Drukarki Prusa FFF są wyposażone w dysze wykonane z mosiądu. Ten artykuł zawiera przegląd najważniejszych informacji na temat dysz, które mogą być używane w poszczególnych drukarkach.
Mosiądz ma doskonałą przewodność cieplną i jest wystarczająco wytrzymały, aby drukować z niego większość filamentów "codziennego użytku". Jest również łatwo dostępny, a jego obróbka opłacalna, dlatego też wiele drukarek 3D jest wyposażonych w mosiężne dysze.
Oprócz standardowej średnicy 0,4 mm, dostępne są dysze o średnicach 0,25 mm, 0,6 mm i 0,8 mm. Mosiężna dysza Prusa CHT występuje w średnicach 0,4 mm, 0,6 mm i 0,8 mm. Co więcej, masz możliwość tworzenia i dostosowywania własnych profili. Aby uzyskać drobne szczegóły, możesz użyć dyszy 0,25 mm. Zalecamy korzystanie z niej tylko w przypadku małych obiektów o wielkości kilku centymetrów, ponieważ czas drukowania jest znacznie dłuższy w porównaniu z dyszą 0,4 mm. Jeśli natomiast chcesz przyspieszyć drukowanie, a szczegóły nie są tak ważne, możesz spróbować użyć dyszy 0,6 lub 0,8 mm.
| Standardowa dysza | Drukarka |
|---|---|
| E3D 0,4 mm | MK2/S, MK2.5/S, MK3/S/+, MK3.5/S |
| Dysza mosiężna 0,4 mm kompatybilna z E3D | MINI+ |
| Dysza Prusa Nozzle 0,4 mm | MK3.9, MK4, XL |
| Dysza Prusa Nozzle Brass CHT 0,4 mm | MK3.9S, MK4S, XL |
Jeśli chcesz wymienić dyszę, zapoznaj się z naszymi przewodnikami:
- MK2.5/S, MK3/S/+, MK3.5/S
- MINI/+
- MK4S, MK3.9S
- MK4, MK3.9
- Adapter dyszy do MK4/MK3.9
- XL Single-Tool, XL Multi-Tool
- Adapter dyszy do XL Single tool
Dysze E3D
Dysze E3D (lub kompatybilne z E3D) pasują do hotendu w MK3/S/+ (i wszystkich drukarkach Prusa przed nią) oraz hotendu MINI/+. Dysza ta musi być dokręcona po nagrzaniu hotendu, w przeciwnym razie między nią a barierą cieplną powstanie szczelina, przez którą będzie wyciekał filament. Filament jest prowadzony do bariery cieplnej przez rurkę PTFE.
Ta dysza pasuje do Nextrudera wyposażonego w Prusa Adapter i również musi być dokręcana na gorąco.
 PMosiężna dysza Prusa Nozzle Brass
PMosiężna dysza Prusa Nozzle Brass
Dysza Prusa Nozzle jest również wykonana z mosiądzu, a jej końcówka ma taką samą geometrię wewnętrzną jak dysza kompatybilna z E3D. Jednak w tej dyszy bariera cieplna jest zintegrowana, więc nie ma potrzeby podgrzewania hotendu przed dokręceniem. Nie jest również konieczne wyposażenie hotendu w rurkę PTFE prowadzącą filament bezpośrednio do bariery.

Mosiężna dysza Prusa Nozzle Brass CHT
Dysze w technologii Bondtech CHT (Core Heating Technology) zostały zaprojektowane w celu poprawy wydajności druku 3D i przezwyciężenia ograniczeń tradycyjnych dysz, szczególnie w zakresie przepływu filamentu. Wewnętrzna konstrukcja zawiera rdzeń, który dzieli filament na trzy strumienie. W rezultacie powierzchnia wystawiona na działanie ciepła wykładniczo wzrasta, co prowadzi do szybszego nagrzewania i bardziej stabilnej temperatury na całym przekroju filamentu.
Ten ulepszony proces nagrzewania pozwala na uzyskanie wyższych prędkości drukowania przy jednoczesnym zachowaniu spójności wytłaczania i jakości wydruków. Dysze mogą działać efektywnie nawet w niższych temperaturach niż konwencjonalne, ponieważ ciepło jest rozprowadzane bardziej równomiernie i szybciej.
