Hotend w drukarce 3D może się po prostu zatkać. W tym artykule wyjaśnimy najczęstsze przyczyny tego zjawiska, które zazwyczaj są podobne, niezależnie od rodzaju drukarki czy modelu. Przygotowaliśmy również oddzielny artykuł opisujący sposoby zapobiegania.
Jak to wygląda
Najbardziej oczywistym symptomem jest brak wypływania filamentu z dyszy. Pragniemy również zaznaczyć, że hotend może być zatkany tylko częściowo. Częściowa blokada zazwyczaj objawia się w trakcie wydruku, nawet mimo normalnego załadowania lub rozładowania filamentu.
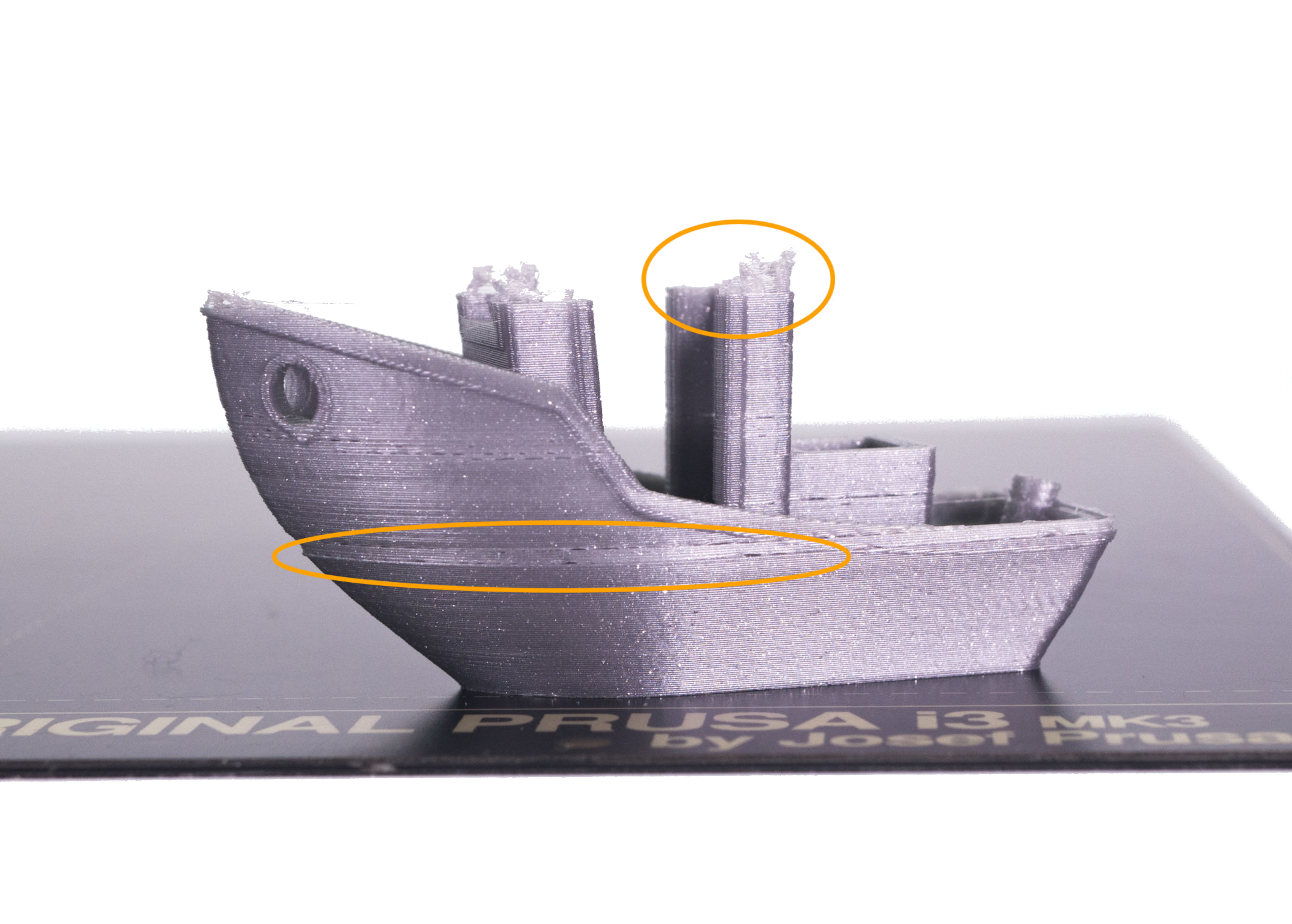
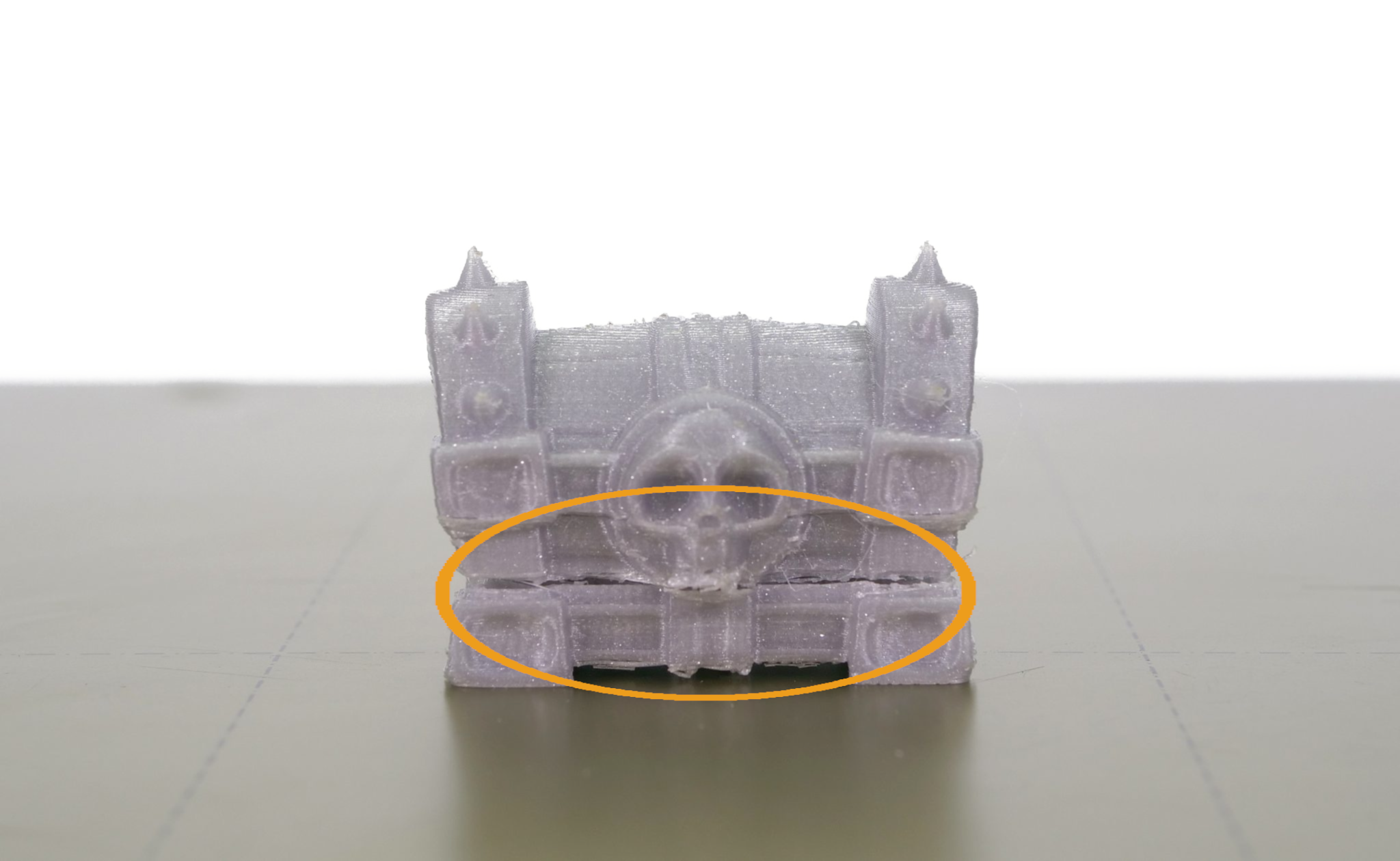
Wczesnymi sygnałami zatkania hotendu są:
- Nierównomierna ekstruzja
- Wytłaczane linie są dużo cieńsze i czasami nie przylegają do stołu
- Podwijanie się filamentu zaraz po opuszczeniu dyszy lub przyklejanie się do niej
Innym częstym znakiem jest dźwięk przypominający klikanie lub cykanie dochodzący z ekstrudera. Oznacza on, że filament stawia zbyt duży opór, a silnik ekstrudera nie może go pokonać i "gubi kroki" (cofa się, odskakuje z powrotem), aby zmniejszyć naprężenia.
