Che cos'è la stiratura e come funziona?
È possibile utilizzare la funzione di stiratura a partire dalla versione 2.3.0. of Prusa Slicer. La stiratura leviga le superfici piatte superiori eseguendo una speciale seconda fase di riempimento sullo stesso strato.
Quando l'ugello caldo si sposta sullo strato superiore appena stampato, appiattisce la plastica che potrebbe essersi arricciata. L'ugello estrude anche una piccola quantità di filamento per riempire eventuali buchi sulla superficie superiore. La distanza tra le singole passate di stiratura è solitamente una frazione del diametro dell'ugello. Ciò significa che l'ugello passerà più volte nello stesso punto. La stiratura ha un'angolazione fissa di 45 gradi rispetto alla prima fase del normale riempimento superiore poiché questo approccio produce risultati migliori.

Aspetti negativi
Lo svantaggio principale è l'aumento del tempo di stampa poiché la seconda fase del riempimento superiore viene eseguita con una distanza molto ridotta tra le linee di stiratura. Nell'anteprima è possibile sapere quanto tempo di stampa verrà impiegato per la stiratura.
Se stai effettuando la stiratura su una grande superficie, può succedere che su alcune macchine si verifichi uno scorrimento termico (heat creep) che in fine potrebbe anche causare un hotend ostruito perché l'estrusione è molto piccola e lenta durante la stiratura. Questo potrebbe essere un problema principalmente quando si stampa con il PLA, a causa della sua bassa resistenza alla temperatura. Il rischio aumenta durante le ondate di caldo estivo.
Un altro svantaggio è che i bordi saranno leggermente sbavati o meno nitidi. Nel percorso della stiratura è prevista una piccola estrusione, ma l'ugello ha fisicamente le stesse dimensioni, quindi un po' di plastica colerà oltre il bordo.
Quando usare la stiratura
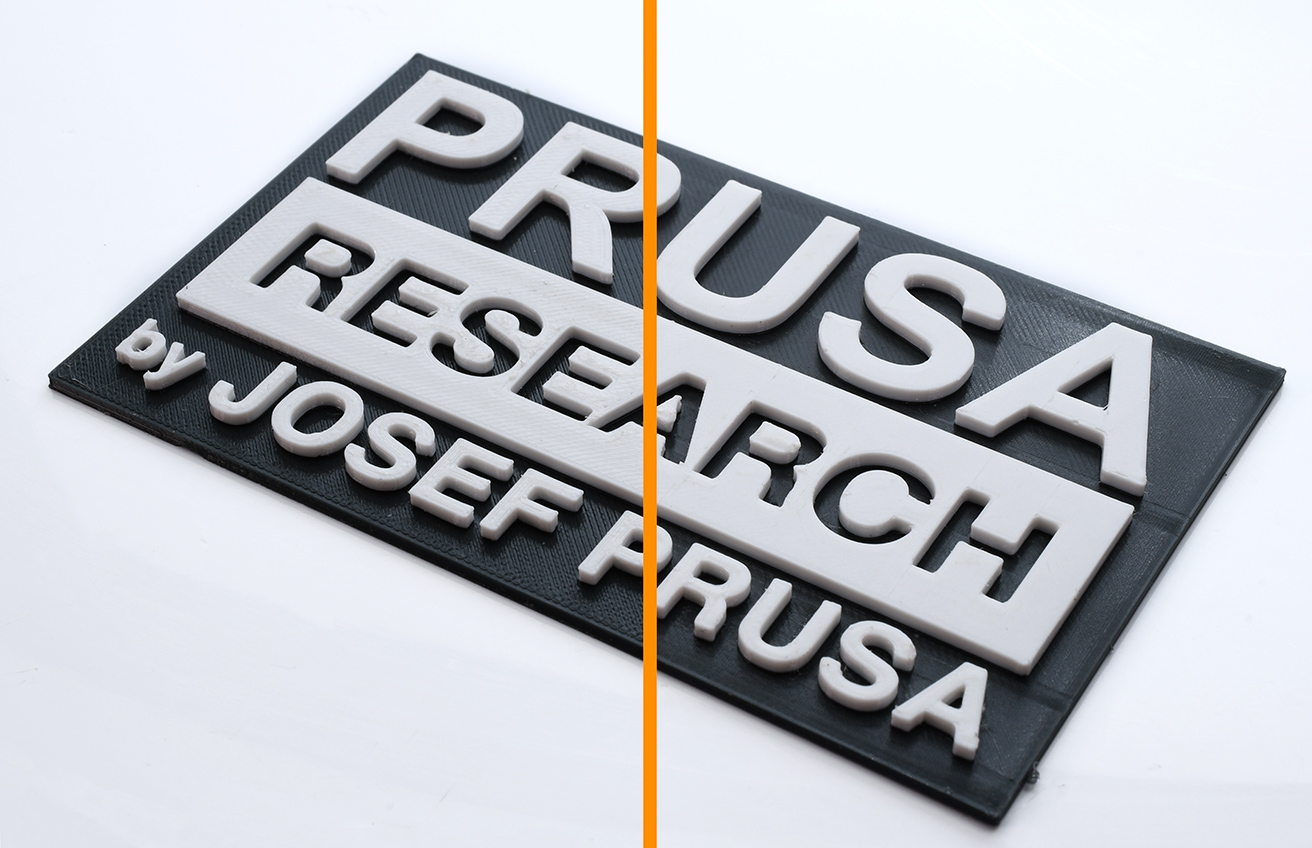
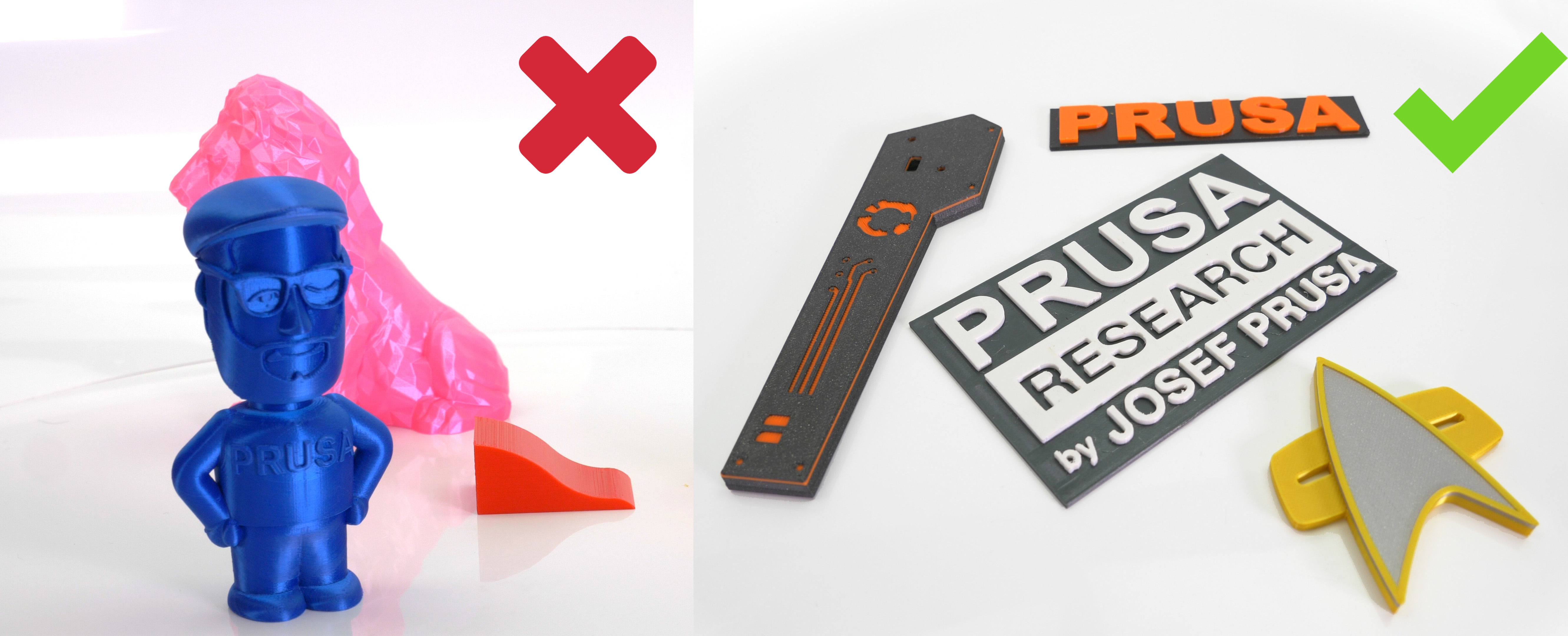
