Un ugello o un hotend intasato è un problema comune per le stampanti FFF/FDM. Se non ci sono problemi, il filamento viene spinto nell'hotend, fuso e poi estruso attraverso l'ugello. Tuttavia, se il tubo in PTFE è danneggiato (scheggiato, deformato) o ci sono impurità nel filamento, questo potrebbe rimanere incastrato nell'hotend, intasando la stampante.
Come individuare un ugello/hotend intasato?
Controllo visivo
- Il filamento sta raggiungendo l'ugello? Controllare il tubo Bowden lungo in PTFE.
- Il filamento esce dall'ugello? Prestare attenzione quando si carica il filamento.
- Intasamento parziale - spazi vuoti e strati mancanti
- Intasamento parziale - il filamento si arriccia e si attacca all'ugello
Controllo sonoro
- Rumore di scatti provenienti dall'estrusore
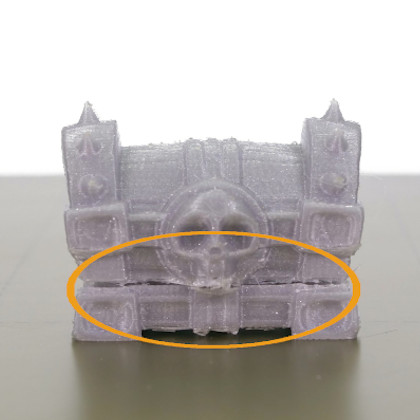
Gli strati mancanti possono essere il segno di un ugello parzialmente intasato
Intasamento parziale
A volte l'intasamento è parziale, il che significa che la stampante è in grado di far passare un po' di filamento, ma non è sufficiente per stampare correttamente l'oggetto, causando spazi evidenti e strati mancanti. Un primo segno di un ugello intasato è che il filamento non è estruso in modo coerente, si arriccia e si attacca all'ugello.
L'estrusore scatta
L'hotend o l'ugello è parzialmente o completamente ostruito e la resistenza interna contro il flusso del filamento è maggiore di quella che gli ingranaggi sono in grado di spingere. Di conseguenza, gli ingranaggi saltano causando un rumore di "scatti" e in molti casi il filamento viene macinato.
È importante notare che le ostruzioni possono verificarsi in più punti del percorso del filamento e ognuna di esse richiede un approccio leggermente diverso. Ad esempio, il cambio dell'ugello, in presenza di ostruzioni dovute al tubo di PTFE danneggiato, non risolve il problema.
Come sistemare una stampante intasata?
La scelta del metodo giusto dipende dal fatto che si riesca a caricare/scaricare almeno parzialmente il filamento o che la stampante sia completamente inceppata e che si rifiuti di spostare il filamento anche di poco.
Prima di iniziare a sistemare la stampante, provare a scaricare il filamento e a rimuoverlo completamente. Se non si riesce a farlo, potrebbe indicare un problema più grave, ma ci occuperemo anche di questo.
Inoltre, spostare la testina di stampa verso l'alto tramite Menù LCD - Impostazioni - Sposta asse - Asse Z o premendo a lungo la manopola di controllo, in questo modo si ottiene un migliore accesso alle parti che sono intasate.
Vite idler estrusore
 |  |
La vite dell'idler dovrebbe essere quasi a livello con la parte di plastica, quando il filamento NON è caricato.
Cold pull - Tiro a freddo (carico/scarico possibile)
Se si riesce a caricare e scaricare il filamento, ma si riscontrano ancora degli intasamenti parziali, provare prima questa tecnica, che utilizza un filamento parzialmente fuso per raccogliere i detriti all'interno dell'hotend ed estrarlo. Abbiamo preparato un articolo dettagliato su Tiro a freddo (MINI).
Una volta finito, andate all'ultimo punto di questo articolo per sapere come controllare se la puleggia dell'estrusore è sporca.
Forzare l'intasamento (caricamento non possibile)
A volte gli ingranaggi non sono in grado di far passare il filamento, ma ciò non significa che sia necessario iniziare immediatamente lo smontaggio. Alzando ulteriormente la temperatura al di sopra del punto di fusione, si potrebbe essere in grado di rimuovere l'intasamento insieme ai detriti.
Provare quanto segue:
- Andare sul Menù LCD - Impostazioni - Temperature - Ugello e aumentare la temperatura di circa 40-50 °C al di sopra della normale temperatura di stampa (per PLA usare 260 °C, per PETG usare 280 °C).
- Dopo che l'ugello ha raggiunto la temperatura richiesta, attendere circa 2-3 minuti - il filamento dovrebbe sciogliersi completamente e iniziare a sgocciolare.
- Utilizzare l'ago per agopuntura in dotazione (0,3 mm) e spingerlo nell'ugello dal basso. Spingerlo dentro e fuori più volte, in più direzioni. Quindi rimuoverlo e provare a caricare di nuovo il filamento.
- Se l'ago non è servito, rimuovere il tubo PTFE Bowden dalla testina di stampa e spingere il filamento manualmente. Non dimenticare di tenere l'estremità dell'asse X con l'altra mano, altrimenti si rischia di piegare l'asse.
- Se l'intasamento del filamento è avvenuto con il PLA, si può provare a caricare un materiale che fonde ad una temperatura più alta, come ASA, ABS, PC.
- L'ultima risorsa è un filo metallico rigido (1,5 mm di diametro, 100 mm di lunghezza). Inserirlo dall'alto al posto del filamento. Spingetelo verso il basso, attraverso l'hotend, ma con cautela e delicatezza. Si potrebbe accidentalmente graffiare il tubo di PTFE.
- Quando si è sistemato l'intasamento, andare all'ultimo capitolo, controllare che la puleggia dell'estrusore non sia sporca.
- Se non si riesce a far passare il filamento né il filo, è necessario smontare l'hotend e trovare il punto in cui il filamento è bloccato. Vedere il metodo successivo.
Smontaggio dell'hotend
(carico/scarico non possibile)
Alcuni intasamenti non possono essere rimossi facilmente e richiedono lo smontaggio parziale dell'hotend. Il filamento è incastrato o nel tubo di PTFE o nell'ugello. Il filamento può anche essere bloccato a causa di un tubo PTFE danneggiato o consumato. Se questo è il tuo caso, suggeriamo di sostituire il tubo di PTFE con uno nuovo. Per lo smontaggio e un'ispezione, abbiamo delineato la procedura qui sotto.
