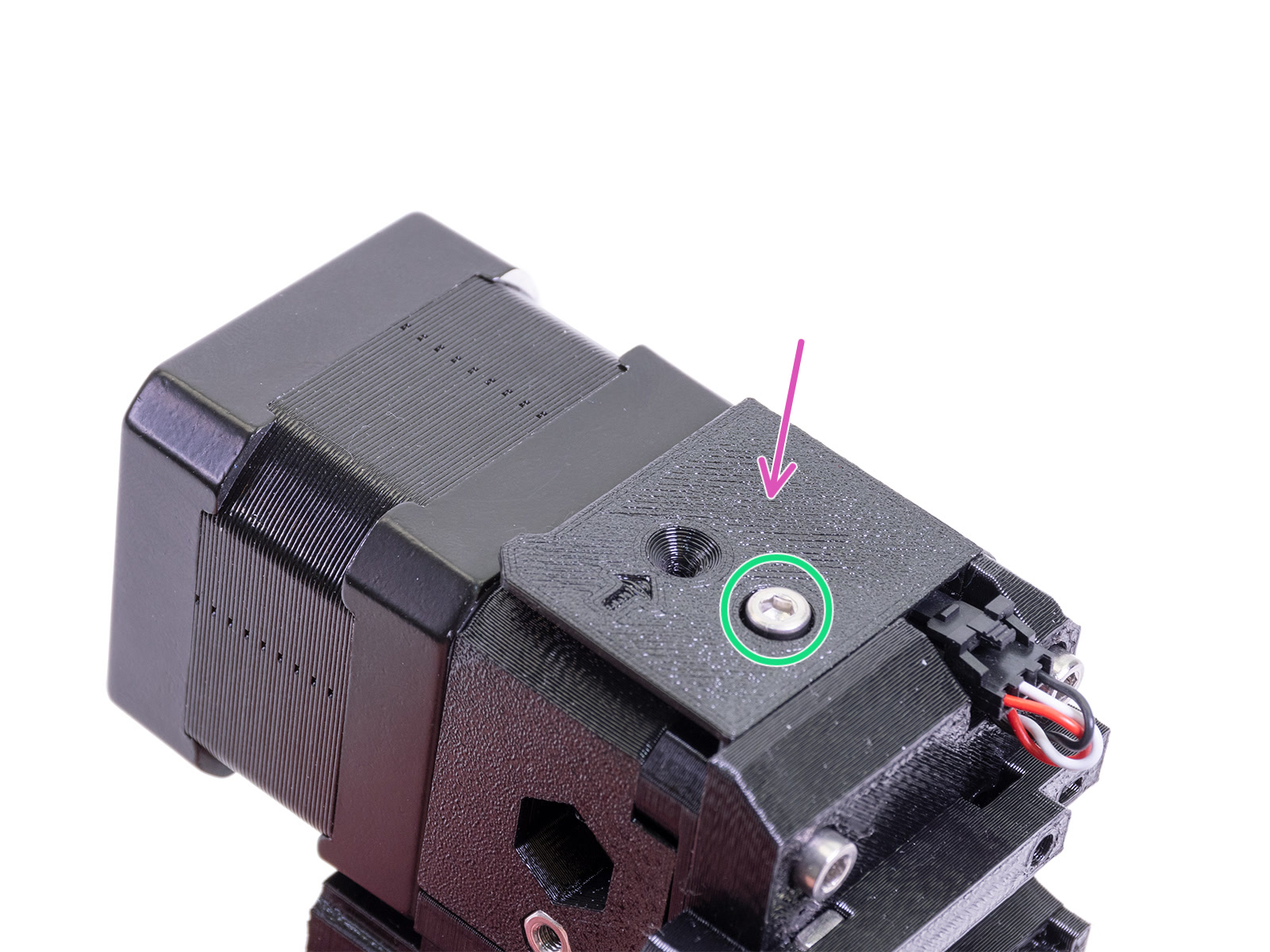
⬢Inserisci la vite M3x10 (fai attenzione al foro corretto) e avvitala.
Consiglio: Se non riesci a raggiungere il dado, prova ad allinearlo usando una chiave a brugola e tirandolo usando una vite più lunga che puoi trovare nella busta dei componenti di scorta.
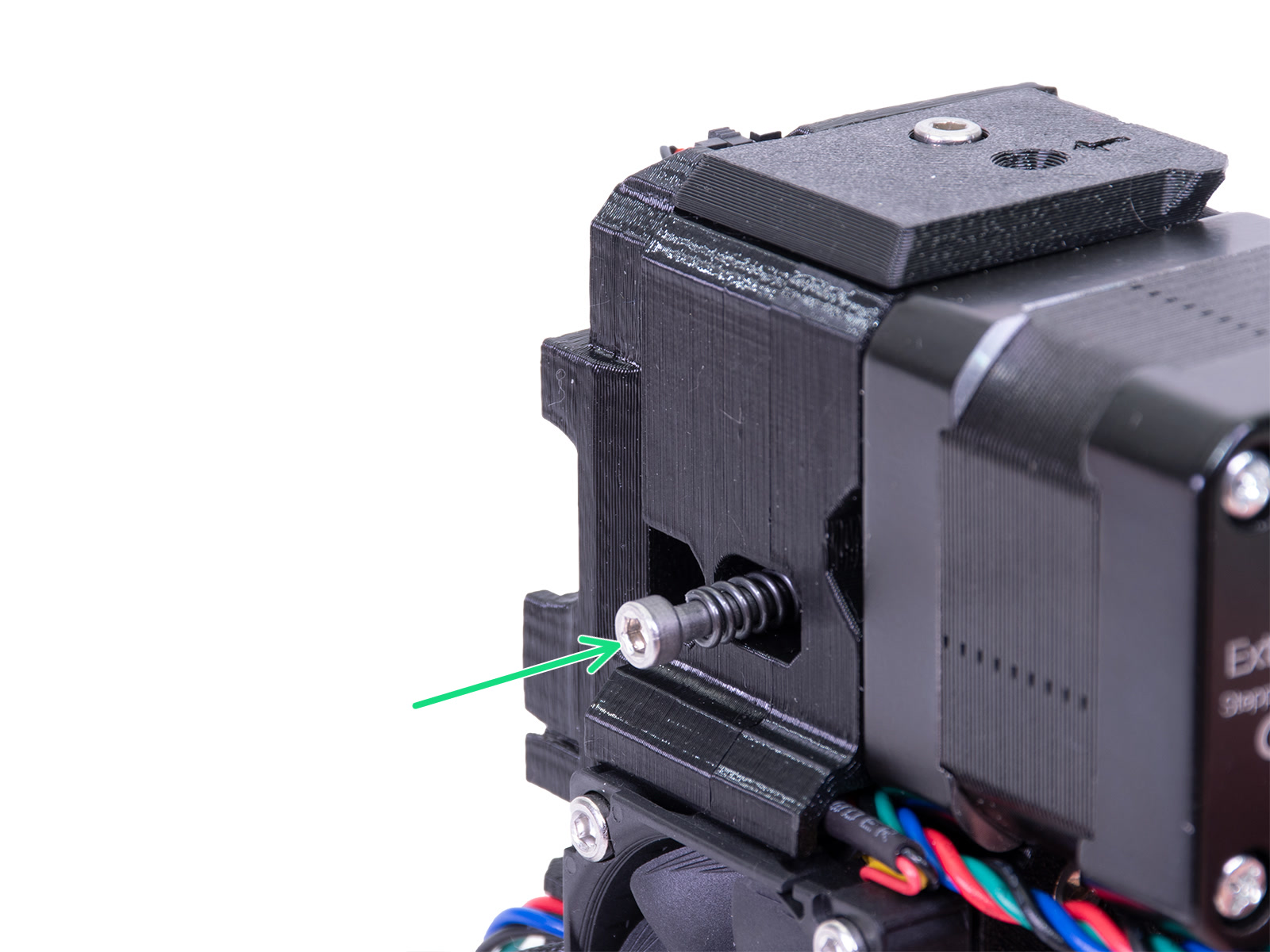
⬢Usa una vite M3x40 con la molla per mettere in tensione l'Extruder-idler.
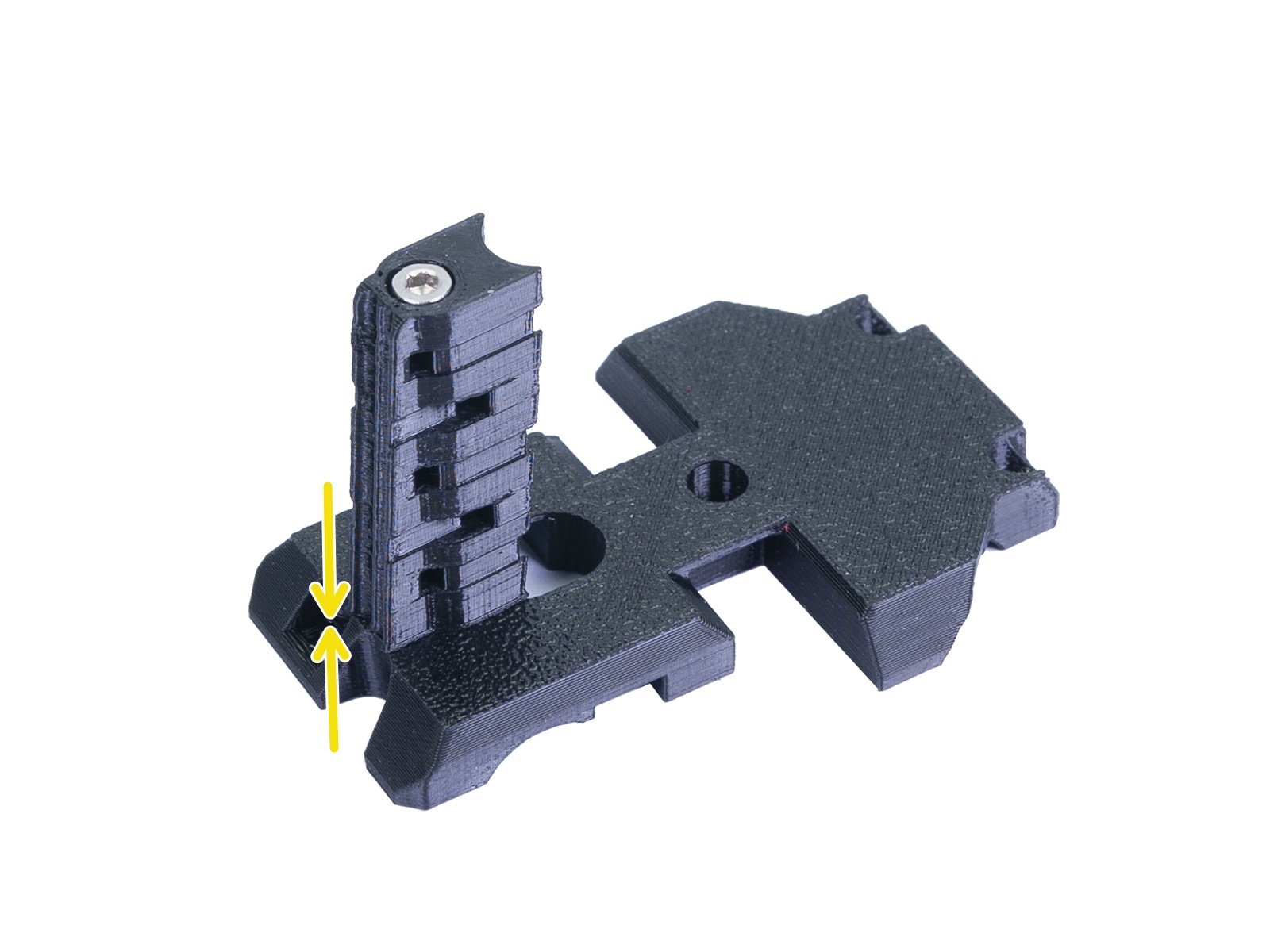
Reggi l'Extruder-idler sull'altro lato, finché la vite raggiunge il dado.
⬢Poiché è presente una sola vite, è necessario esercitare parecchia forza. La testa della vite deve essere a livello o leggermente sotto la superficie.
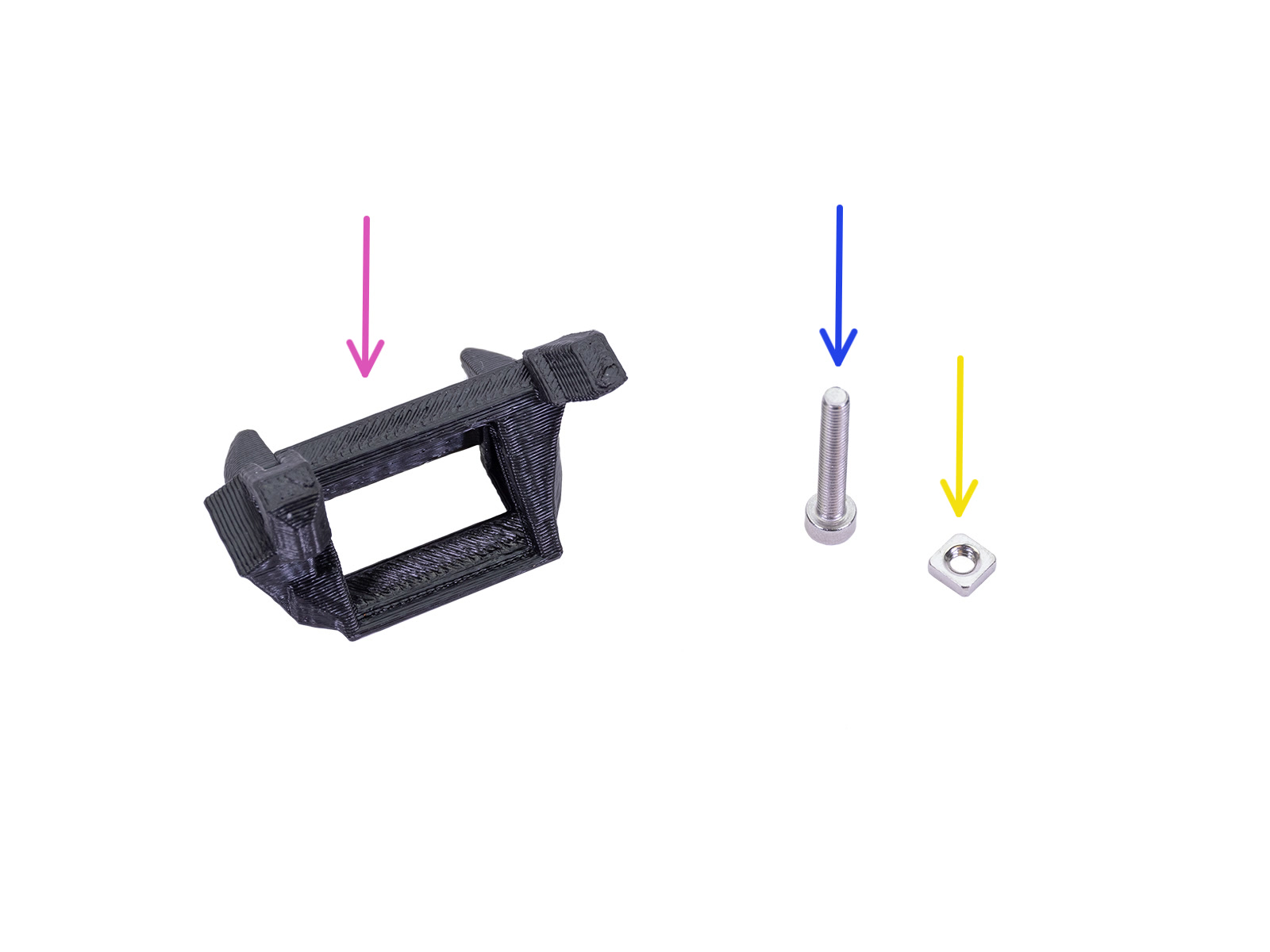
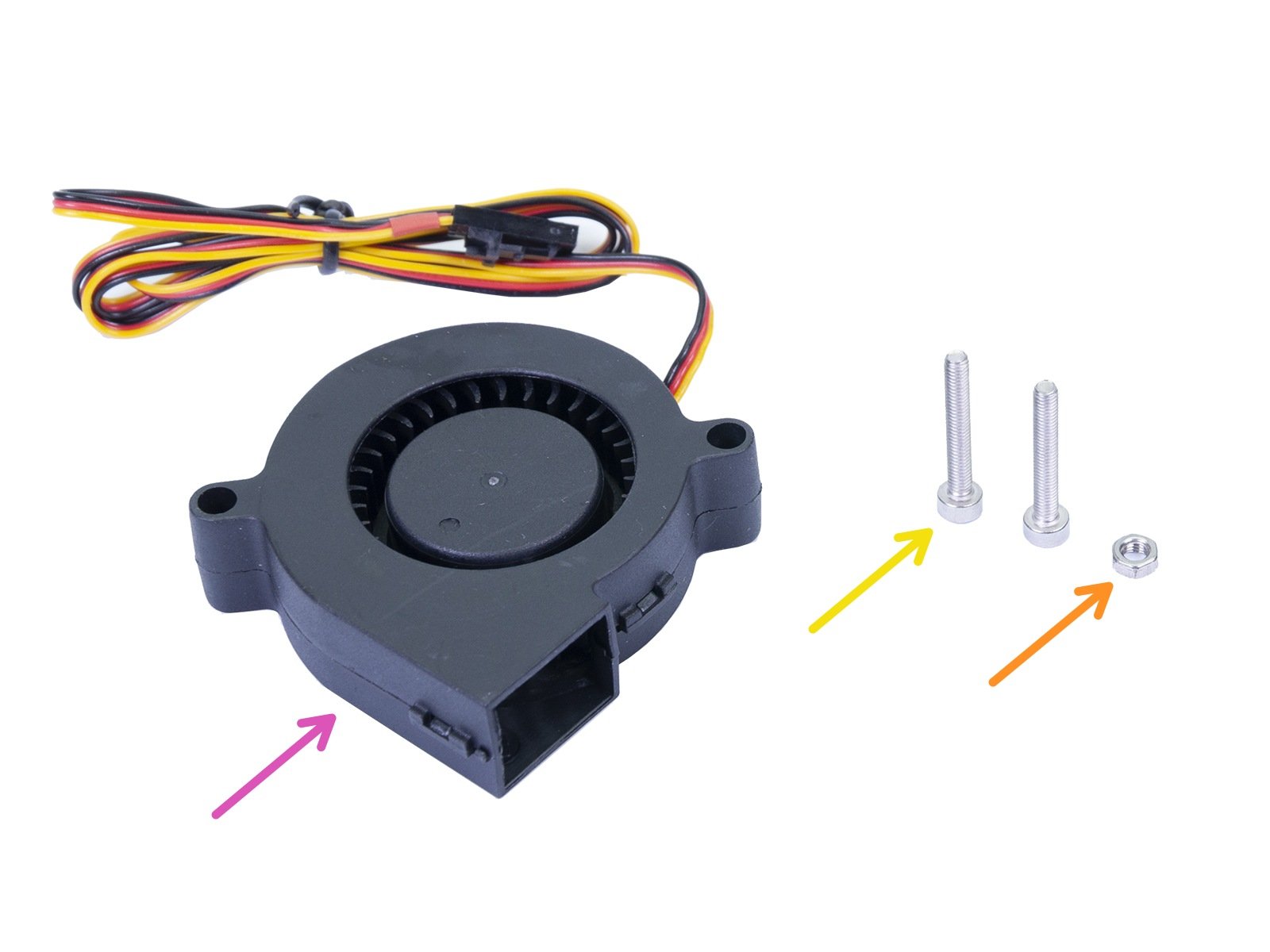
⬢Inserisci un dado M3nS nel Fan-shroud, fino in fondo.
Accertati del corretto allineamento usando una chiave a brugola.