Jest to szczególnie korzystne w przypadku drukowania dużych obiektów lub przy użyciu materiałów wymagających wysokich temperatur topnienia. Lepsza kontrola nad temperaturą i przepływem filamentu może również prowadzić do uzyskania drobniejszych szczegółów i wyższej jakości wykończenia powierzchni drukowanych obiektów, co jest korzystne w przypadku drukowania modeli o skomplikowanych detalach.

Określenie rozmiaru dyszy
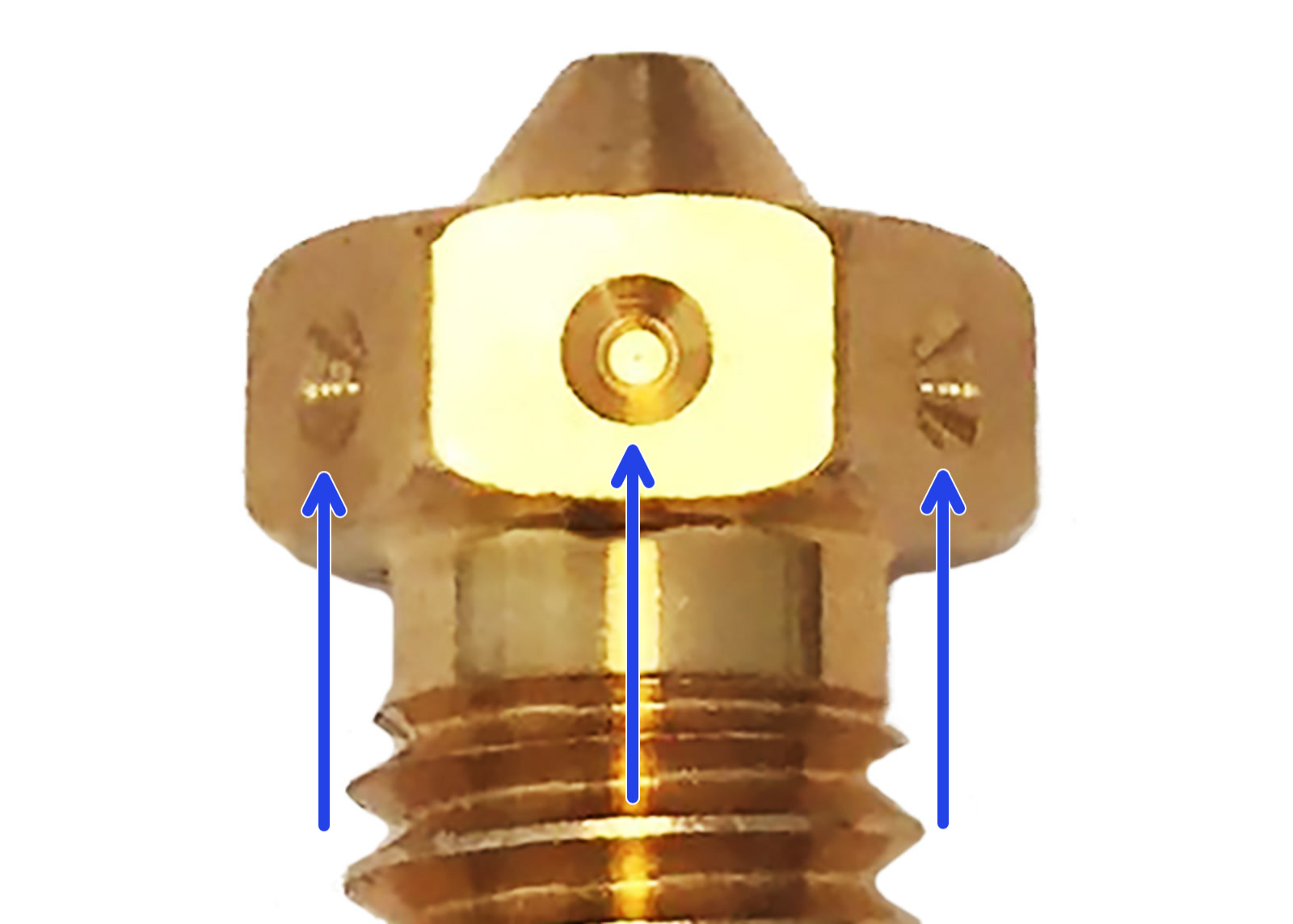
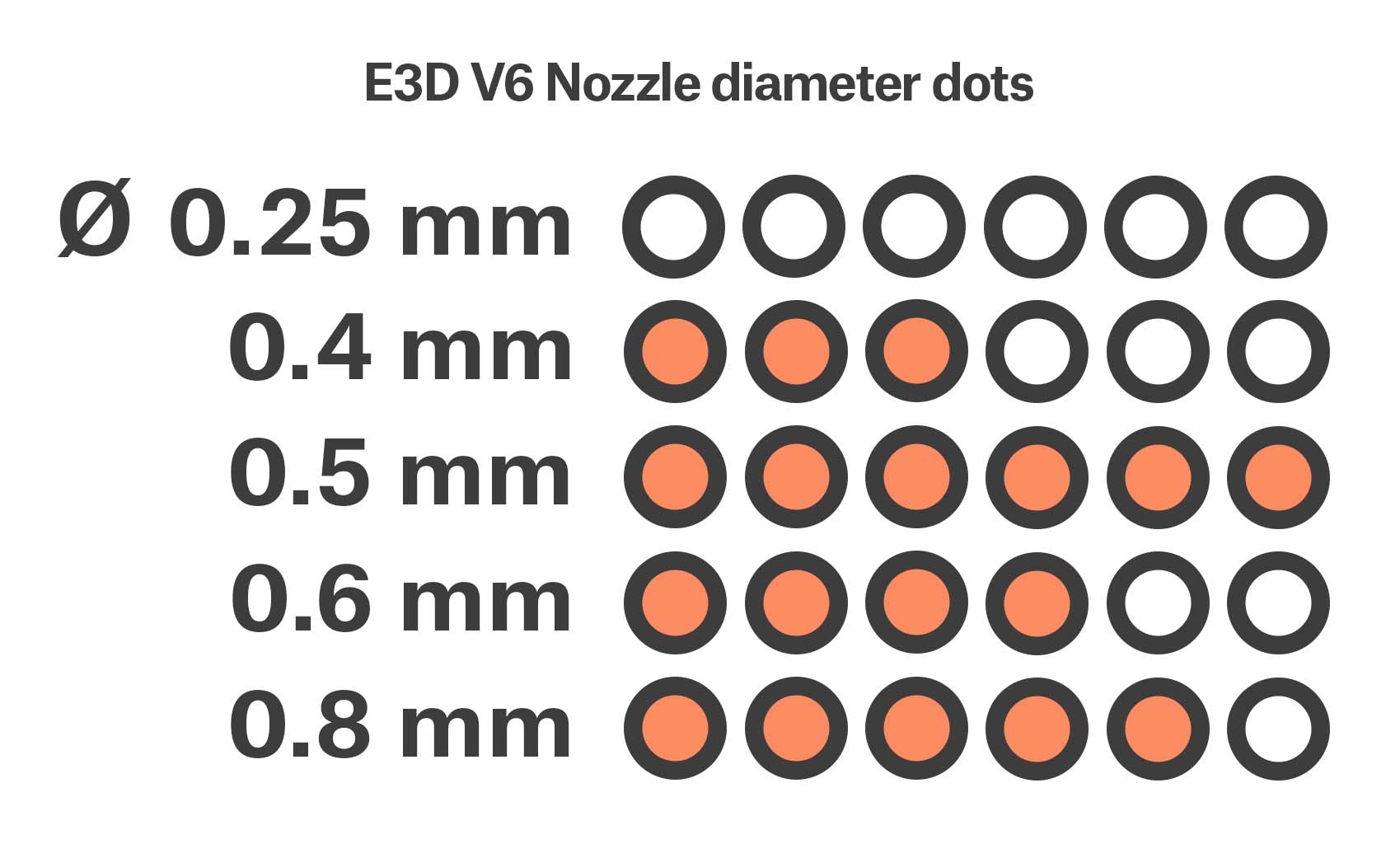
Średnicę dyszy można rozpoznać po kropkach umieszczonych na kołnierzu dyszy. Na przykład dysze E3D 0,4 mm dostarczane z Original Prusa MK3S+ mają trzy kropki (niebieskie strzałki).
