基本情報
説明
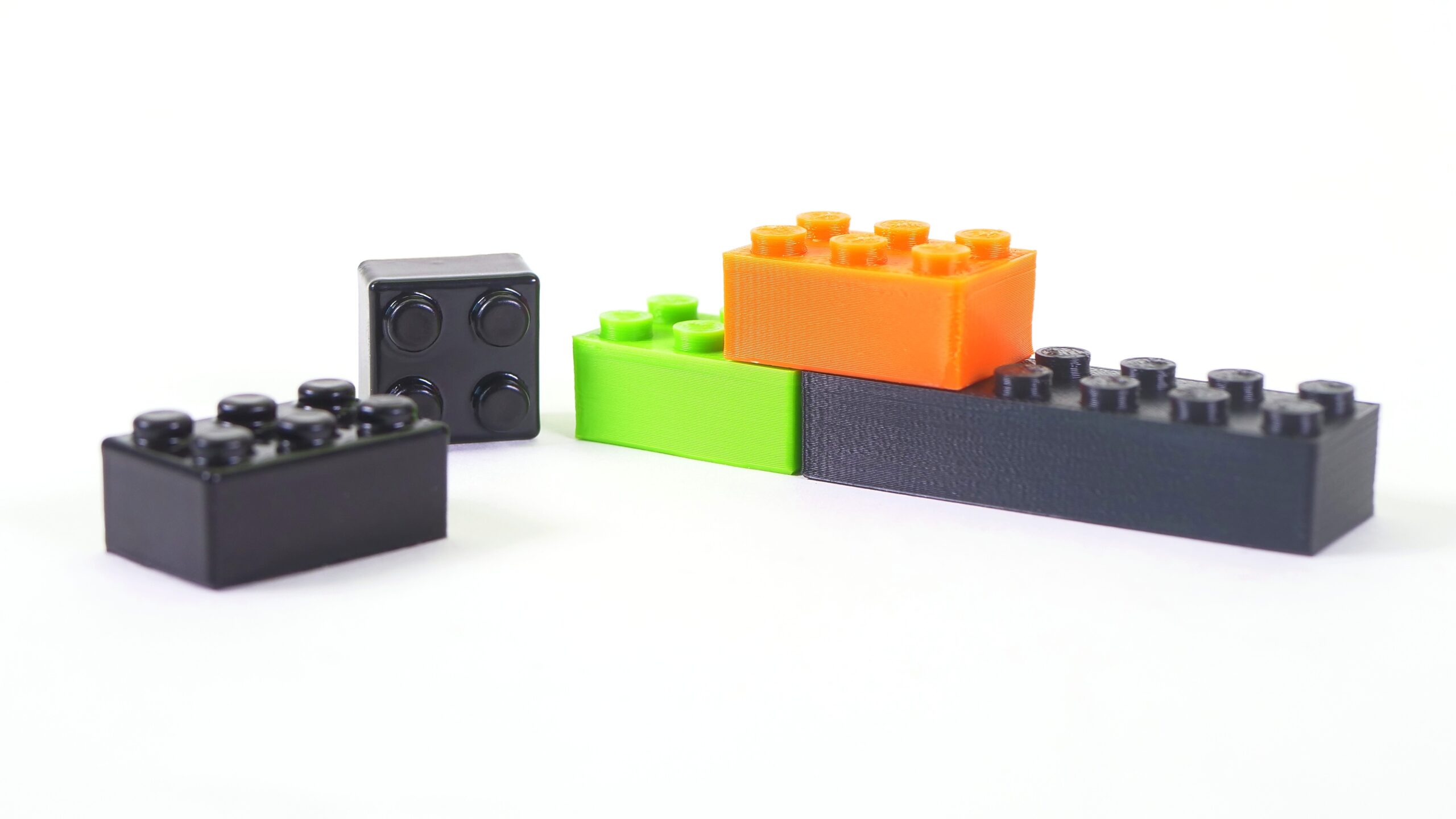
3Dプリントの世界では、ABS(アクリロニトリル・ブタジエン・スチレン)は基本的にASAの前身です。経験豊富なユーザーの中には、ホビー用3Dプリントでほぼ唯一利用可能だった材料として覚えている方もいるでしょう。ABSは一般的に安価で頑丈な機械部品(レゴブロック、自動車部品、携帯電話部品など)の製造に使われます。靭性と耐熱性が高いため、エンジニアリング部品などに適しています。ASAと比べると、UV耐性がやや劣り、プリント時の反りや臭いが強くなります。屋外で使用したABS部品は、時間が経つと黄色くなり、もろくなります。ABSはアセトン蒸気で滑らかにして光沢のある仕上がりにすることができます。
対応する材料特性の比較は、材料表をご覧ください。
|
メリット |
デメリット |
|---|---|
|
✔ 高い靭性と機械的耐性 |
✖ 大きな反り |
|
✔ 優れた耐熱性 |
✖ プリンタのエンクロージャーが必要 |
|
✔ 後処理が簡単 |
✖ 有害なガス(スチレン)が発生する可能性 |
|
✔ アセトンによる滑らか仕上げや接着が可能 | ✖ UV耐性がない(ASAとは異なる) |
最適な用途
ABSは、安価で耐熱性・機械的耐性が求められる技術部品や、アセトンで滑らかに仕上げたい部品のプリントに最適です。
