Starting firmware 1.6.0, we have included a Print profile feature for more demanding geometry and materials to ensure good results, considering the infinite range of these that the printer might see. For example, a hollow model, like a cup, can generate suction when separated from the FEP during fast layer changes.
Furthermore, special resins, like some flexible or casting resins, can have a much higher viscousity (thicker), and thus need more time to flow below the print platform between layer exposures. Therefore, there are three speed options, 'Faster', 'Slower' and 'High viscosity':
- Faster - The default profile for the SL1 and SL1S SPEED and would work for most projects.
- Slower - Slows down tilt speed and introduces a pause before each exposure/layer.
- High viscosity - Slows down the tilt speed and increases the pause between exposures even further than the 'Slower' profile.
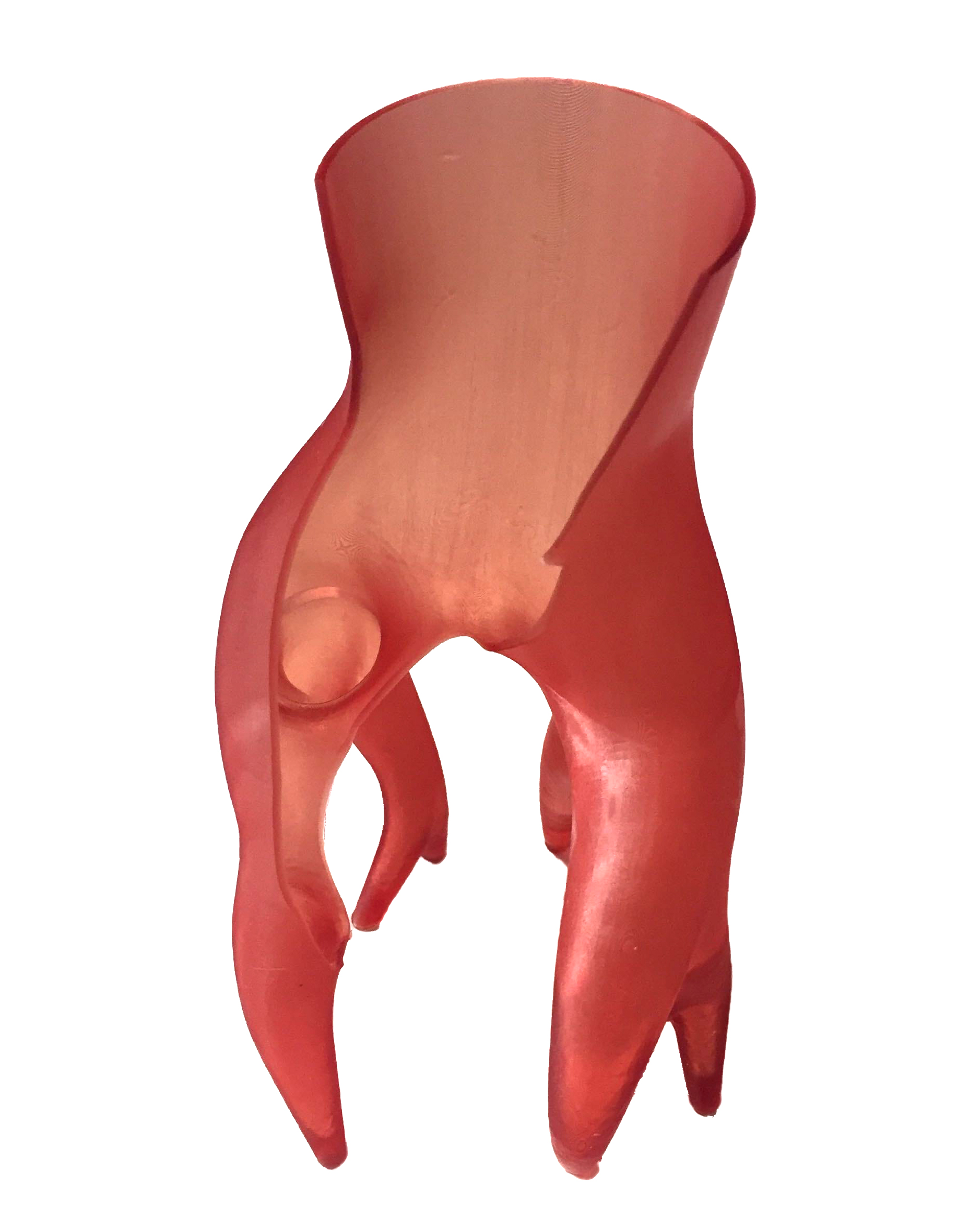 |  |
| Project cracked due to suction during layer change. | Same project printed with the "Slower" print setting. |
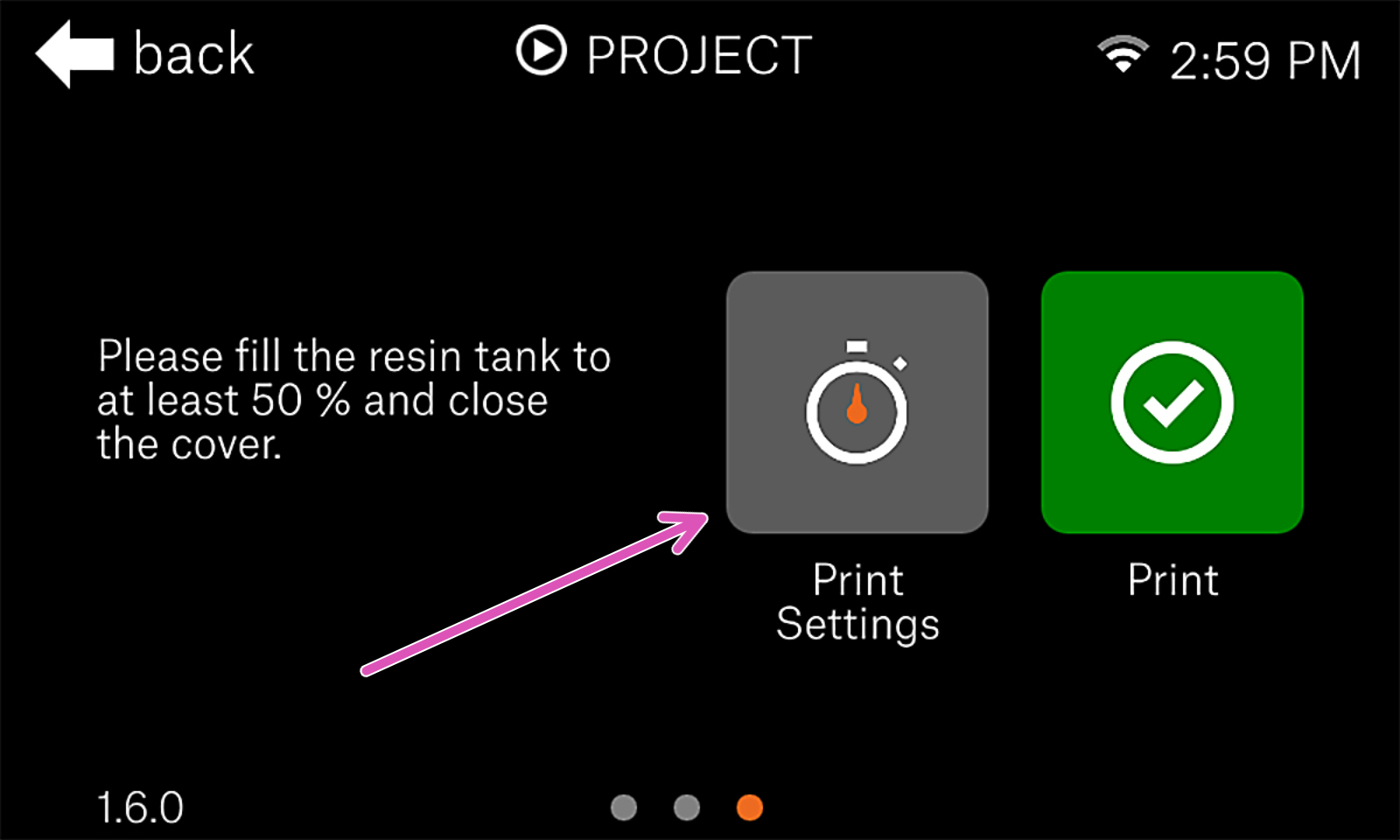
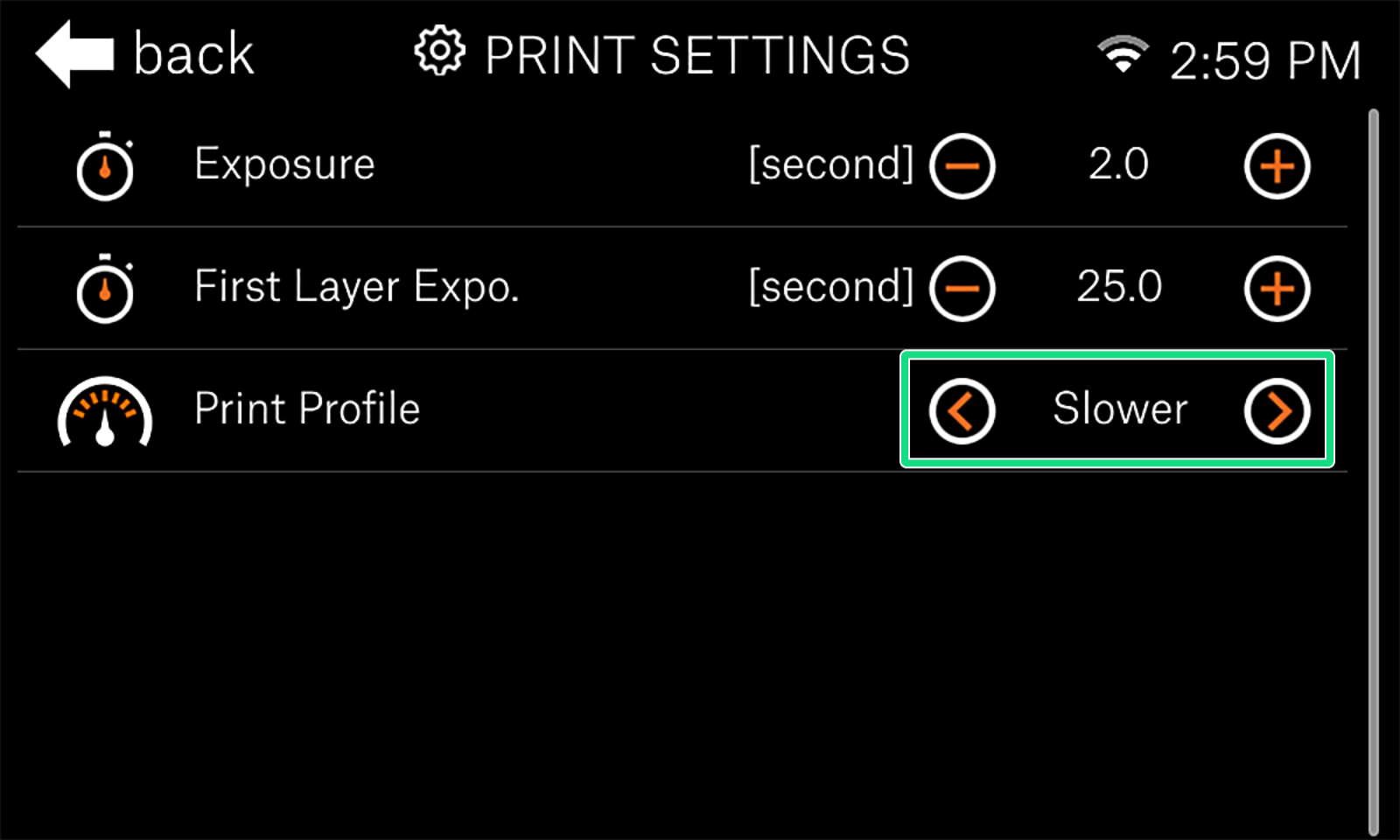
Select the project you want to print from Projects -> [project] and swipe to the left to find 'Print Settings' and tap it (purple arrow).