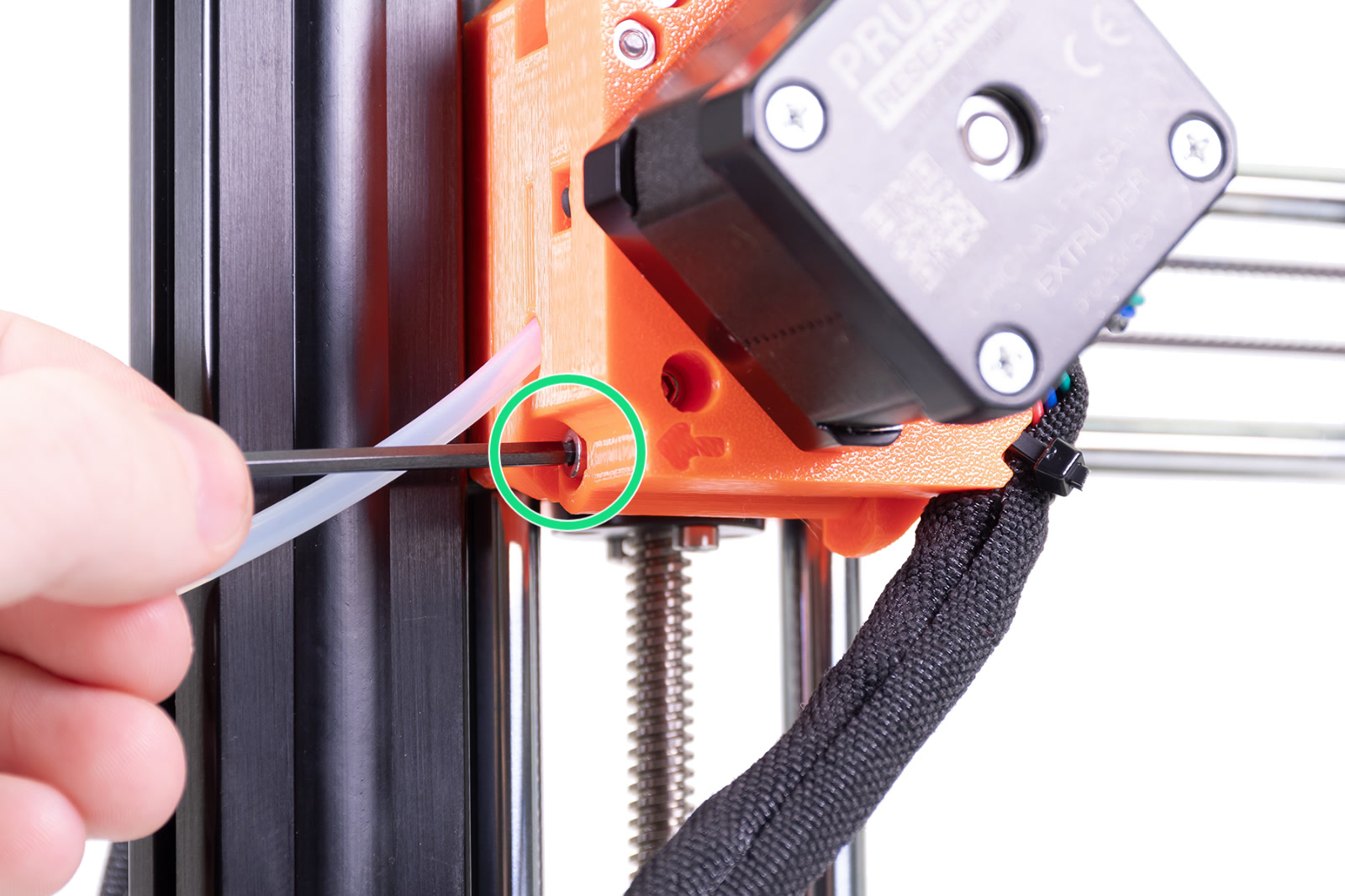
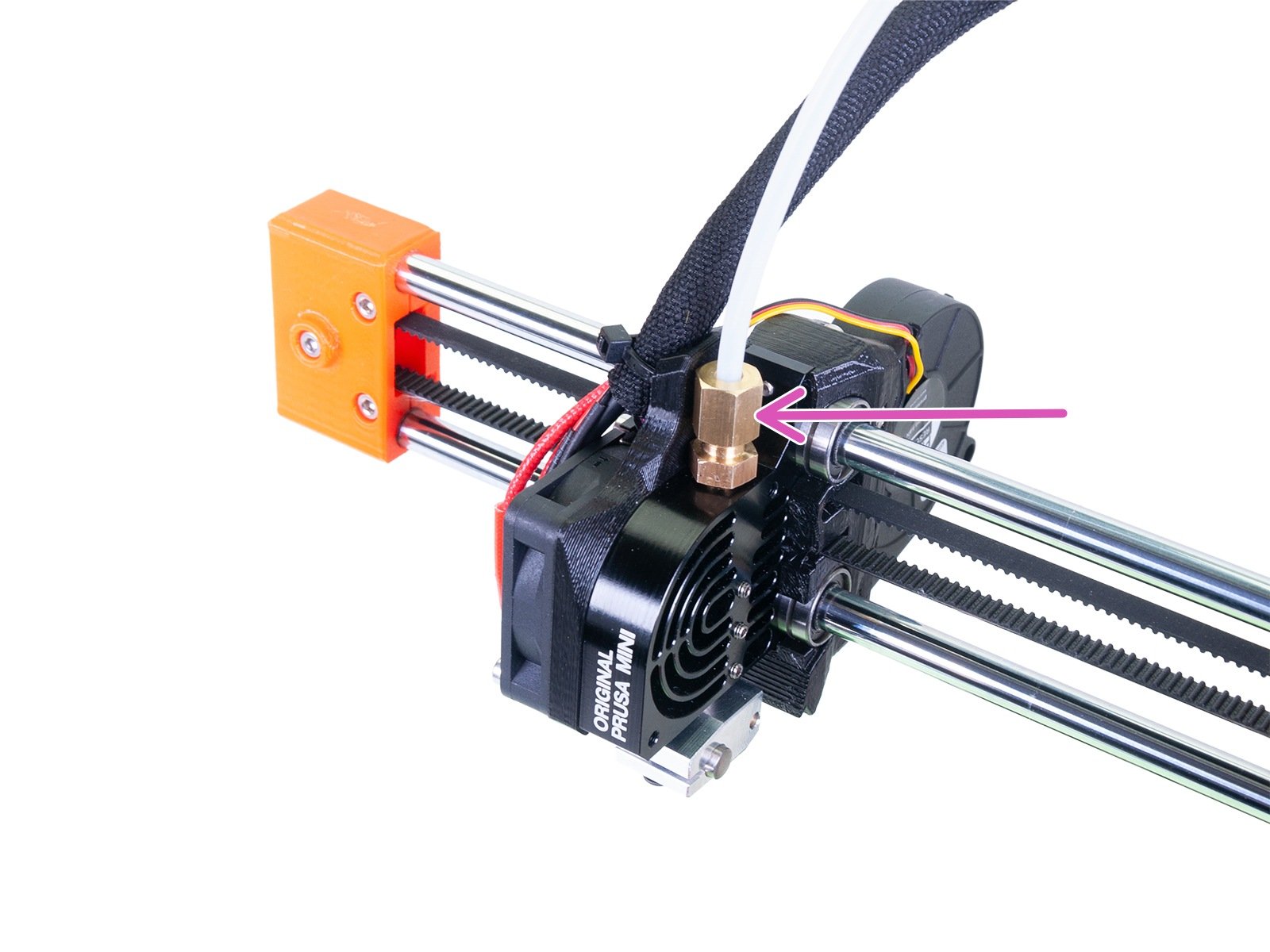
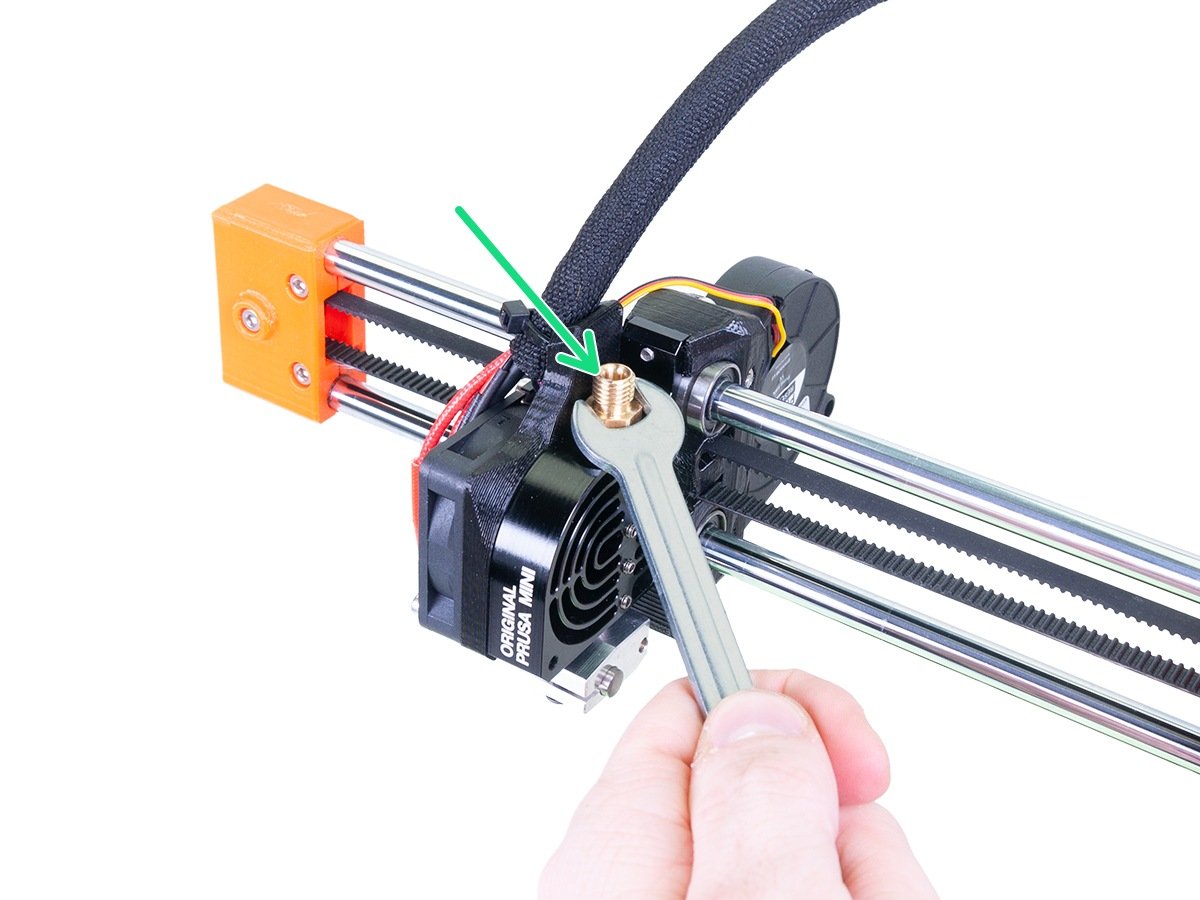
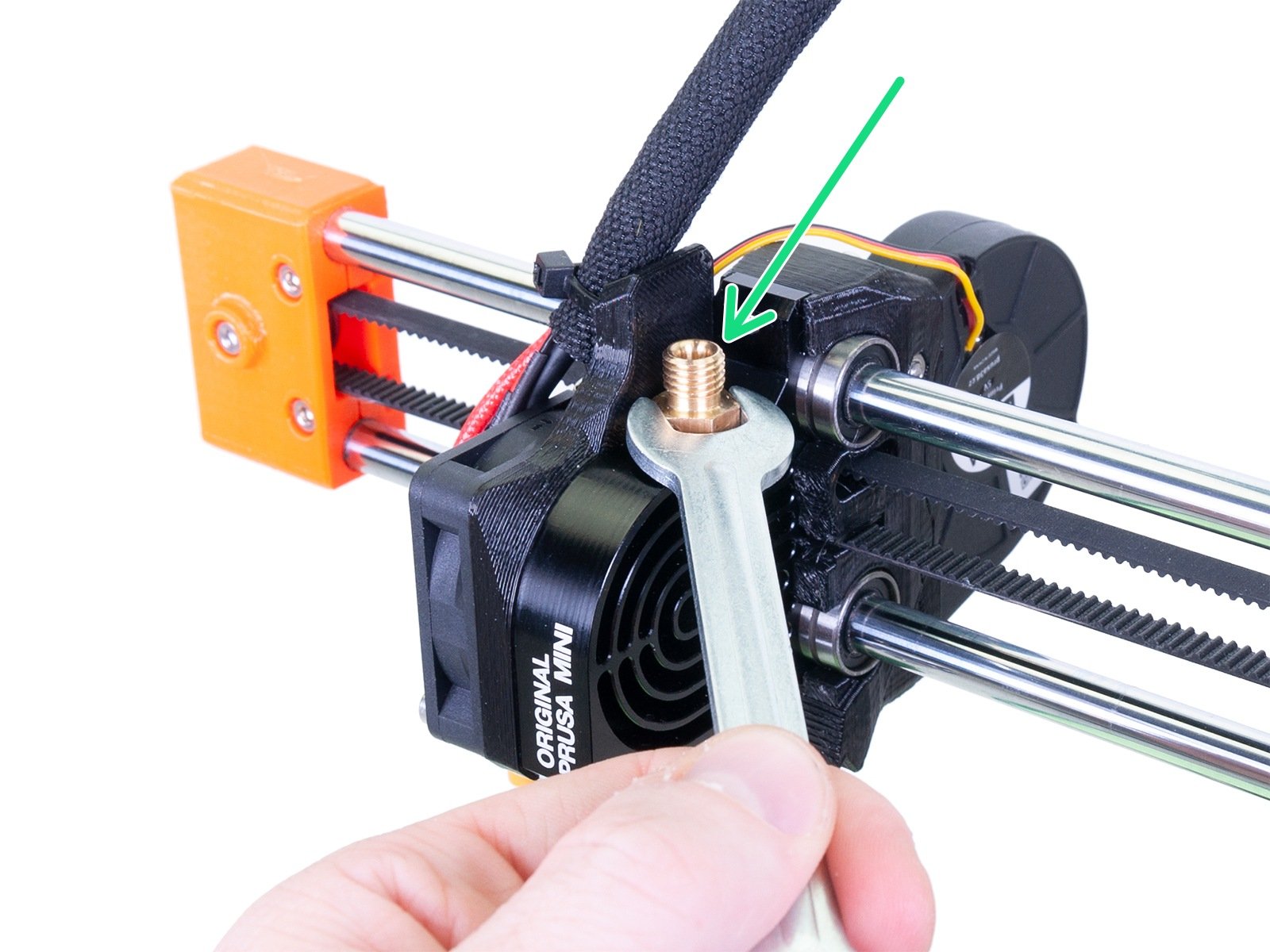
- Con la chiave da 10 mm, rimuovere il tubo Bowden proveniente dall'estrusore e il raccordo in ottone che fissa il tubo in PTFE. Se l'ugello è riscaldato, sarà ora possibile estrarre qualsiasi filamento insieme al tubo Bowden.