La stiratura è utile per le stampe con superfici superiori piatte, come targhette, loghi, distintivi, scatole, coperchi, ecc.& nbsp;
La stiratura può essere utile anche quando si desidera incollare due pezzi insieme e occorre che le superfici siano il più piatte possibile in modo da ridurre al minimo lo spazio tra di loro.
Quando non usare la stiratura
La stiratura non è utile per oggetti rotondi, figure e forme organiche in generale. Inoltre, non è utile per oggetti che hanno aree piatte, ma queste aree piatte non sono allineate parallelamente al piano di stampa. Detto questo, la stiratura non avrà un impatto negativo significativo durante la stampa di tali modelli, aumenterà solo inutilmente il tempo di stampa.
La stiratura non è utile per oggetti rotondi, figure e forme organiche in generale. Non è nemmeno utile per gli oggetti che hanno aree piatte, ma queste aree piatte non sono allineate parallelamente al piano di stampa. Detto questo, la stiratura non avrà un impatto negativo significativo quando si stampano questi modelli, aumenterà solo inutilmente il tempo di stampa.

Alcuni modelli possono essere stampati capovolti. Lo strato inferiore stampato sulla piastra di costruzione sarà in genere anche più liscio di uno strato superiore stirato. E puoi imprimere una trama nella stampa, a seconda della superficie di stampa che usi.
Il riempimento monotonico è un'altra funzione che migliora la qualità degli strati superiori. Usalo in combinazione con la stiratura per ottenere i migliori risultati. I profili Original Prusa hanno il riempimento monotonico già impostato come trama predefinita dello strato superiore.
Come attivare la stiratura
Per tutti i modelli
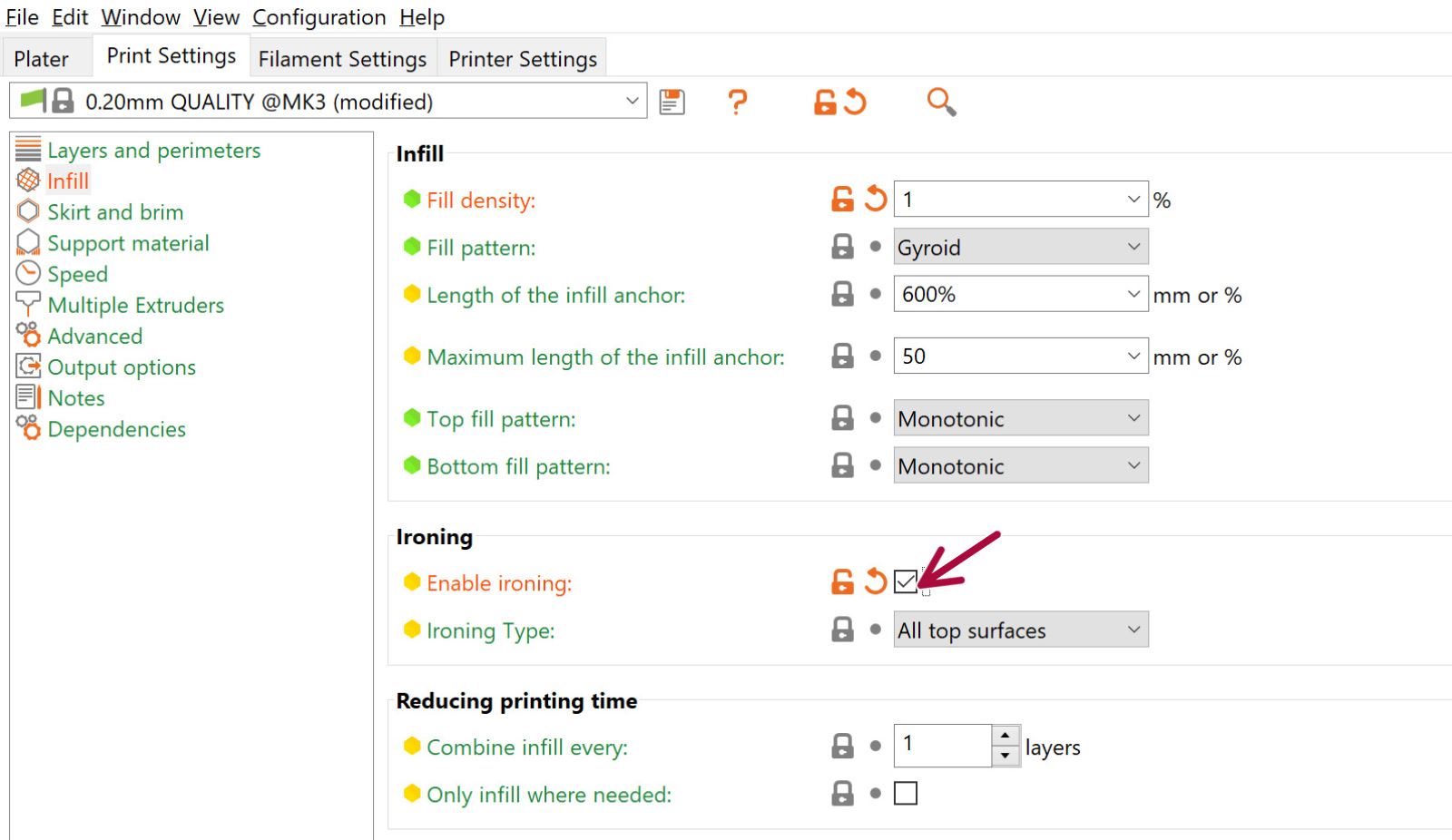
La stiratura non è disponibile nella Modalità semplice, quindi passare alla modalità Avanzata o Esperto. Quindi selezionare Impostazioni di stampa -> Riempimento -> Stiratura -> Abilita stiratura.
