Po pomyślnym ukończeniu montażu zestawu Original Prusa MMU3 i przejściu przez pierwsze uruchomienie w instrukcji montażu, wszystko powinno być gotowe do pracy. Jeśli jednak napotykasz powtarzające się problemy, przygotowaliśmy listę kontrolną tego, co może być ich źródłem.
Niezbędne kalibracje
Przy setkach zmian filamentu, które mogą mieć miejsce podczas pojedynczego wydruku z MMU, system musi wiedzieć, gdzie przez cały czas znajduje się każdy filament. W tym celu należy odpowiednio skonfigurować dwa czujniki.
W MK3/S/+ i MK3.5 możesz sprawdzić, czy wyzwalają się poprawnie w menu LCD w sekcji Wsparcie -> Informacje o czujnikach. Każdy z nich powinien wskazywać "1", gdy filament jest obecny i "0", gdy go nie ma.
W MK3.9/4 możesz dodać statusy czujnika filamentu i SuperFINDA do stopki, przechodząc do menu LCD -> Ustawienia -> Interfejs użytkownika -> Stopka. Będą one wyświetlać "WYŁ", gdy filament nie jest załadowany i "WŁ", gdy filament jest załadowany.
Kalibracja czujnika filamentu IR
Jest to jeden z dwóch czujników MMU3, umieszczony na ekstruderze drukarki.
W MK3S/+ i MK3.5 należy upewnić się, że czujnik filamentu IR jest właściwie skalibrowany przed rozpoczęciem drukowania.
Jeśli masz jakiekolwiek problemy z czujnikiem filamentu w MK3.9/4, sprawdź rozwiązania problemów tutaj: Czujnik filamentu w Nextruderze (CORE One, MK4/S, MK3.9/S, XL).
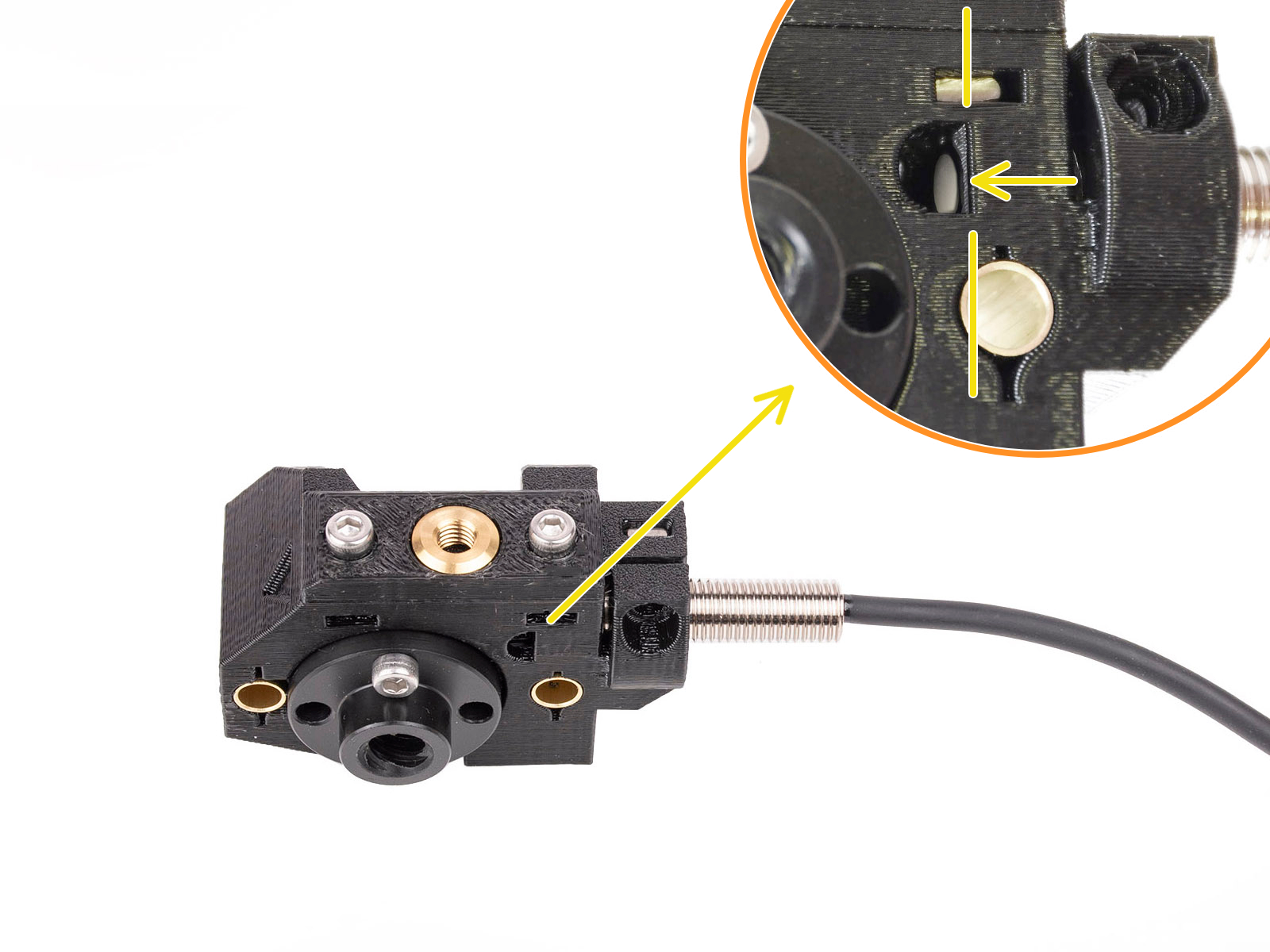
Kalibracja czujnika SuperFINDA
SuperFINDA jest drugim czujnikiem w MMU3. Jego ustawienie ma kluczowe znaczenie dla zapewnienia płynnego działania. W jego okolicach mogą gromadzić się zanieczyszczenia lub nitki pochodzące z wymiany filamentu. Upewnij się, że końcówka czujnika SuperFINDA jest wyrównana z otworem w kształcie litery D, jak na ilustracji poniżej.
Konfiguracje sprzętowe
Naprężenie śrub docisku