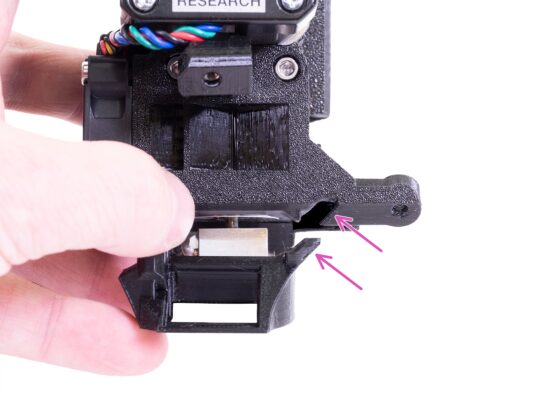
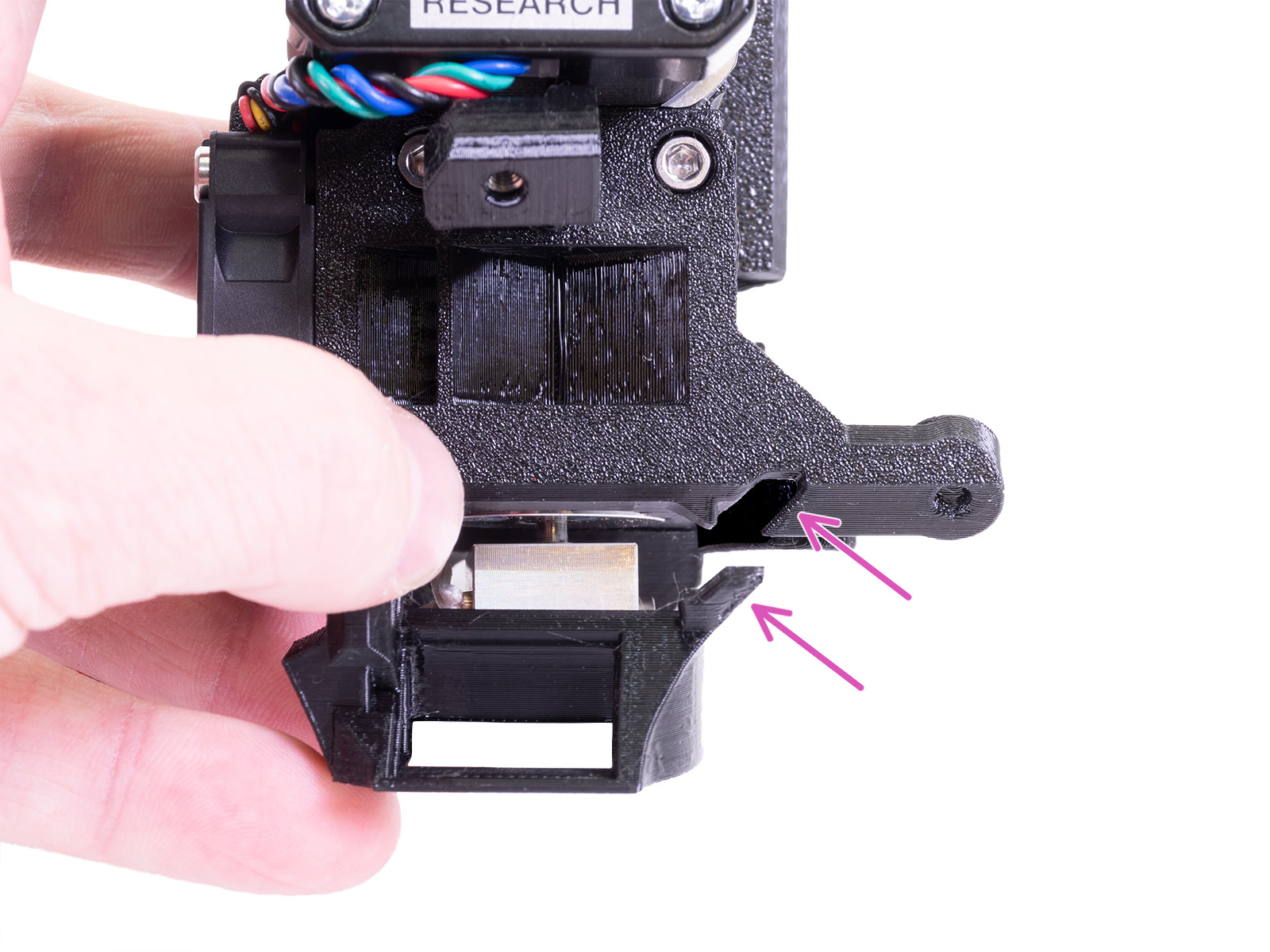
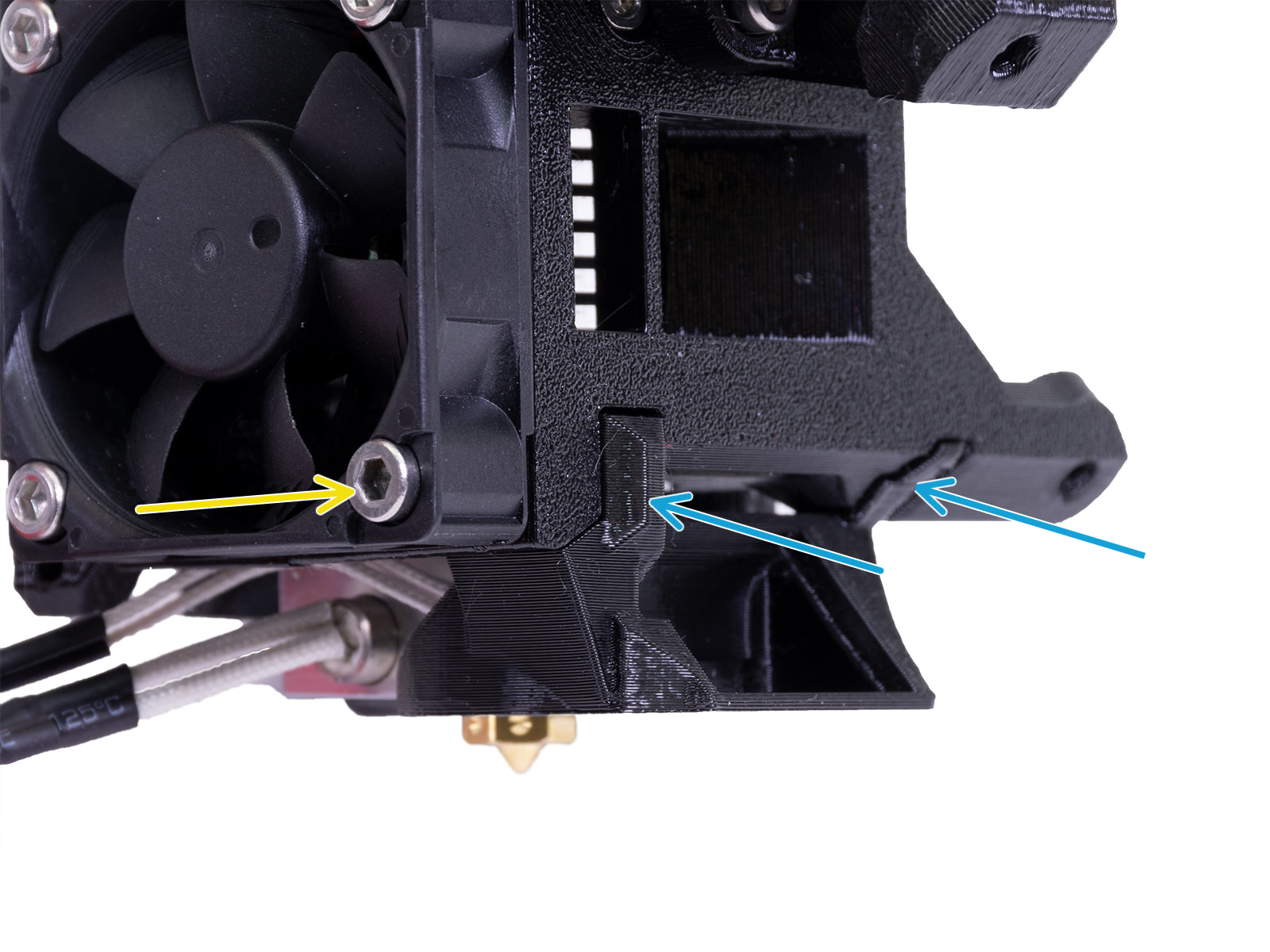
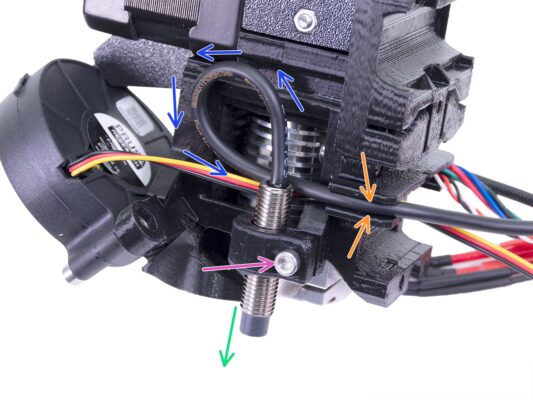
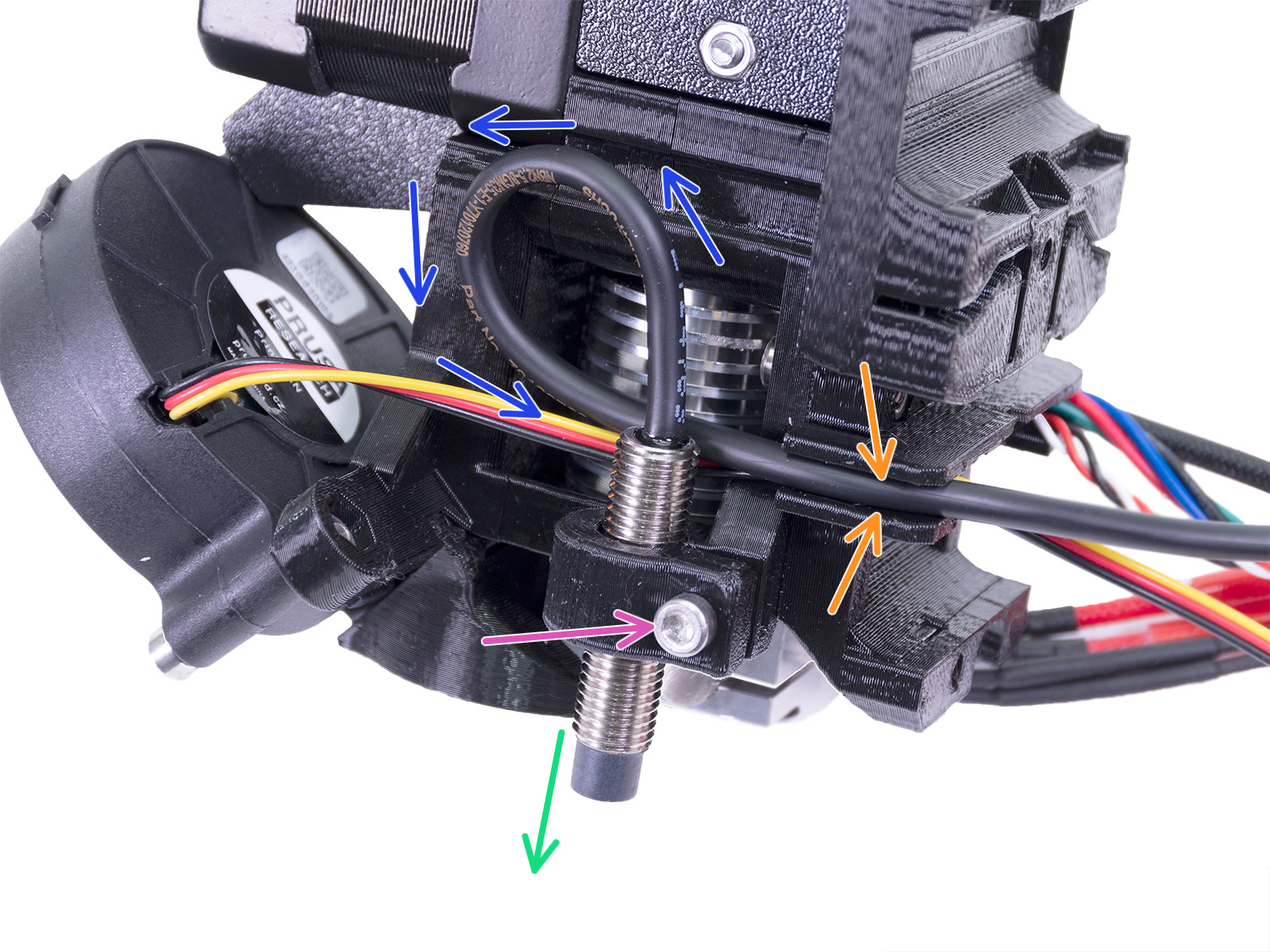
⬢Vedi la sporgenza sul fan-shroud e la scanalatura nell'estrusore.
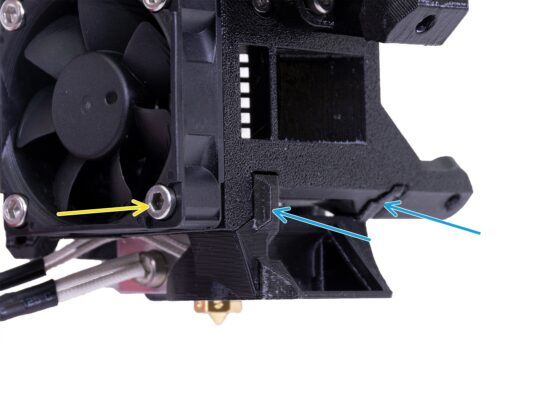
⬢Infila il convogliatore Fan-shroud nell'estrusore. Assicurati che entrambe le sporgenze sul Fan-shroud entrino nelle scanalature sull'estrusore (vedi l'immagine).
⬢Assicuralo usando una vite M3x20. Non stringere troppo la vite, potresti rompere la struttura in plastica. Inoltre assicurati che la ventola possa girare liberamente.
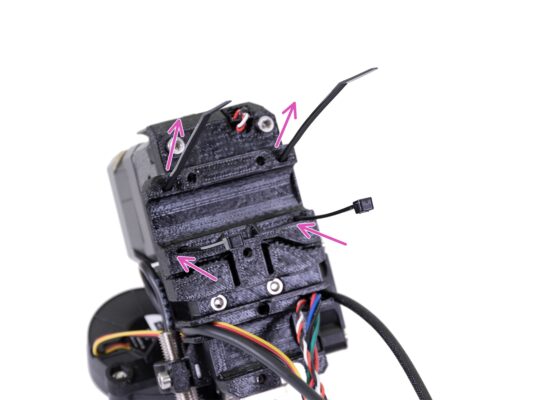
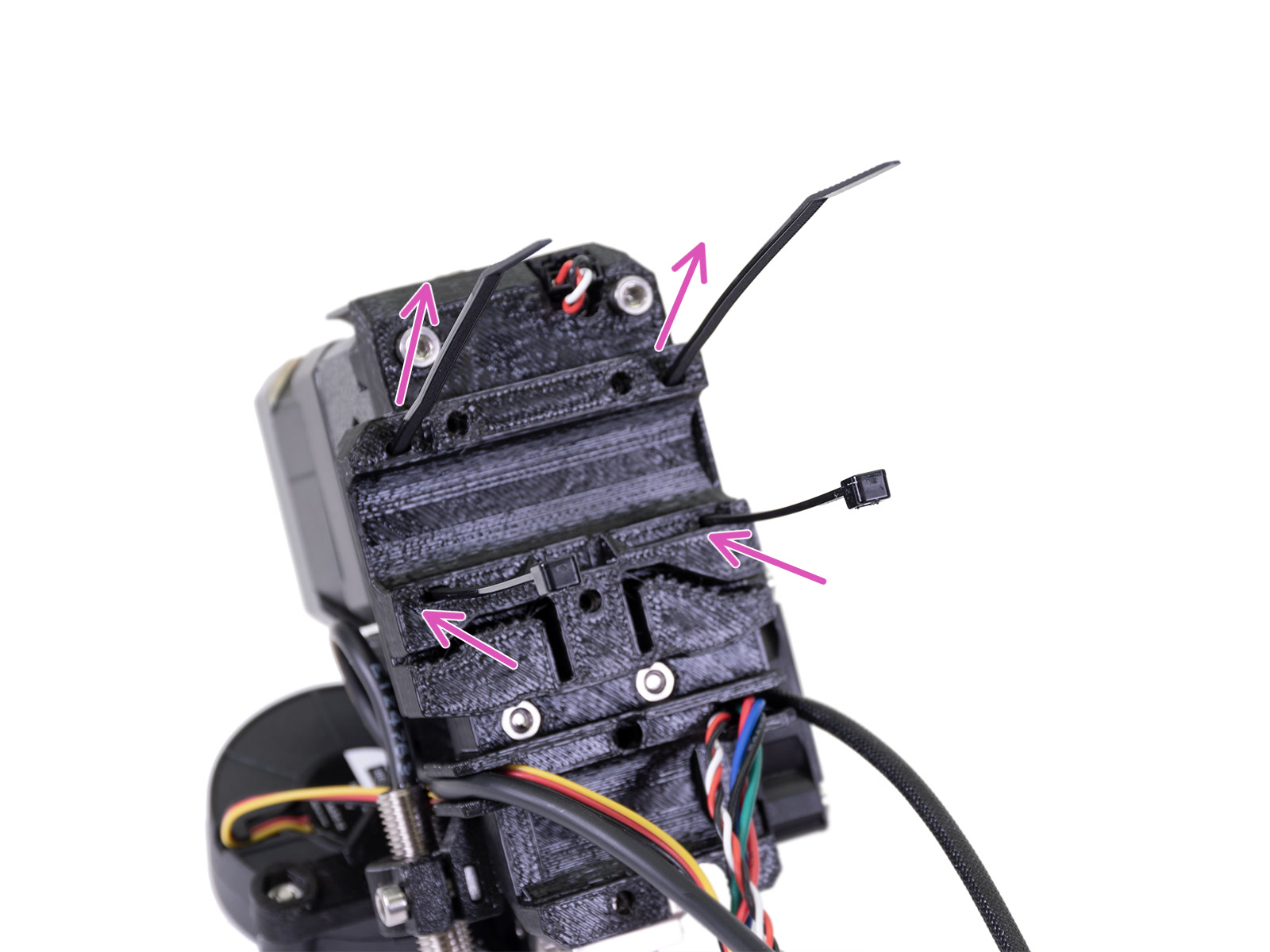
⬢Inserisci le fascette nel X-carriage come in immagine.
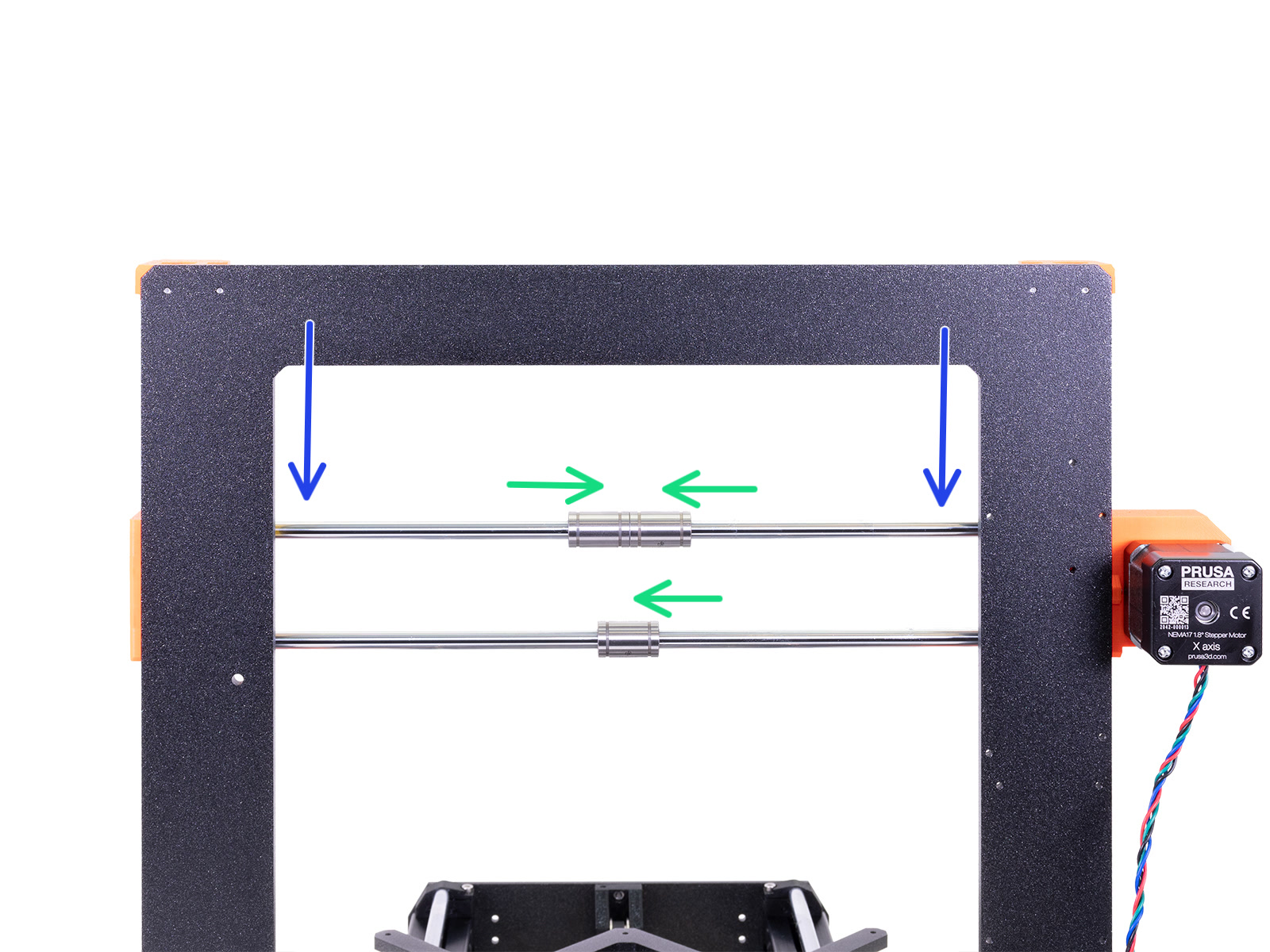
⬢Abbassa l'asse X di circa 1/3 dalla cima.
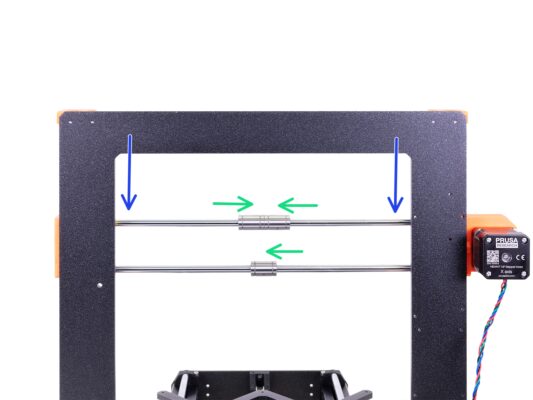
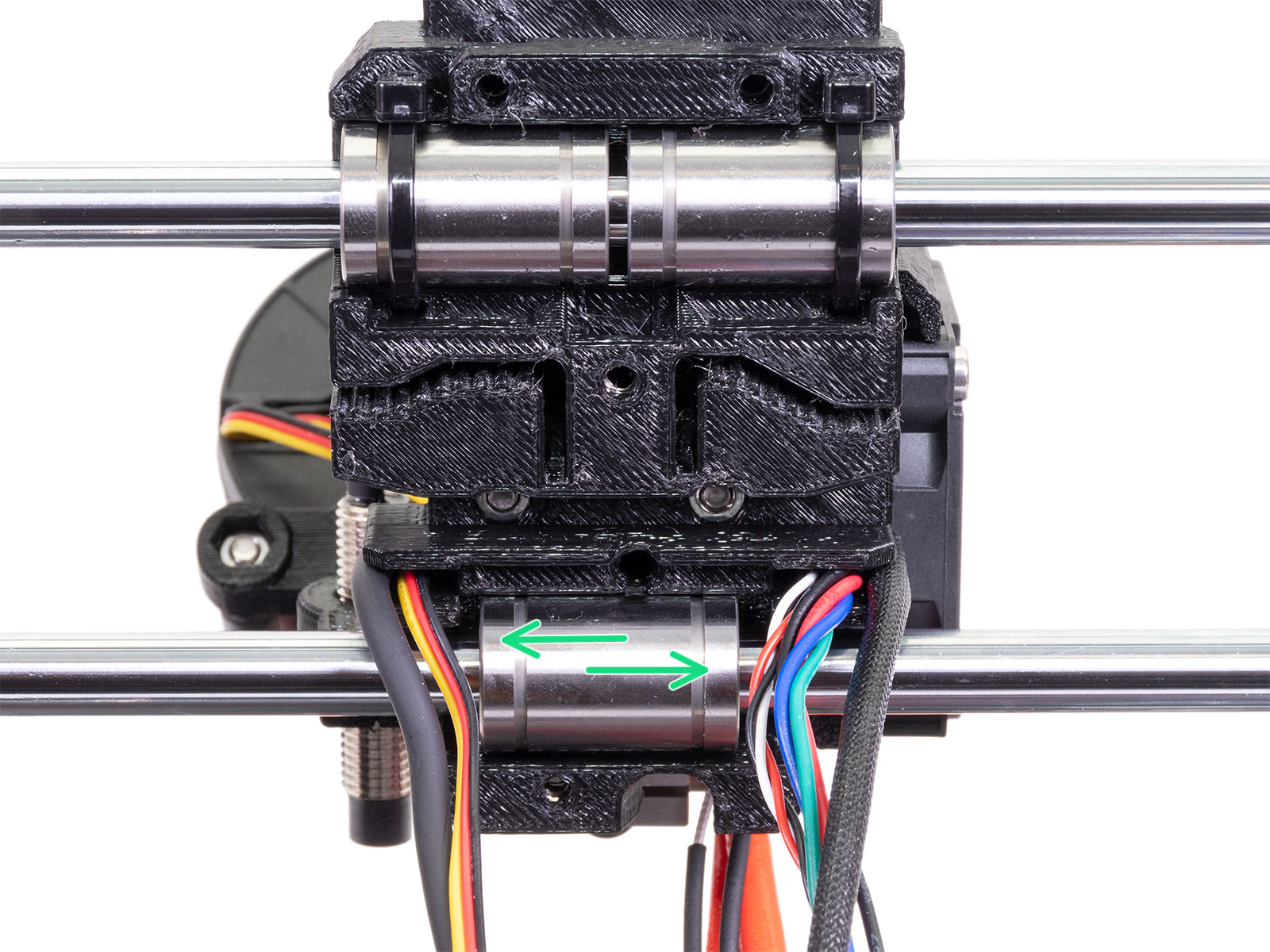
⬢Ruota la stampante sul lato come nell'immagine, con il motore dell'asse X e i profilati estrusi più corti rivolti verso di te. Allinea i cuscinetti come nell'immagine. La posizione esatta dei cuscinetti inferiori non importa per ora.