Come attivare la stiratura solo per il modello selezionato
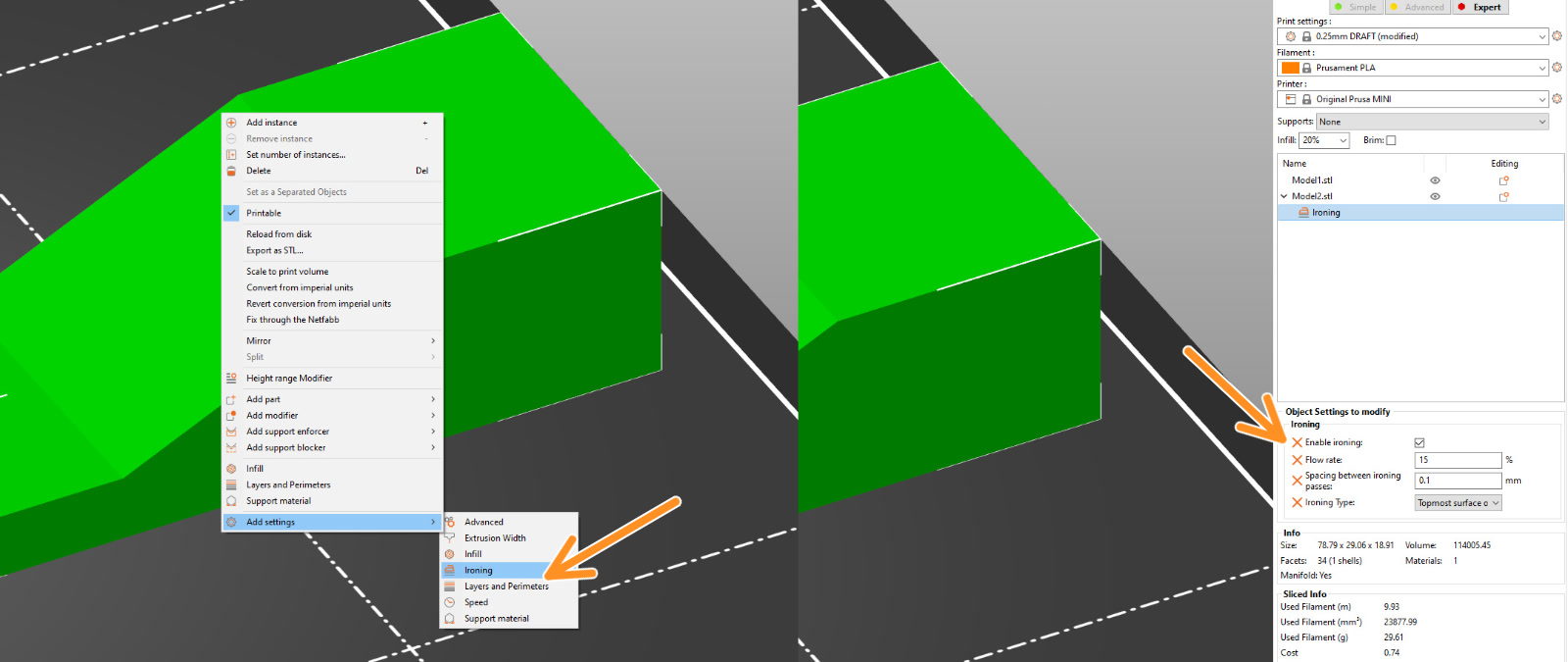
Innanzitutto, passa alla modalità Esperto, la stiratura per i singoli modelli è abilitata solo in questa modalità. Fai clic con il pulsante destro del mouse su un modello e seleziona Aggiungi impostazioni - Stiraturanbsp;dal menu contestuale. Spunta
Se hai più Istanze dello stesso oggetto sul piano di stampa e desideri attivare la stiratura solo per uno di essi, devi prima fare clic con il pulsante destro del mouse sul modello e selezionare < em> Imposta come oggetto separato dal menu contestuale. Altrimenti, lo attiveresti per tutte le istanze, poiché condividono tutte le impostazioni.
Modificatori
È possibile utilizzare Modificatori di altezza o Mesh di modifica per attivare la stiratura solo per una parte del modello (in modalità Esperto).
Modificatore dell'intervallo di altezza
Poiché la stiratura funziona solo su aree piane, è opportuno utilizzare un modificatore dell'intervallo di altezza per specificare un intervallo verticale, in cui verrà utilizzata la stiratura.
- Fai clic con il pulsante destro del mouse su un modello e seleziona Modificatore intervallo altezza .
