- English
- Italiano
- Deutsch
- Polski
- Français
LW PLA
- 3D modely
- Průvodce materiály
- ABS
- ASA
- Kompozitní materiály (plněné uhlíkem, kevlarem či sklem)
- Kompozitní materiály (plněné dřevěným či kovovým práškem)
- CPE
- Sušení filamentu
- Flexibilní materiály
- HIPS
- Jak tisknout s PEI 1010
- Jak použít Prusament refill
- HueForge filament transparency values and HexCodes
- LW PLA
- Základní informace
- Popis
- Nejlepší využití
- Tipy pro úspěšný tisk
- Ukázkové výtisky
- NGEN
- PEEK-CF (Polyetheretherketon)
- PEI (Ultem)
- PEKK-CF (Polyetherketonketon)
- PETG
- PLA
- Polyamid (Nylon)
- Polykarbonát (PC)
- Polypropylen (PP)
- PPS (Polyfenylensulfid)
- PPSU (Polyfenylsulfon)
- Prusament Resin Model Color Kit
- PSU (Polysulfon)
- PVB
- Žloutnutí resinu a jak ho zmírnit
- Resiny
- Testované resiny
- Vodou rozpustné (BVOH/PVA)
- Slicování
- Údržba tiskárny
- Prusa Connect & PrusaLink
Základní informace
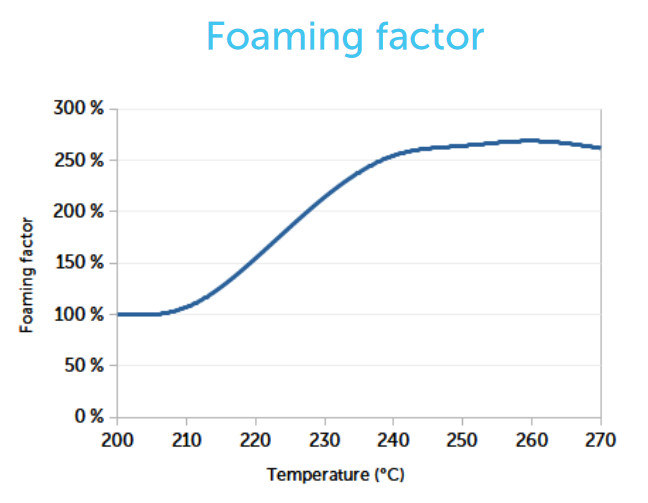
LW PLA je filament, který může během tisku bobtnat. Tato vlastnost je užitečná při výrobě dílů, které musí být lehké.
Popis
LW PLA (Lightweight PLA nebo PolyLight 1.0) je aktivně pěnící materiál, který může po tisku nabobtnat 2,3 až 3krát více, než je jeho původní velikost. Roztažnost závisí na teplotě a rychlosti tisku.
LW PLA lze tisknout se standardním nastavením pro materiál PLA. Chová se obecně jako PLA, až na to, že z trysky bude výrazně vytékat.
Tento filament je vhodný pro tisk modelů s tenkými stěnami a vnitřními strukturami, jako jsou například letadla 3DLabPrint. Připravili jsme balíček profilů se všemi potřebnými nastaveními, včetně režimu slicování "Even-odd" na našem e-shopu.
Společnost 3DLabPrint má na svých webových stránkách také obecný konfigurační balíček.
|
Výhody |
Nevýhody |
|---|---|
|
✔ Snížení hmotnosti o 65 % |
✖ Méně tuhý než PLA |
|
✔ Objem se zvýší o 270 % |
✖ Nižší teplota skelného přechodu |
|
✔ Nákladová efektivita |
✖ Netěsnost trysek při pohybech |
|
✔ Vysoká přilnavost mezi vrstvami | |
|
✔ Teplem aktivované pěnění | |
|
✔ Snadné lepení pomocí CA lepidla | |
|
✔ Méně viditelných vrstev |
Nejlepší využití
Nejlepší aplikace pro LW PLA jsou modely, které vyžadují nízkou hmotnost, jako jsou modely letadel a doplňky pro cosplay.