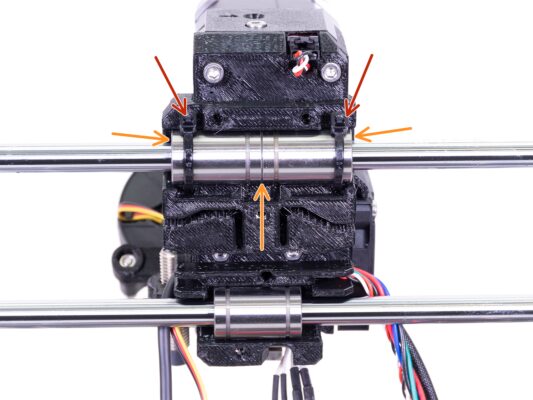
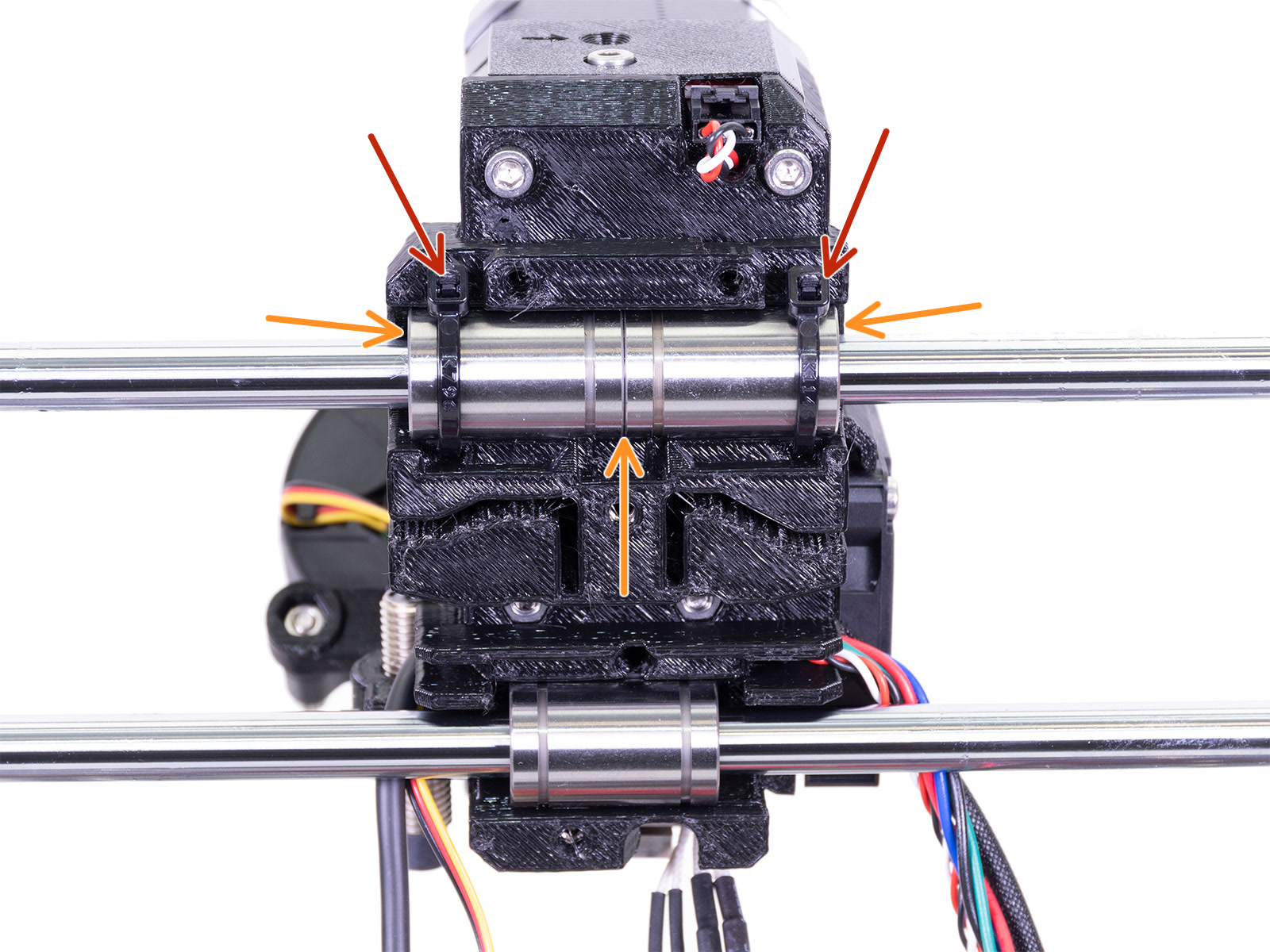
⬢Posiziona l'estrusore sui cuscinetti, la coppia in alto deve combaciare alla perfezione. Accertati che il carrello X-carriage sia rivolto verso di te (insieme ai profilati estrusi più corti).
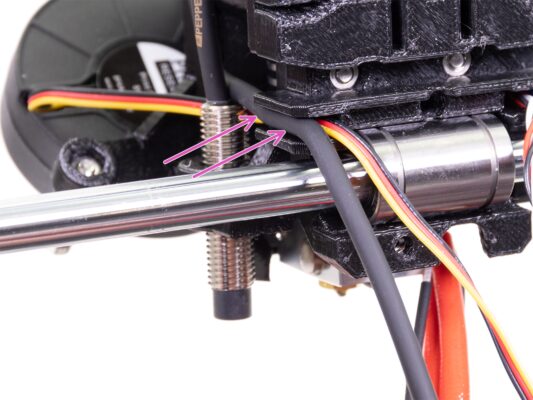
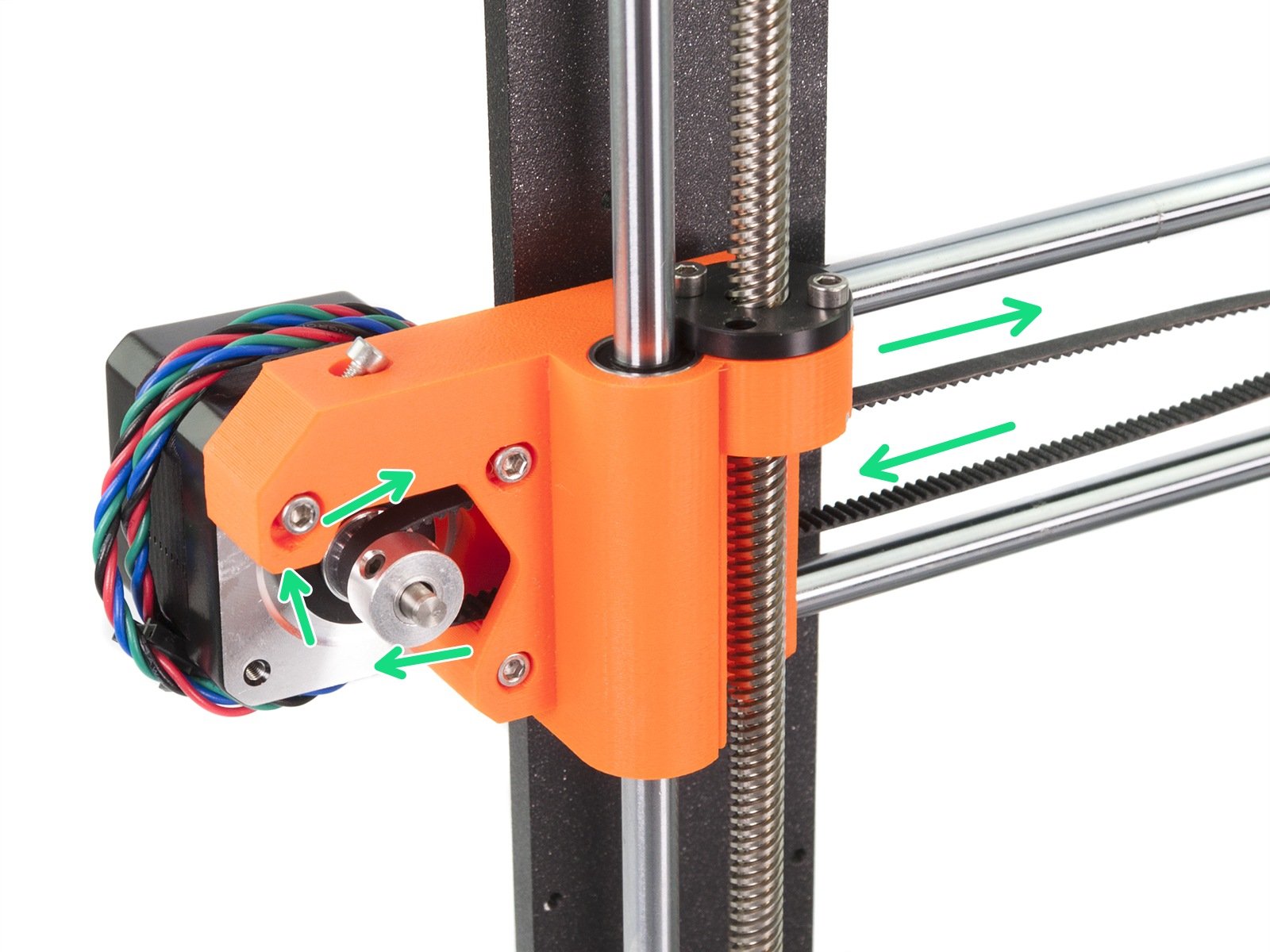
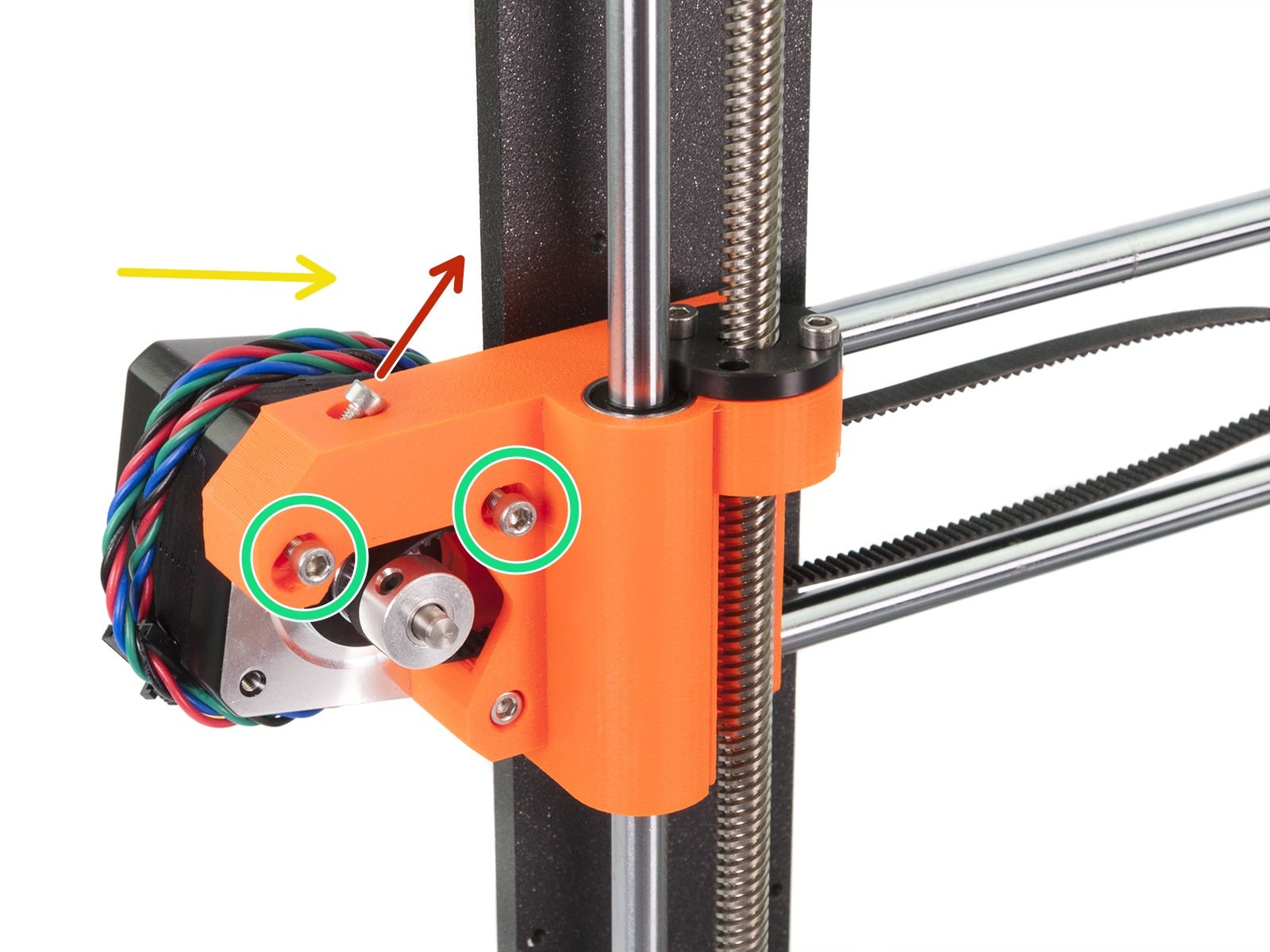
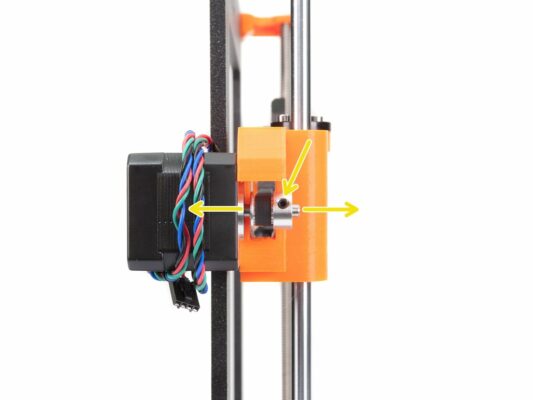
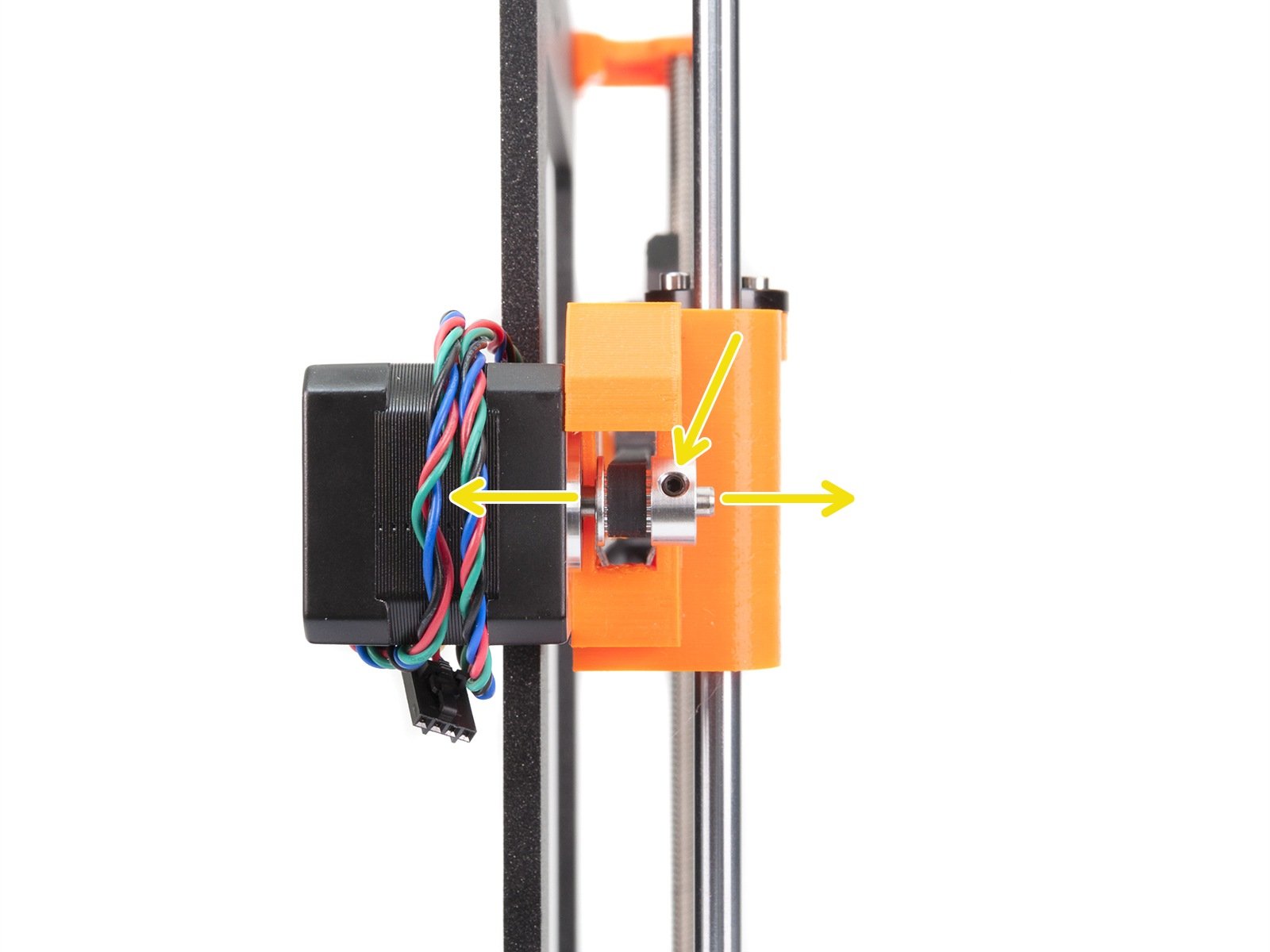
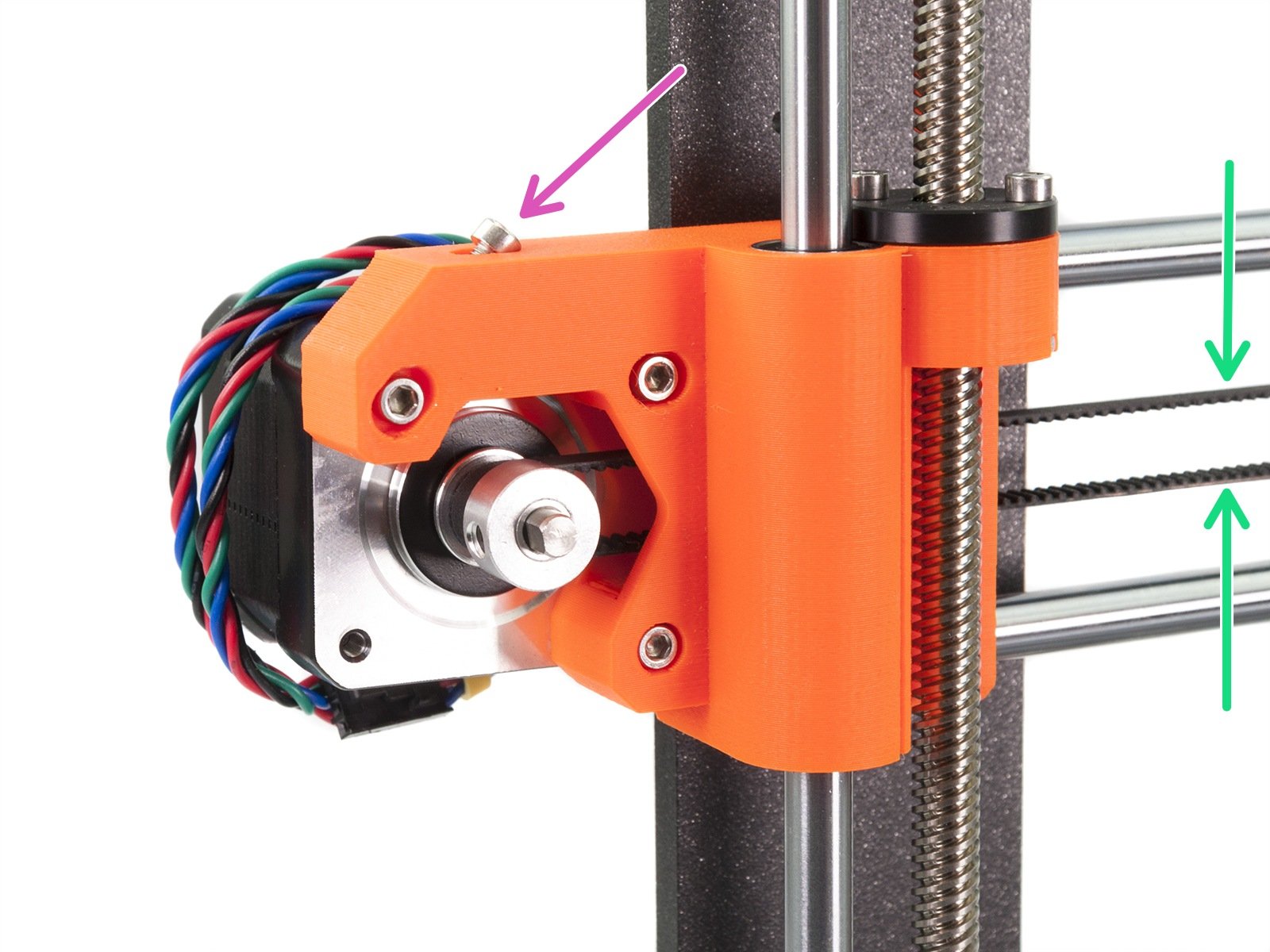
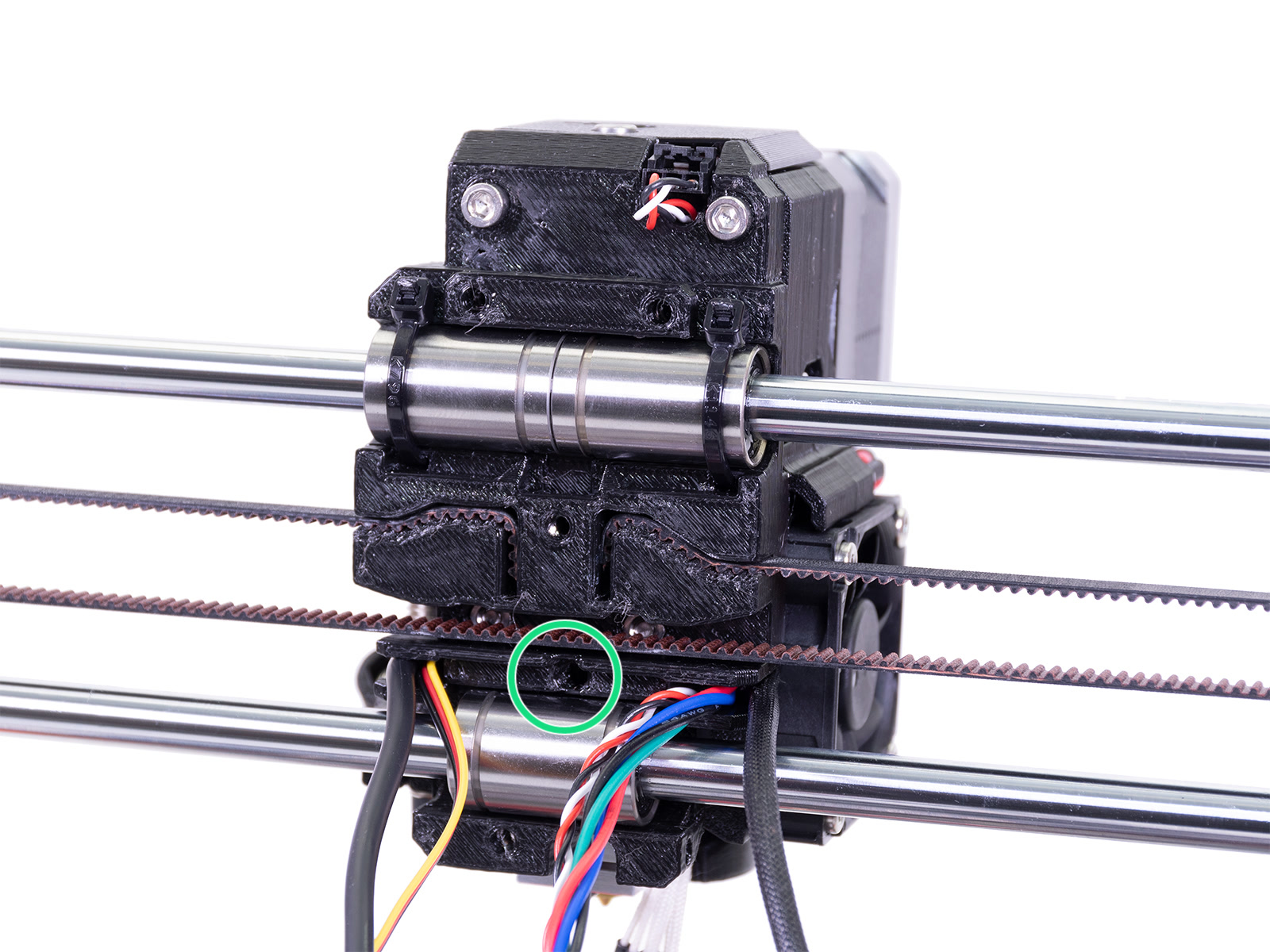
⬢Per prima cosa, allenta la vite che utilizzeremo in seguito per la regolazione ottimale della cinghia. Non è necessario rimuovere la vite. È sufficiente che sia allentata.