Należy pamiętać, że dysza E3D V6 0,25 mm nie ma kropek i wygląda prawie tak samo, jak kompatybilna z E3D dysza 0,4 mm, która jest dostarczana z Original Prusa MINI/+.
Oznaczenia dotyczą wszystkich typów dysz E3D V6 (mosiężne, hartowane, X), Prusa Nozzle i Prusa Nozzle Brass CHT. Dysze innych producentów mogą nie mieć takich samych oznaczeń.
 |  |
Dysze do materiałów ściernych
Do niektórych filamentów dodawane są cząsteczki, które mogą dawać im właściwości ścierne. Zwykła mosiężna dysza szybciej ulegnie degradacji i straci swoje wymiary. Aby drukować z takich materiałów, należy użyć dyszy wykonanej z innego stopu.
Większość materiałów ściernych to kompozyty i tworzywa sztuczne z dodatkami. Niektóre przykłady to ColorFabb XT CF20, ColorFabb Bronzefill, ColorFabb SteelFill oraz niektóre filamenty fluorescencyjne (świecące w ciemności). Zawsze pytaj sprzedawcę filamentu, jeśli nie masz pewności co do wymagań dotyczących filamentu. Niewielką wadą dyszy ze stali hartowanej jest to, że pewne standardowe materiały, takie jak ABS, nie mogą być drukowane tak szybko, jak przy użyciu zwykłej dyszy. Ze względu na różne właściwości termiczne stali hartowanej w porównaniu do mosiądzu, może być konieczne zwiększenie temperatury hotendu podczas drukowania.
Prusa Nozzle ObXidian
Dysza ObXidian to wysokiej jakości dysza zaprojektowana specjalnie do współpracy z materiałami ściernymi i drukowania w wysokich temperaturach. Wykonana jest z hartowanej stali z powłoką odporną na korozję, zapewniając wyjątkową trwałość i długowieczność.
Dysze te są przeznaczone w szczególności do drukowania materiałów ściernych, takich jak domieszkowanych włóknem węglowym, ponieważ zachowują swoją twardość nawet w wyższych temperaturach, zapewniając doskonałą wydajność i dłuższą żywotność.

Dysza z hartowanej stali firmy E3D
E3D, brytyjska firma dostarczająca hotendy do drukarek Original Prusa i3, posiada cały ekosystem ulepszeń i dodatków. Obsługujemy niektóre z nich, w tym dysze z hartowanej stali.

Nozzle X firmy E3D
Dysza Nozzle X została zaprojektowana z myślą o ograniczeniach termicznych dysz z hartowanej stali i słabej odporności na ścieranie dysz z powlekanej miedzi lub mosiądzu. Jest ona pokryta powłoką polifobową WS2, która zmniejsza ilość plastiku przywierającego do wnętrza dyszy. Z tego powodu dysza Nozzle X nie podlega takiej samej procedurze konserwacji jak dysze z hartowanej stali lub miedzi.
Może być stosowana z dodatkami ściernymi, takimi jak włókno szklane, kevlarowe lub węglowe, ale nie jest przystosowana do bardziej ściernych dodatków, takich jak węglik boru, bor, azotek boru, wolfram lub węglik wolframu.

Zalecane metody czyszczenia:
- Nieabrazyjna ściereczka do użytku zewnętrznego.
- Filament czyszczący do użytku wewnętrznego.
Niezalecane metody czyszczenia:
- Igła do akupunktury lub mosiężna szczotka - mogą uszkodzić powłokę.
- Cold-pull - może oderwać powłokę WS2.