- Specifica l'altezza iniziale e l'altezza finale nel riquadro di destra
- Fai clic con il pulsante destro del mouse sulla ruota dentata accanto al modificatore dell'intervallo di altezza nel riquadro di destra
- Seleziona Aggiungi impostazioni - Stiratura
- Seleziona Abilita stiratura, ora puoi attivare la stiratura solo per questa parte nel pannello di destra
Mesh di Modifica
- Fai clic con il pulsante destro del mouse su un modello e seleziona Aggiungi modificatore
- Puoi utilizzare una forma di base (cubo, cilindro) o utilizzare Carica ... per importare la mesh personalizzata come modificatore
- Posiziona il modificatore in modo che si sovrapponga alla parte desiderata di un modello
- Fai clic con il pulsante destro del mouse sulla ruota dentata accanto al modificatore nel pannello di destra
- Seleziona Aggiungi impostazioni - Stiratura
- Seleziona Abilita stiratura, ora puoi attivare la stiratura solo per questa parte nel pannello di destra
Tipo di stiratura
Tutte le superfici superiori
L'ugello stira lo strato superiore di ogni superficie (l'ultimo strato di ogni area piatta).
Solo superficie più alta
Verrà stirato solo l'ultimo strato dell'oggetto. Ciò significa che nel caso di un testo in rilievo (orientato parallelamente al piano di stampa), verrà stirata solo la parte superiore delle lettere, ma non lo spazio tra le lettere.
Tutte le superfici solide
Ogni strato riceverà una passata di stiratura. Questa è una funzione sperimentale pensata per essere utilizzata con riempimento al 100% per creare oggetti trasparenti più limpidi.
Portata
Percentuale della portata relativa all'altezza del livello normale dell'oggetto.
Spaziatura tra le passate di stiratura
Distanza tra le singole linee di stiratura. Questo valore dovrebbe essere inferiore al diametro dell'ugello. Per questo motivo, l'ugello passerà più volte sullo stesso punto.
Velocità
Questa opzione non è raggruppata con le altre impostazioni di stiratura. Invece, lo troverai in Impostazioni di stampa -> Velocità -> Stiratura. Sentiti libero di sperimentare con questo valore, ma in genere le velocità più basse funzionano meglio.
Calibrazione
La stiratura è molto sensibile alla calibrazione accurata dell'estrusore. Troppo poco e dei solchi piccoli e lucenti saranno visibili allo strato superiore, che non sarà stirato. Troppo e la plastica in eccesso verrà trascinata dall'ugello fino ai bordi della superficie superiore. Quindi la calibrazione è una questione di tentativi ed errori. Si può sperimentare con flusso di stiratura, velocità e spaziatura per ottenere i migliori risultati.
Materiali diversi
Per quanto riguarda le impostazioni, non fanno differenza tra i vari materiali. Tuttavia, la stiratura funziona in modo leggermente diverso a seconda del filamento utilizzato.
Il PLA stira molto bene, tuttavia, è più soggetto a surriscaldamento (dipende dalla stampante e dalla temperatura ambiente).
Il PETG si stira bene, ma c'è un aumento del rischio che il filamento in più si attacchi all'ugello. Questa plastica potrebbe accumularsi sull'ugello, scurirsi a causa del surriscaldamento e alla fine attaccarsi alla stampa. Lo stesso vale per FLEX, ma in modo molto più pronunciato.
ASA si stira incredibilmente bene, producendo superfici superiori super lisce.
Quando abbiamo provato a stirare i filamenti caricati con legno (wood-fill), non abbiamo ottenuto buoni risultati. Ma la tua esperienza potrebbe variare.
Storia
L'idea della stiratura è stata proposta per la prima volta dall'utente "Neotko" sul forum della community di Ultimaker. Neotko ha prototipato "Neosanding" - una levigatura delle superfici superiori in Simplify3D eseguendo una seconda fase di riempimento alla stessa altezza di stampa con zero o una velocità di estrusione minuscola perpendicolarmente alla prima corsa di riempimento. Il "Neosanding" è stato successivamente integrato da Ultimaker nel loro slicer Cura. Kisslicer ha integrato la stiratura con una piccola svolta: la seconda fase non è perpendicolare alla prima fase, ma a 45 gradi, che Jonathan, l'autore di Kisslicer, ha stabilito produrre risultati migliori. PrusaSlicer implementa il "Neosanding" di Neotko a 45 gradi come in Kisslicer.