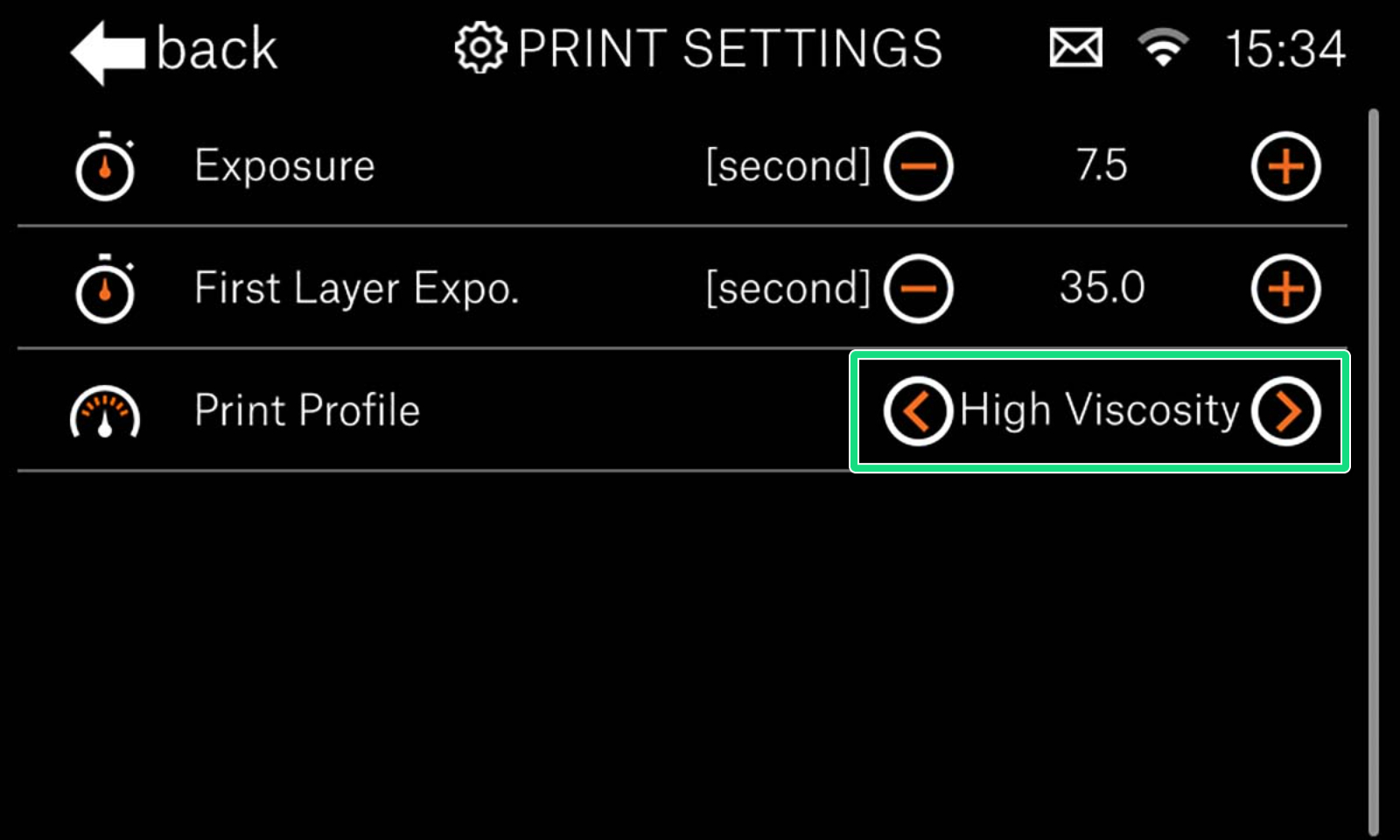
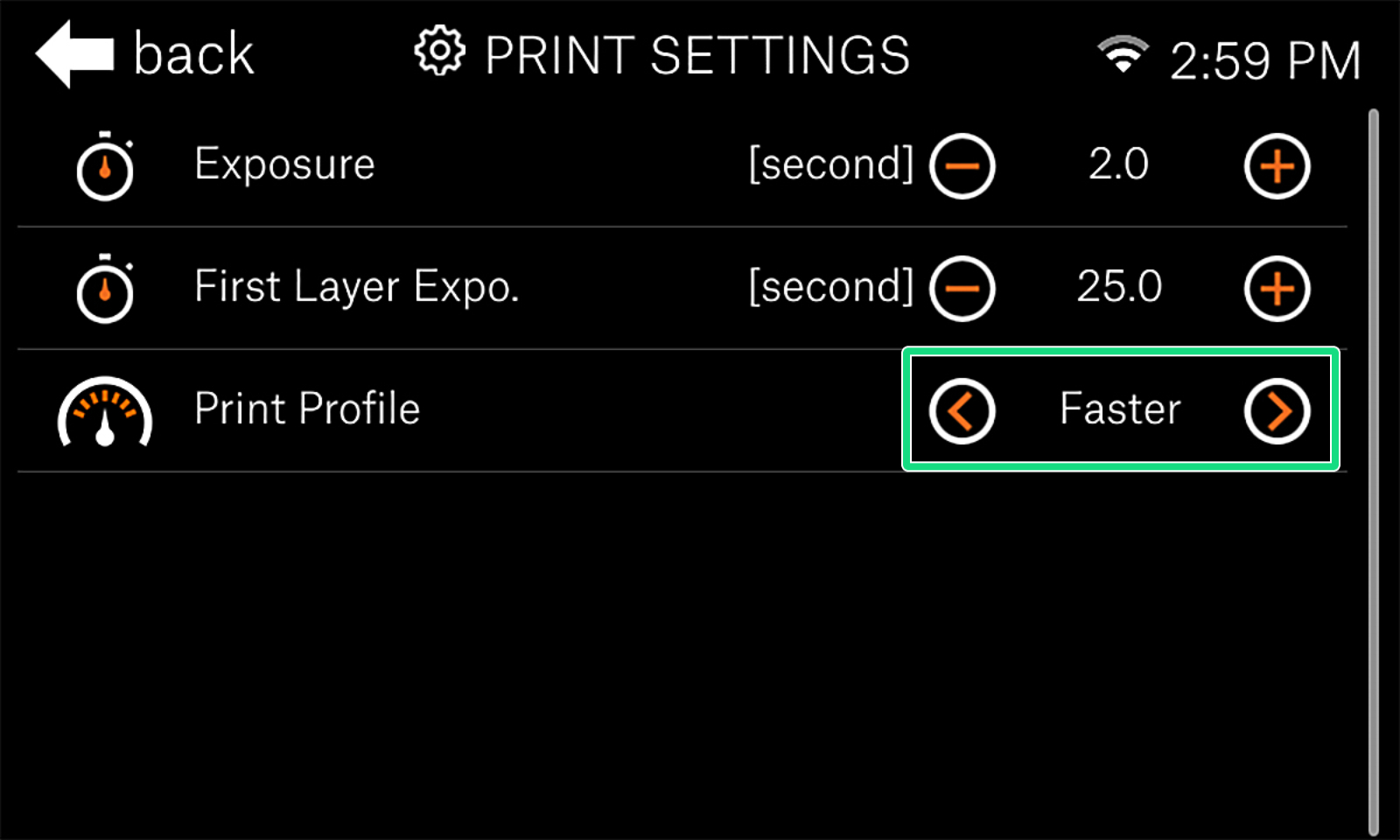
Under Print Settings, you can adjust exposure durations and the 'Print Profile', found at the bottom (green square). This setting can also be accessed during the print.
 |  |