 |  |
Jak to naprawić
Są trzy główne drogi do rozwiązania usterki. Aby wybrać właściwą, zacznijmy od sprawdzenia, czy możliwe jest załadowanie lub rozładowanie filamentu. Częściowa blokada zazwyczaj może być rozpuszczona lub wyciągnięta techniką "cold pull", a na poważniejsze czopy (uniemożliwiające załadowanie filamentu) mamy trzecią metodę.
Zanim zaczniesz, rozładuj filament i wyciągnij go z ekstrudera. Aby ułatwić sobie to zadanie, przesuń ekstruder do góry o 10-15 cm z menu LCD -> Ustawienia -> Ruch osi Z.
Cold pull
Cold pull jest dobrym początkiem rozwiązywania problemów z ekstruzją. Jeśli możesz załadować lub rozładować filament bez problemów, ale mimo to podczas drukowania pojawiają się problemy, to wyczyść hotend metodą Cold pull (MK3/S/+, MK2.5/S, MK3.5/S) .
Wypchnij cloga
Jeśli załadowanie filamentu jest niemożliwe, to spróbuj zmiękczyć blokadę zwiększając temperaturę dyszy, aby wypchnąć zalegający materiał. Jest to procedura trochę podobna do "cold pull".
Aby uniknąć komplikacji, przed przejściem do kolejnego etapu wyłącz automatyczne ładowanie filamentu z menu LCD -> Ustawienia -> Autoładowanie filamentu.
- Przejdź do menu LCD -> Ustawienia -> Temperatura -> Dysza. Ustaw temperaturę na 260°C, jeśli czop jest z PLA lub 280°C, jeśli jest z PETG lub ABS.
- Po osiągnięciu zadanej temperatury poczekaj 2 minuty - filament powinien zacząć wypływać.
- Aby wspomóc przetykanie, wsuń w dyszę od dołu dołączoną do zestawu igłę do akupunktury (o średnicy 0,3 mm do 0,35 mm) na głębokość 1-2 cm. Nie wsuwaj jej od góry oraz nie uruchamiaj ładowania filamentu, gdy igła znajduje się w dyszy.
- Jeśli to nie pomogło, spróbuj użyć prostego, sztywnego drutu o średnicy 1,5 mm i długości ok 100 mm: wsuń go w hotend od góry, aby sprawdzić gdzie się blokuje, następnie spróbuj wypchnąć czop przez dyszę. Możesz również użyć najcieńszego z dołączonych kluczy imbusowych, ale nie jest on wystarczająco długi, dlatego zdemontuj najpierw pokrywę czujnika filamentu.
- Następnie spróbuj załadować PLA - świeży filament powinien wypchnąć resztki zalegającego filamentu przez dyszę.
Wyczyść elementy hotendu
Jeśli to nie pomogło, to musimy dokładnie ustalić miejsce blokady. Jak już wspomnieliśmy, zatkany hotend to nie to samo, co zatkana dysza: materiał mógł się zablokować ponad nią.