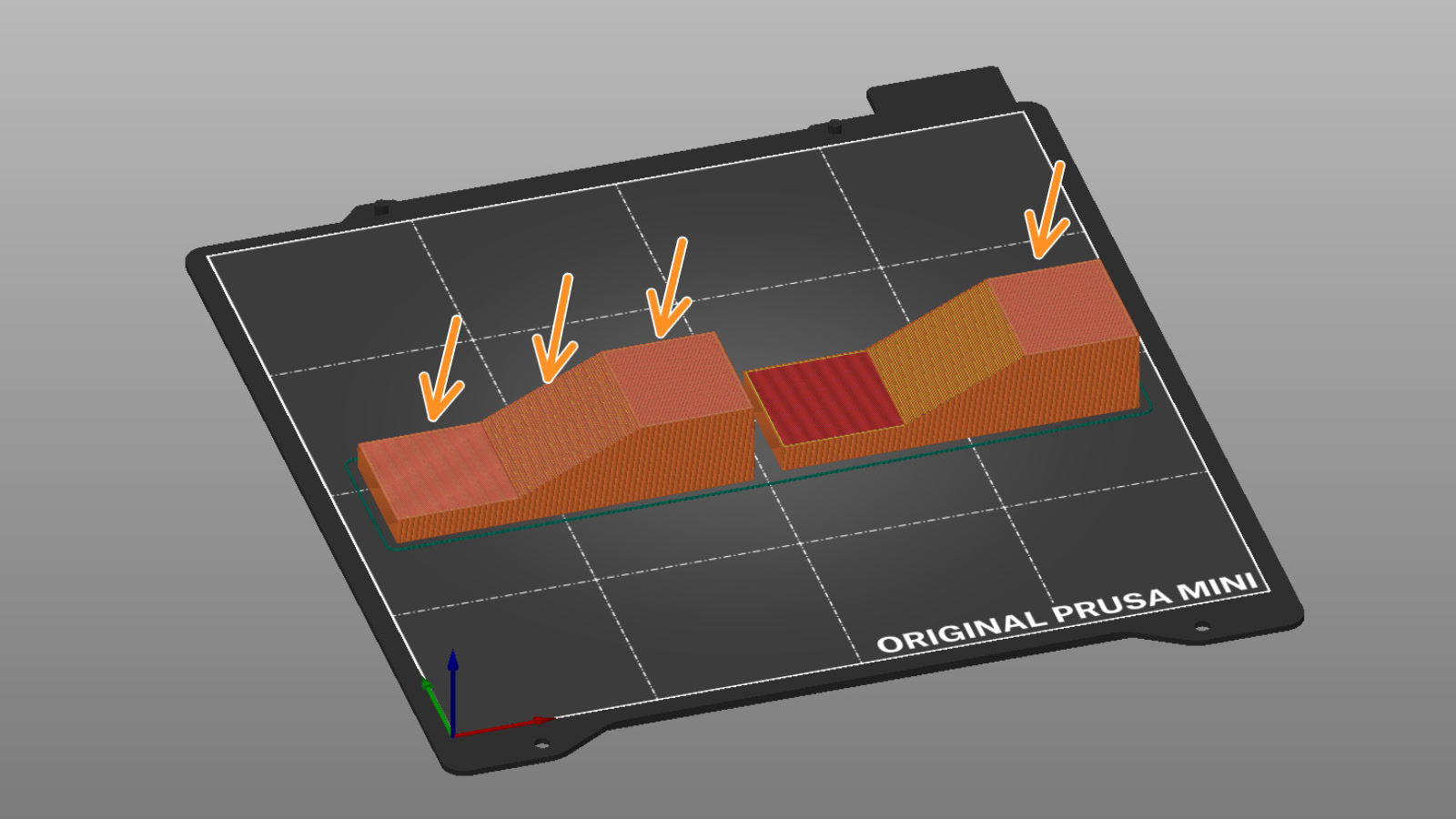
Si può vedere il passaggio di stiratura sul cubo di destra