プリント成功のためのヒント
高い室温を保つようにしましょう
ベッドは最低でも100°Cに加熱し、プリンタはエンクロージャー内で高めの室温を保つことが推奨されます。
また、自作エンクロージャーを作ることも可能です。
エンクロージャーがない場合、簡単な代替策としてPrusaSlicerのスカート&ブリム設定でドラフトシールドを有効にしてください。これによりモデル周辺の温度がやや高く保たれ、反りを軽減できます。エンクロージャー内でプリントすると、ファンシュラウドや他のプラスチック部品が変形することがあります。これがプリンタの機能に影響する場合は、より耐熱性の高い材料(例:Prusament PC Blend)で部品をプリントすることをおすすめします。
収縮
ABSでプリントした部品は冷却後にわずかに収縮する傾向があることを覚えておきましょう。テスト用オブジェクトをプリントし、元のモデルと比較することを推奨します。一般的な収縮率は1~2%程度です。
化学的な滑らか仕上げ
ABSはASAと同様に、ウェット・ドライ両方で研磨でき、アセトン蒸気で滑らかに仕上げることができます(詳細は化学的滑らか仕上げの記事をご覧ください)。
サンプルプリント
| 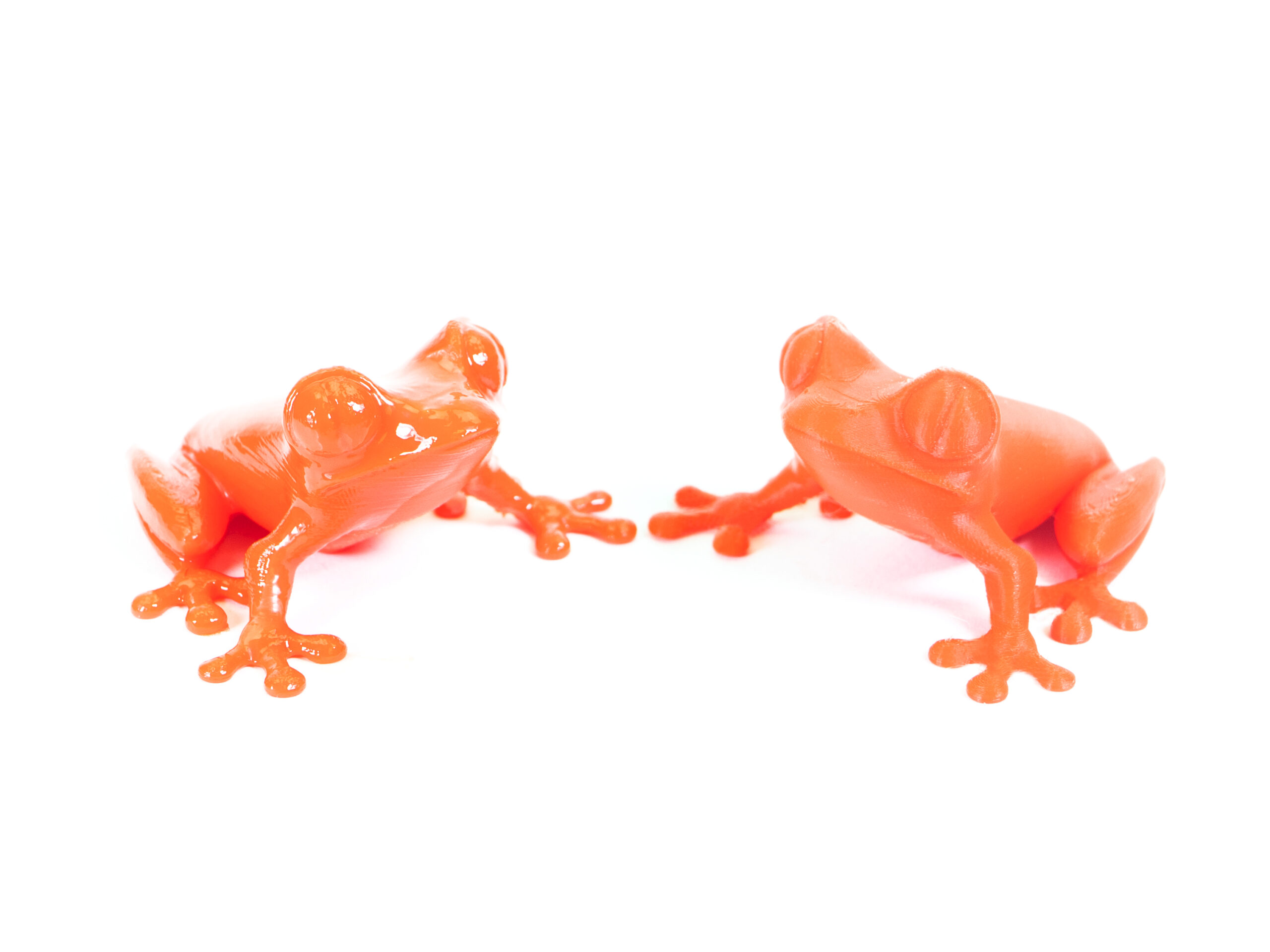 |
| レゴブロック | アセトンで滑らかに仕上げたモデル |