 |  |
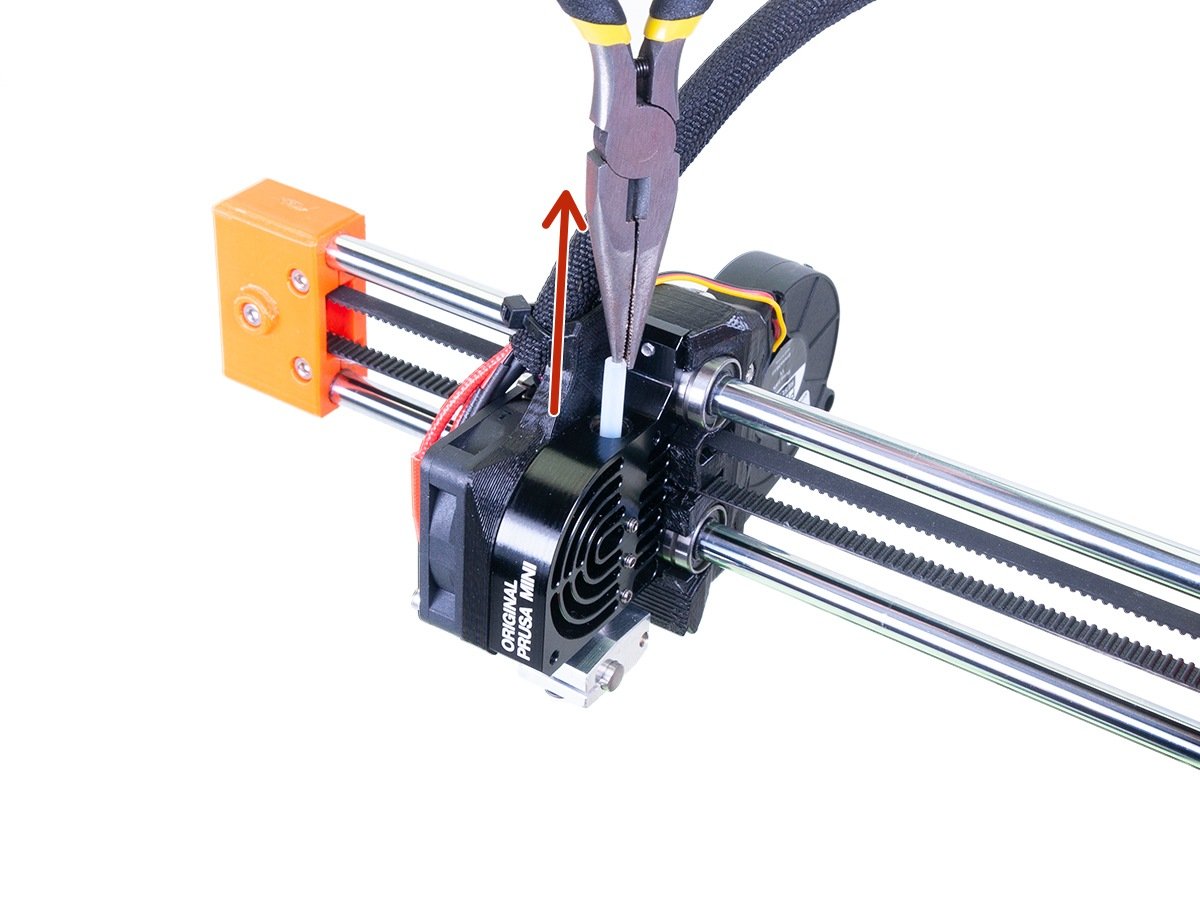
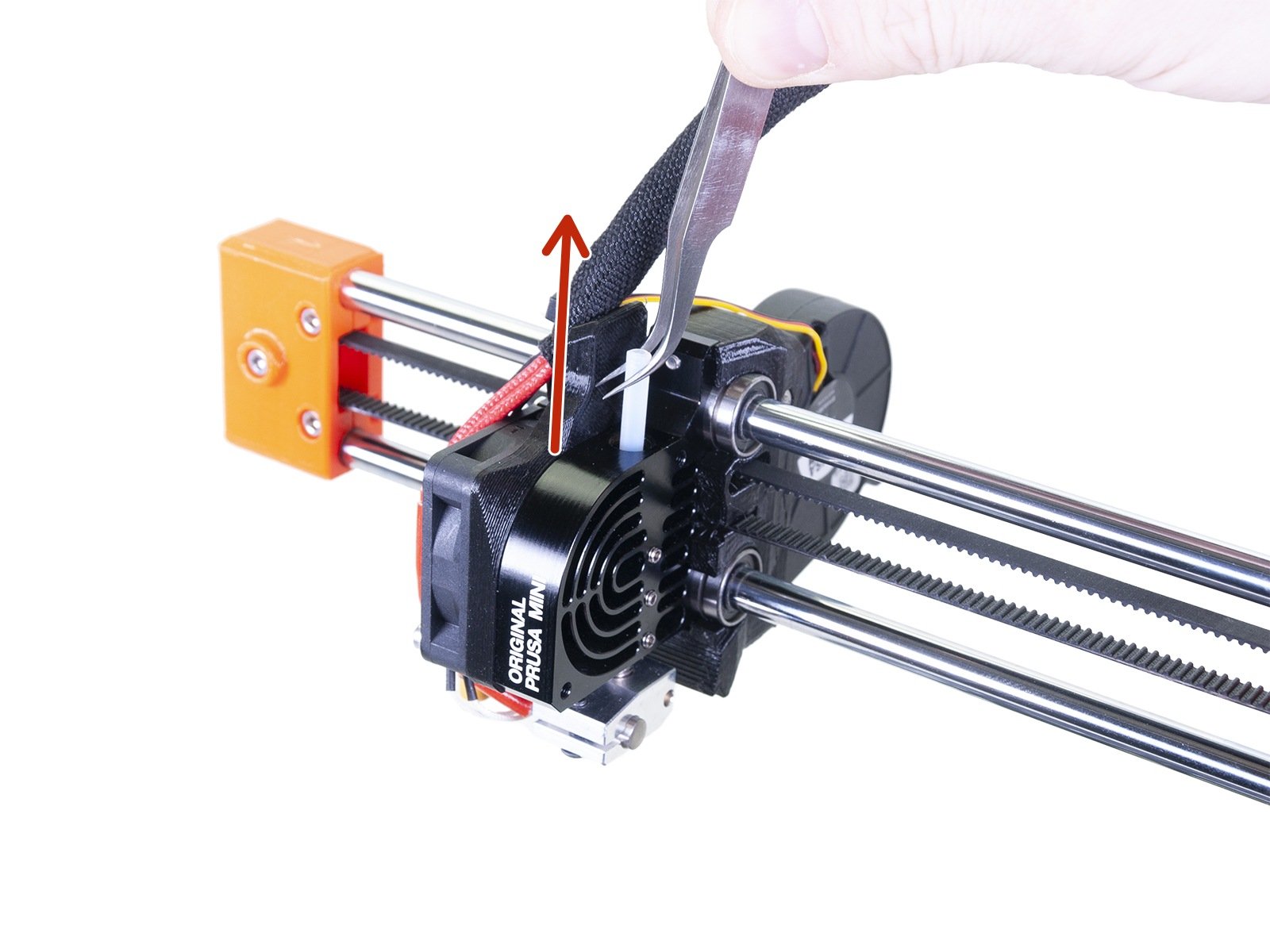
- Estrarre con cautela il vecchio tubo in PTFE dall'heatsink usando le pinze o delle pinzette.
 |  |
- Ispezionare il tubo di PTFE. Verificare la presenza di eventuali danni nel tubo di PTFE e se necessario, sostituirlo con uno nuovo. Un PTFE di ricambio è incluso nella stampante.