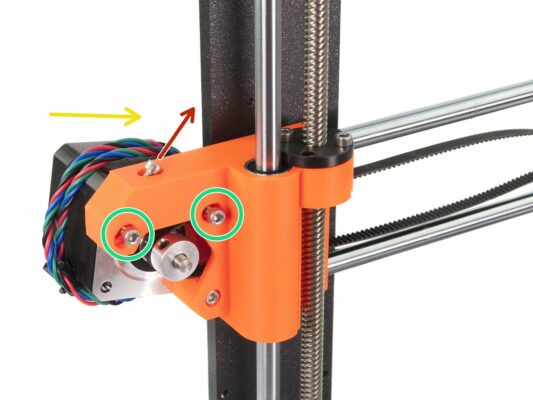
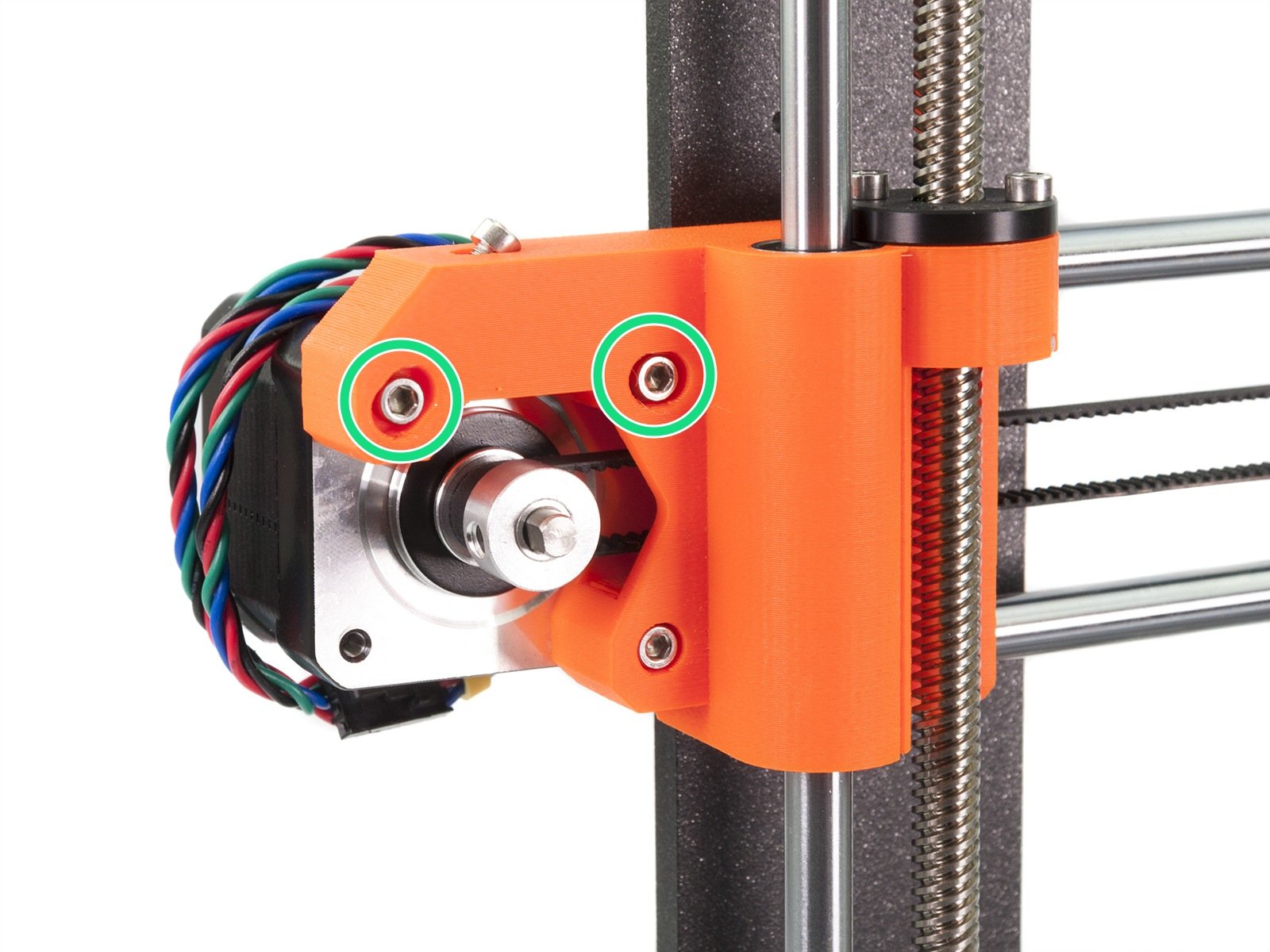
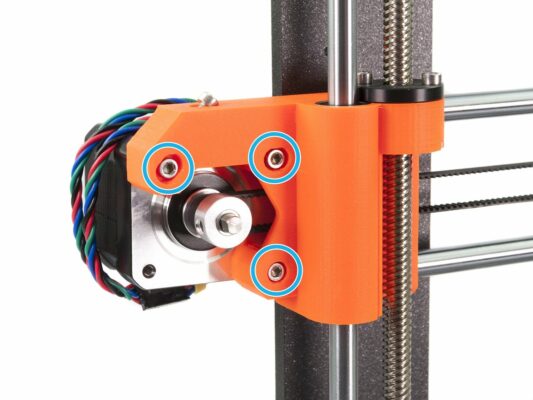
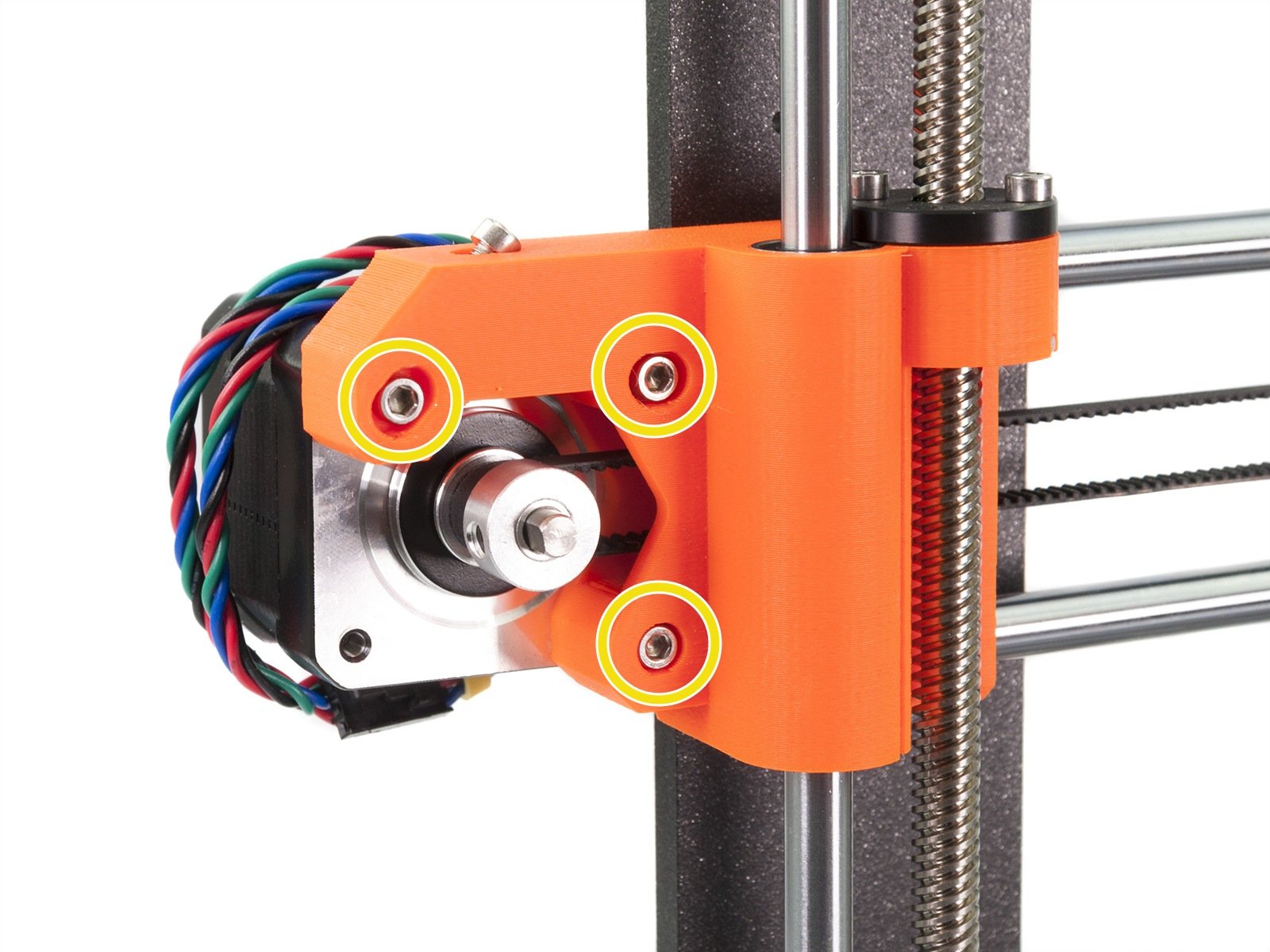
⬢Svita due viti M3 dal X-end.
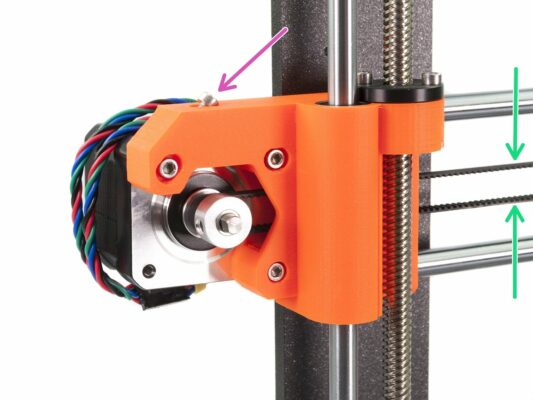
⬢Ruota il motore dell'asse X verso la cornice come indicato.
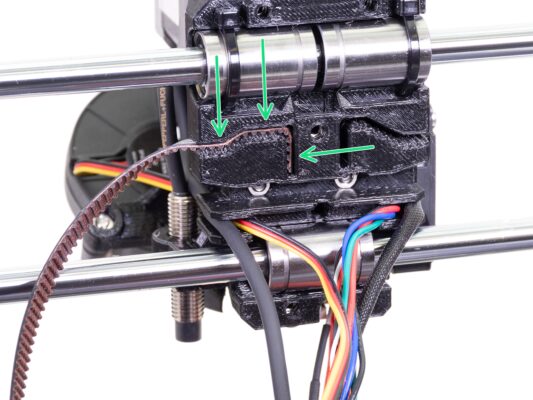
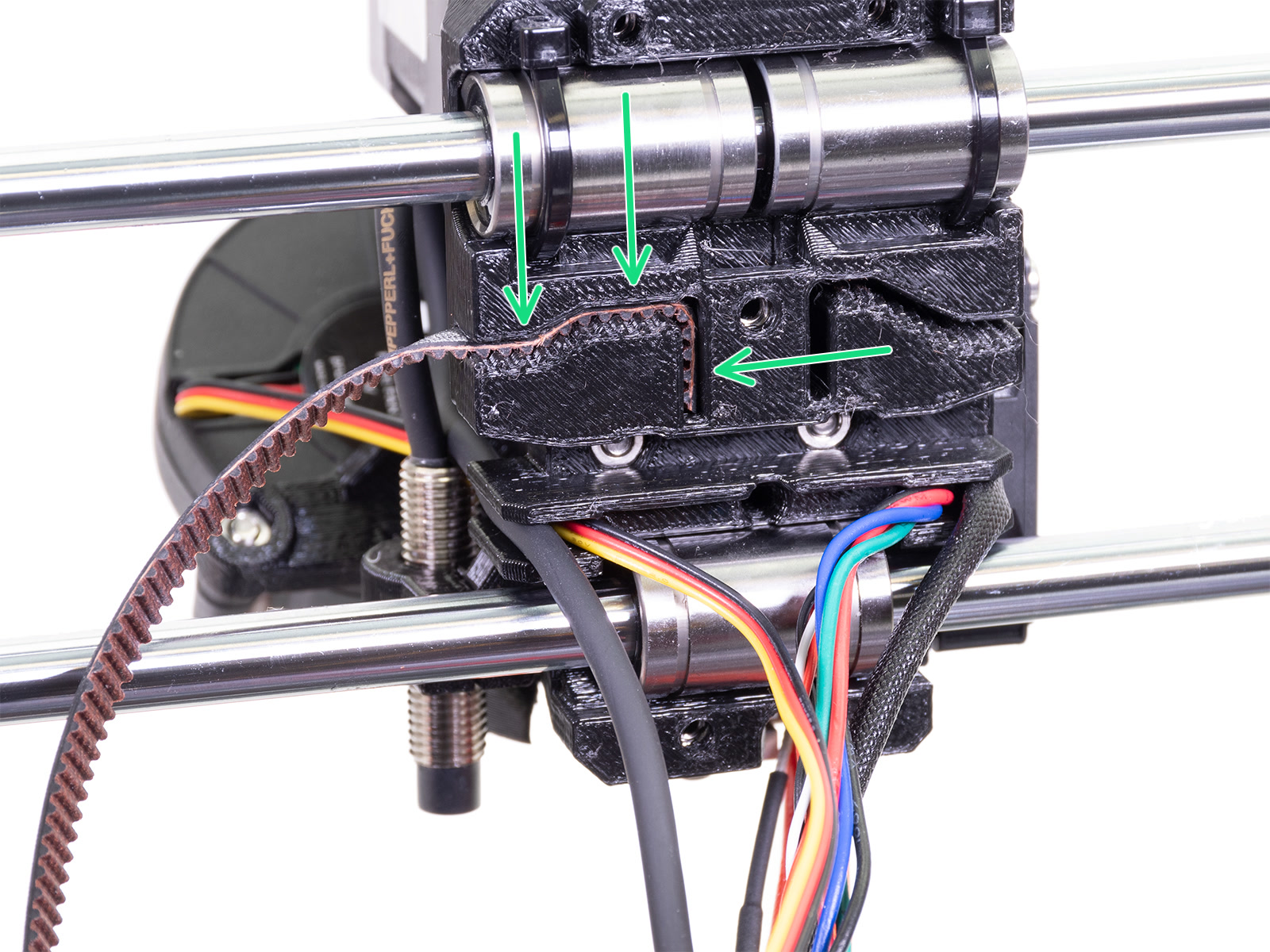
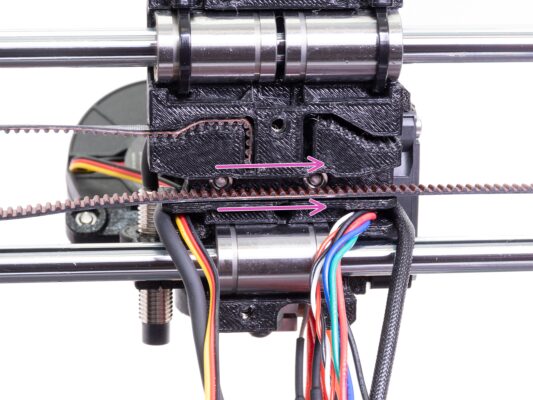
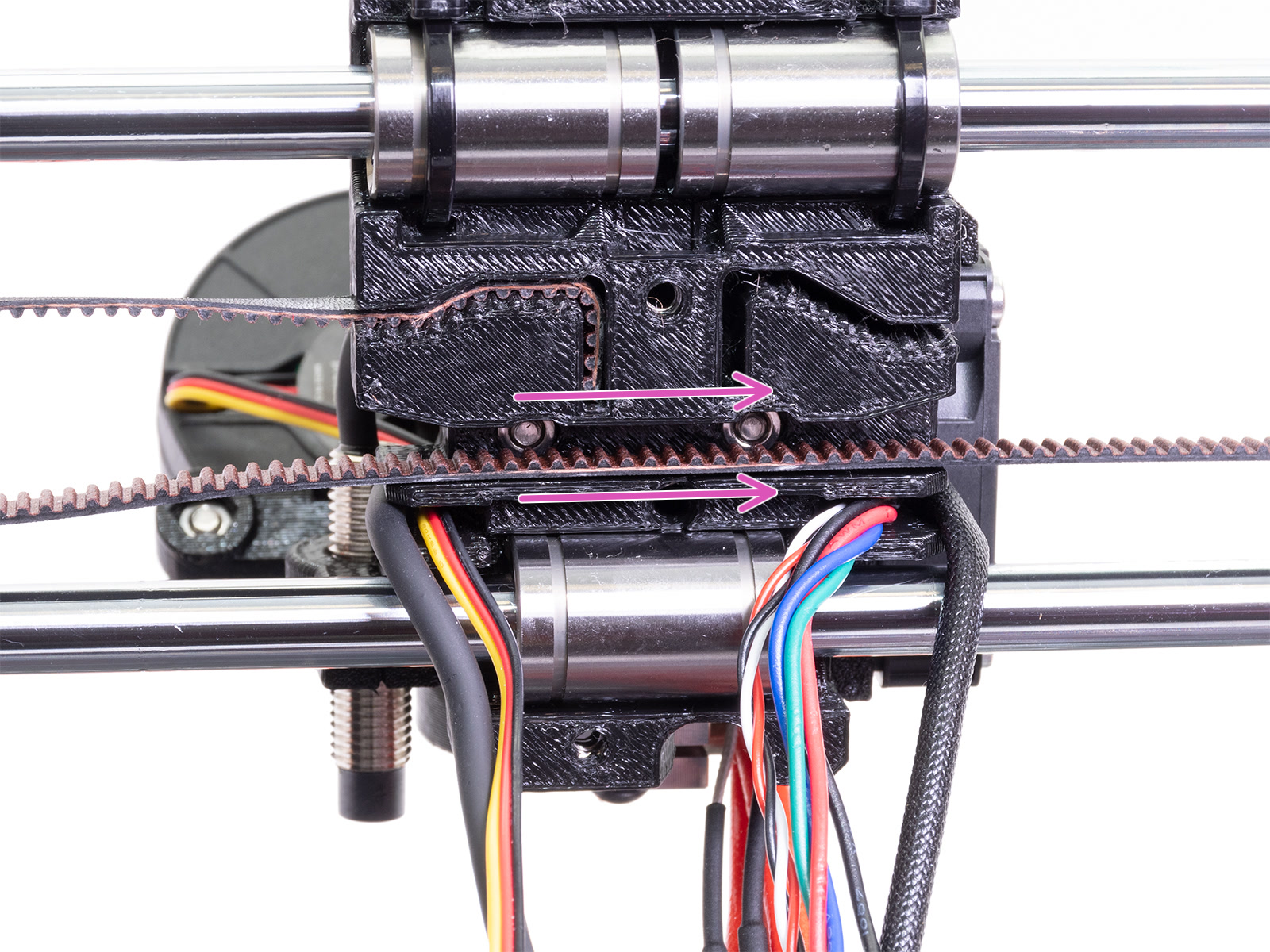
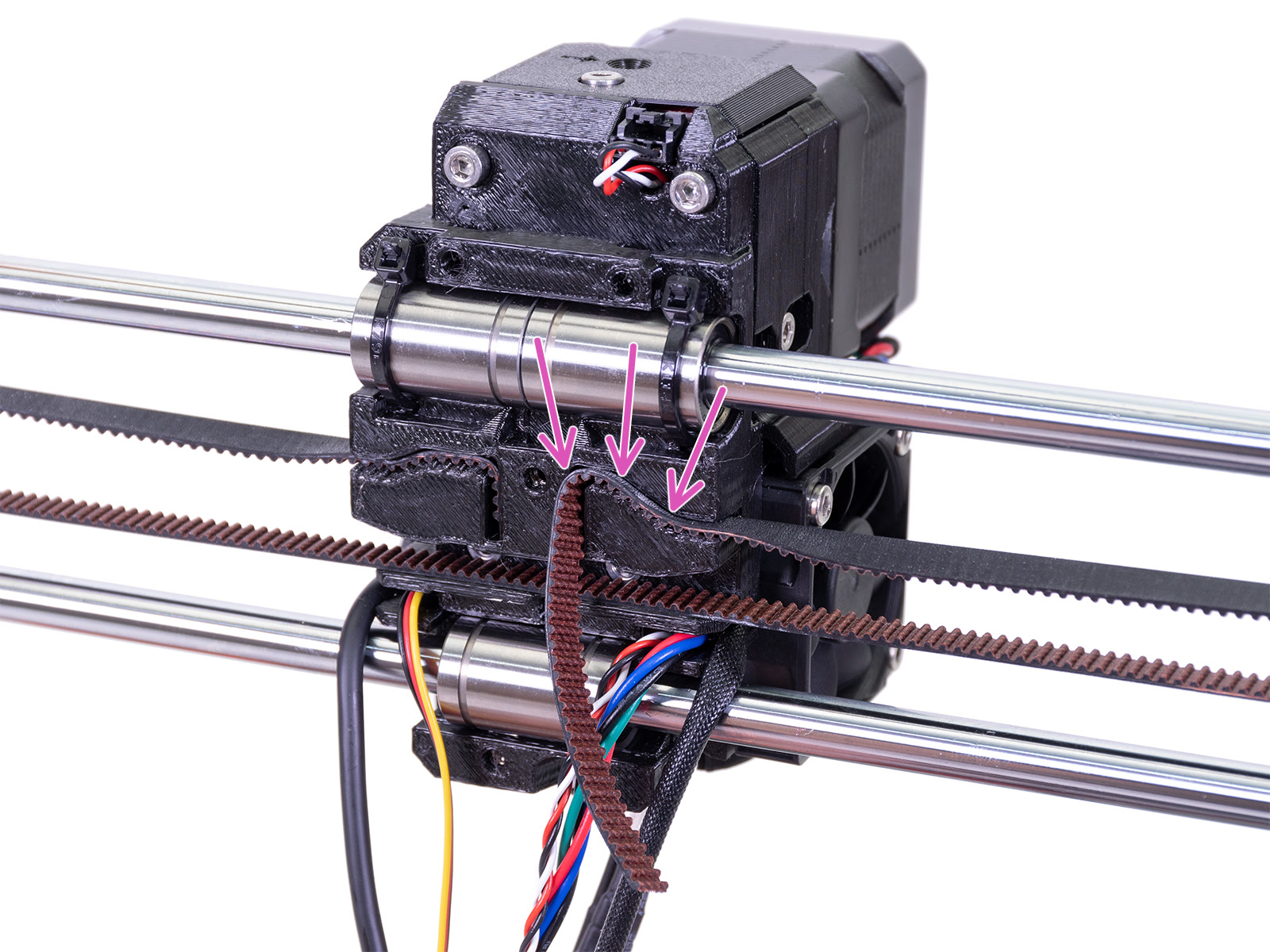
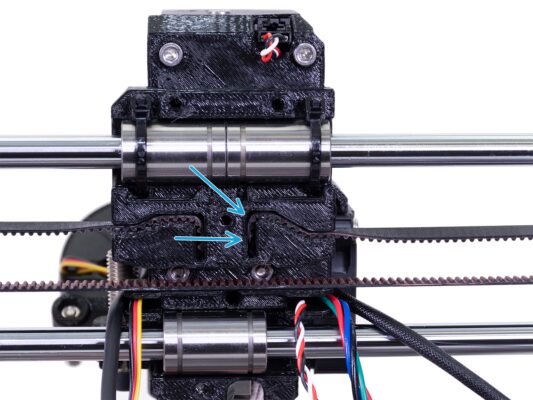
⬢Inserisci la parte piatta della cinghia X-GT2 nel carrello X come mostrato nella seconda immagine.