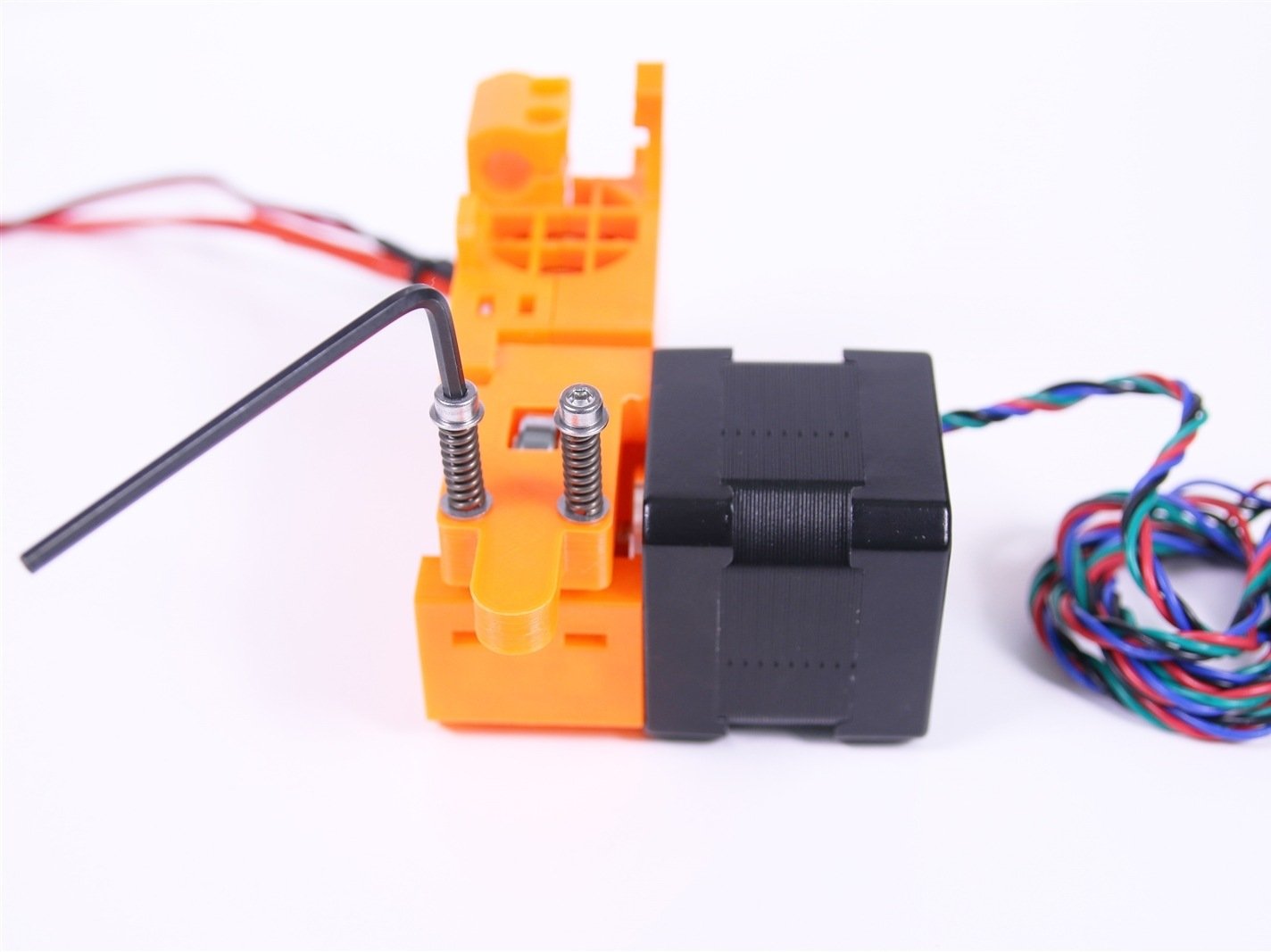
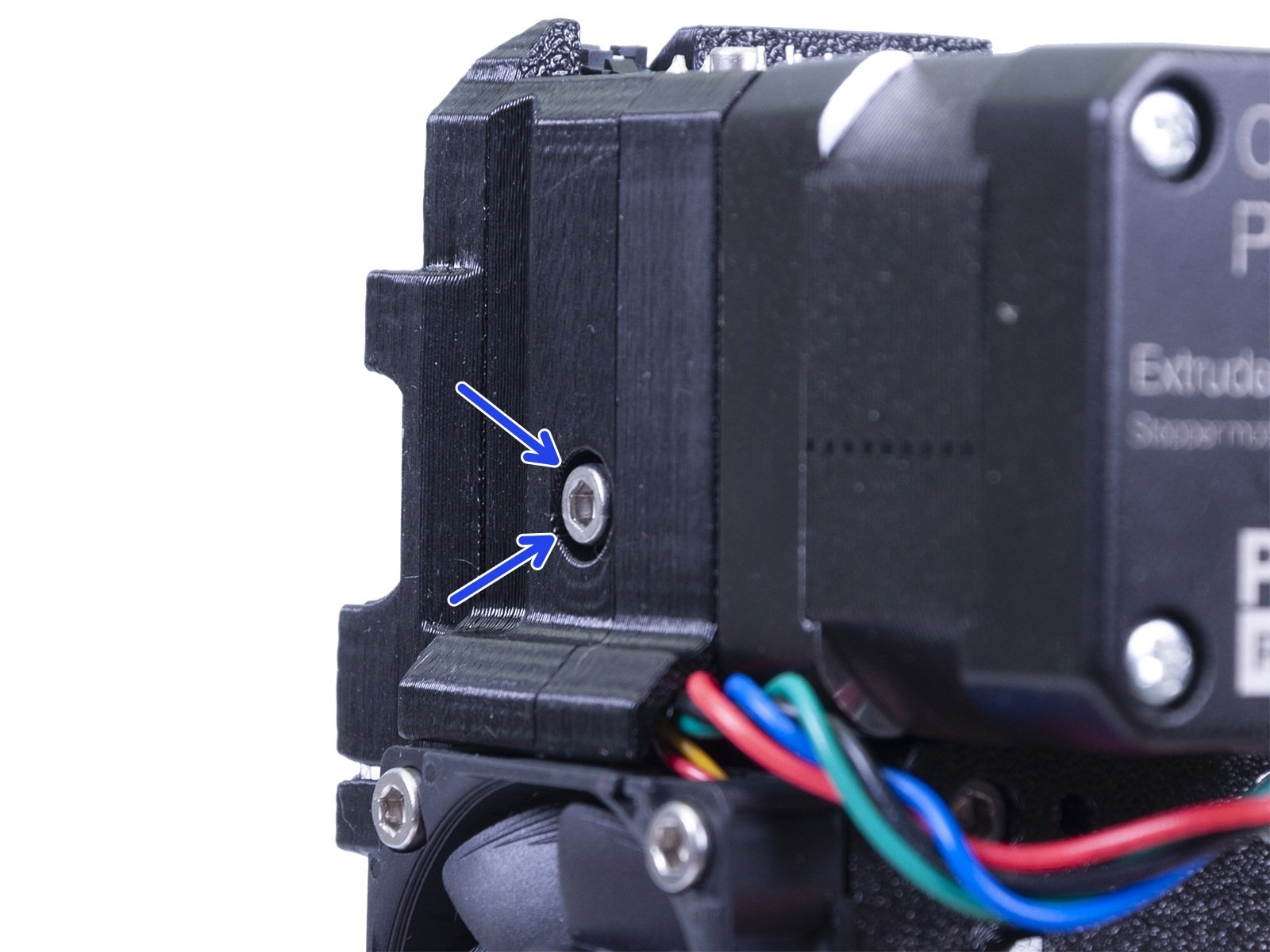
Otwórz dźwignię dociskową ekstrudera i sprawdź, czy nie widzisz filamentu wystającego z rurki PTFE.
- Przy MK2/S, odkręć obydwie śruby M3x40 ze sprężynami, a drzwiczki powinny same się otworzyć.