Podobnie jak śruba docisku ekstrudera, jej odpowiedniki w MMU3 muszą być dobrze dokręcone. Jeśli zostaną dokręcone zbyt mocno, docisk będzie miał trudności z ustaleniem pozycji bazowej, a moduł MMU nie będzie działał prawidłowo. Zbyt silne naprężenie może również spowodować "zatykanie" kół radełkowanych przez filament. Jeśli śruby są zbyt luźne, moduł MMU może mieć trudności z prawidłowym chwytaniem filamentu. Aby znaleźć idealne naprężenie, wyreguluj obie śruby docisku, aby górna część łba śruby znajdowała się nieco powyżej górnej powierzchni korpusu docisku.
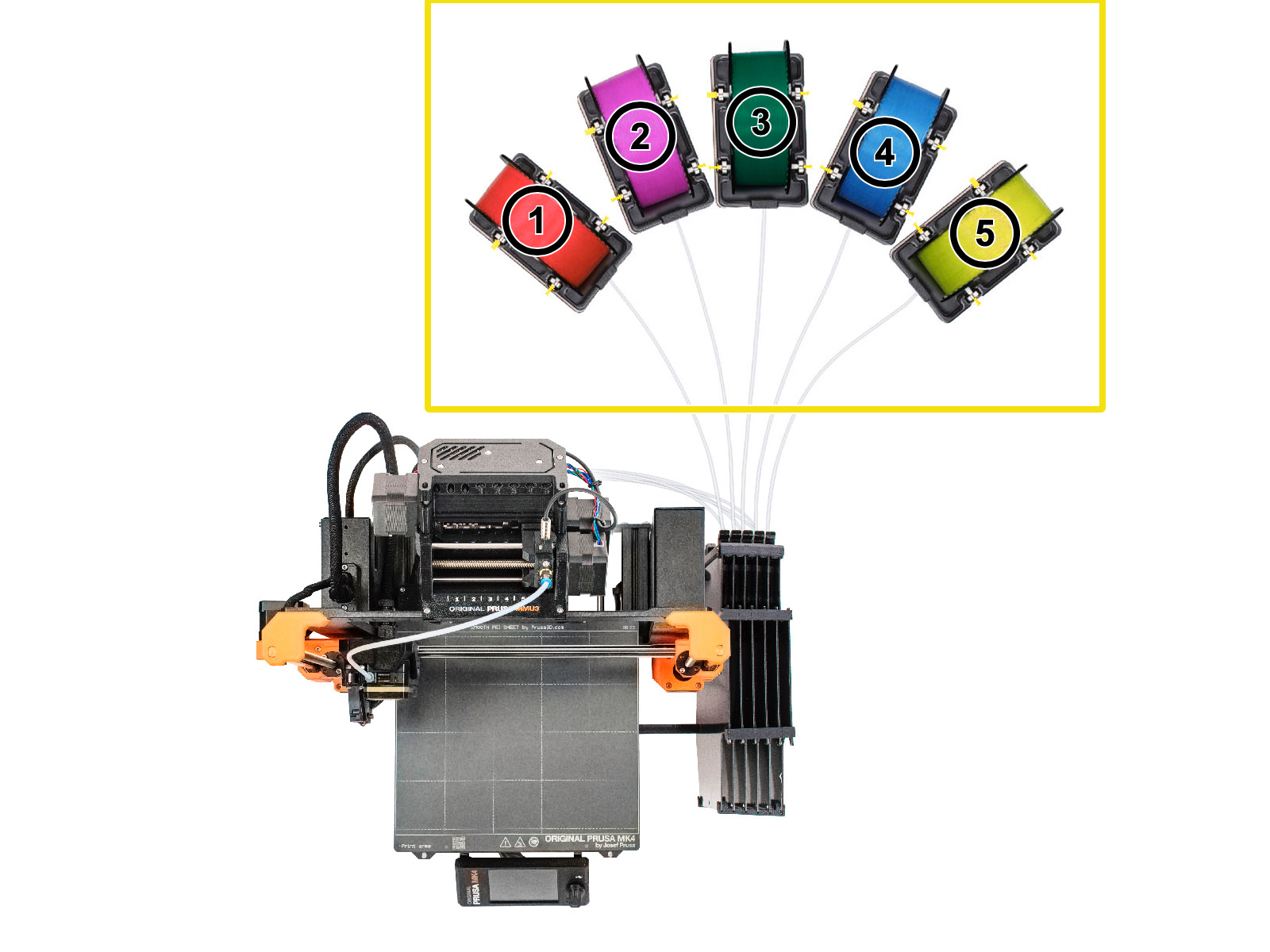
Szpule i umiejscowienie buforów
Stojaki na szpule nie powinny znajdować się zbyt blisko siebie. W idealnym przypadku szpule powinny być ustawione w sposób opisany i pokazany w podręczniku (ilustracja poniżej).
Kontrola montażu
Łożyska dociskowe
Pięć łożysk wystających z bębna docisku musi swobodnie obracać się na swoich trzpieniach. Jeśli tak nie jest, możesz zdemontować i sprawdzić łożysko, wypychając trzpień z przeciwnej strony. Użyj pręta lub klucza imbusowego o długości co najmniej 100 mm (~4 cale).

