Jeśli Twoja drukarka przestała wytłaczać filament, ale kontynuuje ruchy drukujące bez zgłaszania żadnego błędu, to możesz mieć problem z przenikaniem ciepła (ang. "heat creep").
Jak to wygląda
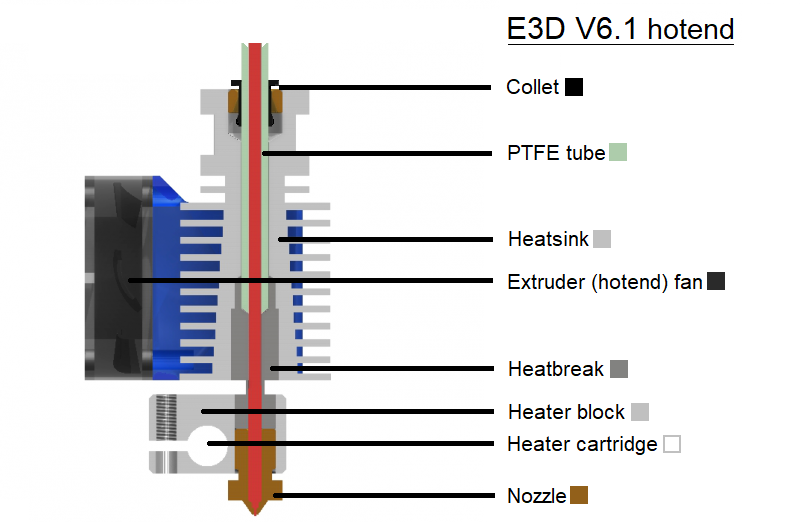
Z przenikaniem ciepła mamy do czynienia, gdy części hotendu ponad blokiem grzejnym nagrzewają się do zbyt wysokiej temperatury. W normalnych warunkach filament zaczyna się topić dopiero tuż przed dotarciem do dyszy. Jeśli jednak bariera cieplna przenosi zbyt dużo ciepła w górę, to nagrzewa resztę elementów, co powoduje zbyt wczesne mięknięcie filamentu i zatkanie ekstrudera ("clog"). Silnik ekstrudera powoduje wgryzanie się kół zębatych w filament i może zacząć "klikać" (przeskakiwać) próbując przepchnąć zablokowany filament w dół głowicy.
Jak to naprawić
Najczęstsze przyczyny:
- Temperatura otoczenia wynosi powyżej 35°C (30°C dla niektórych filamentów) lub drukarka jest zamknięta w obudowie.
- Filament, którego używasz zawiera cząsteczki metalu, które transferują ciepło w górę hotendu.
- Temperatura hotendu jest zbyt wysoka.
- Oddawanie ciepła pomiędzy dyszą, barierą cieplną i radiatorem szwankuje.
- Radiator nie jest schładzany wystarczającą ilością powietrza.
- Przez dyszę płynie za mało materiału lub przepływ jest zbyt wolny.
Jak temu zapobiec
Po udrożnieniu hotendu przejrzyj zbiór porad, które pomogą Ci zapobiec wystąpieniu tego problemu w przyszłości.
Montaż ekstrudera
Odstęp dyszy od bloku grzejnego
Wszystkie zmontowane hotendy E3D v6.1 powinny mieć odstęp około 0,5 mm (0,02 cala) pomiędzy blokiem grzejnym a górną płaszczyzną sześciokątnej części dyszy. Pomaga to kontrolować przepływ ciepła wewnątrz hotendu. Dysza powinna być wkręcona w blok tak, aby opierała się pewnie wewnątrz o barierę cieplną (łącznik), ale nie powinna opierać się o blok grzejny górną płaszczyzną końcówki.