Usa un cacciavite o la chiave a brugola più piccola per spingere la cinghia all'interno.
Da questo lato ci sarà un eccesso di cinghia, NON TAGLIARLA ancora.
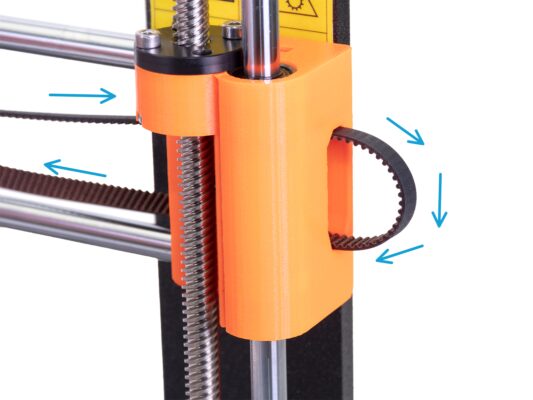
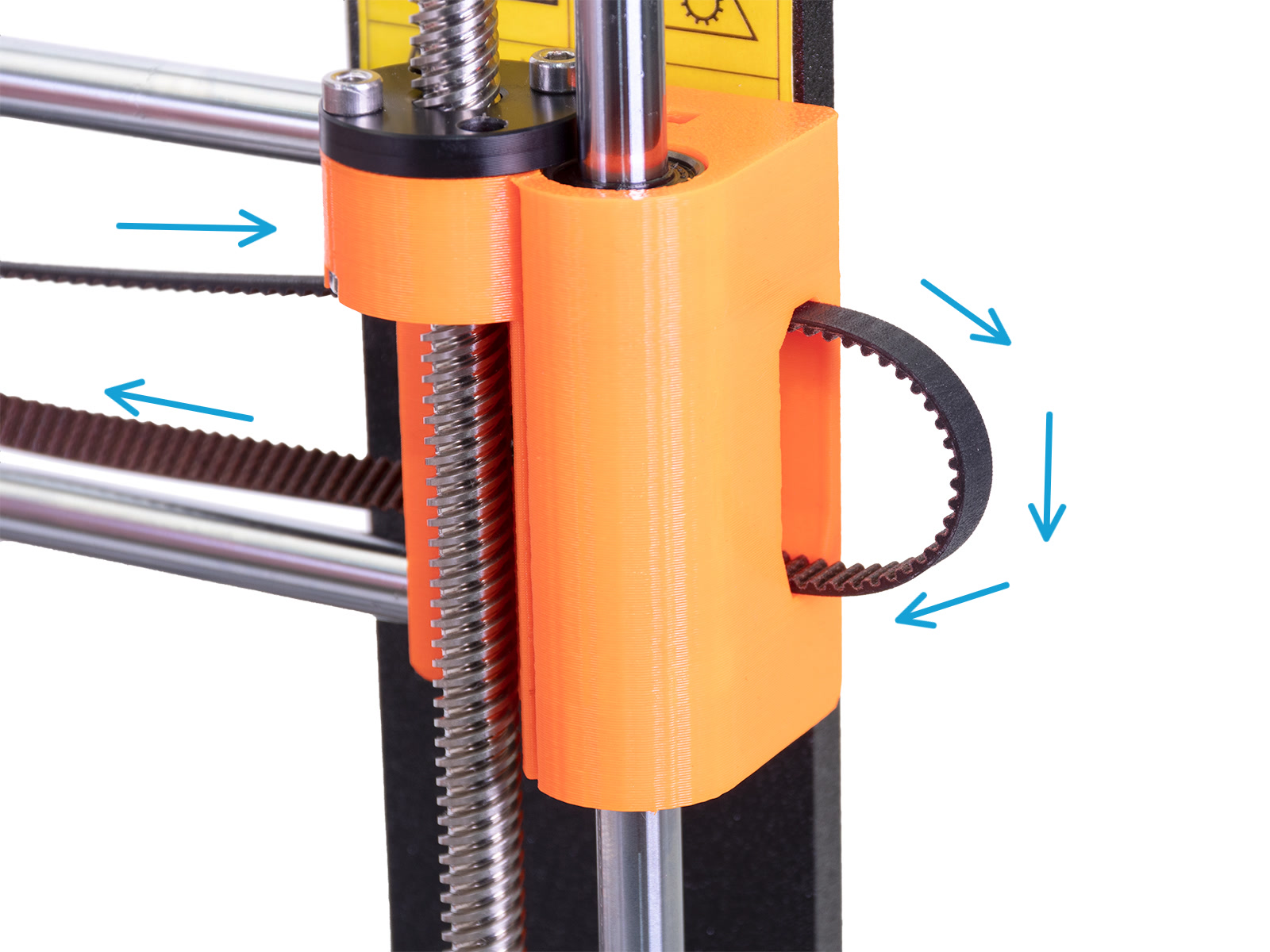
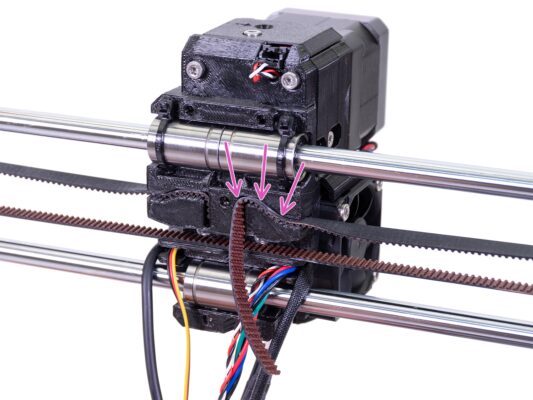
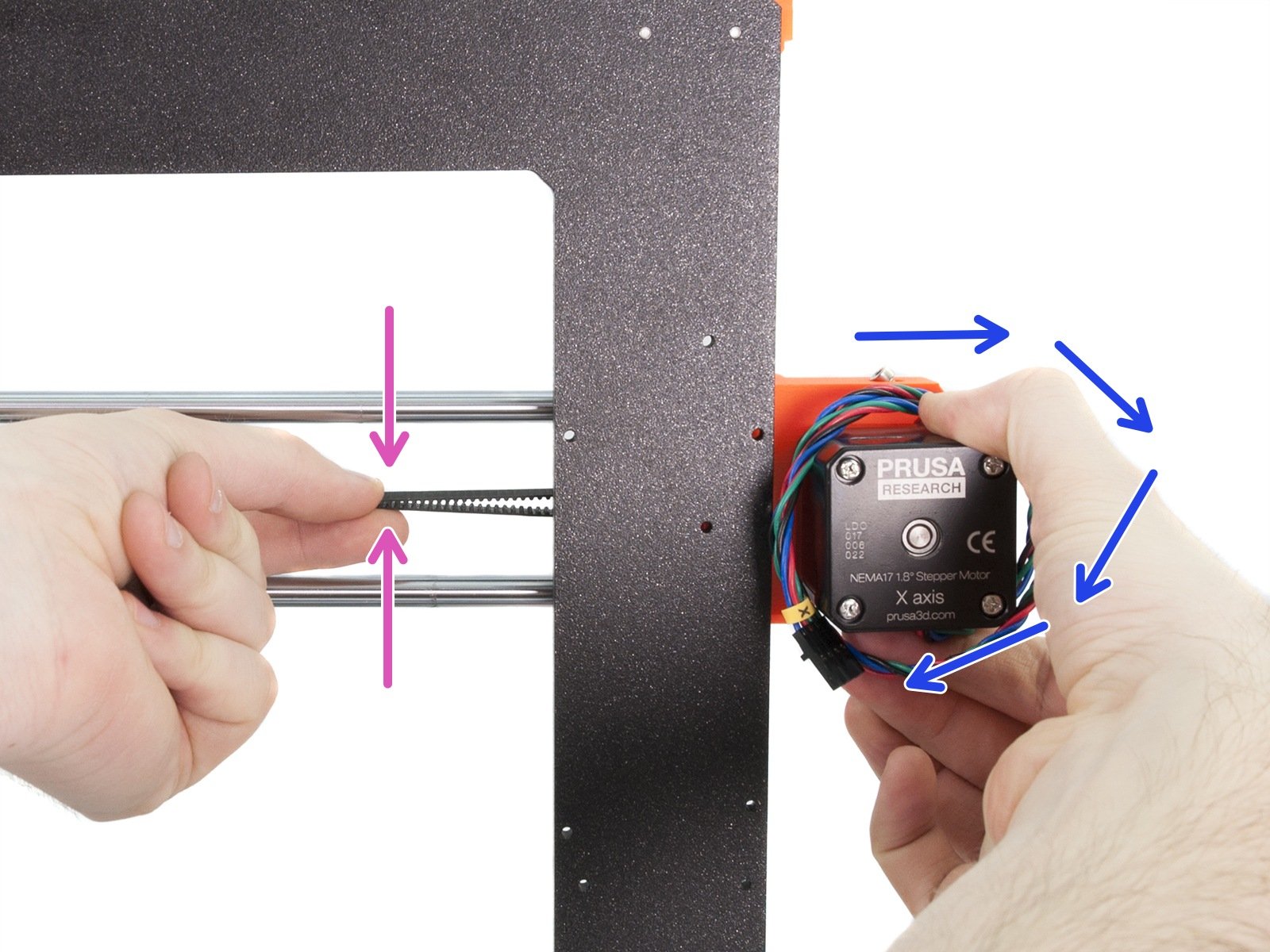
⬢Con la mano destra, ruota il motore nella posizione originale e mantienilo in posizione (la cinghia verrà messa in tensione).
⬢Con due dita della mano sinistra, premi la cinghia. Ci vorrà pochissima forza per piegare la cinghia, MA non dovrà piegarsi da sola con il suo stesso peso prima di essere premuta con le dita. Dovrà stare dritta da sola.
Se hai difficoltà a ruotare il motore nella sua posizione precedente, vuol dire che la cinghia è troppo tesa.
⬢A seconda della tensione della cinghia troppo alta o troppo bassa, regola la lunghezza della cinghia nel carrello X-carriage.
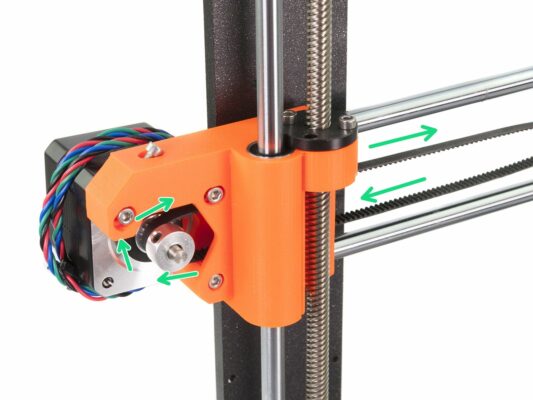
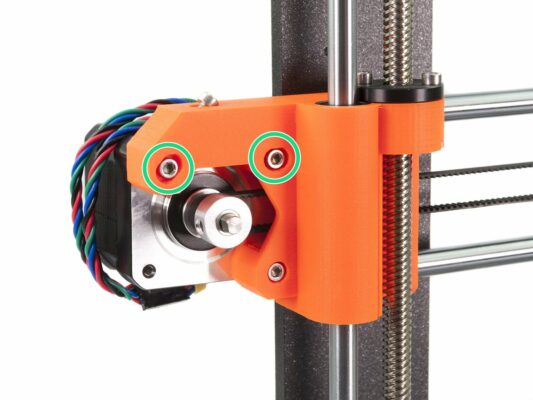
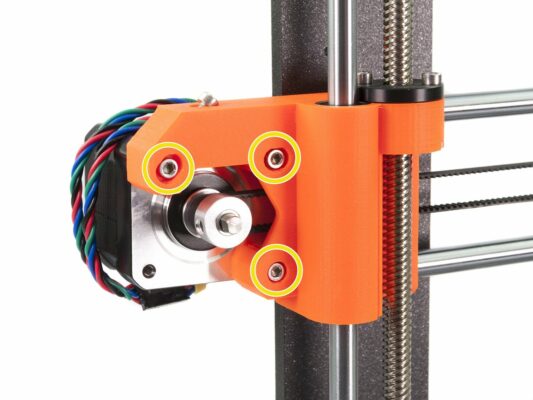
⬢Quando hai finito, ruota il motore alla sua posizione originale e avvita nuovamente le due viti M3.
⬢Usa la tecnica descritta qui sotto per testare la corretta tensione della cinghia.
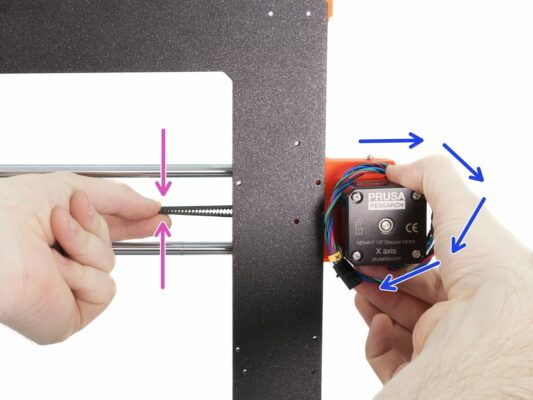
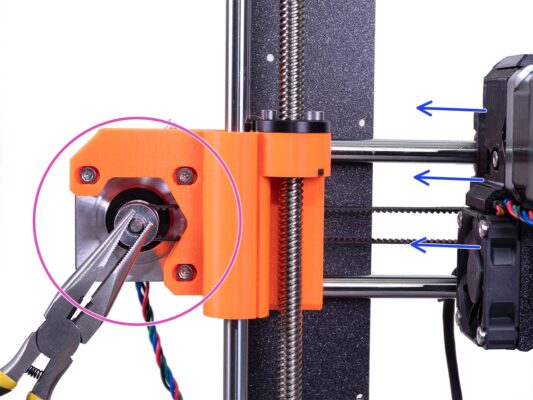
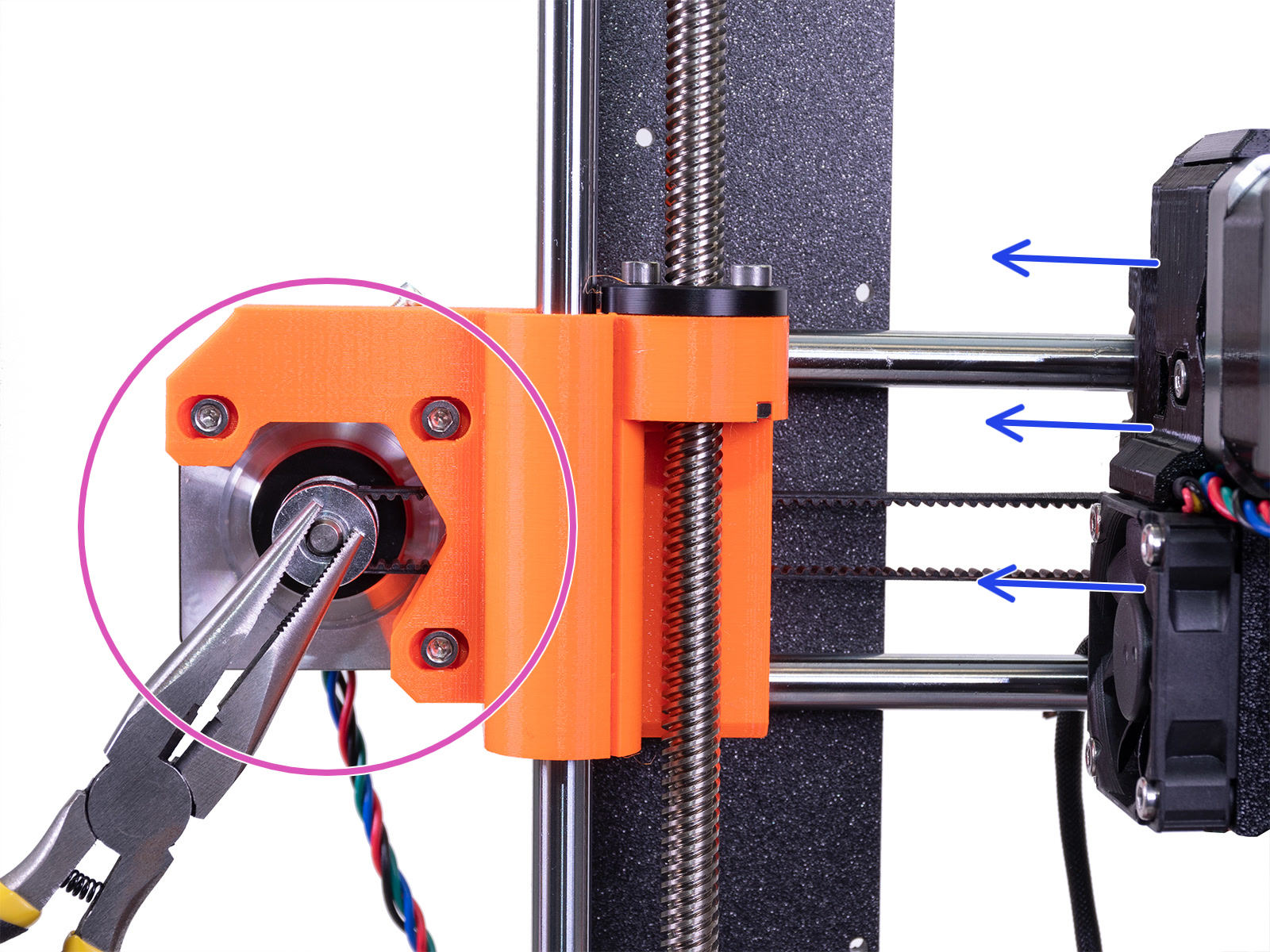
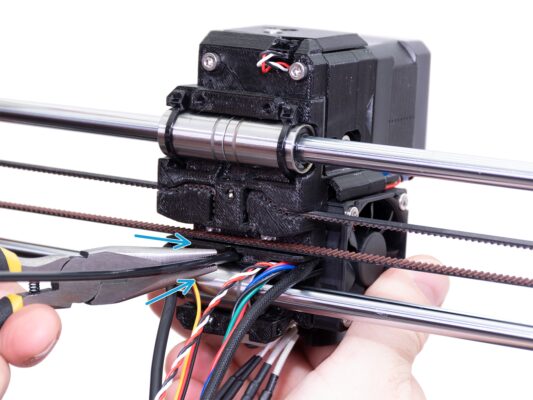
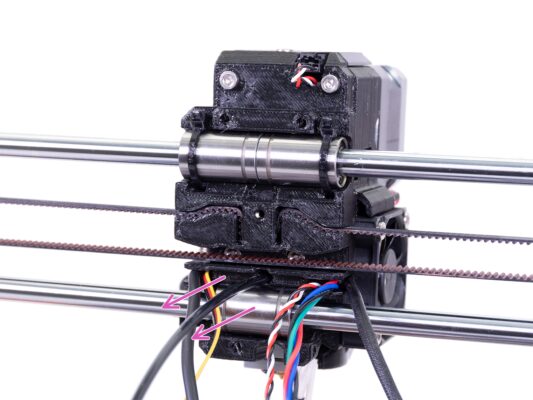
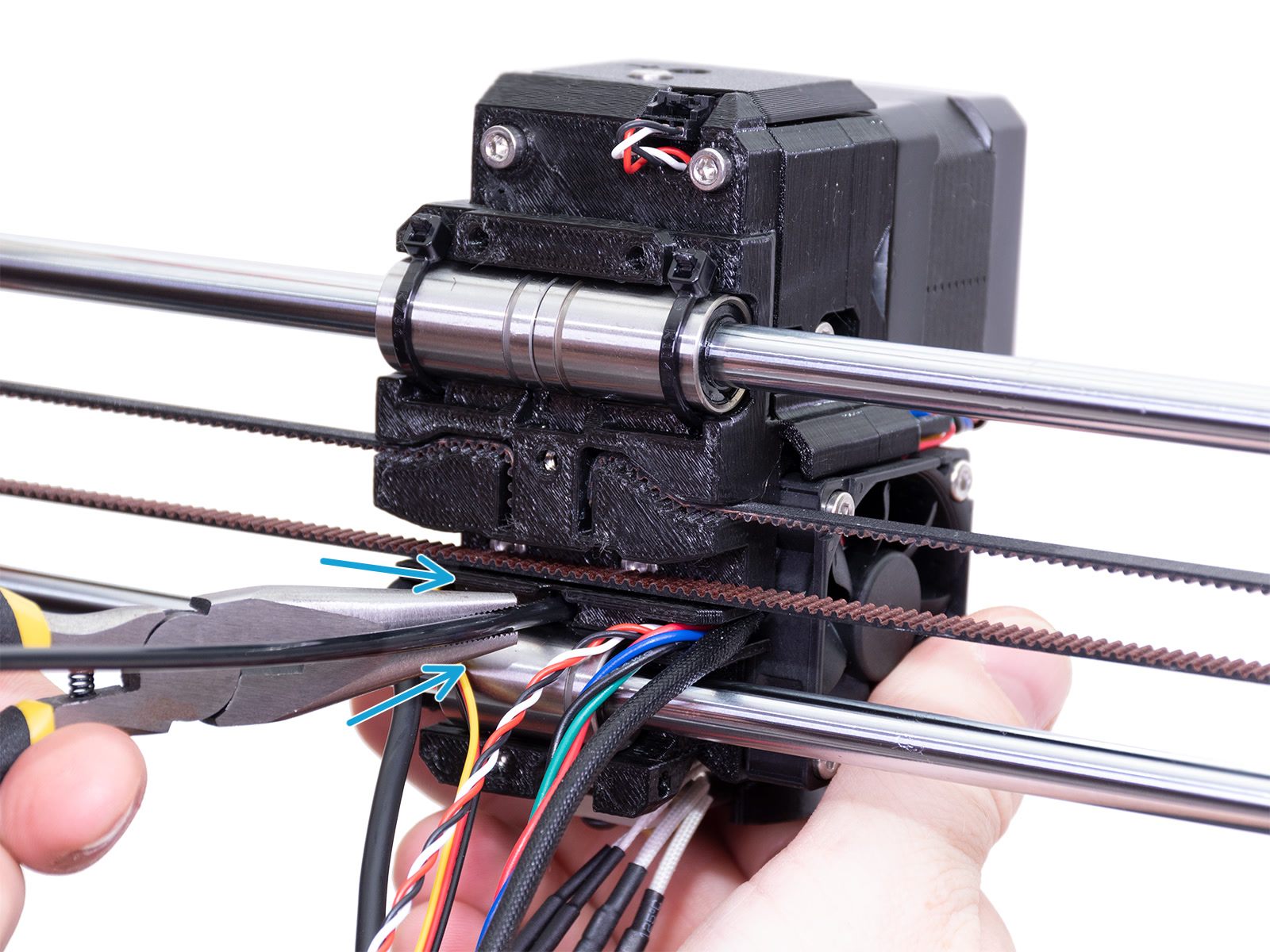
⬢Usa la pinza per tenere fermo l'albero del motore X.