Zamocowanie docisku na wałku silnika
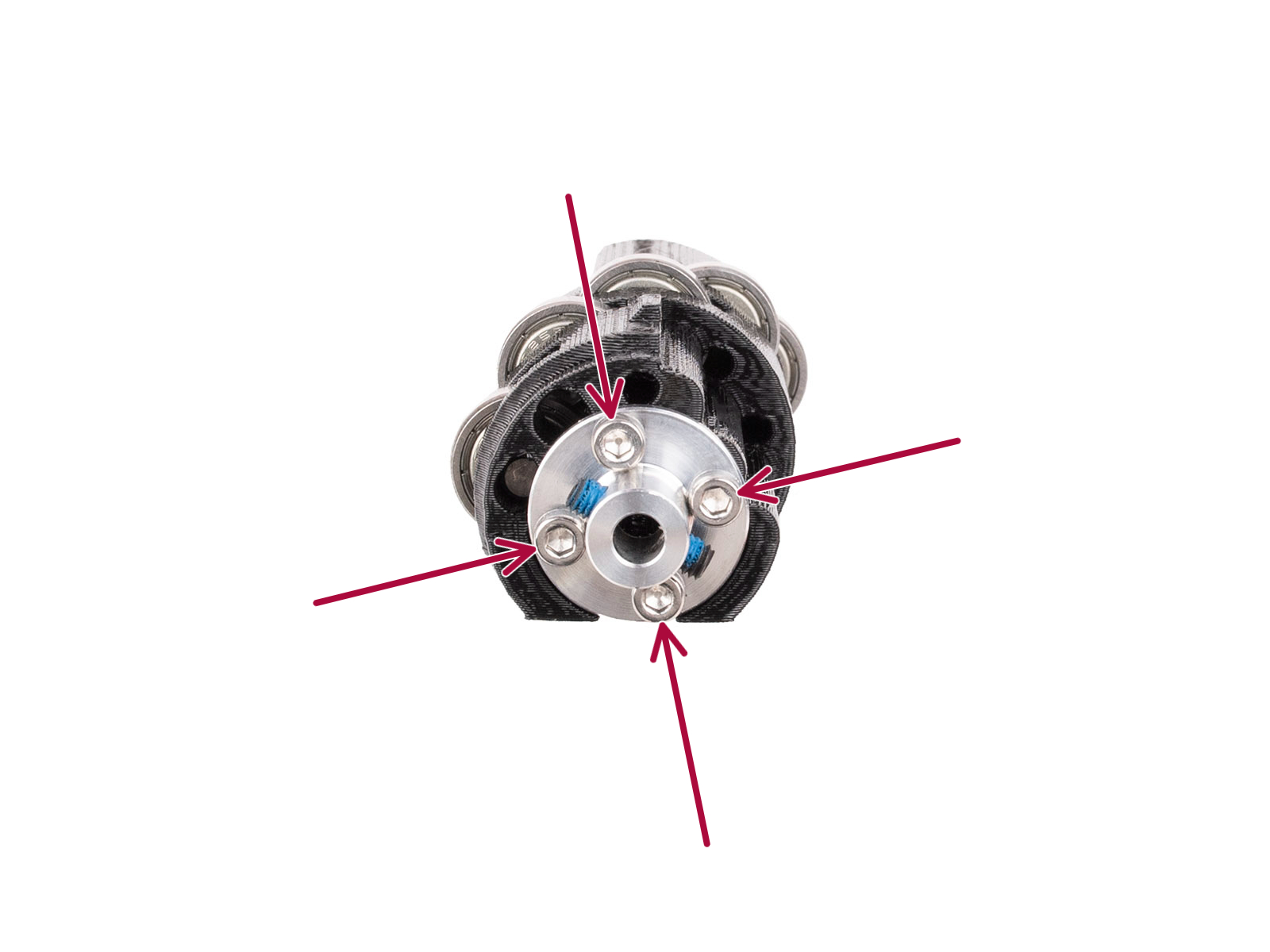
Metalowy łącznik łączy docisk z korpusem. Upewnij się, że cztery śruby M3x10 są dobrze dokręcone. Następnie użyj klucza imbusowego 2 mm, aby sprawdzić, czy wkręt dociskowy jest mocno dokręcony na płaskiej części wałka silnika. Następnie upewnij się, że docisk obraca się swobodnie
 |  |
Wyrównaj koła radełkowane