Tipy pro úspěšný tisk
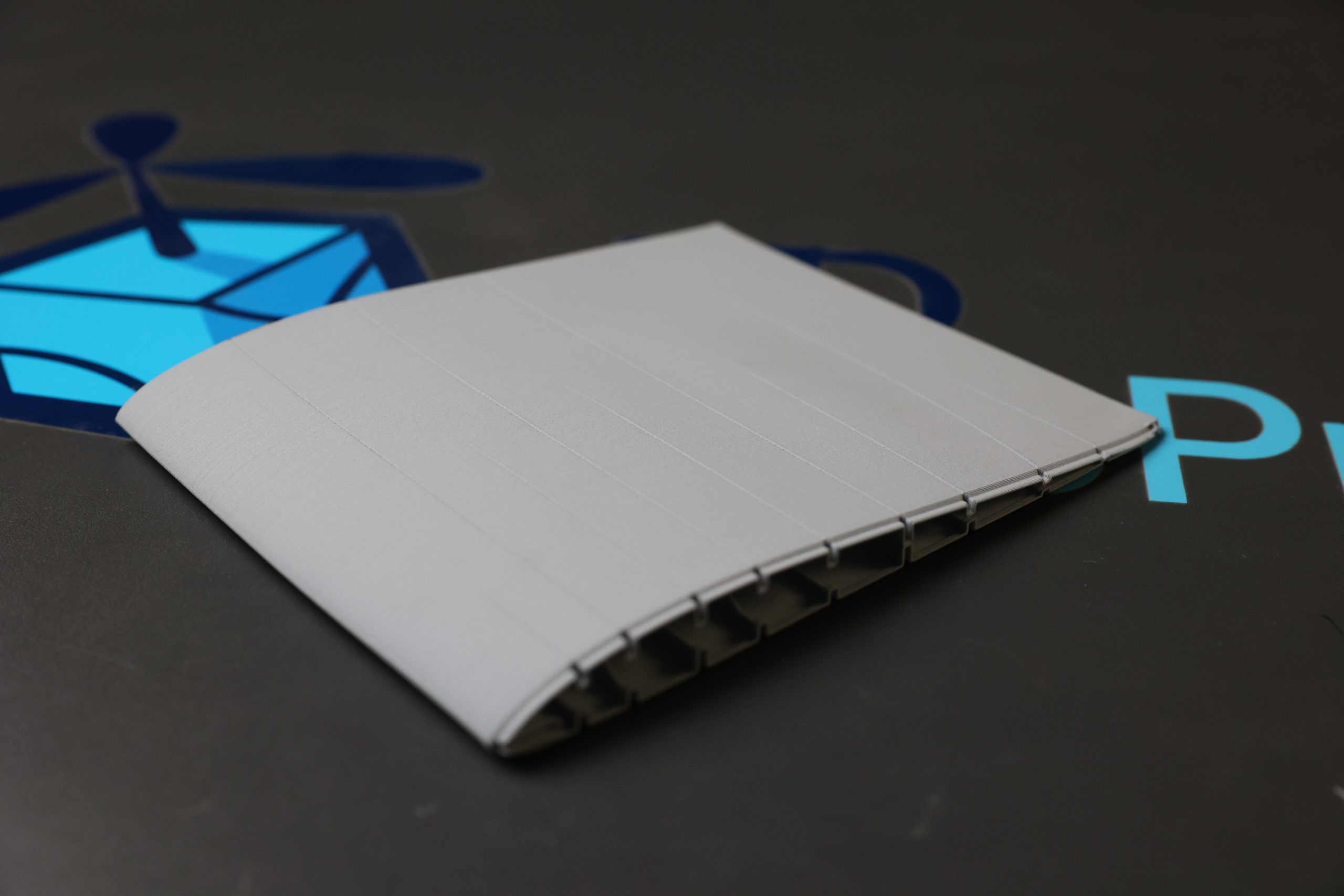
Ukázkové výtisky
 |  |
| Díl z modelu letadla od 3DLabPrint | Díl z modelu letadla od 3DLabPrint |
Komentáře


Stále nemáte jasno?
Pokud nemůžete najít odpověď na vaši otázku, projděte si naše další materiály na webu.
A pokud nenajdete odpověď, pošlete nám zprávu na [email protected] nebo přes tlačítko níže.