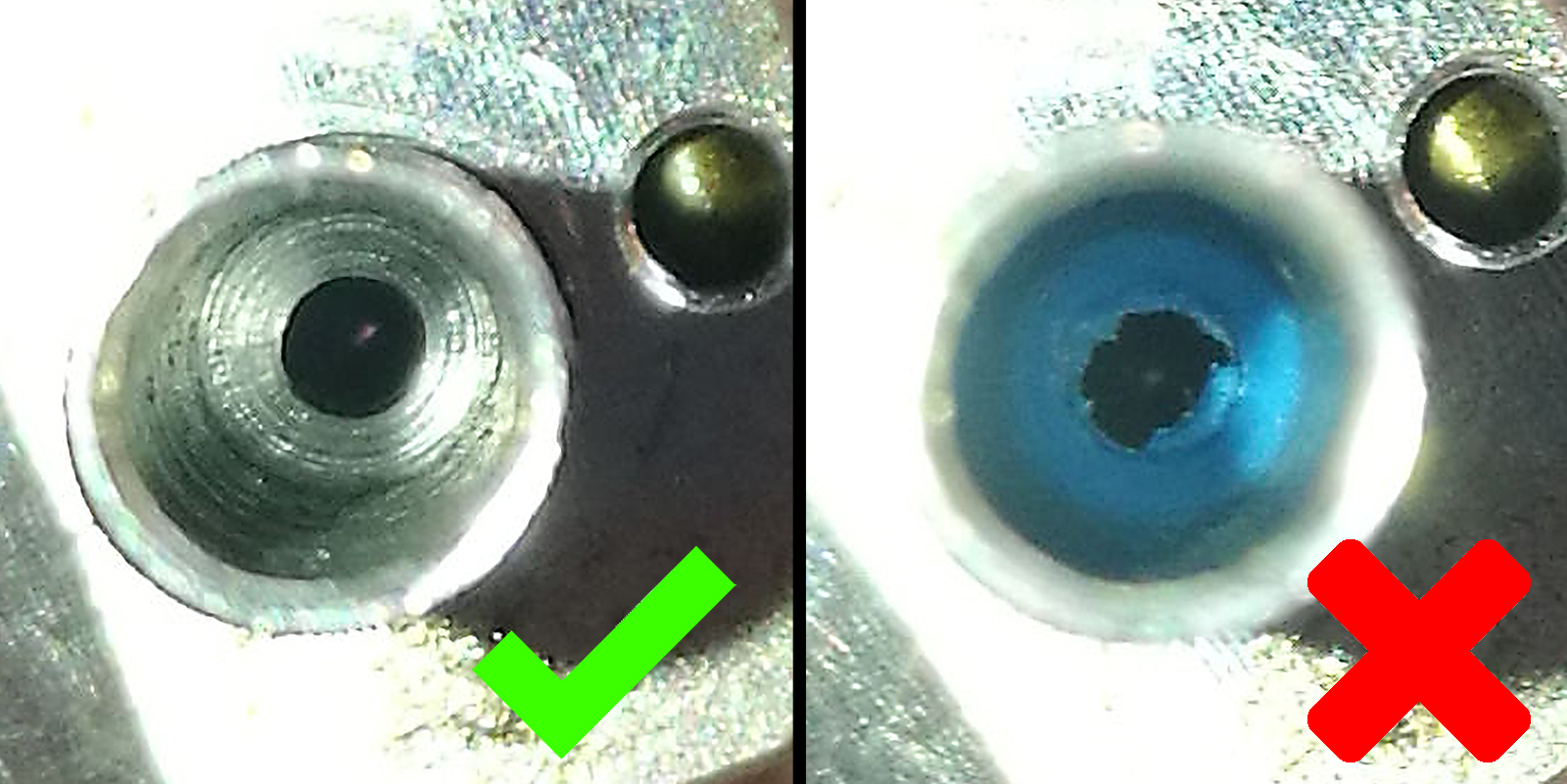
- Pulire i resti di filamento dall'hotend. Il fondo dell'heatbreak deve essere pulito e lucido. È possibile rimuovere qualsiasi filamento facendo un tiro a freddo senza il tubo di PTFE installato.
 |  |
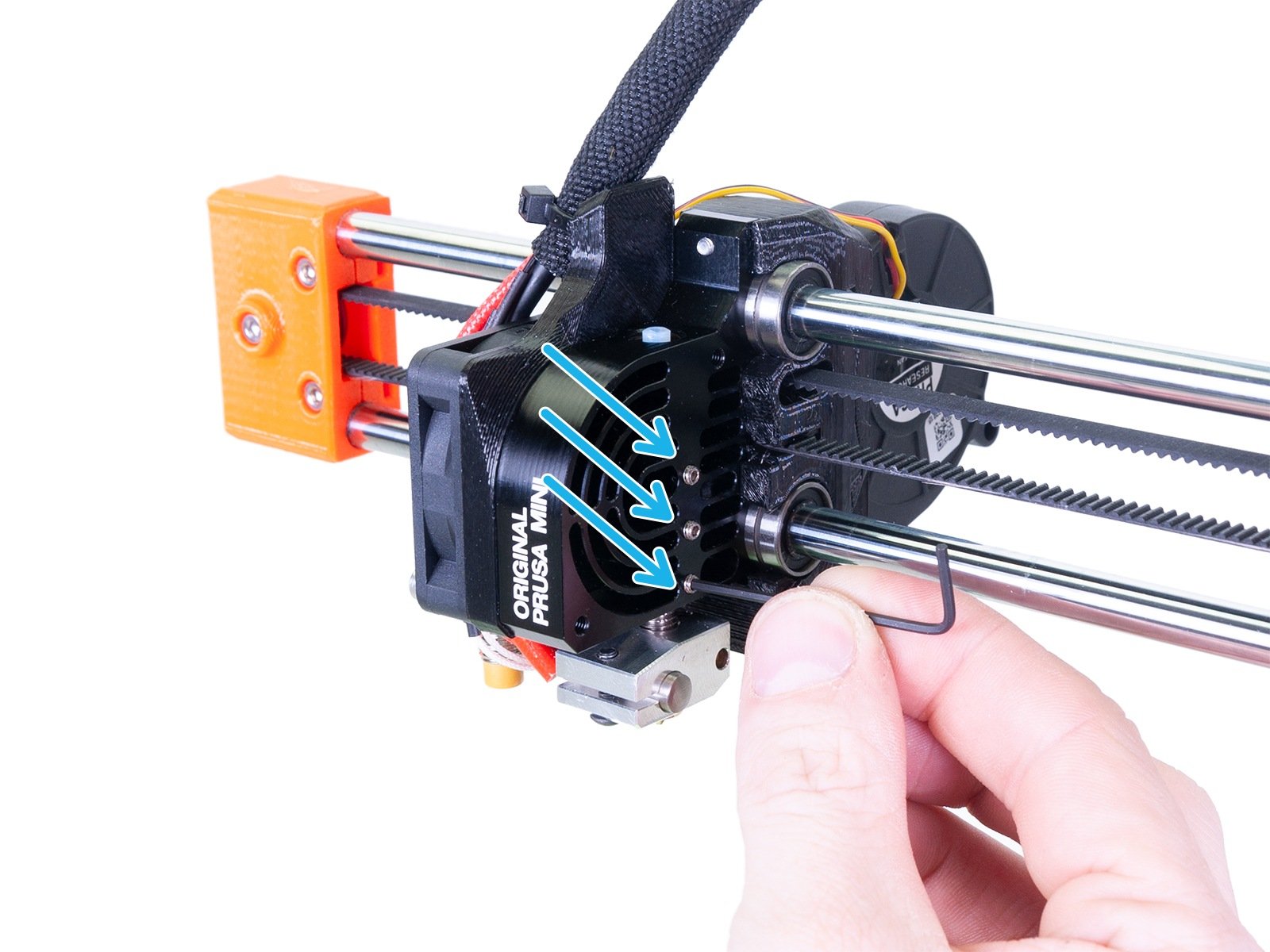
- Inserire nuovamente il tubo in PTFE nell'heatbreak. Allentare le tre viti di fissaggio sul lato del dissipatore con una chiave a brugola da 1,5 mm.