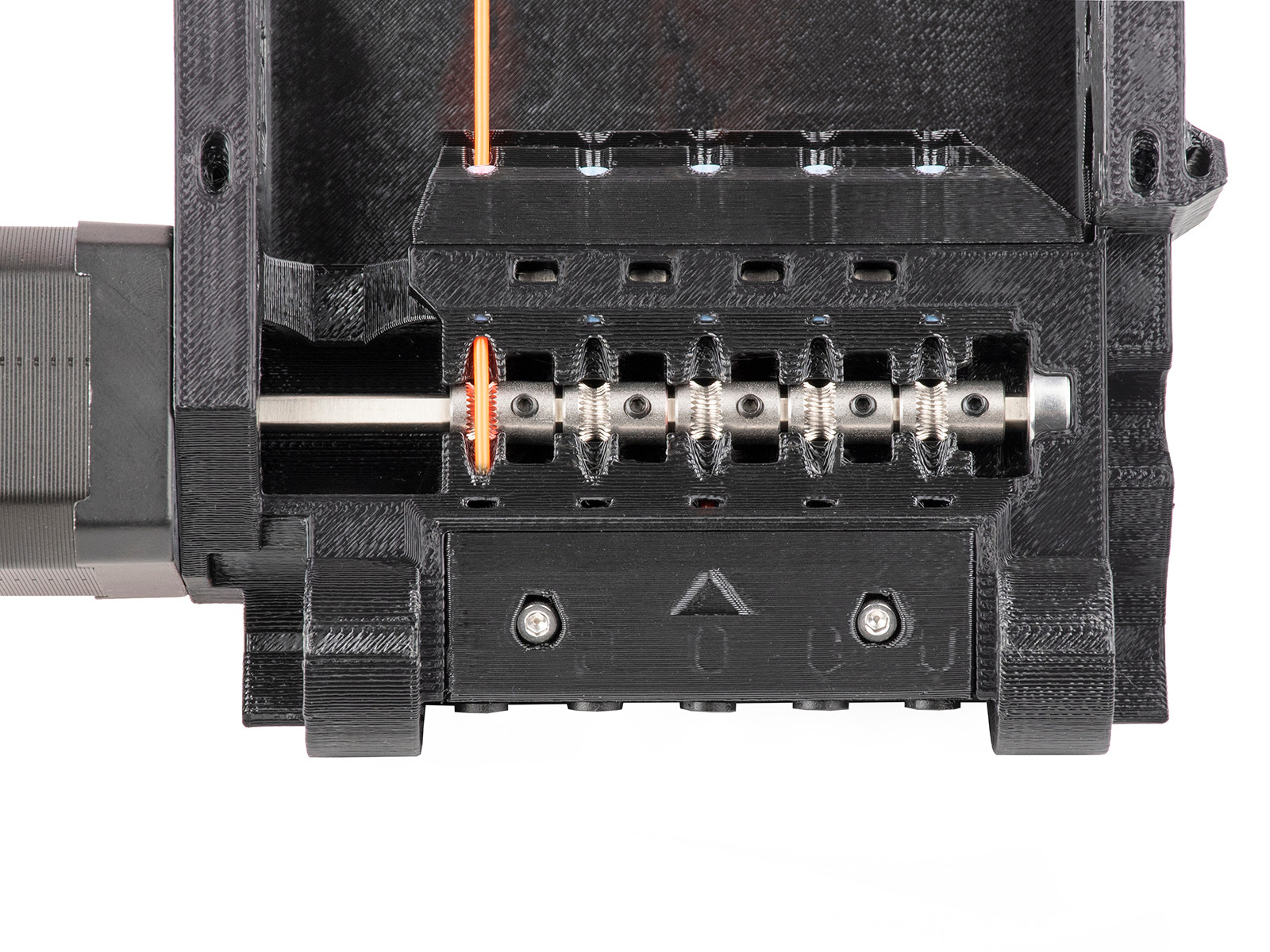
Filamenty są przepychane przez moduł MMU3 za pomocą 5 kół radełkowanych, zamontowanych na długim wałku silnika kół radełkowanych. Wkręty dociskowe muszą być:
- Ustawione po lewej stronie, dalej od silnika.
- Ustawione idealnie równo z otworami na filament i filamentem, jak na poniższej ilustracji.
- Dokręcone do płaskiej strony wału silnika przez mały czarny wkręt dociskowy.
