System ekstruzji drukarki traci kontrolę nad roztopionym plastikiem, gdy tylko opuści on końcówkę dyszy. Wiążą się z tym dwie główne kwestie:
- Wydrukowanie nowej warstwy jest możliwe tylko na poprzedniej warstwie, która jest już schłodzona. W innym przypadku, obydwie warstwy zostaną zdeformowane.
- Podczas drukowania zwisów oraz mostów konieczne jest jak najszybsze schłodzenie materiału, inaczej będzie obwisał.
Większość drukarek 3D jest wyposażonych w dedykowany wentylator wydruku. Nadmuchiwanie na wydruk powietrza znacznie poprawia chłodzenie, mimo, że ma ono temperaturę otoczenia. W przypadku niektórych materiałów włączenie wentylatora może jednak pogorszyć sytuację, powodując wypaczanie i rozwarstwianie. PrusaSlicer umożliwia Ci ustawienie parametrów chłodzenia dla każdego materiału z osobna.
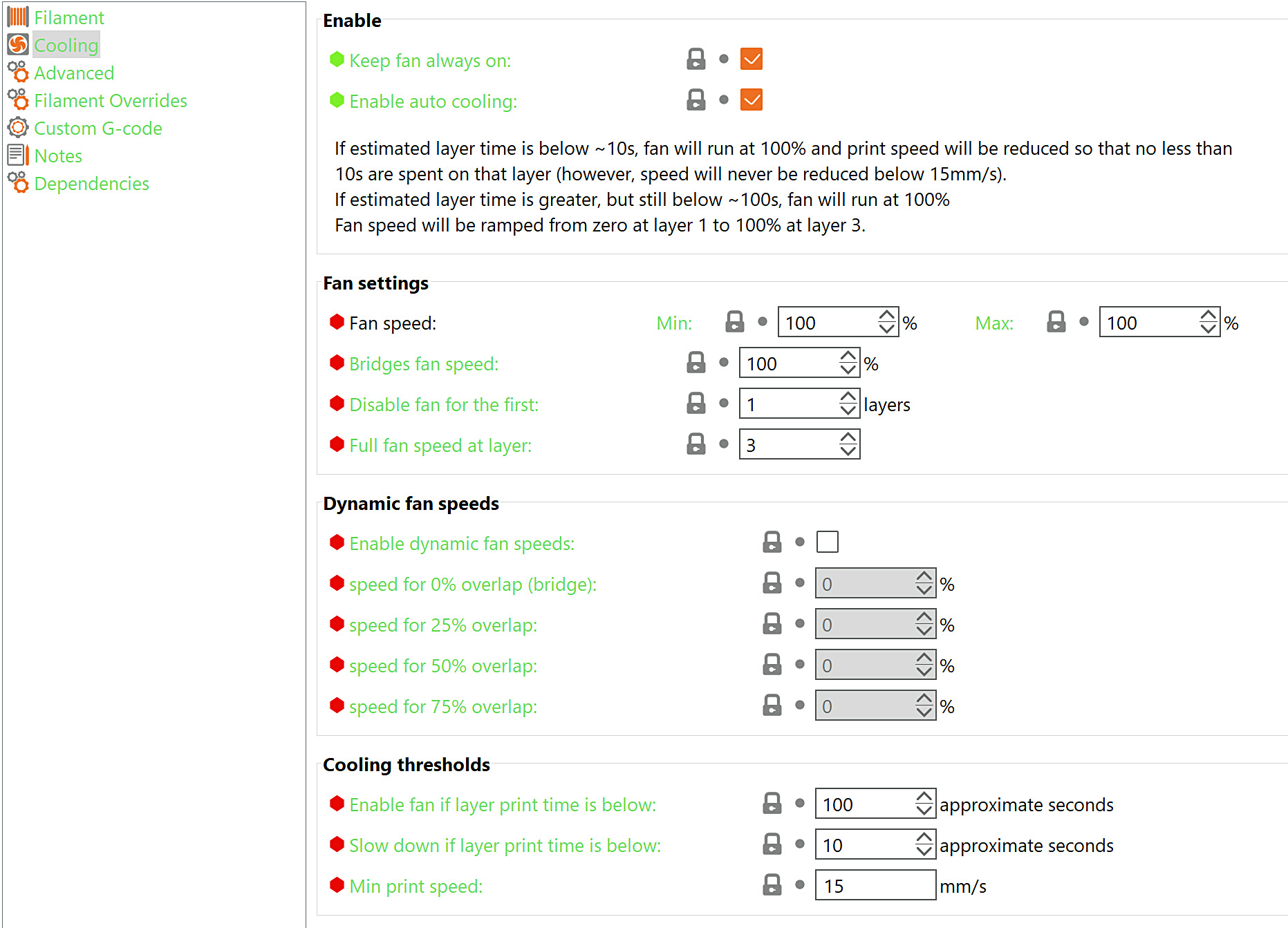
Wentylator zawsze włączony
Wentylator będzie zawsze włączony na minimalnym ustawieniu. Jest to domyślnie włączone dla większości materiałów za wyjątkiem ABS, ASA, PC i kilku elastyków.