 |  |
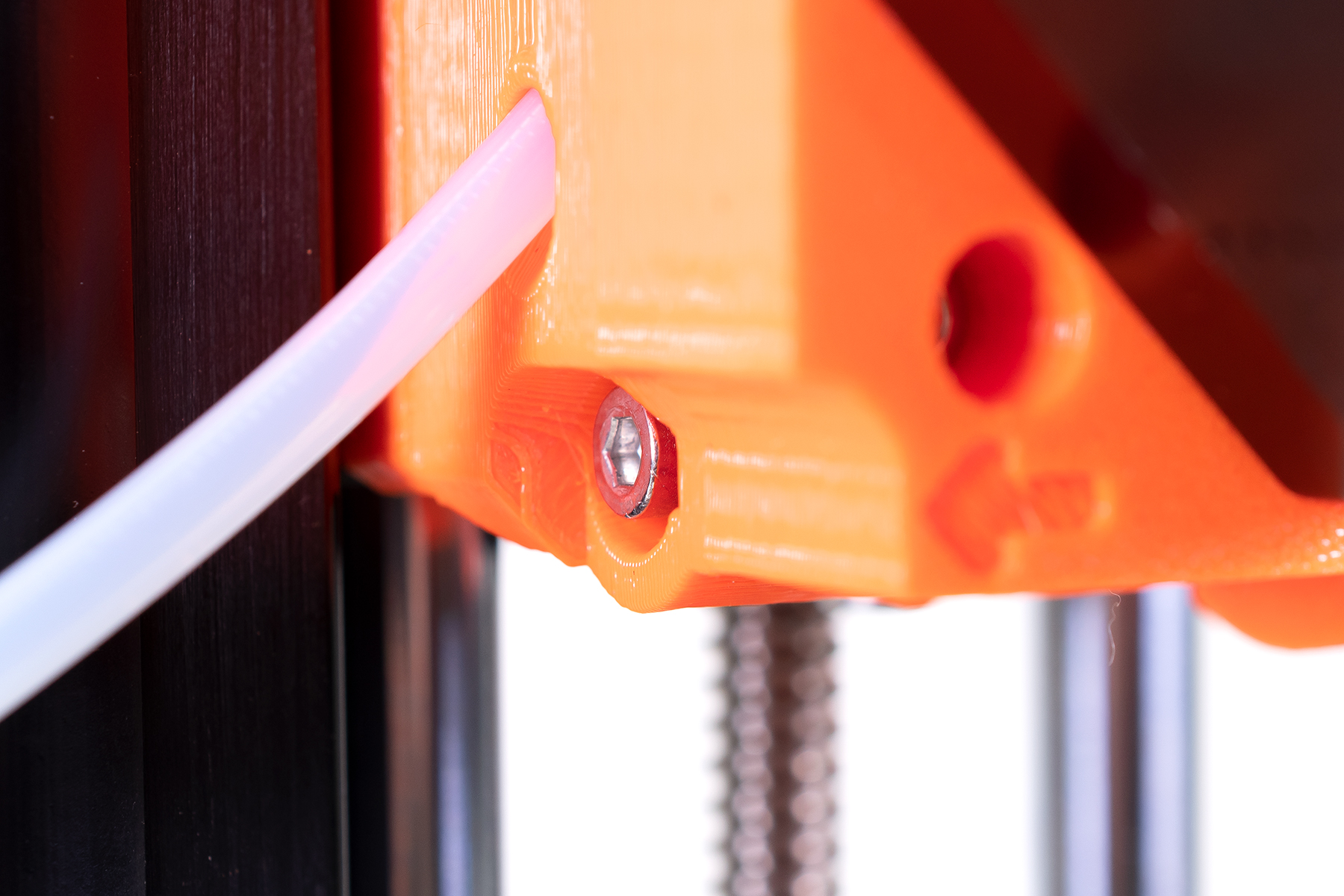
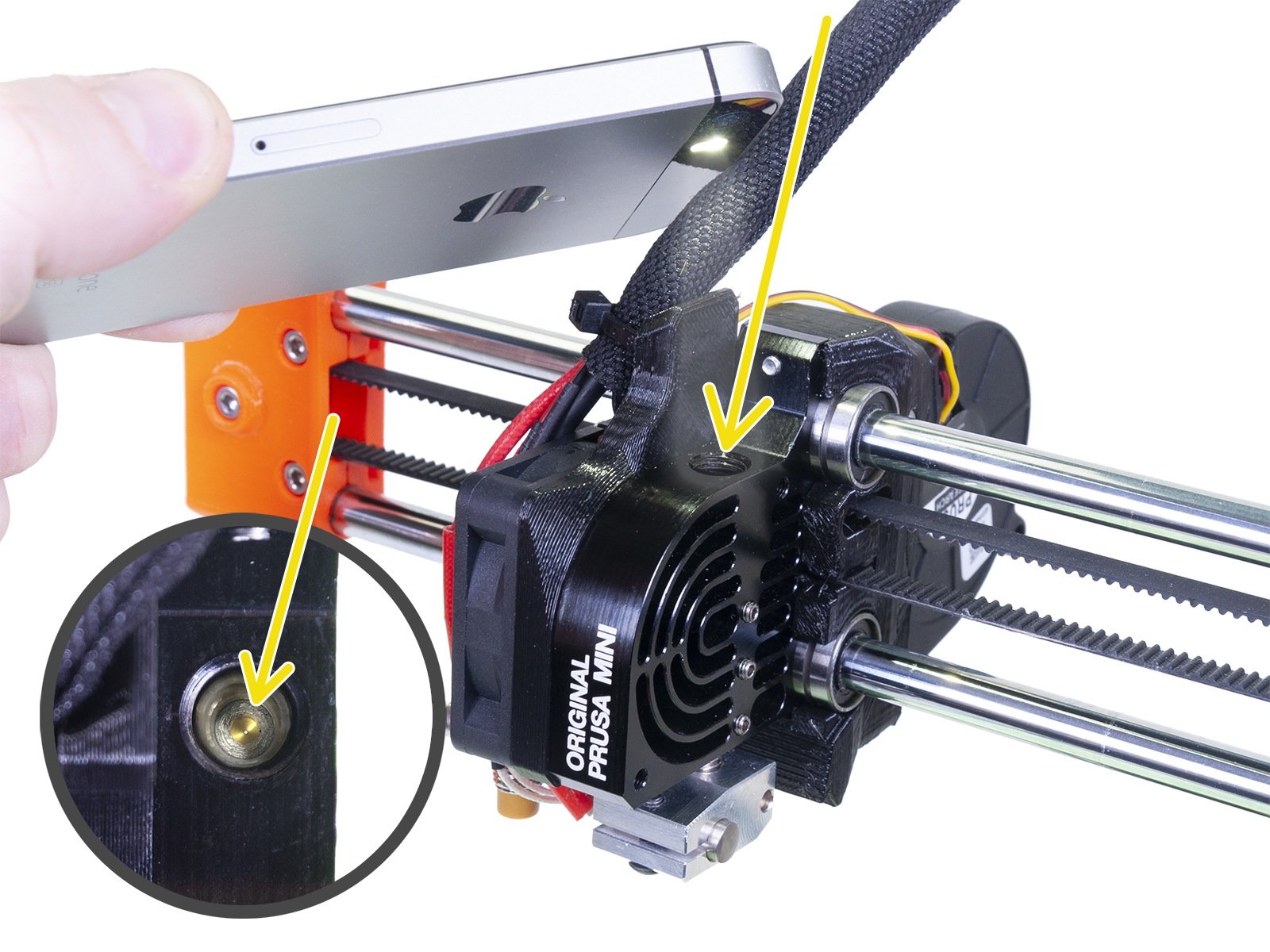
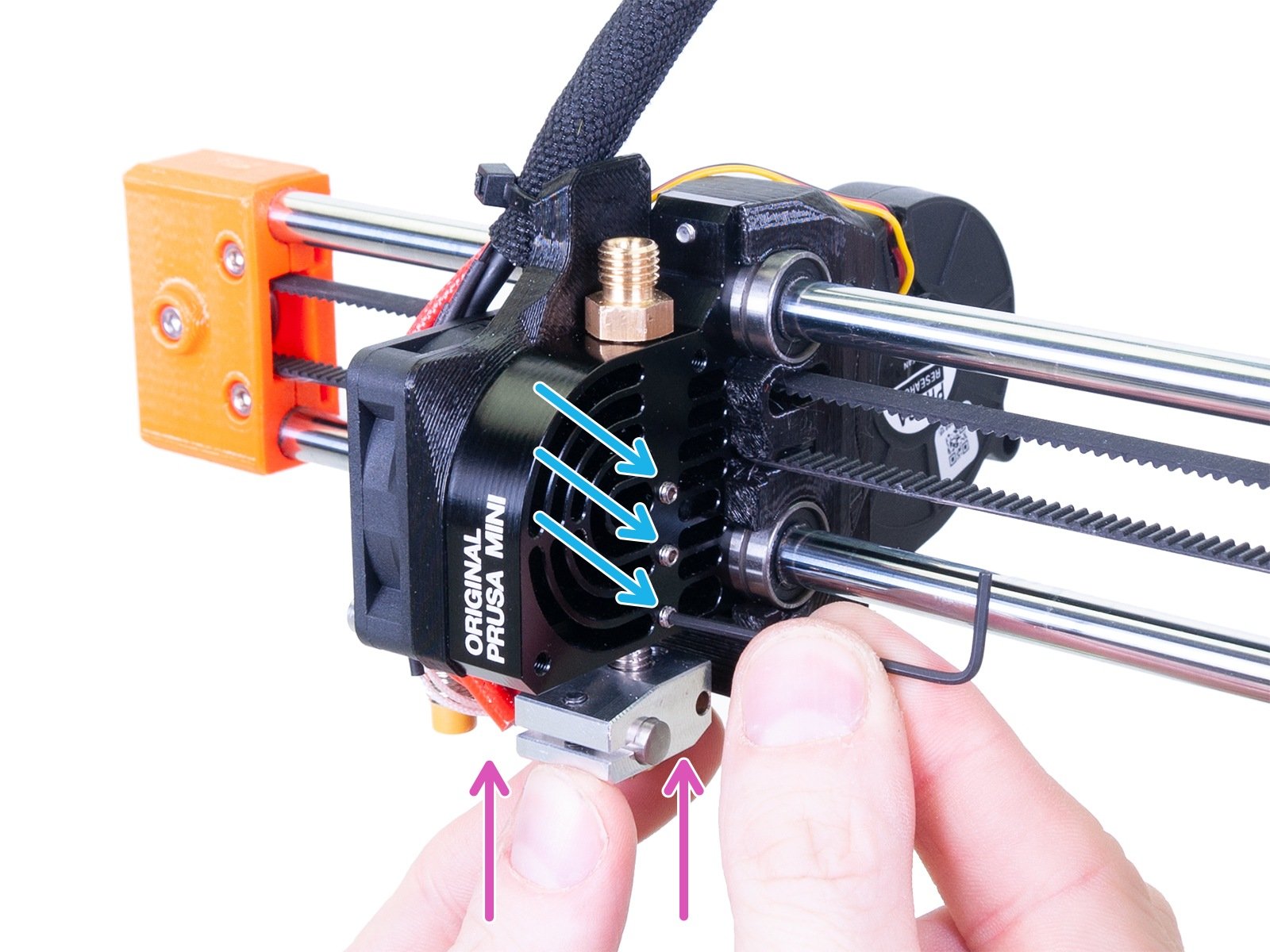
- Avvitare il raccordo in ottone nella parte superiore del dissipatore fino in fondo, poi allentarlo di un giro completo (360°). Il lato con meno filettatura va nel dissipatore (frecce e linee viola). Comprimeremo il tubo PTFE nel prossimo passo per assicurare il corretto funzionamento. Se lo hai già fatto prima con lo stesso tubo PTFE, potrebbe essere necessario sostituire questo tubo PTFE con uno nuovo.
In alcuni casi, potrebbe essere sufficiente pulire l'hotend, risistemare il PTFE e stringere bene il raccordo per risolvere gli intasamenti.