⬢Sposta l'estrusore verso il motore dell'asse X. Non esercitare troppa forza.
⬢Se la cinghia è tesa correttamente, dovresti avvertire una certa resistenza e l'estrusore non dovrebbe muoversi. Nel caso in cui la cinghia fosse allentata, questa si deformerà (formando "un'onda") e slitterà sui denti della puleggia.
Cinghia troppo lenta? Torna al passo 49 e ripeti tutti i passi fino a qui. Devi ruotare il motore e mettere in tensione la cinghia nel X-carriage. Dovrebbe essere sufficiente accorciare la cinghia spostandola di uno o due denti fuori dal X-carriage.
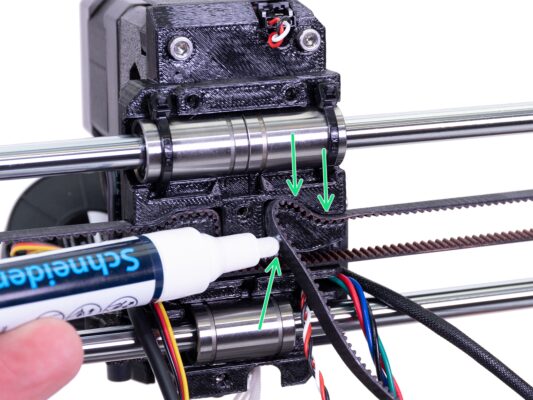
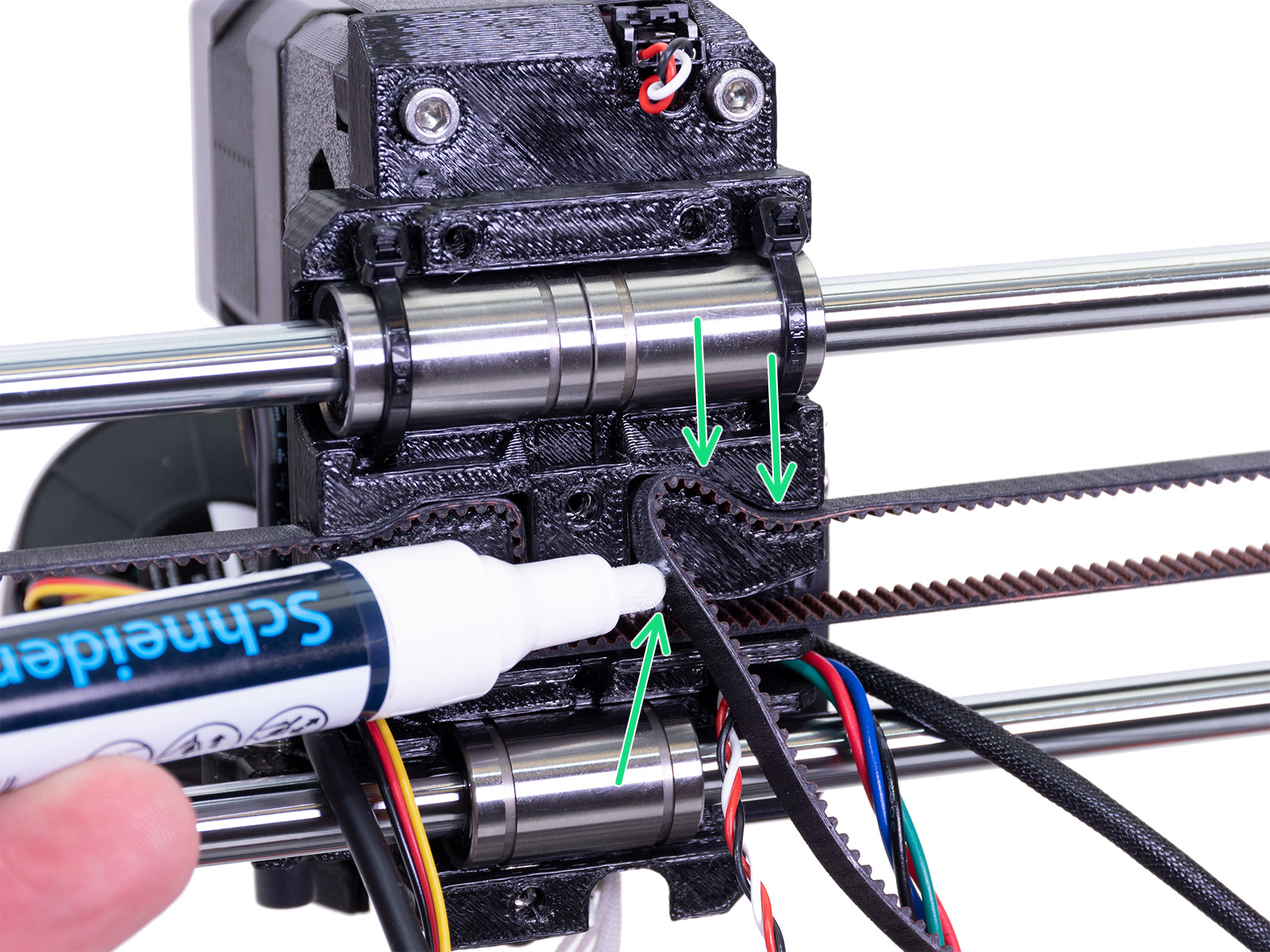
Per il seguente passo, consigliamo di utilizzare un pennarello bianco, ma puoi accorciare la cinghia anche senza.
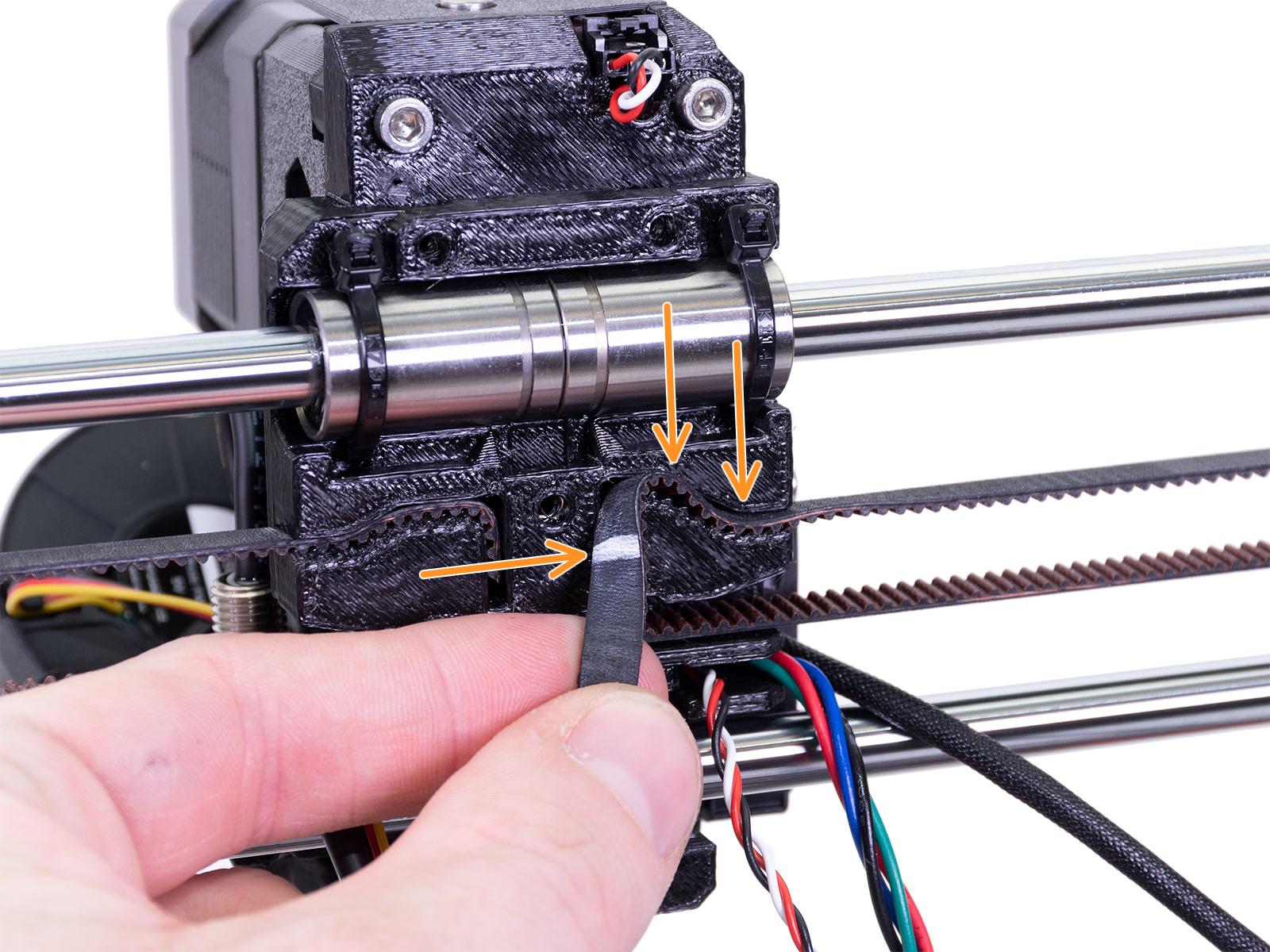
⬢Misura la porzione di cinghia che deve essere accorciata e, assicurandoti di lasciare almeno 3-4 denti dentro il carrello X per non perdere la tensione della cinghia, delicatamente allontana la cinghia in eccesso. Se possibile fai un segno dove tagliare la cinghia.
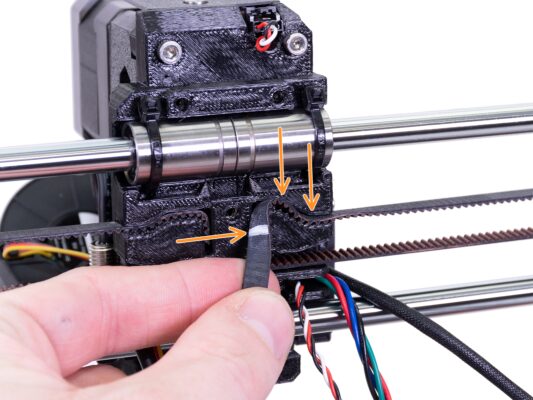
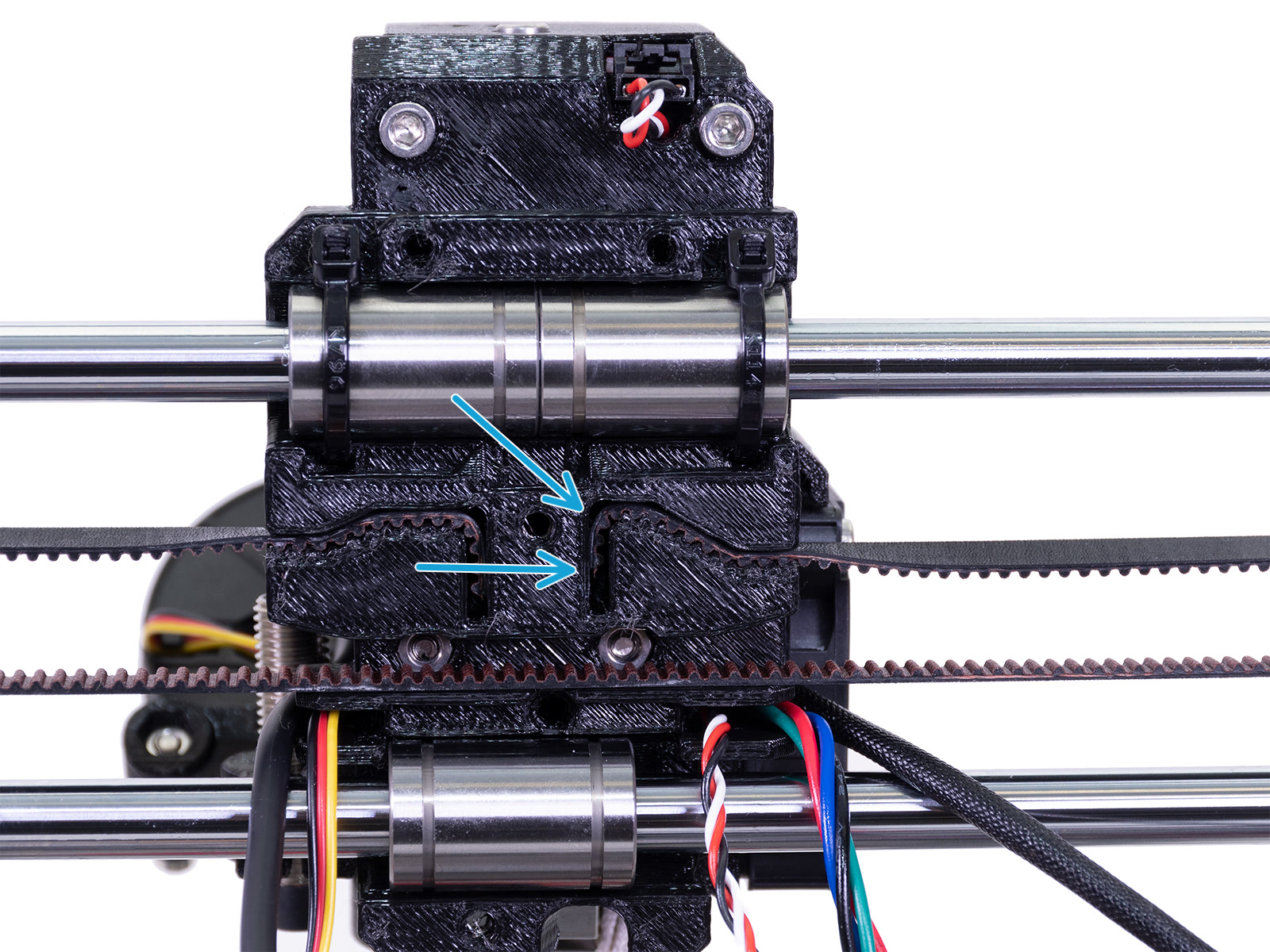
⬢Assicurati nuovamente che il segno sia nella posizione corretta e che la cinghia sia ancora in tensione.
⬢Taglia la cinghia usando la pinza e spingila dentro il carrello X usando una chiave a brugola o un cacciavite, se necessario.
In questo passo completeremo il serraggio della cinghia. Per favore consulta le istruzioni prima, la cinghia potrebbe già avere la tensione corretta, nel qual caso non è necessario regolare le viti.
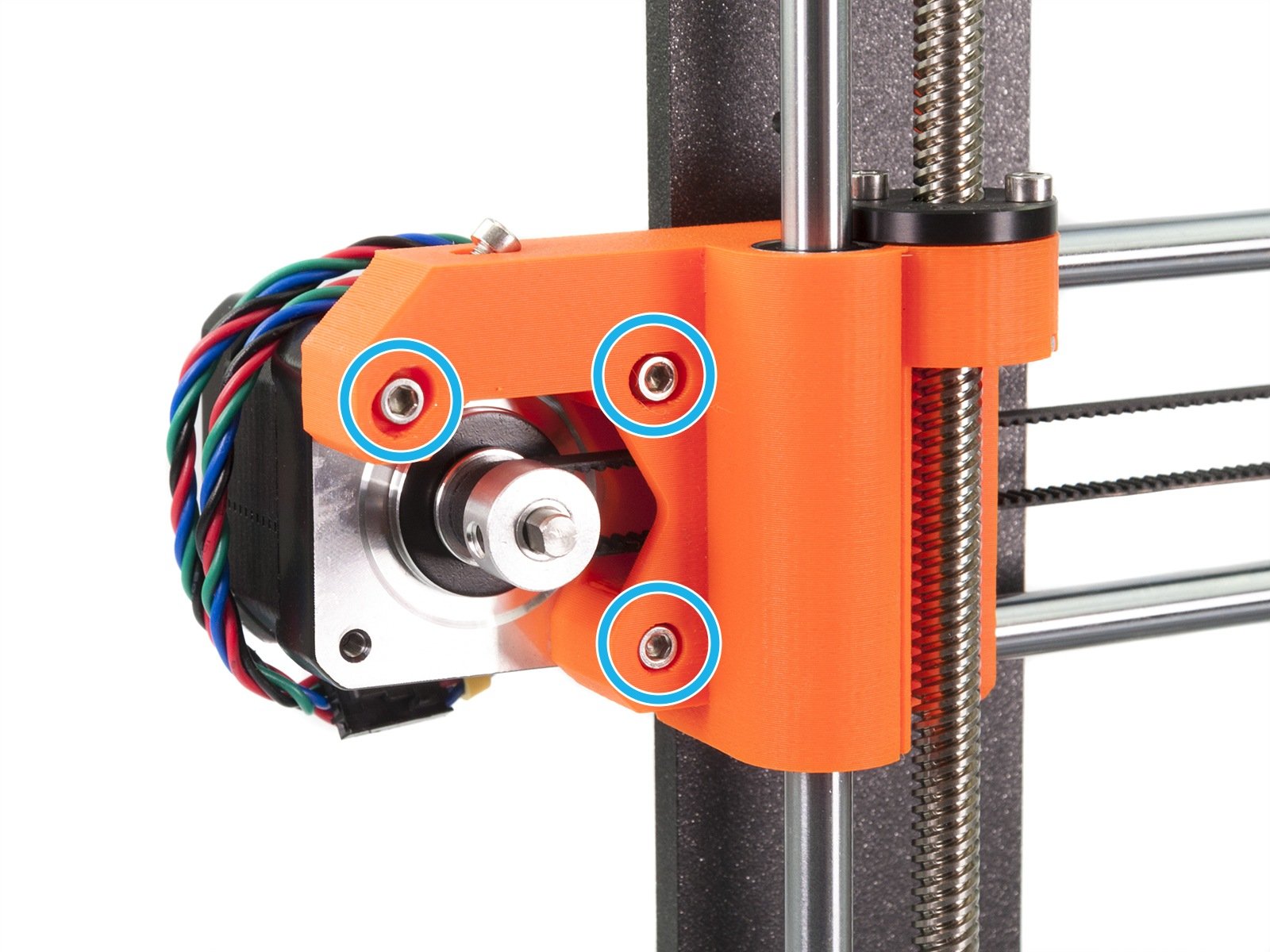
⬢Per prima cosa, allenta leggermente tutte le viti che fissano il motore, altrimenti il "tendicinghia" non funzionerà (il motore deve potersi muovere).
ATTENZIONE !!! PRESTA ESTREMA CAUTELA NELLO STRINGERE LE VITI, SE STRINGI TROPPO POTRESTI ROMPERE LA PARTE.
⬢Utilizzando una chiave a brugola inizia a stringere la vite M3x18 dentro il supporto X-end-motor, ma controlla la tensione della cinghia dopo ogni giro o due.
⬢Per una prestazione ottimale, la cinghia deve essere un po' più dura da premere con le dita. Sposta l'estrusore completamente verso lo X-end-idler e verifica la tensione della cinghia al centro dell'asse X.
⬢Quando raggiungi la tensione ottimale, stringi nuovamente le viti.
Nel caso riscontrassi un errore sull'asse X durante la calibrazione, o uno scostamento layer sulla direzione X, è possibile regolare questa vite di conseguenza. Stringere la vite tende la cinghia. Svitare la vite ha l'effetto opposto. Non dimenticare di svitare le viti sul motore prima di ogni regolazione.
È consigliato l'utilizzo di occhiali protettivi durante il taglio del filamento di nylon.