Włącz automatyczne chłodzenie
Po włączeniu, prędkość wentylatora będzie zmieniać się zgodnie z parametrami ustawionymi niżej. Opis zostanie zaktualizowany wraz z każdą zmianą ustawień i szczegółowo opisze schemat pracy wentylatora.
Po wyłączeniu automatycznego chłodzenia wentylator druku będzie pracował ze stałą prędkością określoną ustawieniem Prędkość wentylatora - Min, za wyjątkiem mostów, które można ustawić osobno dzięki ustawieniu Prędkość wentylatora przy mostach.
Ustawienia wentylatora
Prędkość wentylatora
Możesz ustawić Minimalną i Maksymalną prędkość wentylatora w formie procentowego współczynnika jego maksymalnej prędkości obrotowej.
Maksymalna wartość będzie używana, gdy szacowany czas drukowania obecnej warstwy znajdzie się poniżej wartości określonej parametrem Zwolnij, jeśli czas warstwy wynosi poniżej.
Minimalna wartość będzie używana, gdy czas drukowania obecnej warstwy znajdzie się powyżej wartości określonej parametrem Włącz chłodzenie, jeśli czas druku warstwy wynosi poniżej.
Jeśli czas drukowania warstwy będzie znajdował się pomiędzy tymi dwoma wartościami, wentylator będzie pracował z prędkością proporcjonalną do niego, pomiędzy wartością Minimalną, a Maksymalną.
Może się to wydawać dość zawiłe, ale mamy nadzieję, że automatycznie aktualizujący się opis pomoże Ci to rozjaśnić. Spróbuj pozmieniać ustawienia obserwując wyjaśnienie.
Prędkość wentylatora przy mostach
Nadpisuje prędkość wentylatora dla drukowania mostów i zwisów. Zazwyczaj potrzebna jest tutaj wartość wyższa, niż dla reszty wydruku.
Wyłącz wentylator przy pierwszych X warstwach
Chłodzenie pierwszej warstwy jest zazwyczaj niepotrzebne, ponieważ jest ona kładziona na płaskiej powierzchni. Przy wielu filamentach możesz pominąć chłodzenie nawet na kilku pierwszych warstwach (między 1, a 5), aby uniknąć ich podwijania i odklejania od stołu.