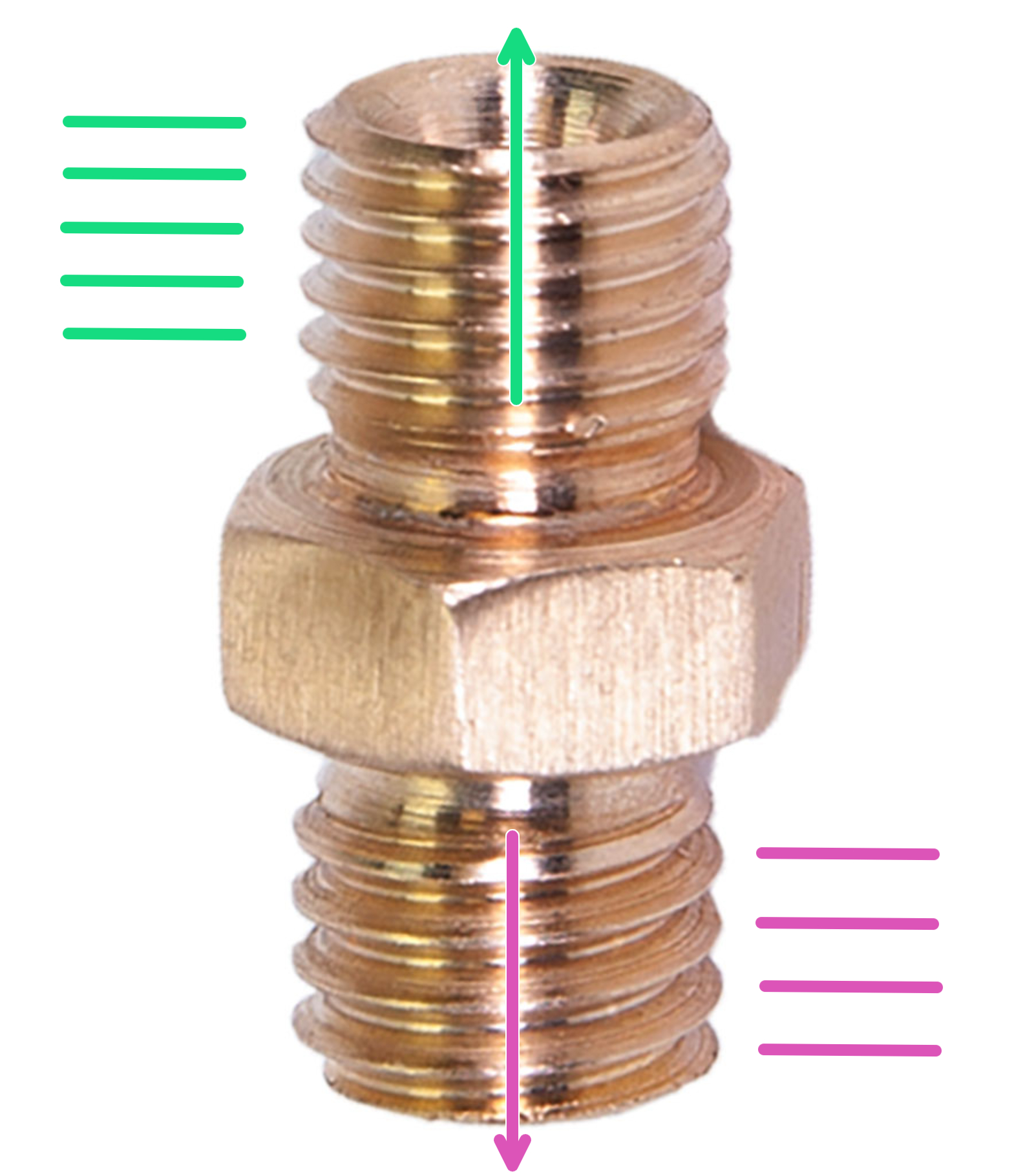 |  |
| Orientamento del raccordo in ottone. | L'estremità con meno filetti si inserisce nel dissipatore. |
- Premi il blocchetto di riscaldamento verso l'alto con una forza ragionevole. Mantenendo una leggera pressione verso l'alto, stringi le tre viti di fissaggio sul lato del dissipatore.
- Poi serra completamente il raccordo sulla parte superiore del dissipatore di calore (un giro completo), comprimendo così il tubo PTFE dell'hotend.
Ora puoi riattaccare il tubo Bowden che porta all'estrusore. Prima di testare la stampante si consiglia di controllare gli ultimi due punti qui sotto.
Dopo aver sistemato l'intasamento
Calibrazione del primo strato
Dopo aver fatto la manutenzione della testina di stampa si consiglia di effettuare una nuova calibrazione del primo strato, poiché l'hardware potrebbe spostarsi leggermente durante la procedura. Per maggiori informazioni, vedere Calibrazione primo layer (i3).
Pulizia della puleggia dell'estrusore
Tutti i problemi menzionati sopra possono contribuire a far sì che il filamento venga macinato tra la puleggia e il cuscinetto. Una volta che i denti della puleggia si riempiono di detriti di filamento, l'estrusore non sarà in grado di caricare correttamente il filamento.
Per controllare se la puleggia è pulita puoi usare lo sportello d'ispezione (vedi foto sotto). Utilizza l'aria compressa per sbarazzarti della polvere, per una pulizia più approfondita, segui questa guida Come accedere e pulire la puleggia dell'estrusore (MINI/MINI+).
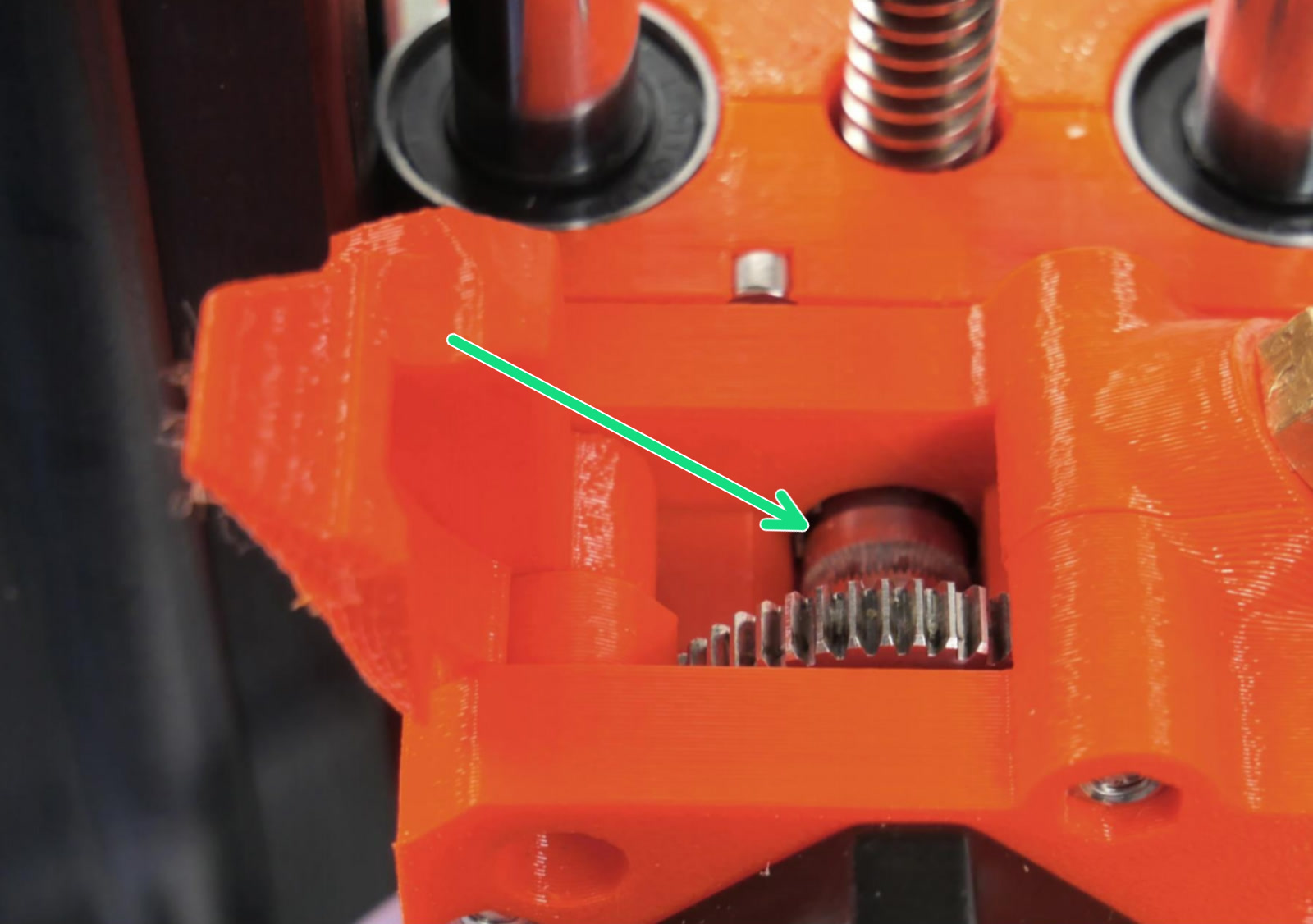
Utilizzare lo sportello d'ispezione per controllare la puleggia