- Przy MK3 lub MK2.5, odkręć obydwie śruby M3x40 pod sześciokątnym okienkiem (również mają na sobie sprężyny).
- Przy MK3S lub MK2.5S, odkręć jedną śrubę M3x40 (tu również jest sprężyna).
{kind=link}
{kind=link}
{kind=link}
Filament utknął w rurce PTFE
Jeśli filament utknął w białej rurce teflonowej, musisz wyciągnąć cały hotend z ekstrudera. Postępuj wg tej instrukcji, aby to zrobić (kroki 2-5). Zostaniesz z odsłoniętym hotendem. Nagrzej dyszę z menu LCD -> Ustawienia -> Temperatury -> Dysza (260°C, jeśli czop jest z PLA lub 280°C, jeśli jest z PETG lub ABS) i sprawdź, czy jesteś w stanie wyciągnąć filament z rurki PTFE (w górę) przy pomocy szczypiec.
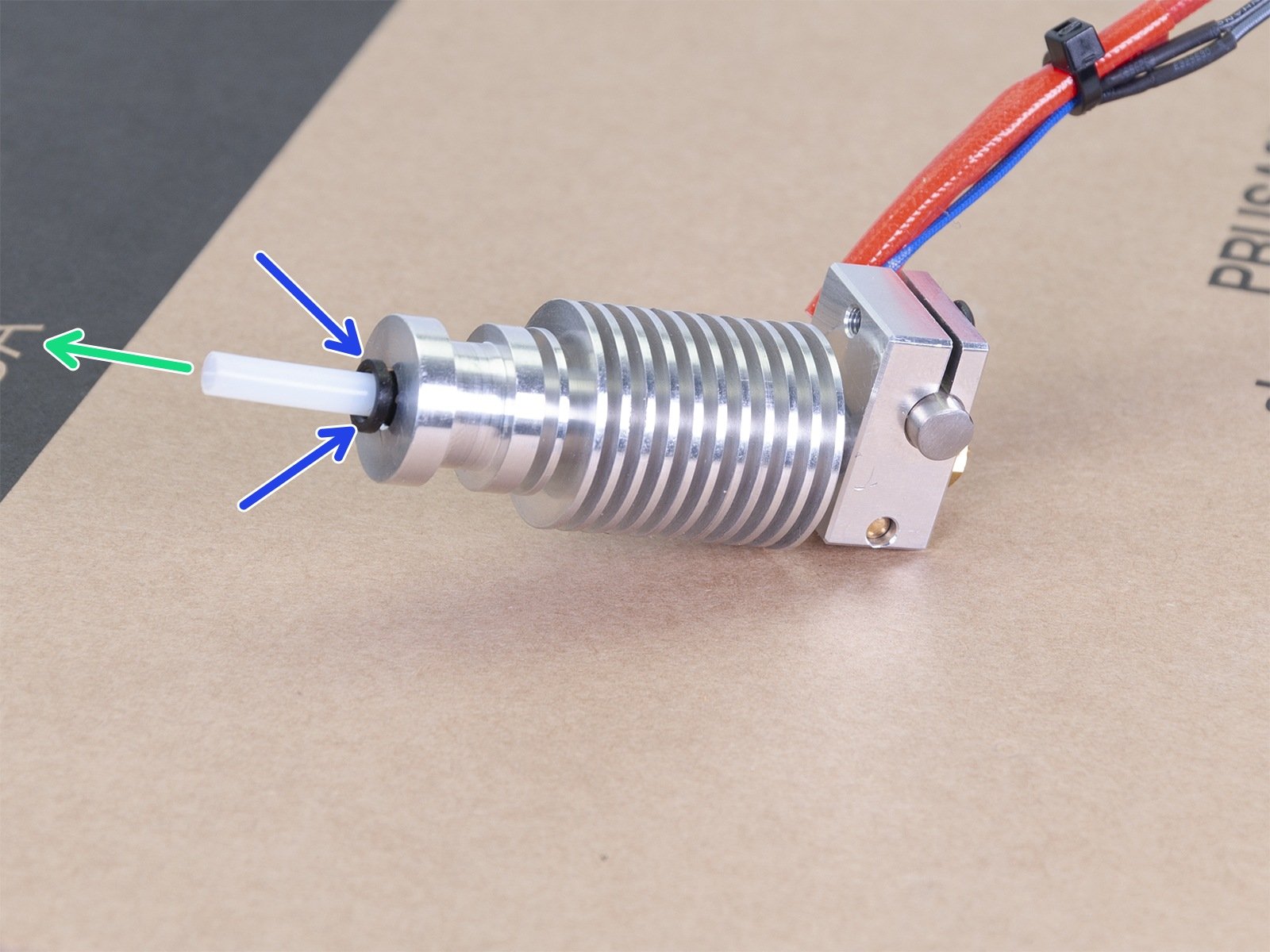
Czasami konieczne może okazać się wyciągnięcie rurki PTFE - w takim przypadku musisz nacisnąć na plastikowy kołnierz na szczycie radiatora, aby zwolnić rurkę. Trzymając kołnierz dociśnięty do radiatora, wyciągnij rurkę.