Dysza Olsson Ruby
Podobnie jak dysze ze stali utwardzanej, dysza Olsson Ruby została zaprojektowana do druku materiałów o silnych właściwościach ściernych. Jednakże dzięki temu, że większa jej część jest mosiężna, zachowuje świetną przewodność cieplną i wydajność porównywalne ze standardową dyszą, mając jednak bardzo twardy kamień szlachetny jako końcówkę. Mimo tego, że kamień rubinowy ma wysoką odporność na zużycie, to jest bardzo kruchy. Może on pęknąć, jeśli Live Adjust Z jest ustawione nieprawidłowo lub jeśli ustawisz czujnik PINDA tak, że dysza uderzy w płytę stalową. Instrukcje montażu znajdziesz na stronie 3DVERKSTAN, ponieważ jest to trochę bardziej skomplikowane.
Dysze o innych średnicach
Jeśli chcesz użyć dyszy o średnicy innej, niż wymienione wyżej, musisz samodzielnie stworzyć profil w PrusaSlicerze. Możesz skonfigurować go na bazie profilu 0,4 mm, zmieniając średnicę dyszy w sekcji Ustawienia drukarki oraz szerokość ekstruzji w sekcji Ustawienia druku -> Zaawansowane (w procentach). Pamiętaj, że wysokość warstwy nie powinna przekraczać 80% średnicy dyszy. Więcej informacji znajdziesz w artykule Tworzenie profili dla dysz o innych średnicach.
Dysza 0,1 mm może być uznana za eksperymentalną; jej mała średnica nie będzie działać ze wszystkimi filamentami, tolerancje wymagane przy jej produkcji są trudne do zagwarantowania, a nadmiernie długi czas drukowania, którego wymaga, może być nieuzasadniony. W przypadku tych drobnych rozdzielczości warto rozważyć druk SLA.
Konfiguracja PrusaSlicera
Aby dodać zestawy ustawień do PrusaSlicera, przejdź do Menu -> Konfiguracja -> Asystent konfiguracji -> Prusa Research, a następnie wybierz model swojej drukarki oraz średnicę aktualnie używanej dyszy (fioletowe prostokąty).

Odznacz inne modele oraz średnice, aby uniknąć zamieszania na listach profili. W każdym momencie masz dostęp do Asystenta, aby zmodyfikować zakres zainstalowanych ustawień. Aby ustawić inny rozmiar dyszy w drukarce, przejdź do odpowiedniego artykułu: Ustawienia HW (MK2.5/S & MK3/S/+).
W MINI/+, MK4/S, XL, przejdź do Menu -> Ustawienia -> Sprzęt.
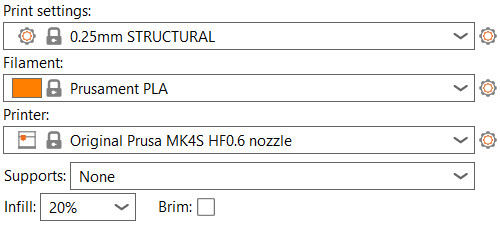
Z wyjątkiem profili ustawień dla standardowej dyszy 0,4, wszystkie inne konfiguracje dysz będą miały średnicę podaną w nazwie profilu. Jeśli w nazwie profilu nie ma określenia "0.25 nozzle", "0.6 nozzle" lub "0.8 nozzle" (zielony prostokąt), profil jest przygotowany dla dyszy 0,4 mm.
Kalibracja pierwszej warstwy dla dysz o innej średnicy
Począwszy od firmware 3.13.0, Kalibracja pierwszej warstwy działa dla wielu rozmiarów dysz. Rozmiar dyszy można zmienić w Ustawienia -> Ustawienia HW -> Średnica dyszy[0.25|0.40|0.60|0.80]. Dysza 0,4 mm jest domyślna.
Zresetuj Live Adjust Z:
- Original Prusa MK3S+/MK3S/MK2.5S - zresetuj Live Adjust Z z menu LCD -> Ustawienia -> Live Adjust Z i obracaj pokrętło w lewo, aż ekran wskaże 0.000.
- Original Prusa MINI - zresetuj Live Adjust Z z menu LCD -> Kalibracja -> Live Adjust Z i obracaj pokrętło w lewo, aż ekran wskaże 0.000.
