基本的な情報
概要
BVOH(ブテンジオール・ビニルアルコール共重合体)とPVA(ポリビニルアルコール)は、非水溶性のサポートでは除去が困難な複雑形状のモデルのサポートに適した水溶性材料です。プリント温度が近いことから、PLAとBVOHまたはPVAとの組み合わせが最適です。BVOHとPVAはどちらも吸湿性が高いので、できるだけ乾燥させておく必要があります。BVOHは1gで20g(ml)の水におおよそ溶けます。BVOHとPVAは、生分解性の無毒性材料で、無臭でプリントされます。
BVOHとPVAの主な違いは、プリント適性と価格です。PVAは通常安価ですが、ノズル詰まりを起こしやすいです。どちらのフィラメントもプリント面への粘着力は劣りますが、BVOHはPVAより少し粘着力があります。
対応する材料特性の比較は、材料表をご覧ください。
|
長所 |
短所 |
|---|---|
|
✔ 簡単に剥がせるサポートのプリントに適しています |
✖ フィラメントは乾燥させておく必要があります |
|
✔ プリント温度が低い(PLAと同じ) |
✖ ノズル詰まりのリスクが高い |
|
✔ BVOHとPVAは生分解性の無毒な材料です |
✖ マルチマテリアルプリンタでのみ使用可能 |
|
✖ ノズルパージボーリュームを大きくする必要があります | |
|
✖ ブリッジ、オーバーハングに弱い | |
|
✖ 高価 |
最適な使用方法
水溶性フィラメントは、printing easily removable supportsに最適です。
プリントを成功させるためのヒント
PLAと併用する
BVOHとPVAは、プリント温度が近いため、メインモデルの素材であるPLAと併用するのが理想的です。