Wentylator hotendu
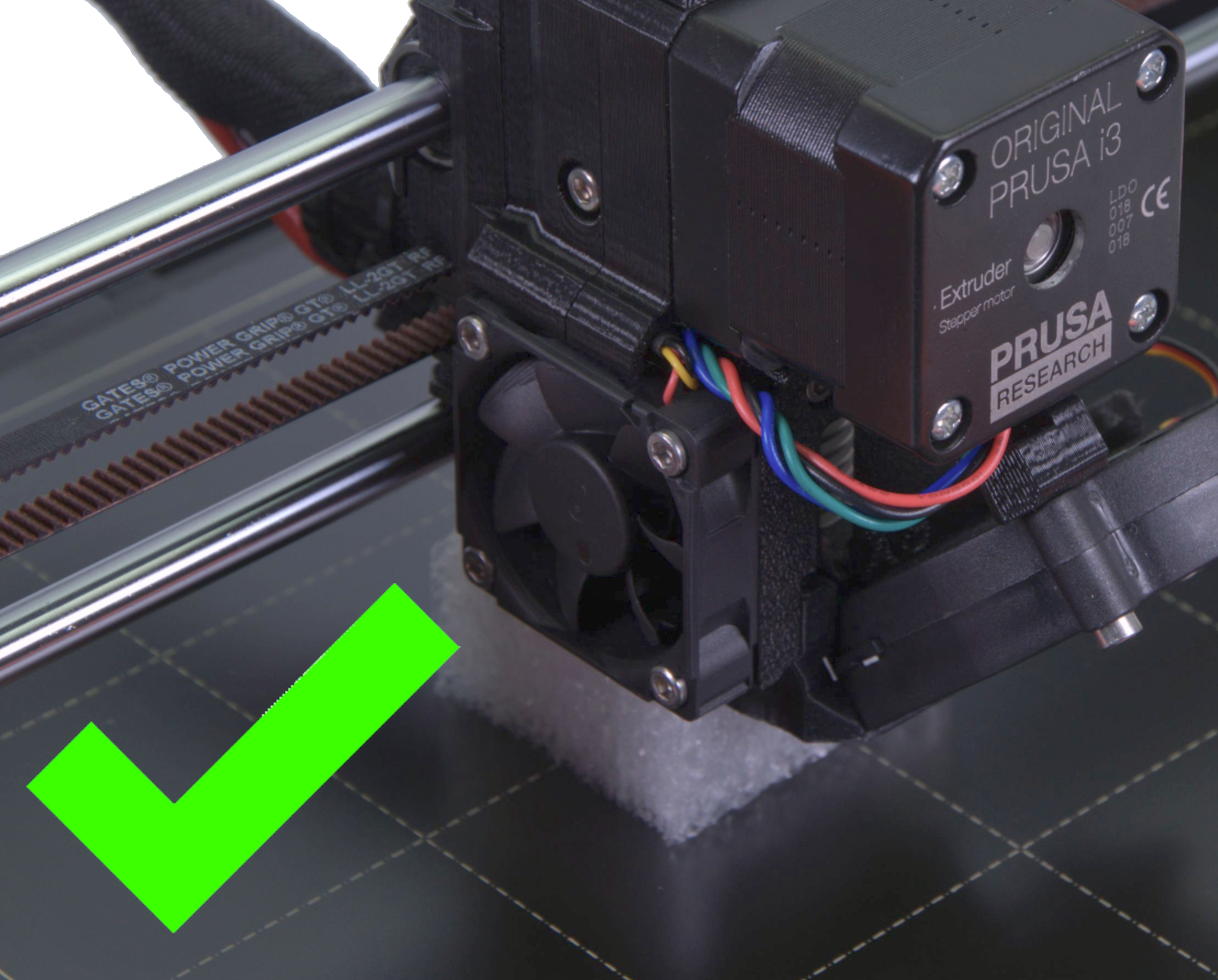
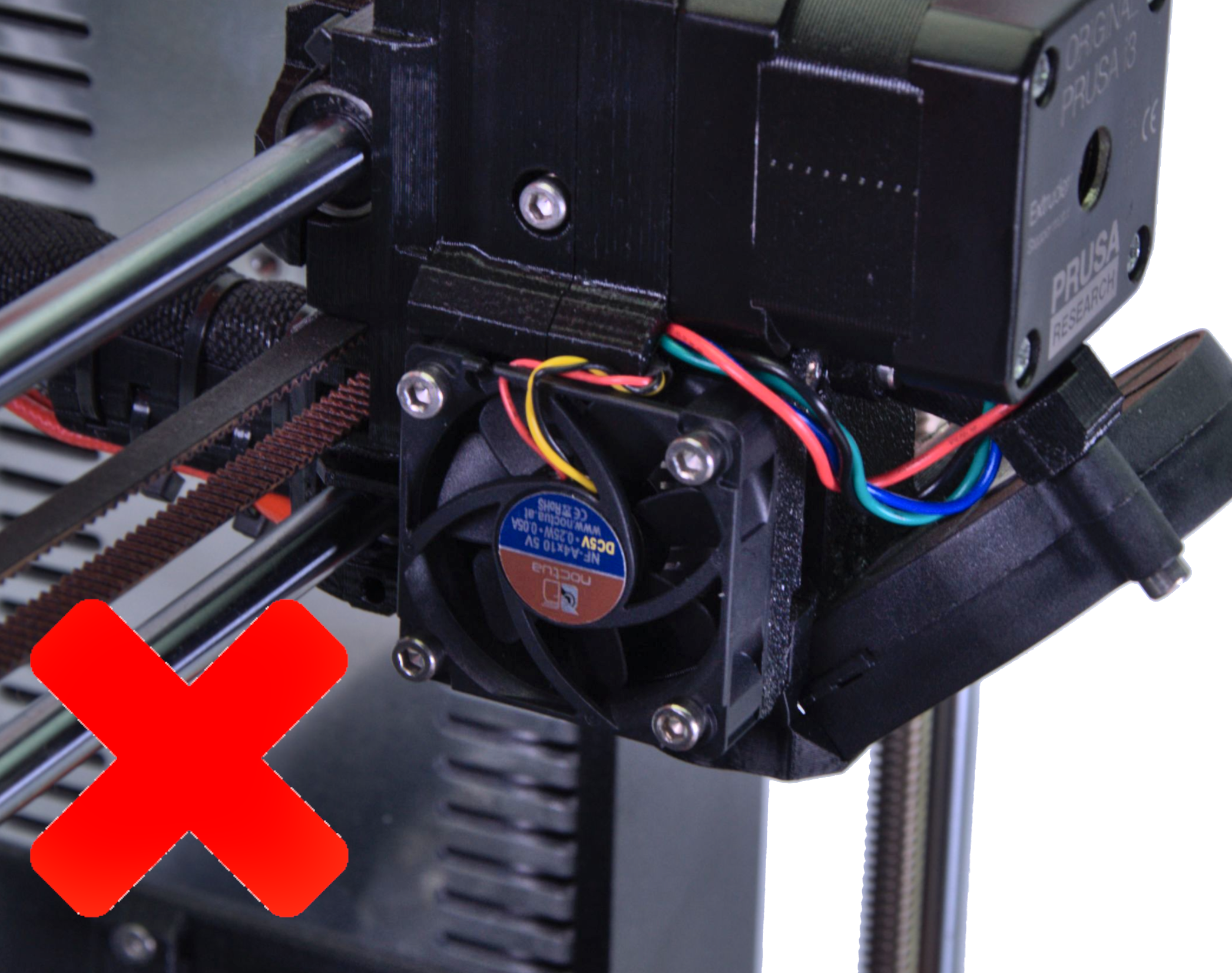
Oczywiste jest, że wentylator chłodzący radiator powinien pracować bezproblemowo, aby zapewnić wystarczającą wydajność. Po pierwsze upewnij się, że nie widzisz naklejki na wentylatorze - powinna być skierowana w stronę radiatora. Jeśli jest widoczna, to znaczy, że wentylator jest zamontowany w niewłaściwym kierunku. Obracając się, powinien wdmuchiwać powietrze do wewnątrz, zamiast wyciągać je.