{kind=link}
Jeśli rurka teflonowa została trwale uszkodzona przez czop lub podczas operacji wyciągania, możesz zamówić nową w naszym sklepie internetowym (MK3S, MK2.5S lub MK2/S, MK3, MK2.5). Montując nową rurkę, upewnij się, że jest ona dobrze osadzona: po wsunięciu rurki dociśnij ją i trzymaj, jednocześnie odciągnij kołnierz w górę o około 1 mm. Sprawi to, że rurka będzie pewnie zamocowana w środku hotendu. Jeśli nie zabezpieczysz jej wystarczająco dobrze, to możesz doprowadzić do kolejnego zatkania hotendu.
Filament utknął w dyszy
Jeśli rurka PTFE jest pusta i czysta, to być może zanieczyszczenia utknęły w dyszy. Wykręć ją z bloku grzejnego (postępuj wg tej instrukcji, aby zrobić to prawidłowo). Są dwa sposoby na wyczyszczenie jej: mechaniczny i chemiczny.
- Mechaniczne czyszczenie polega na rozgrzaniu wykręconej dyszy przy pomocy opalarki, lutownicy gazowej lub nawet suszarki i wyciągnięciu zalegającego materiału przy pomocy szczypiec lub pęsety.
- Jeśli w dyszy zalega PLA lub ABS, to możesz wyczyścić ją chemicznie. ABS jest rozpuszczalny w acetonie, a PLA w tetrahydrofuranie i octanie etylu. Zanurz dyszę w wybranej substancji na kilka godzin lub na całą noc, następnie wyciągnij rozmiękczony materiał przy pomocy szczypiec lub pęsety.
Po udrożnieniu hotendu
Czyszczenie kół zębatych Bondtech
Jeśli przydarzył Ci się "clog", to pozostałości filamentu mogły również zebrać się w kołach zębatych, co z kolei może przełożyć się na zmniejszenie ich przyczepności do materiału. Koniecznie je wyczyść. Otwórz docisk ekstrudera i przeczyść każde wcięcie w kołach zębatych wykałaczką lub igłą do akupunktury, która była dołączona do paczki z drukarką.
Zakryj rurkę PTFE, aby nie wpuścić zanieczyszczeń do środka. Możesz użyć wacika higienicznego - pozwoli zakryć wlot rurki bez uszkadzania jej. Po czyszczeniu przedmuchaj wnętrze sprężonym powietrzem (podczas przedmuchiwania również zatkaj rurkę teflonową).
Kalibracja
Po zmianie dyszy należy wykonać przynajmniej kalibrację pierwszej warstwy, ponieważ odległość końcówki od stołu mogła się zmienić.
Jeśli konieczny był demontaż i ponowny montaż hotendu i/lub ekstrudera, zalecamy powtórzenie całego procesu kalibracji z kalibracją pierwszej warstwy na końcu.