乾燥させる
できるだけ乾燥させる必要があるフィラメントにはmaking a dryboxをお勧めします。
サポートとモデルの距離を調整する
Z軸におけるサポートとモデルの間の距離は0mmに設定する必要があります。こうすることで、下のレイヤーが上のレイヤーとほぼ同じように見えるという、最高の結果を得ることができます。
PLAのラフトにBVOHやPVAを使用する
BVOH/PVAをプリントシートに直接プリントする必要がないモデルを選ぶのが最適です。また、PLAでラフト(1-2層)を作るのも良い選択です。BVOH/PVAはPEIプリント面よりもPLAによく付着します。これについては、Water-soluble materials (PVA/BVOH) [進行中の翻訳]に詳細な情報があります。
材料溶解性
BVOHとPVAの溶解には、材料と水の量比や水温(暖かい方が良いが、熱すぎるのもダメ)により、数時間かかります。フィラメントを頻繁に交換すると、可溶性サポートにPLAが残留してプリントされることがあります。これは、BVOH/PVAが完全に溶解するのを妨げる可能性があります。この効果は、パージ(洗浄)材を増やすことで緩和することができます。
プリントサンプル
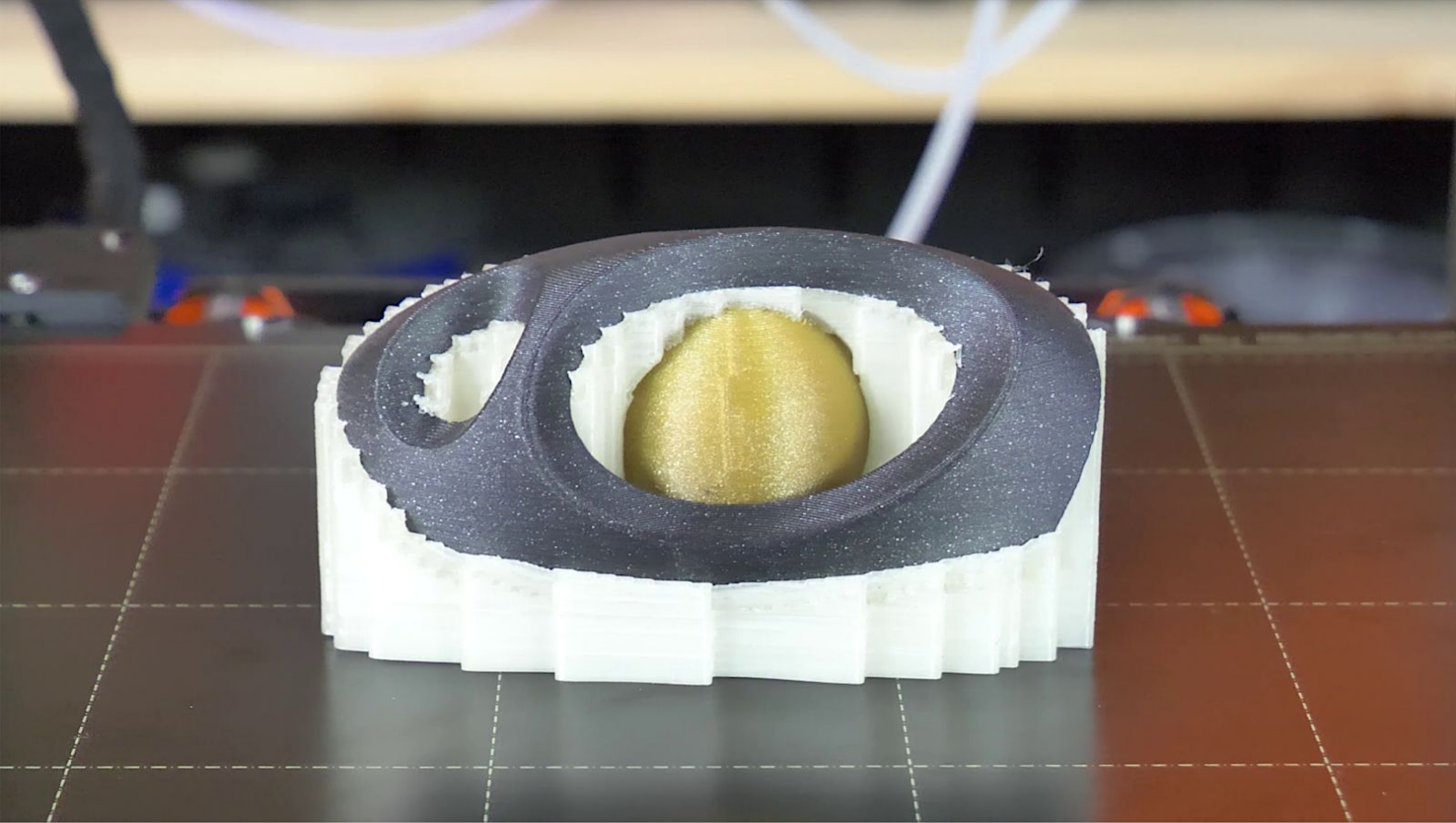
| 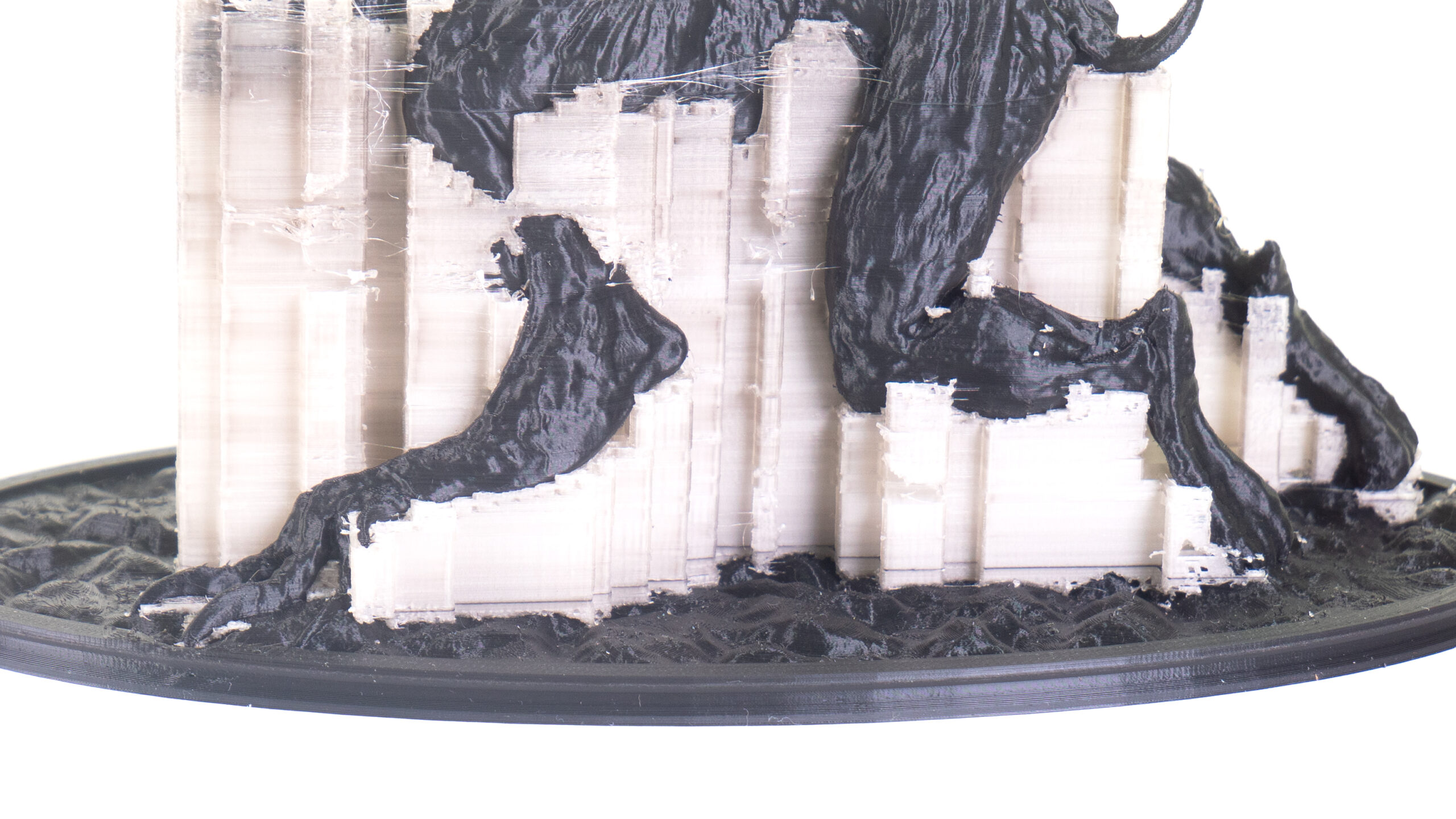 |
| 可溶性サポートを用いたMMU2Sプリント | Printing with soluble materials might be challenging |