Jak już pewnie wiesz, PEI 1010 nie można nazwać materiałem "plug and print", jakimi są nasze podstawowe Prusamenty (PLA, PETG…). Chociaż dokładamy wszelkich starań, aby nasze filamenty były jak najłatwiejsze w druku, nadal istnieją pewne fizyczne ograniczenia.
Niezbędny sprzęt
Temperatura topnienia tego materiału jest bardzo wysoka, podobnie jak temperatura drukowania, dlatego potrzebujesz zabudowanej drukarki z aktywnie podgrzewaną komorą, takiej jak Prusa Pro HT90.
Wchłanianie wilgoci jest niezwykle szybkie i trudne do cofnięcia - będziesz potrzebować profesjonalnej suszarki (pieca) oraz odpowiedniego szczelnego pojemnika, tzw. dry box'a, lub suszarki, którą można podłączyć bezpośrednio do drukarki. Szpula przechowywana bez dry box'a wchłania wilgoć w ciągu kilkudziesięciu minut. W pasywnym dry boxie (tylko z żelem krzemionkowym) różnica jest zauważalna po około pół dnia, a po kilku dniach filament praktycznie nie nadaje się do druku.
Wreszcie, przyczepność do powierzchni druku jest również bardzo wysoka - tutaj potrzebna będzie specjalna warstwa rozdzielająca, np. z MagiGoo HT. Aby zapewnić odpowiednią drukowalność, zaprojektowaliśmy i wybraliśmy następujący sprzęt, który powinien działać idealnie, ale można również użyć innego o podobnych właściwościach:
- Prusa Pro HT90 z hotendem HT - drukarka zdolna do pracy w temperaturze 410°C na dyszy, 150°C na stole grzewczym i co najmniej 90°C w obudowie
- Suszarka filamentu Memmert UF30 zdolna do utrzymania stabilnej temperatury 150°C przez 6-8 godzin
- Prusa Pro Filament Drybox z możliwością podłączenia do drukarki 3D podczas drukowania
- HT90 Arkusz stalowy teksturowany lub HT90 Arkusz stalowy PA Nylon
- MagiGoo HT - specjalna, odporna na wysoką temperaturę warstwa rozdzielająca nakładana na powierzchnię arkusza przed drukowaniem (konieczna tylko do druku na arkuszu teksturowanym)
Szczegółowy przebieg udanego procesu drukowania
Oto proces, który należy przeprowadzić, aby z powodzeniem drukować Prusament PEI 1010:
- Rozgrzej suszarkę (piekarnik) do 150°C i włóż szpulę PEI 1010. Susz filament w 150°C przez 6-8 godzin.
- Przygotuj dry box: granulat osuszający wewnątrz nie powinien być nasycony (zwróć uwagę na jego kolor). Jeśli jest nasycony, należy go odpowiednio wysuszyć w piekarniku lub wymienić na nowy.
- Po wysuszeniu filamentu należy natychmiast przenieść go do dry boxa. Jest to kluczowe, ponieważ PEI może wchłonąć wilgoć po kilkudziesięciu minutach!
- Przygotuj drukarkę HT90. Drukarka powinna mieć zamontowaną głowicę drukującą HT - wymień ją, jeśli zamontowany jest wariant high flow. Sprawdź arkusz druku - PEI 1010 powinien być drukowany wyłącznie na teksturowanym arkuszu powlekanym proszkowo lub arkuszu PA Nylon.
- Jeśli drukujesz na teksturowanym arkuszu powlekanym proszkowo, nałóż cienką, równą warstwę MagiGoo HT na powierzchnię. Nie jest konieczne nakładanie MagiGoo na arkusz PA Nylon.
- Nagrzej HT90 (dysza 410°C, stół grzewczy 150°C, komora 90°C) i załaduj filament. Pamiętaj, że filament powinien pozostać zamknięty w dry boxie i być podłączony do drukarki wyłącznie przez rurkę PTFE.
- Potnij model za pomocą oficjalnego profilu w PrusaSlicerze. Inne profile mogą nie działać prawidłowo.
- Drukuj!

Wystarczy tylko cienka warstwa MagiGoo HT
Jeśli wszystko zostało wykonane prawidłowo, wydruk powinien mieć ładny, błyszczący, przezroczysto-bursztynowy wygląd bez nitek i wyciekającego filamentu.

Przykład ładnej części wydrukowanej w 3D z PEI bez oczywistych błędów.
Wybór odpowiedniego modelu
Wreszcie, należy wiedzieć, że Prusament PEI 1010 ma tendencję do znacznego wypaczania się podczas drukowania. Nie oznacza to, że należy drukować tylko najmniejsze możliwe części, ale jest to coś, co warto wziąć pod uwagę podczas projektowania i cięcia modeli. Dołożyliśmy wszelkich starań, aby filament był jak najłatwiejszy w druku, ale praca z nim wymaga pewnego doświadczenia i wiedzy. Jeśli chodzi o tę ostatnią, oto kilka wskazówek, jak najlepiej ją wykorzystać:
- Weź pod uwagę rozmiar wydruku. Wypaczanie jest najbardziej dotkliwe w przypadku większych wydruków. Oznacza to, że drukowanie obiektu o wymiarach całego stołu może nie być najlepszym pomysłem. Zalecamy drukowanie małych i średnich części, aby uzyskać najlepsze wyniki.