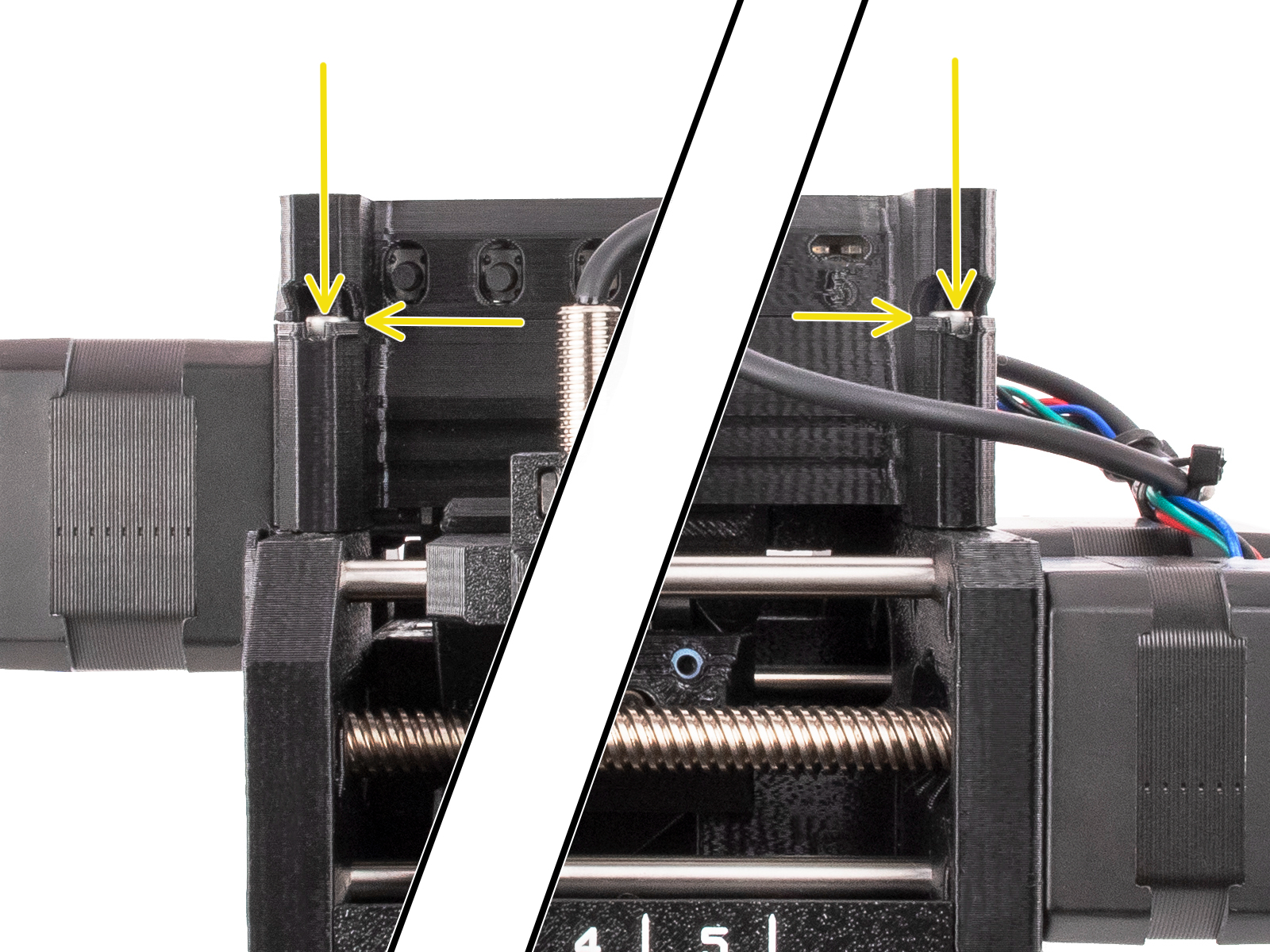
Czarne kołnierze zaciskowe
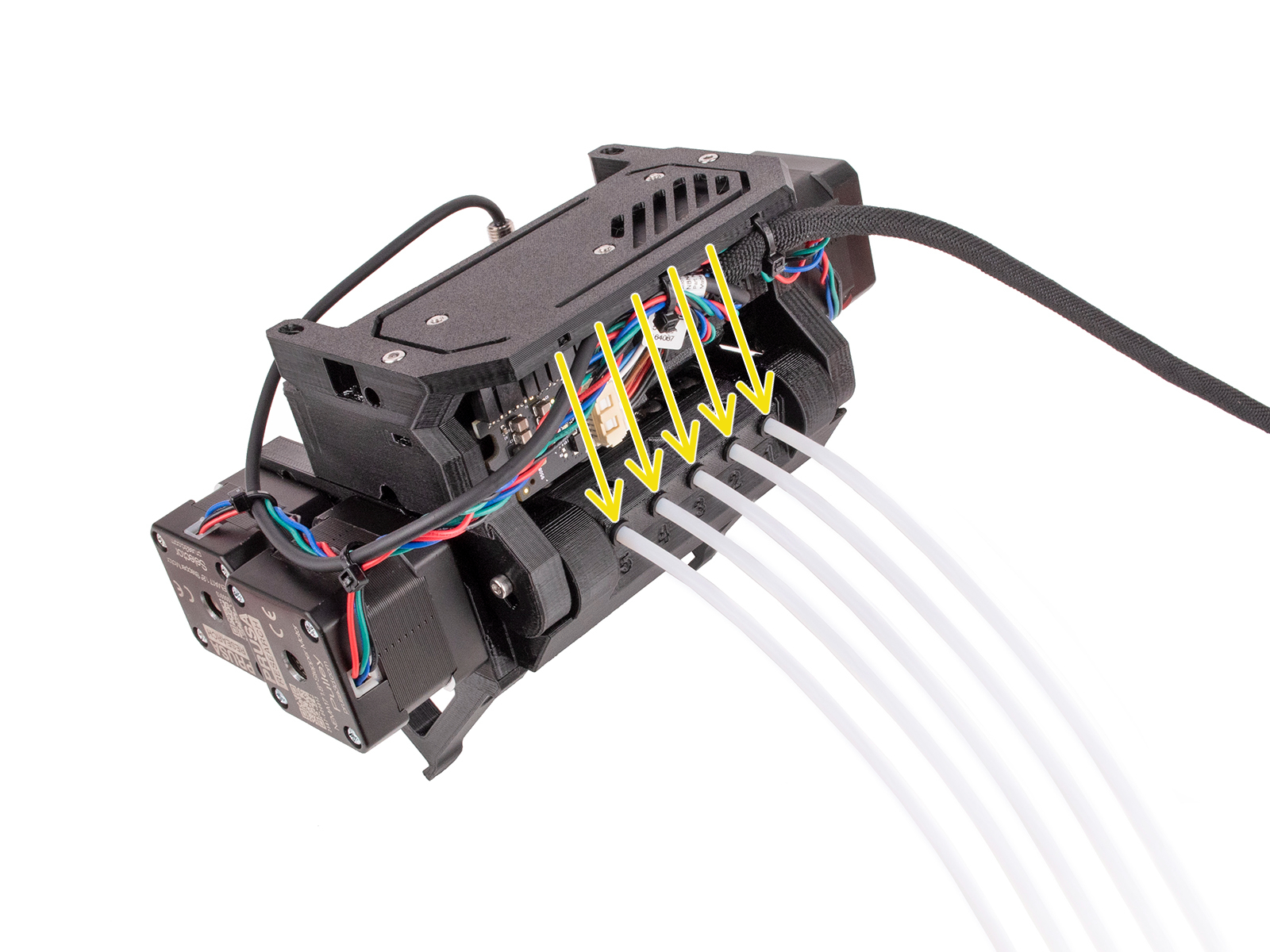
Rurki PTFE, które prowadzą filamenty do modułu MMU, są utrzymywane na miejscu przez 5 kołnierzy zaciskowych. Kołnierze zaciskowe muszą być zabezpieczone, aby rurki PTFE nie wysunęły się podczas drukowania. Należy pamiętać, że rurka PTFE jest luźna, gdy kołnierz zaciskowy jest wciśnięty, i zamocowana, gdy jest odciągnięty.
Orientacja krótkich rurek PTFE
Po złapaniu filamentu przez frezowane koło radełkowane, jest on wpychany do jednej z pięciu rurek PTFE o długości 19 mm (0,75 cala). Rurki te są sfazowane na jednym końcu, co zapewnia dodatkową przestrzeń dla rozładowywanego filamentu, ponieważ końcówka może być nieco grubsza niż reszta filamentu. Dlatego fazowany koniec musi być skierowany na zewnątrz, z dala od kół radełkowanych.
Ostrze wybieraka
Upewnij się, że małe ostrze, które ma przecinać filament, jest zamocowane za pomocą śruby M3x10 i że jest dobrze osadzone.