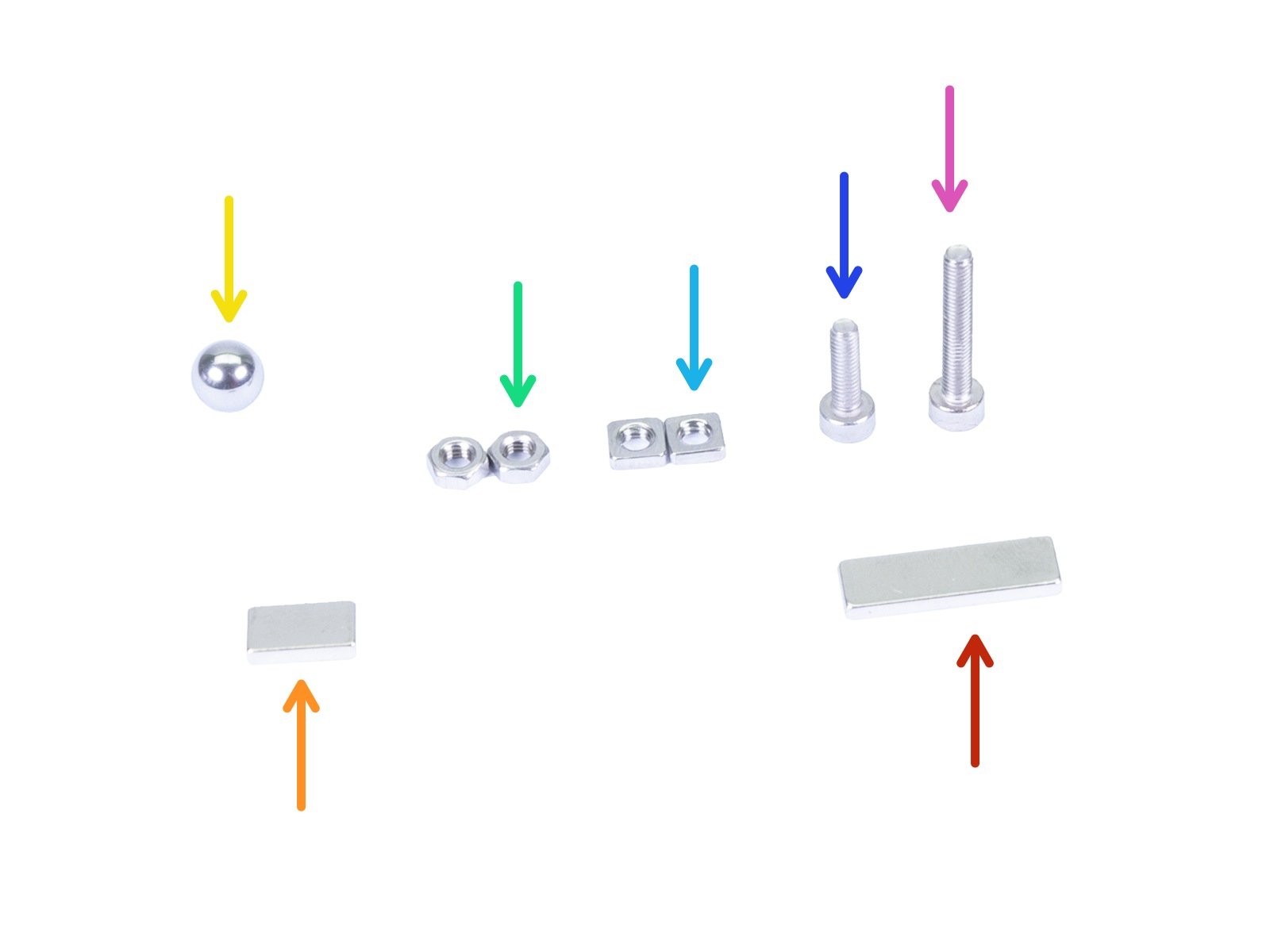
⬢Per i seguenti passi prepara:
⬢Filamento nero di nylon 50 cm / 19.7 pollici (1x)
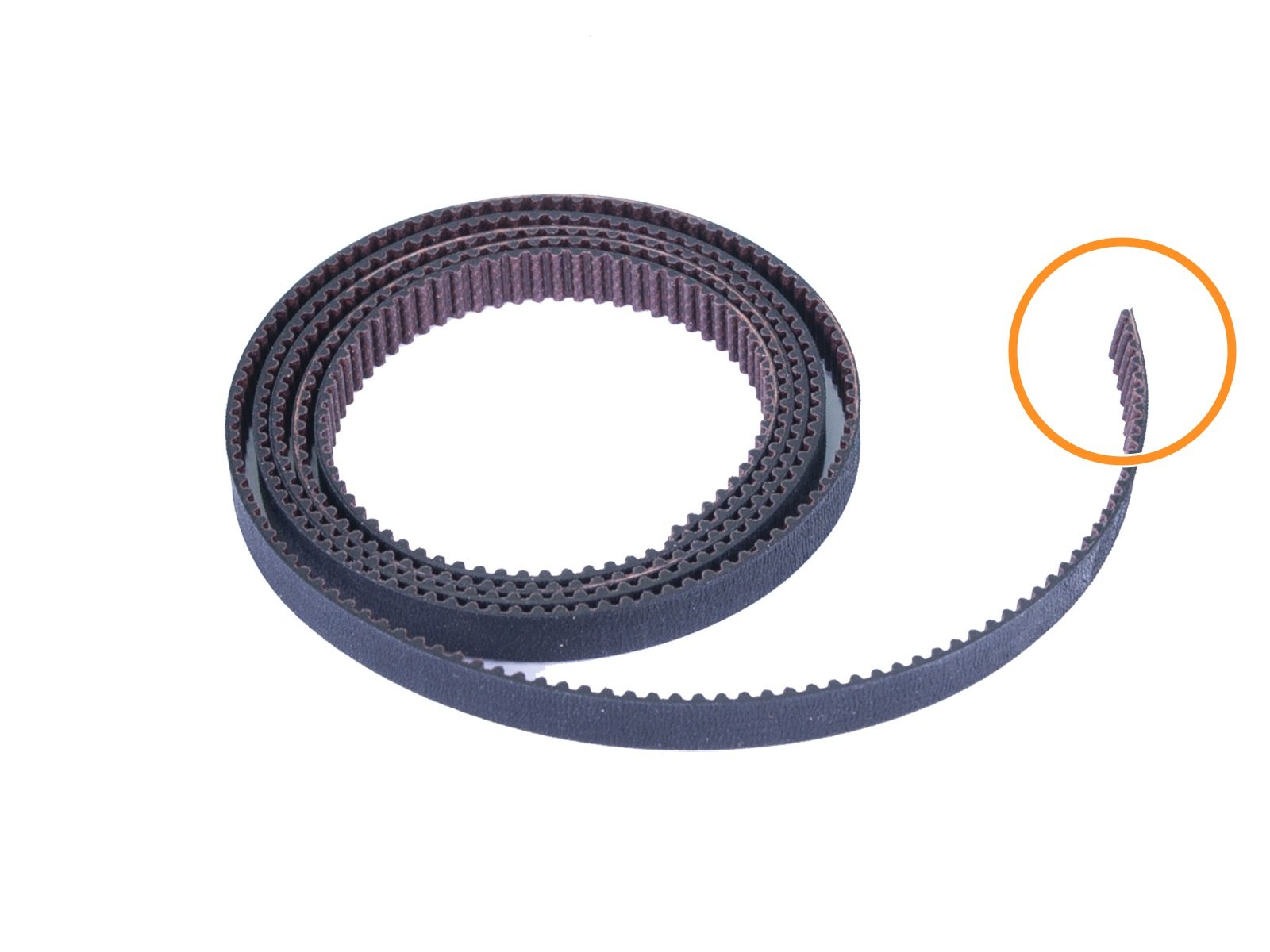
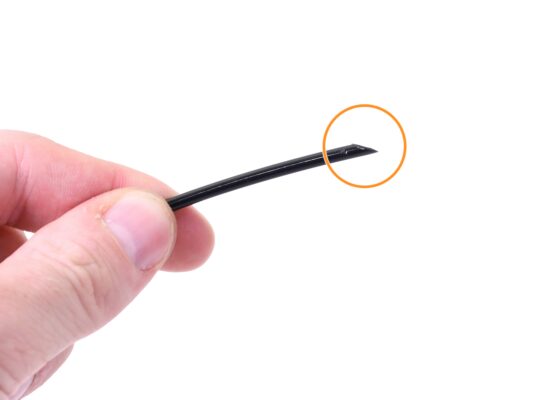
⬢Usando la pinza, taglia un'estremità del filamento per creare una punta.
⬢Controlla che la punta sia simile alla terza immagine.
Il pacchetto di aggiornamento include un nuovo filo di nylon nel caso in cui quello della stampante smontata sia danneggiato o non più abbastanza rigido.
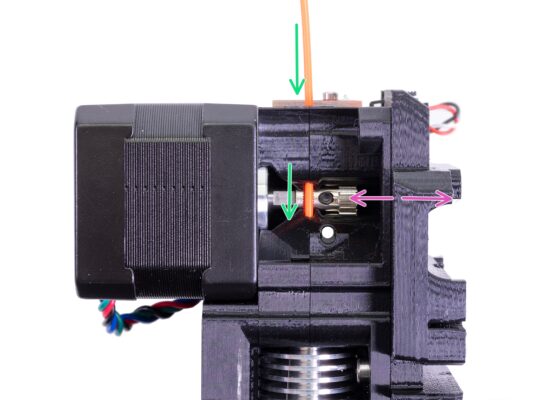
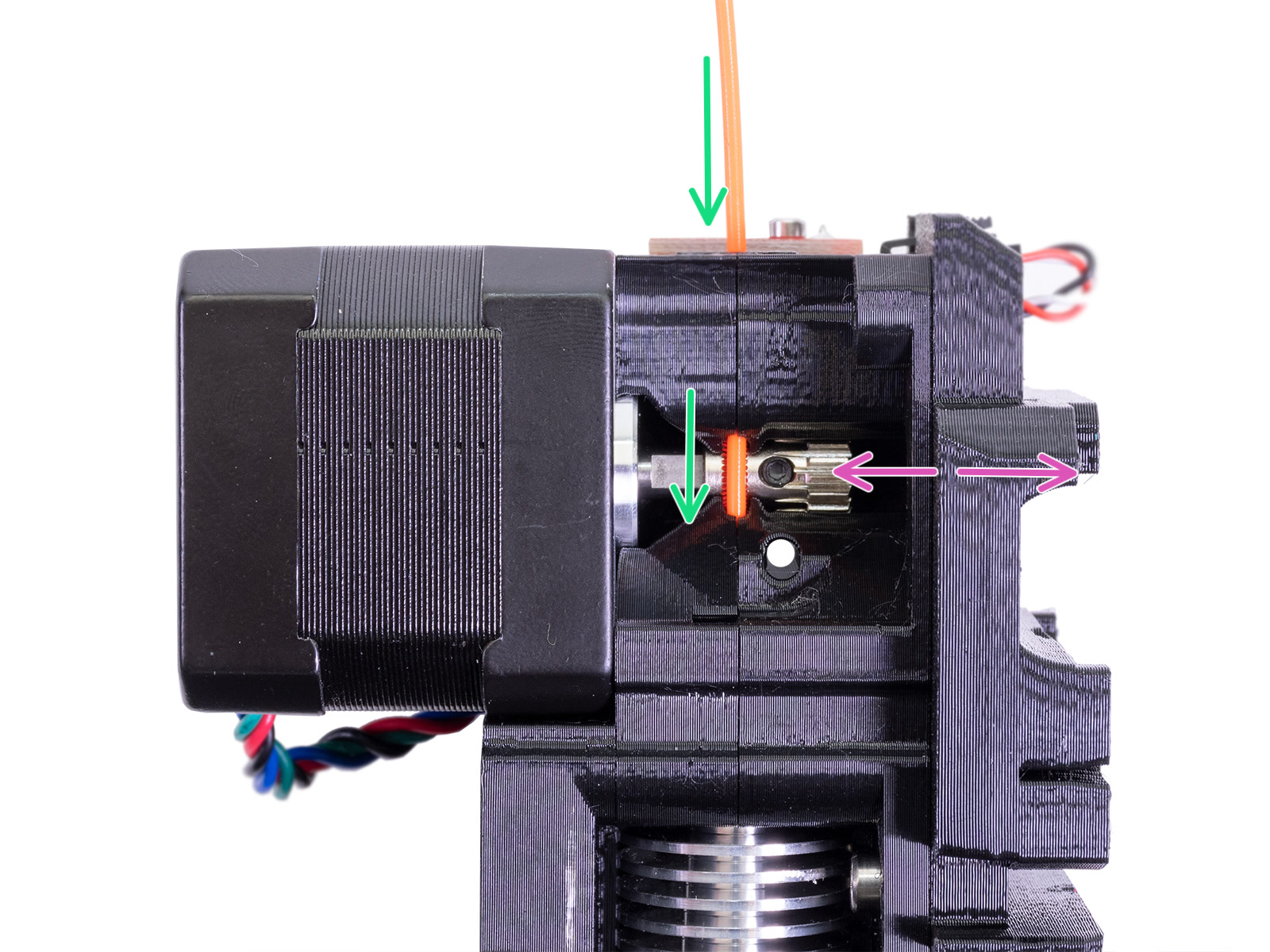
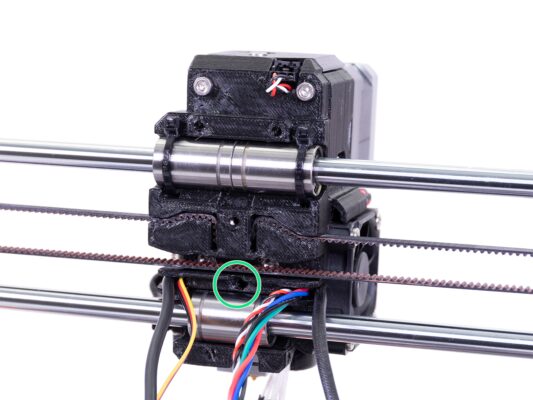
⬢Localizza la fessura per il filamento di NYLON. Usando la chiave a brugola più piccola assicurati che non ci siano ostacoli all'interno.
⬢Usando le pinze inserisci nello slot il filamento di NYLON con il capo appuntito e torcilo. Tieni l'estrusore con l'altra mano.
FAI ESTREMA ATTENZIONE in quanto le pinze tendono a scivolare e potresti facilmente danneggiare i fili!!!
⬢Per verificare il corretto posizionamento del filamento, tiralo leggermente con a mano. L'asse X dovrebbe flettersi un po' ma il filamento deve rimanere nell'alloggiamento.
⬢Se hai difficoltà, prova a sistemare la punta del filamento.
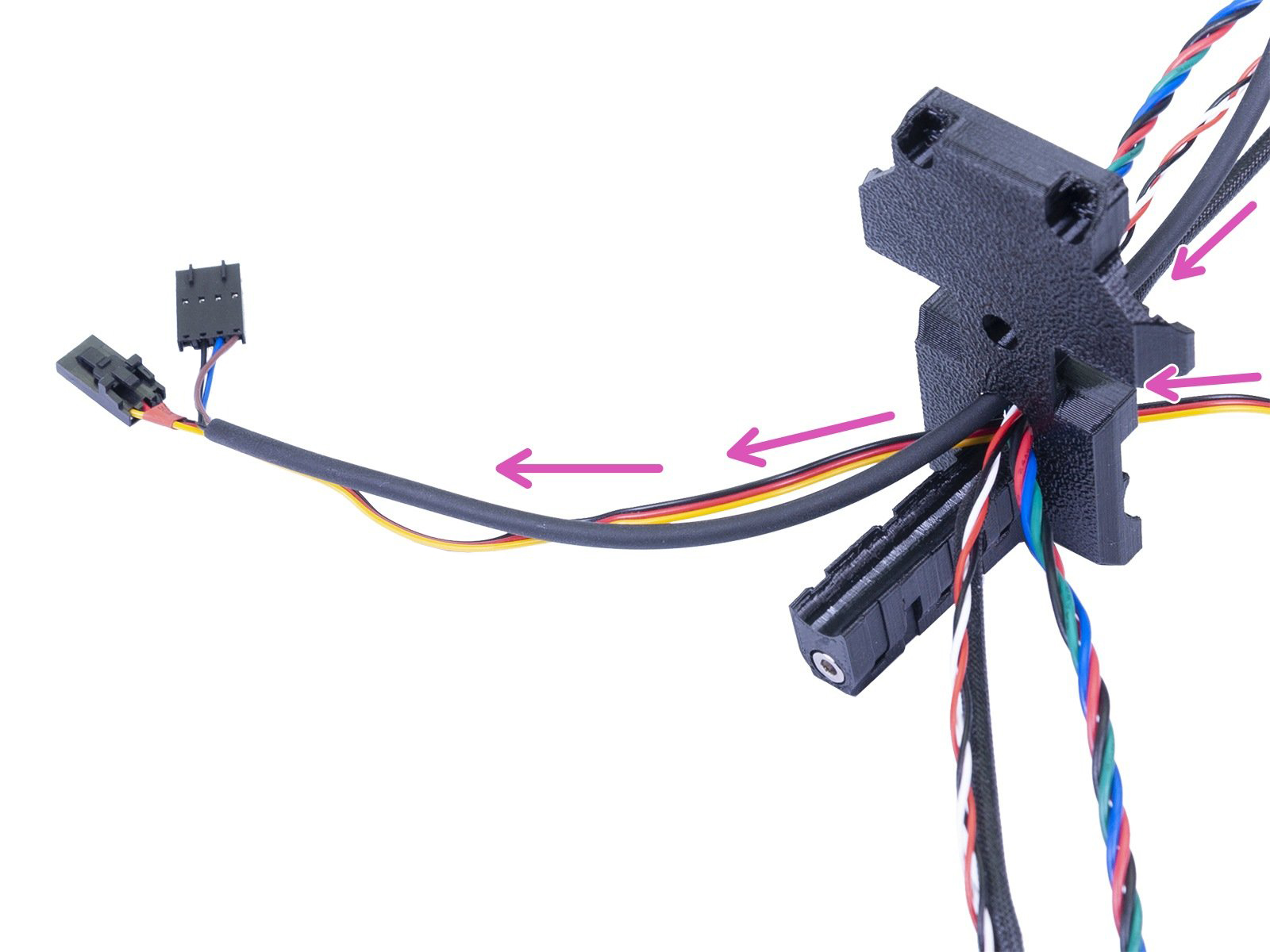
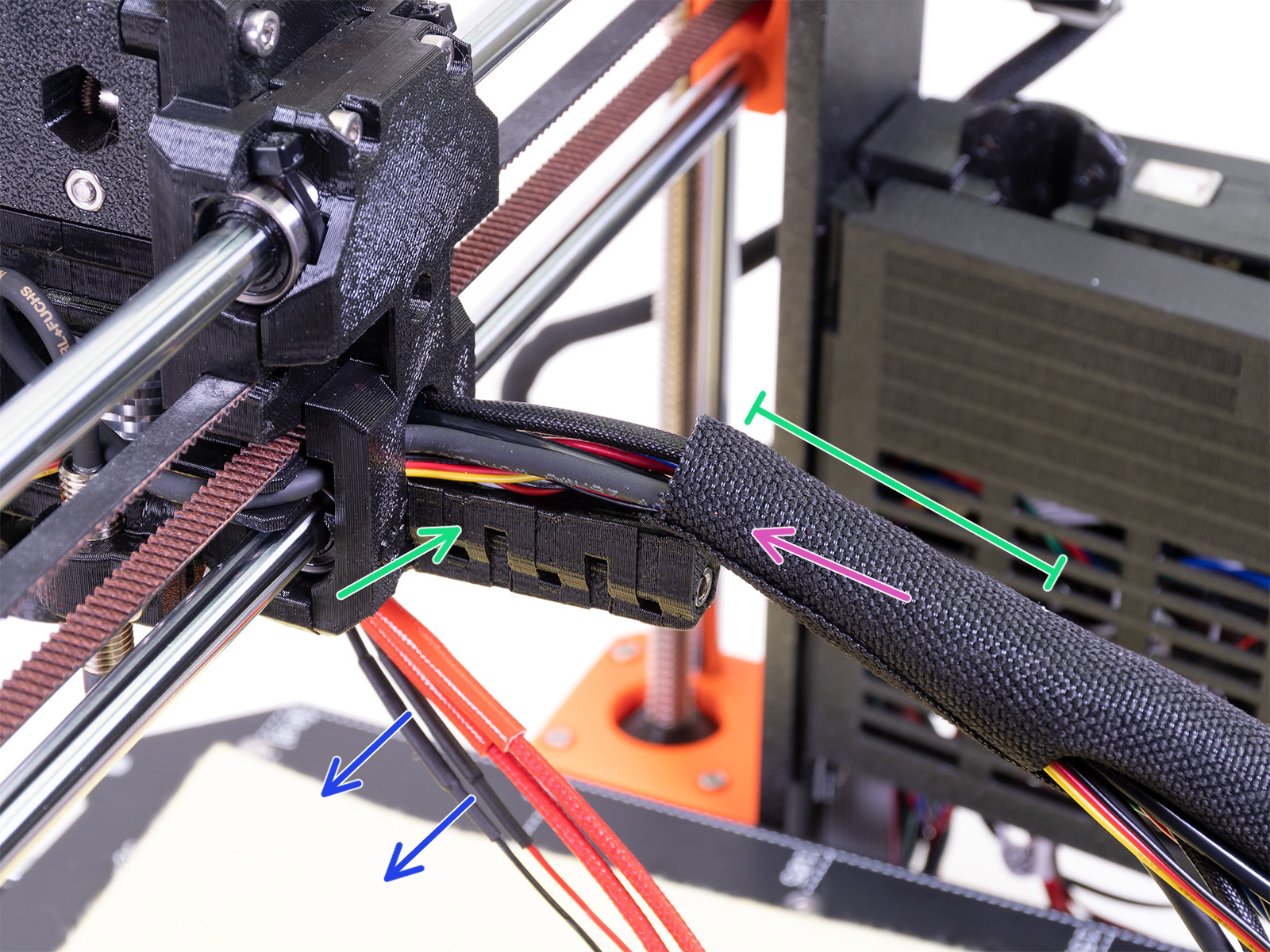
⬢Apri un capo della guaina in tessuto e falla scivolare sul gruppo di cavi che parte dall'estrusore. Non dimenticare di includere il filo di nylon nero inserito precedentemente!
⬢Per il momento, lascia fuori i cavi dell'hotend.
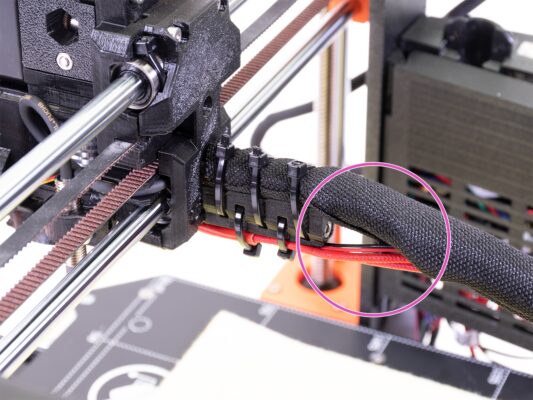
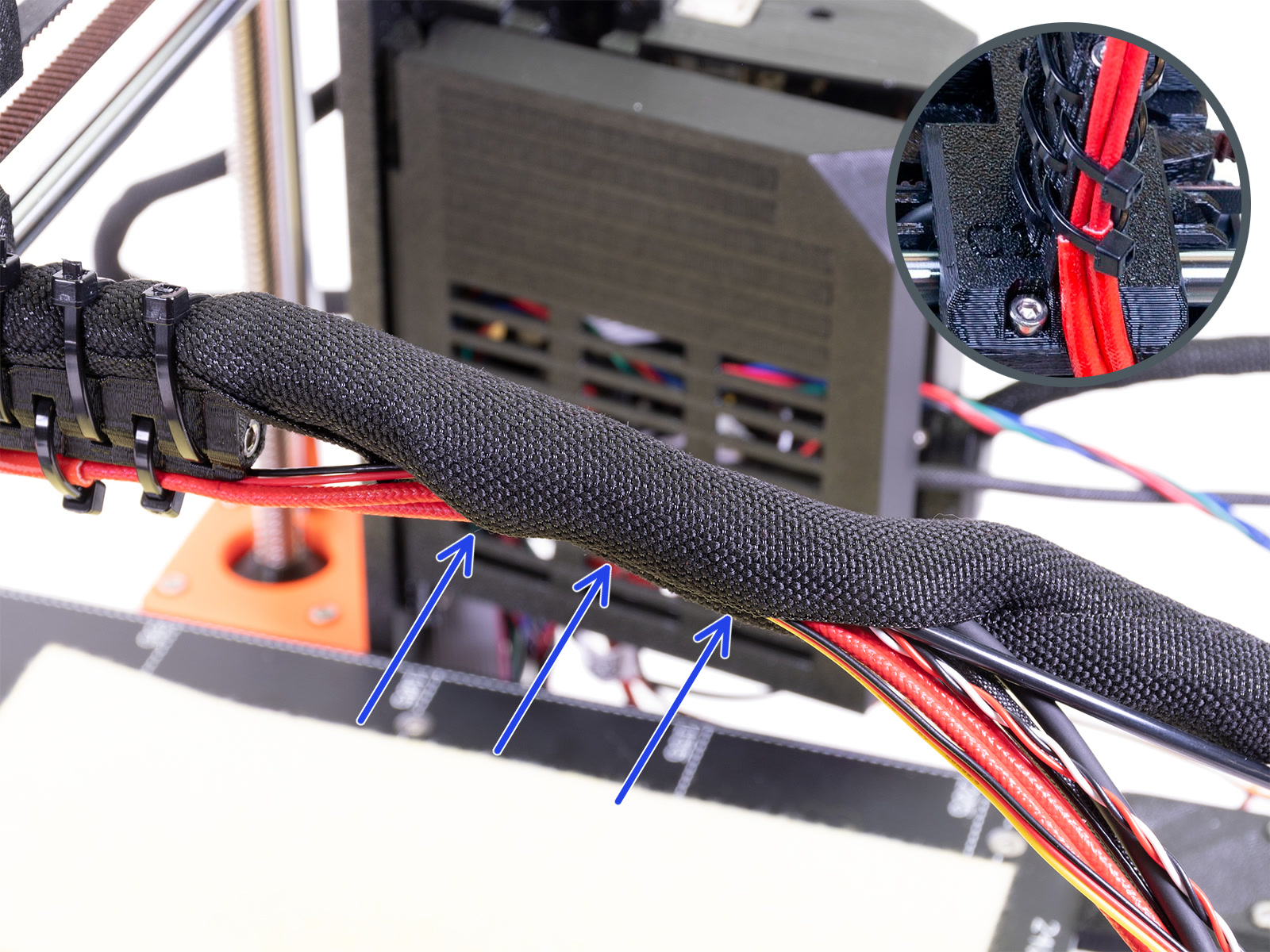
⬢La lunghezza del primo avvolgimento dovrebbe essere leggermente più lungo della parte cable-holder, 5 cm circa sono sufficienti.