- Podstawy wydruku o kątach prostych lub ostrzejszych mają tendencję do wypaczania się znacznie bardziej niż promienie. Najlepszy model to taki, który ma płaską okrągłą podstawę umieszczoną na powierzchni druku. Nie zapomnij wziąć tego pod uwagę podczas projektowania i cięcia modelu.
- Bez względu na rozmiar, zawsze zalecamy drukowanie PEI 1010 z brimem. To znacznie zmniejsza problem wypaczania.
Najczęściej popełniane błędy
Na koniec pokażmy kilka najczęstszych błędów widocznych na poniższej części wydrukowanej w 3D:
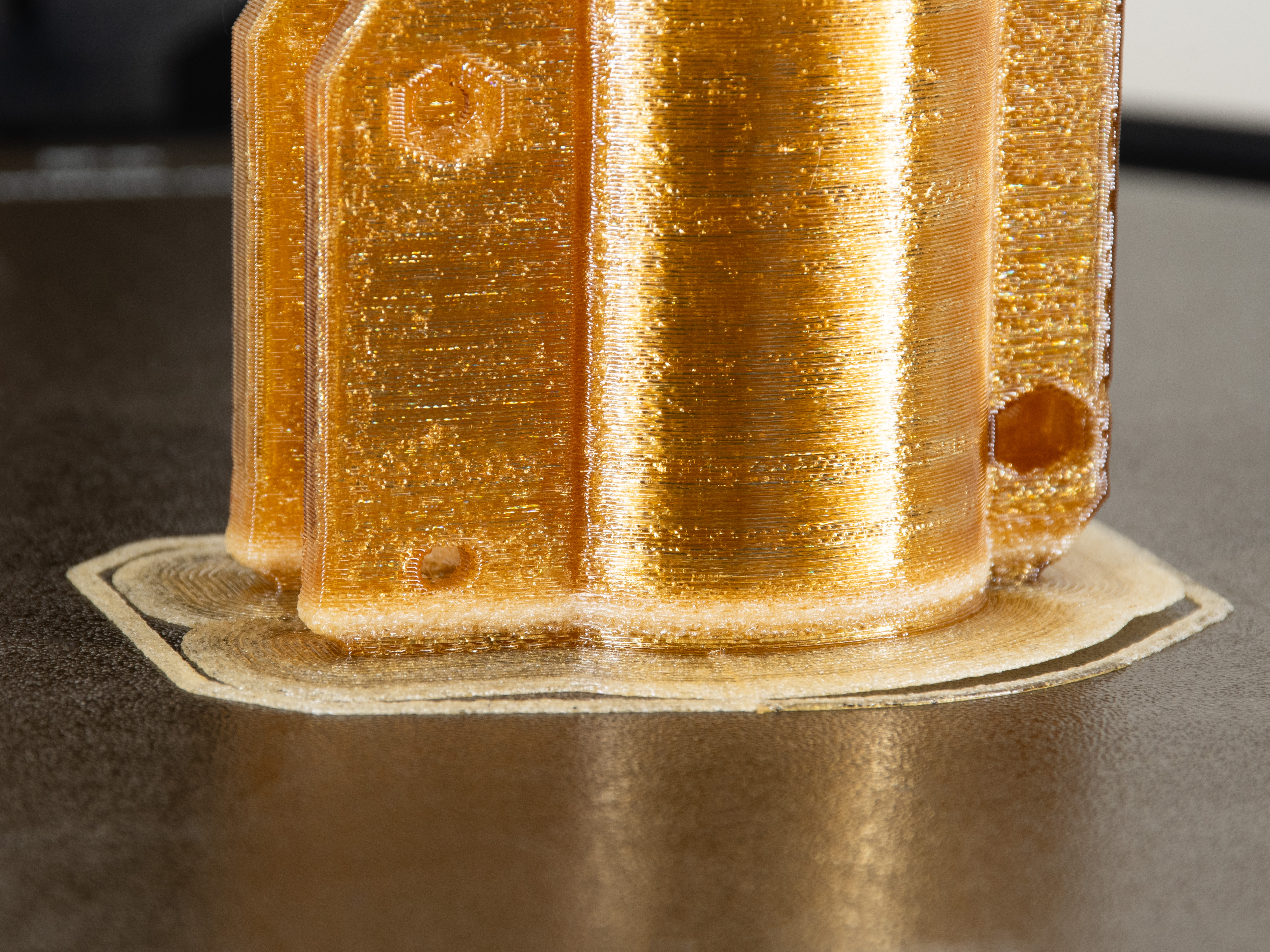
- Filament nie jest suchy - jest to zauważalne głównie w dolnej części, gdzie wytłaczany materiał ma „piankową” strukturę, model traci też pożądane właściwości wymiarowe i wytrzymałość mechaniczną.
- Ten model został wydrukowany przy użyciu innego profilu w PrusaSlicerze, niż zalecany. Z tego powodu jest pełen wgłębień (bąbelków) widocznych w każdej warstwie, które znacząco wpływają na właściwości mechaniczne modelu.
- Ten model był pokryty nitkami (niewidocznymi na powyższym zdjęciu) z powodu błędów wspomnianych powyżej.
- Zwróć uwagę na wypaczenie: model odkleił się od arkusza nawet z brimem. Było to spowodowane trzema przyczynami. Po pierwsze, model nie jest dokładnie okrągły i zwarty. Kształt nie jest idealny, ale większy brim może pomóc. Po drugie, mokry filament ma tendencję do większego odkształcania się i słabszego przylegania do powierzchni wydruku niż suchy. Wreszcie, nałożyliśmy zbyt dużo MagiGoo HT na powierzchnię.