Jeśli wentylator jest zamontowany prawidłowo, to sprawdź, czy kręci się z odpowiednią prędkością. Podczas drukowania z wentylatorem pracującym na 100% przejdź do Menu LCD -> Wsparcie -> Info o ekstruderze -> Prędkość wentylatora. Prędkość obrotowa powinna mieścić się w przedziale 4000 a 4400 obrotów.
 |  |
Naprężenie dźwigni dociskowej z kołem zębatym Bondtech
Zbyt mały lub zbyt duży docisk dźwigni z kołem zębatym Bondtech będzie powodować problemy z wytłaczaniem filamentu. Zbyt niskie naprężenie nie będzie pozwalać na złapanie filamentu przez koła zębate, co spowoduje przeskakiwanie radełek na filamencie. Jeśli natomiast docisk będzie zbyt duży, to radełka kół zębatych mogą wgryzać się w filament i zatykać przestrzenie opiłkami materiału - sprawdzaj, czy koła zębate są czyste.
Czystość radiatora
Rolą radiatora jest odprowadzanie ciepła, aby temperatura w kanale prowadzącym filament nie przekraczała bezpiecznej granicy. Po wielu godzinach drukowania żeberka radiatora mogą pokryć się kurzem, który obniży wydajność rozpraszania ciepła. Jednym z łatwiejszych sposobów jest odkręcenie wentylatora hotendu (prostokątny wentylator z lewej strony) i przedmuchanie okolic sprężonym powietrzem. Przy okazji przedmuchaj również wentylator.
Osadzenie rurki PTFE w hotendzie
Ważne jest umieszczenie rurki PTFE w hotendzie tak, aby była pewnie oparta o barierę cieplną. Jeśli rurka PTFE była wyciągana z radiatora, to warto upewnić się, że jest dobrze zamocowana i nie ma możliwości poruszenia się w górę, ani w dół. Mamy oczywiście poradnik opisujący ten proces.
Pasta termoprzewodząca na barierze cieplnej
Jeśli hotend był wcześniej rozkręcany, np. do czyszczenia, to przed ponownym zmontowaniem go nie zapomnij nałożyć pasty termicznej na gwint, który jest wkręcany w radiator (chodzi o tę samą pastę, która jest nakładana na procesory w komputerach). Możesz kupić pastę w naszym sklepie internetowym, ale inna, wysokiej jakości pasta również powinna się sprawdzić - spójrz na kartę charakterystyki. Pod kolejnymi linkami znajdziesz instrukcję prawidłowej aplikacji pasy. W tym poradniku dla MK3S/MK2.5S/MMU2S, natomiast dla MK3/MK2.5 mamy osobny poradnik) opisujący prawidłowy demontaż ekstrudera i hotendu.

Ustawienia druku
Obniż temperaturę stołu
Temperatura oddawana przez stół może przyczyniać się do przegrzewania części ekstrudera. Szczególnie (ale nie tylko) przy wydrukach z PLA, możesz obniżyć temperaturę stołu w PrusaSlicer o 5 do 10 stopni. W PrusaSlicer przejdź do Ustawienia filamentu -> Filament i zmień temperaturę stołu w polu Temperatura °C.
Możesz również zmienić ją podczas drukowania, w Menu LCD -> Strojenie -> Stół (zmieniasz liczbę obracając pokrętłem), ale rób to przed zakończeniem drukowania pierwszej warstwy, ponieważ nagła zmiana temperatury może zdeformować wydruk.
Wysokość warstwy
Drukowanie bardzo cienkich warstw wiąże się z bardzo niskim przepływem filamentu przez dyszę, co przekłada się na narastanie temperatury wewnątrz ekstrudera. Łatwo możesz to sprawdzić drukując warstwy o wysokości 0,15 mm lub 0,20 mm. Jeśli nie potrzebujesz akurat bardzo szczegółowego wydruku, to zwiększ wysokość warstwy.
Prędkość druku
Powolne drukowanie może powodować narastanie temperatury wewnątrz ekstrudera z tego samego powodu, co w powyższym przypadku. Zwiększenie prędkości druku o 10% może pomóc, jednak nie zalecamy zwiększanie prędkości powyżej 200 mm/s dla wypełnienia przy warstwach o wysokości 0,20 mm i niższych.