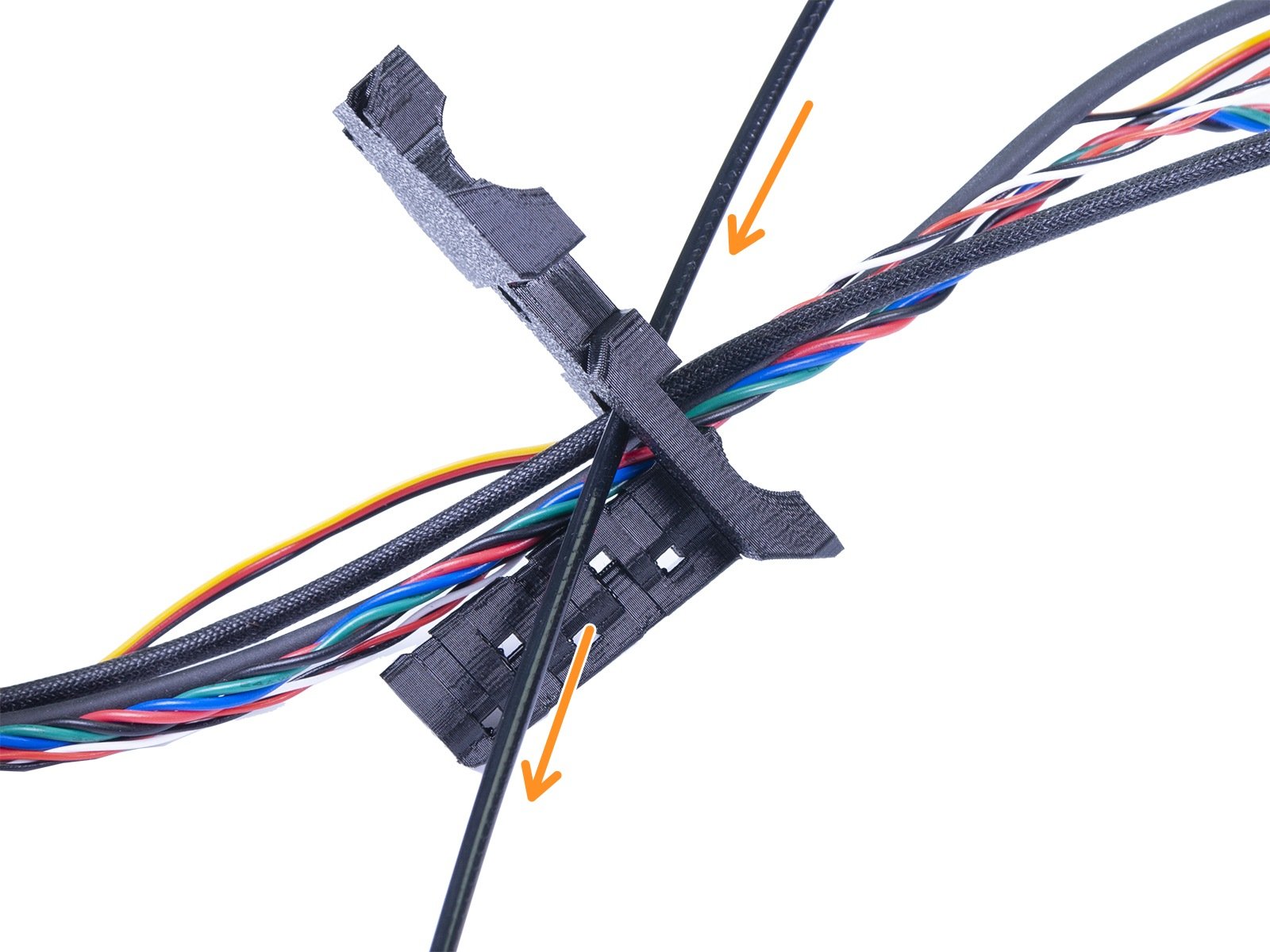
⬢Delicatamente, arriccia la guaina per renderla più sottile e stretta attorno ai cavi, orienta la cucitura della guaina verso il basso, quindi falla scivolare verso l'estrusore.
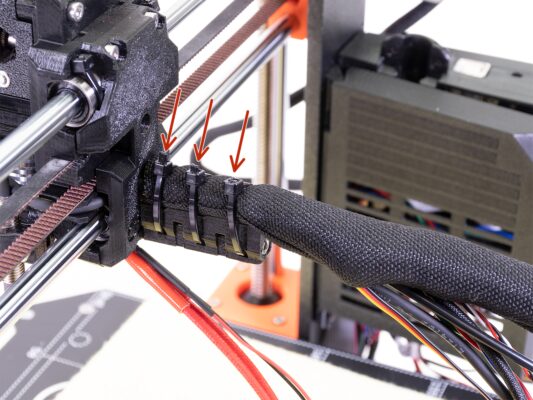
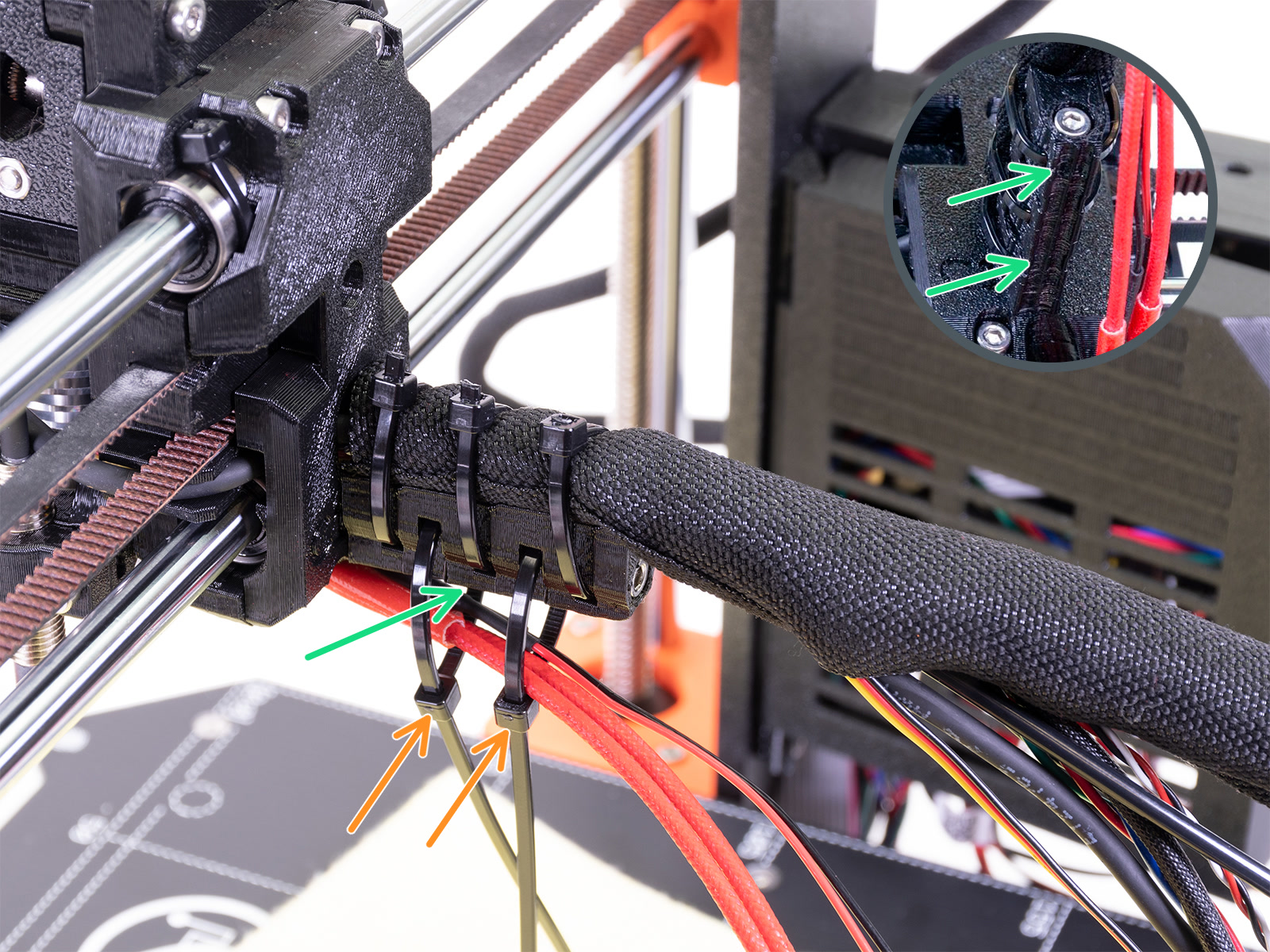
⬢Prendi 3 fascette ed inseriscile nelle fessure della fila bassa sul reggicavo cable-holder.
⬢Ruota nuovamente la guaina (senza attorcigliare i cavi all'interno) e stringi le fascette.
IMPORTANTE: Taglia l'eccesso di ciascuna fascetta usando le pinze, taglia il più vicino possibile alla testa. Nota la corretta posizione di ciascuna testa delle fascette (leggermente decentrate sulla sinistra).
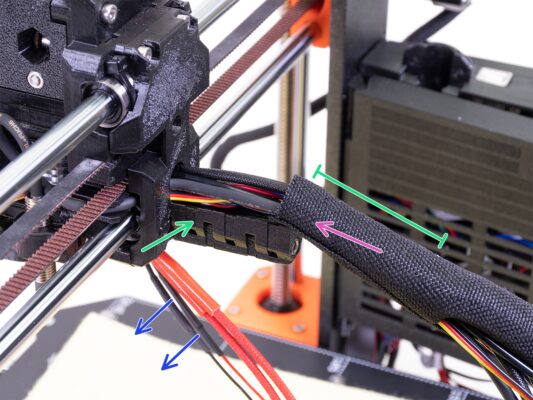
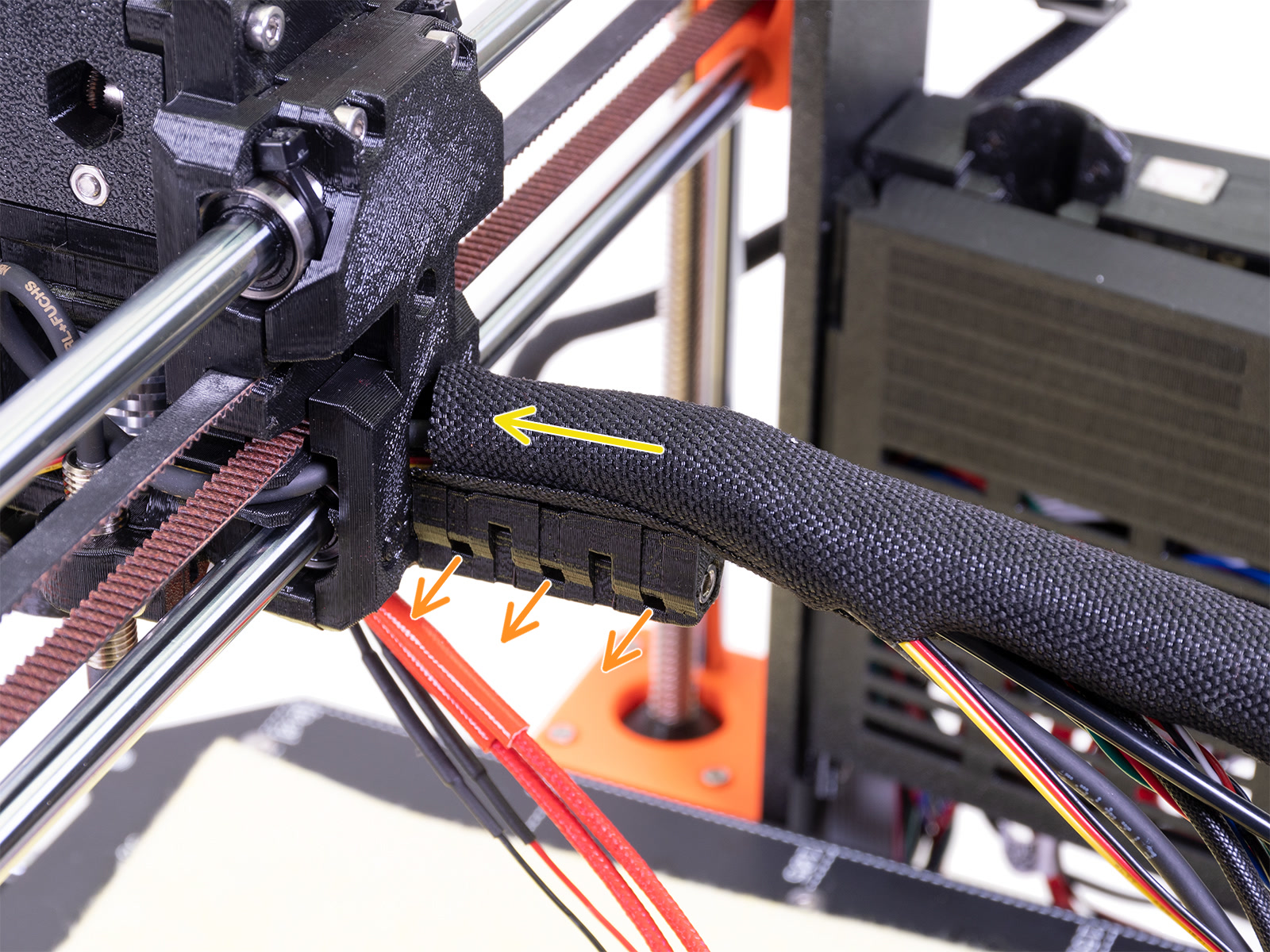
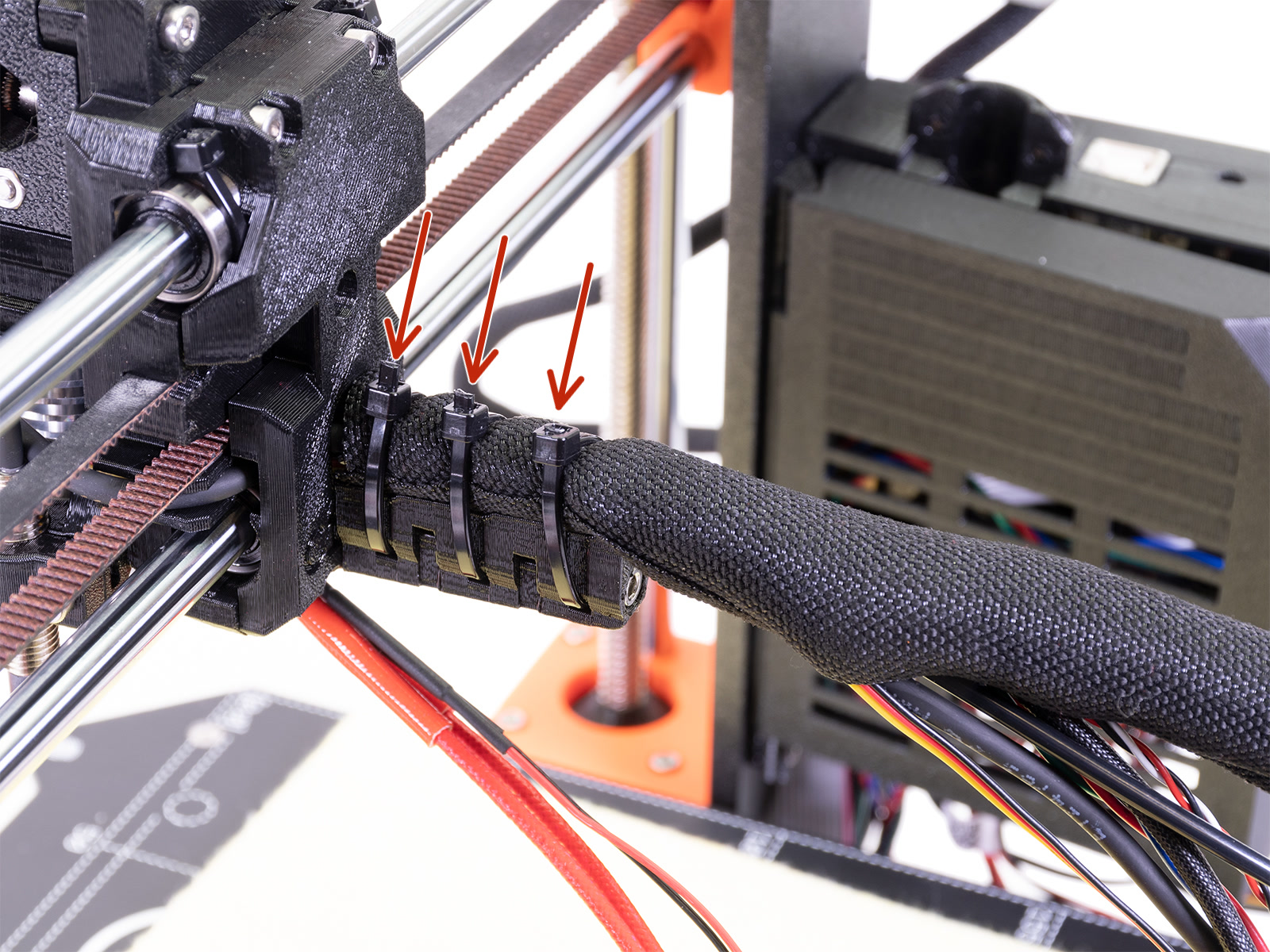
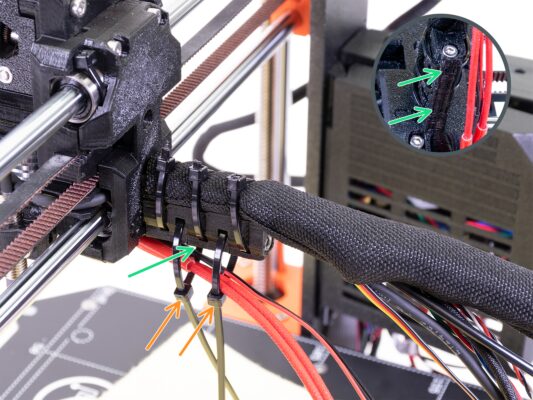
⬢Usa due fascette e inseriscile nelle fessure superiori del reggicavo cable-holder.
⬢ATTENZIONE! Prima di chiudere e stringere le fascette, aggiungi i cavi dell'hotend. Usa il canale nella parte stampata per organizzarli correttamente.
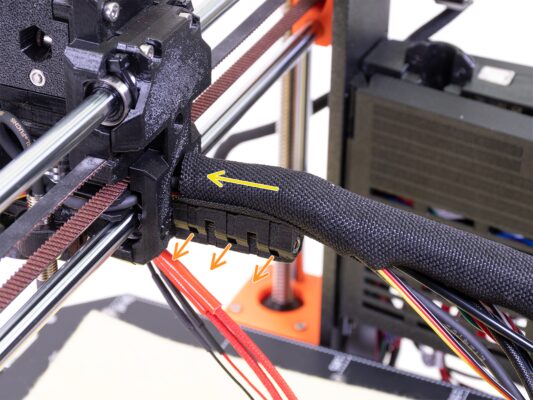
⬢Una volta aggiunti i cavi dell'hotend, stringi le fascette e taglia le parti in eccesso.
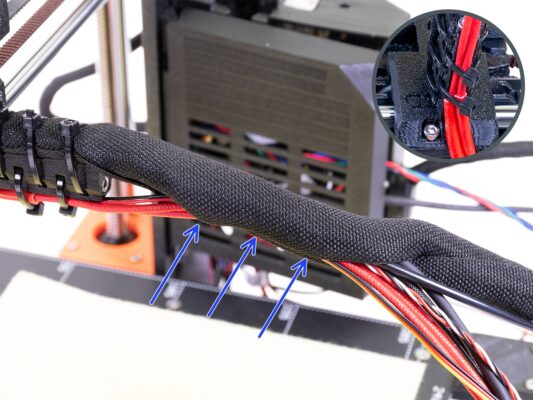
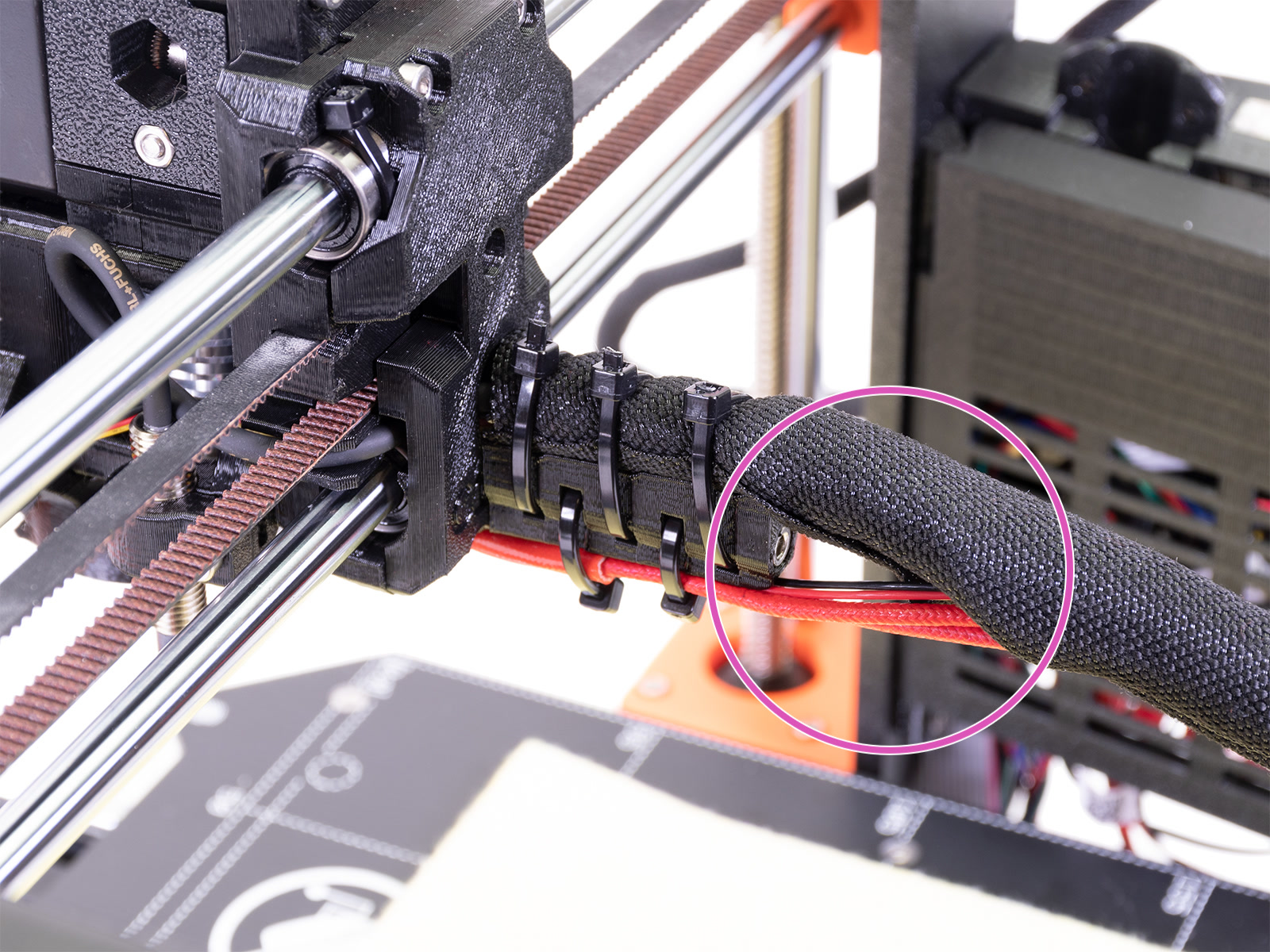
⬢Apri la guaina in tessuto ed inserisci i cavi provenienti dall'hotend.
⬢Confronta la disposizione dei cavi con l'ultima foto.
Se hai una domanda su qualcosa che non è trattato qui, dai un'occhiata alle nostre risorse aggiuntive. E se questo non dovesse funzionare, è possibile inviare una richiesta a [email protected] o tramite il pulsante qui sotto.