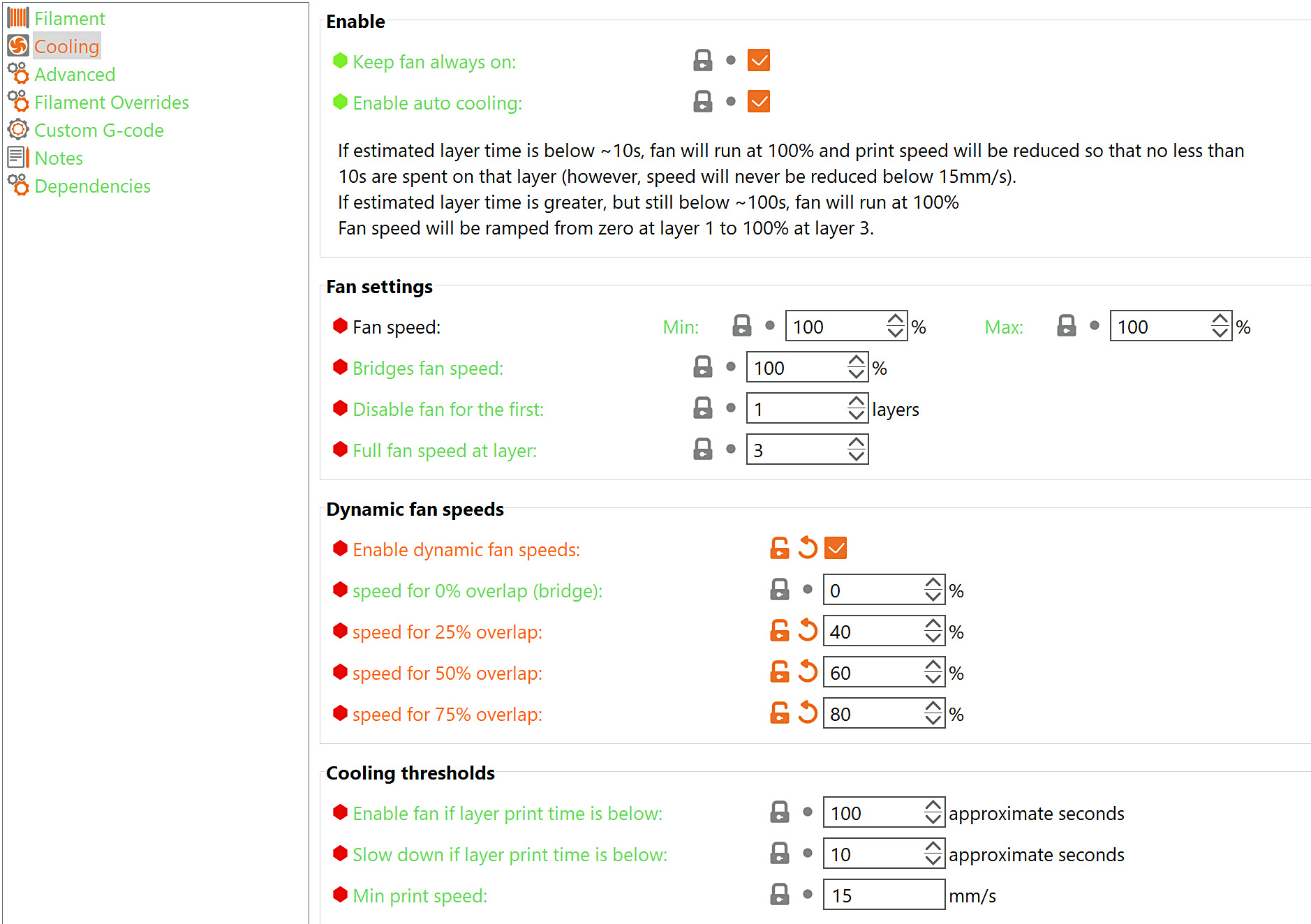
Dynamiczne prędkości wentylatora
Ustawienie to włącza i kontroluje dynamiczną, zmienną prędkość wentylatora w zależności od procentu nakładania.
Procent nakładania reprezentuje nakładanie się ekstruzji z poprzednią warstwą. Nakładanie 100% oznacza pełne podparcie ścieżki (brak zwisu), podczas gdy nakładanie 0% oznacza pełny zwis (zawieszoną ekstruzję, most).
Wartości wejściowe prędkości wentylatora reprezentują procent maksymalnych obrotów wentylatora.
Prędkości wentylatorów dla zwisów pomiędzy tymi wielkościami są obliczane za pomocą interpolacji liniowej.
Progi chłodzenia
Włącz chłodzenie, jeśli czas druku warstwy wynosi poniżej
Jeśli czas drukowania warstwy wyniesie poniżej wartości określonej tym parametrem, wentylator zostanie włączony, a jego prędkość będzie interpolowana między minimalną, a maksymalną.
Zwolnij, jeśli czas warstwy wynosi mniej niż X sekund
Jeśli czas druku warstwy zostanie oszacowany poniżej tej wartości, prędkość ruchów roboczych drukarki zostanie obniżona, aby warstwa drukowała się dłużej. Zwalnianie odbywa się przez skalowanie prędkości, więc szybkości ruchów nadal będą się różnić.
Minimalna prędkość druku
Minimalna prędkość, do której PrusaSlicer będzie skalować prędkości. Drukowanie z bardzo niskimi prędkościami przez dłuższy czas może prowadzić do problemów takich, jak przenikanie ciepła.
Pamiętaj, że ustawienie zbyt wysokiej wartości może częściowo unieważnić minimalny czas warstwy sterowany parametrem Zwolnij, jeśli czas warstwy wynosi mniej niż X sekund, ze względu na to, że nawet przy zejściu do minimalnej prędkości, czas może być i tak krótszy od wymaganego powyższym ustawieniem.