Ustawienia slicera
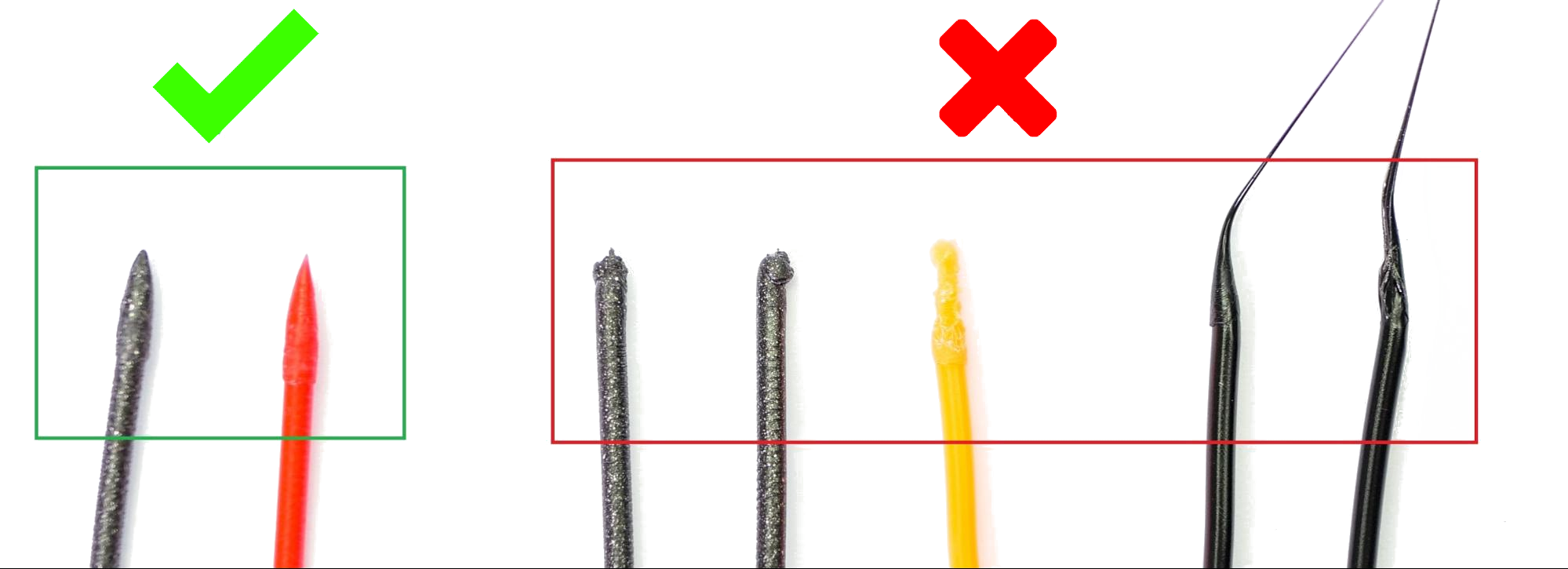
Kształt końcówki filamentu jest bardzo ważny dla udanego wydruku z MMU3. Końcówka powinna być spiczasta, ale bez żadnych grudek lub nitek. Średnica końcówki może być nieco większa niż reszta filamentu, ale niewiele.
Najpierw spróbuj wyregulować temperaturę hotendu (zwiększając lub zmniejszając ją co 2°C), co w większości przypadków rozwiąże problem. Można to zrobić podczas drukowania w menu Sterowanie lub podczas cięcia modelu.
Jeśli problem nadal występuje, wróć do PrusaSlicera i zwiększ liczbę ruchów chłodzących o 2 lub 3 w Ustawienia filamentu -> Zaawansowane -> Liczba ruchów chłodzących). Ponadto możesz spróbować zwiększyć prędkość rozładowywania o 10 mm/s w Ustawienia filamentu -> Zaawansowane -> Prędkość rozładowania.
Wydruki testowe
Jeśli masz pewność, że wszystkie potencjalne problemy wymienione powyżej zostały wyeliminowane, możesz wydrukować jeden z wydruków testowych dla MMU3.