- Original Prusa MK4, XL - Modele te są wyposażone w czujnik tensometryczny. Jeśli ustawiona zostanie jakakolwiek wartość Live Adjust Z, będzie ona automatycznie resetowana po wykonaniu następnego wydruku.
Następnie uruchom G-code i ustaw 'Live Adjust Z' podczas drukowania:
- Po rozpoczęciu ekstruzji naciśnij pokrętło i odnajdź 'Live Adjust Z'.
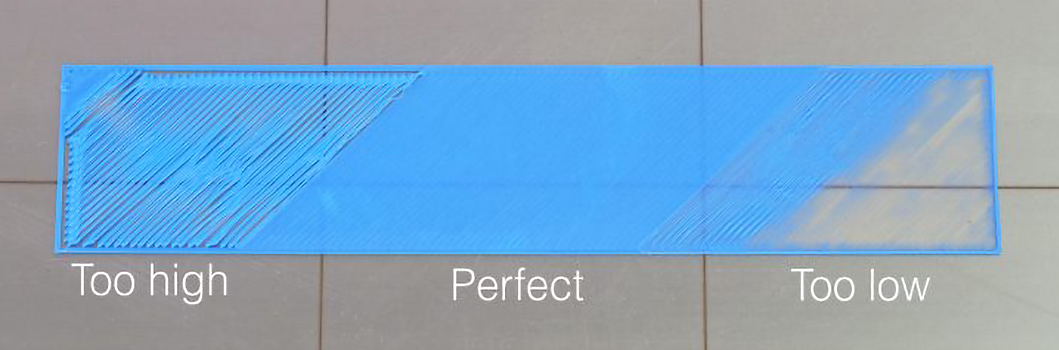
- Wybierz tę opcję i obracaj pokrętło, aż linia będzie delikatnie spłaszczona, ale nie rozgnieciona. Górna powierzchnia powinna być gładka. Podczas drukowania zwartego wypełnienia górnego, upewnij się, że między liniami nie ma szpar (co znaczyłoby, że dysza jest zbyt wysoko), ani wypływek (wypchniętych do góry krawędzi, co znaczyłoby, że dysza jest zbyt nisko). Przykłady znajdziesz w artykule: Kalibracja pierwszej warstwy (i3).
- Naciśnij pokrętło, aby zapisać wynik kalibracji.
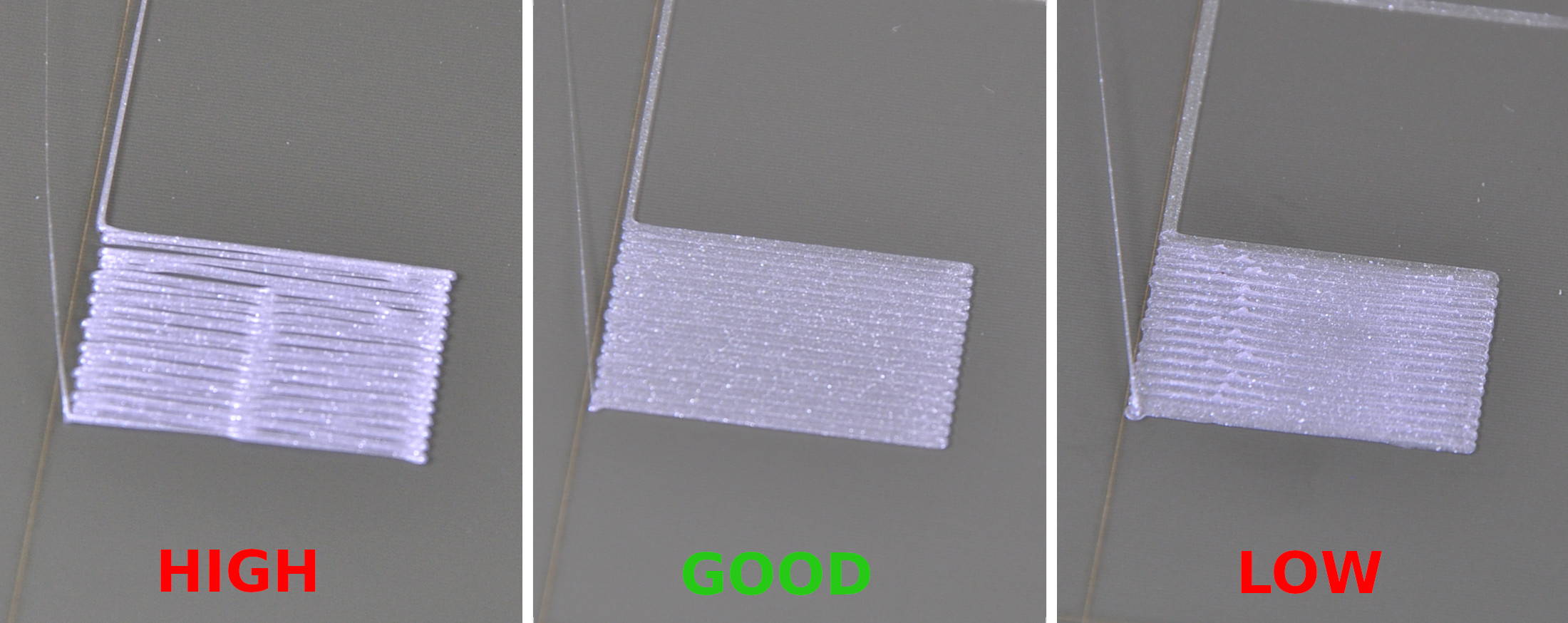
Ilustracja pokazuje pierwszą warstwę z dyszy 0,4 mm. Linia może mieć szerokość prawie połowy przedstawionej.
Inne aspekty do wzięcia pod uwagę
Mniejsze średnice (~0,25 mm)
Prawie każdy materiał kompozytowy w tym przypadku odpada. Drobinki mogą (i będą) szybko zatykać dyszę lub ją uszkodzą. Jednak filamenty z drobnym brokatem lub "błyszczącymi drobinkami", np. Prusament Galaxy Silver nie powinny stanowić problemu.
Materiały elastyczne również mogą sprawiać problemy ze względu na zwiększone ciśnienie w dyszy wymagane przy wytłaczaniu, przez co filamenty mogą zawijać się wokół kółek radełkowanych.
Niska prędkość. Precyzja wymaga czasu - przygotuj się na drukowanie trwające 24-100 godzin, nawet przy małych modelach. Nie tylko linie są cieńsze, co oznacza konieczność zwiększenia ilości obrysów, ale ruchy ekstrudera są znacznie spowolnione, aby zwiększyć precyzję.
Podczas drukowania z mniejszą dyszą, jeszcze ważniejsza jest odpowiednia kalibracja i poziomowanie stołu. Po wymianie dyszy uruchom przynajmniej kalibrację osi Z przed rozpoczęciem drukowania.
Większe średnice (>0,6 mm)
Główną wadą jest rozdzielczość. Grubsze i wyższe linie pozwolą na szybsze ukończenie wydruku, kosztem drobnych detali. Z drugiej strony, elementy funkcjonalne mogą okazać się mocniejsze, ponieważ każda z linii będzie tworzona z większej ilości litego materiału.
Oznacza to również, że materiały podatne na wypaczanie, jak ABS czy PC Blend, będą miały więcej materiału do schłodzenia, co może przełożyć się na zwiększone wypaczanie.
| Rozmiar dyszy / Materiał | 0,25 mm | 0,4 mm | 0,6/0,8 mm |
| Flex (filamenty elastyczne) | ✖ | ✔ | ✔ |
| PLA | ✔ | ✔ | ✔ |
| ASA/ABS | ✔ | ✔ | ✔ |
| PETG | ✔ | ✔ | ✔ |
| domieszkowane drewnem/metalem | ✖ | ✔ * | ✔ |
| ABS domieszkowany włóknem węglowym/kevlarem | ✖ | ✔ * | ✔ * |
| PC Blend | ✔ | ✔ | ✔ |
| Nylon | ✔ | ✔ | ✔ |
| PVA/BVOH | ✖ | ✔ | ✔ |
* Dysza utwardzana