Linear Advance (LA) è una tecnologia che prevede l'accumulo di pressione nell'estrusore quando si stampa a velocità più elevate. Il firmware della stampante utilizza tale previsione per diminuire la quantità di filamento estruso appena prima di fermarsi e decelerare, il che impedisce la formazione di grumi o artefatti negli angoli acuti. Il cosiddetto "valore K" è il parametro che determina quanto l'avanzamento lineare influisce sulla stampa.
Con il firmware 3.9.0, abbiamo introdotto Linear Advance 1.5 per Original Prusa MK3S, MK3, MK2.5S e MK2.5, che è stato ulteriormente migliorato con FW 3.9.1, risolvendo gli artefatti di stampa che si trovano in scenari e geometrie specifiche. Linear Advance 1.5 è anche retrocompatibile con la versione 1.0. Nel caso si disponga di un G-code con Linear Advance 1.0, la stampante analizzerà il codice e convertirà i valori automaticamente.
Configurazione
Questi valori fanno parte delle nostre configurazioni PrusaSlicer e delle nostre preimpostazioni dei filamenti. Non è necessario regolarli se li si utilizza. Tuttavia, se si utilizzano filamenti non presenti o se si desidera sperimentare, abbiamo sviluppato insieme alla community una stampa di calibrazione K-factor, per trovare i valori K perfetti per il materiale e le temperature di stampa. Questi si basano sulle varie preimpostazioni di qualità e altezza layer che si trovano in PrusaSlicer.
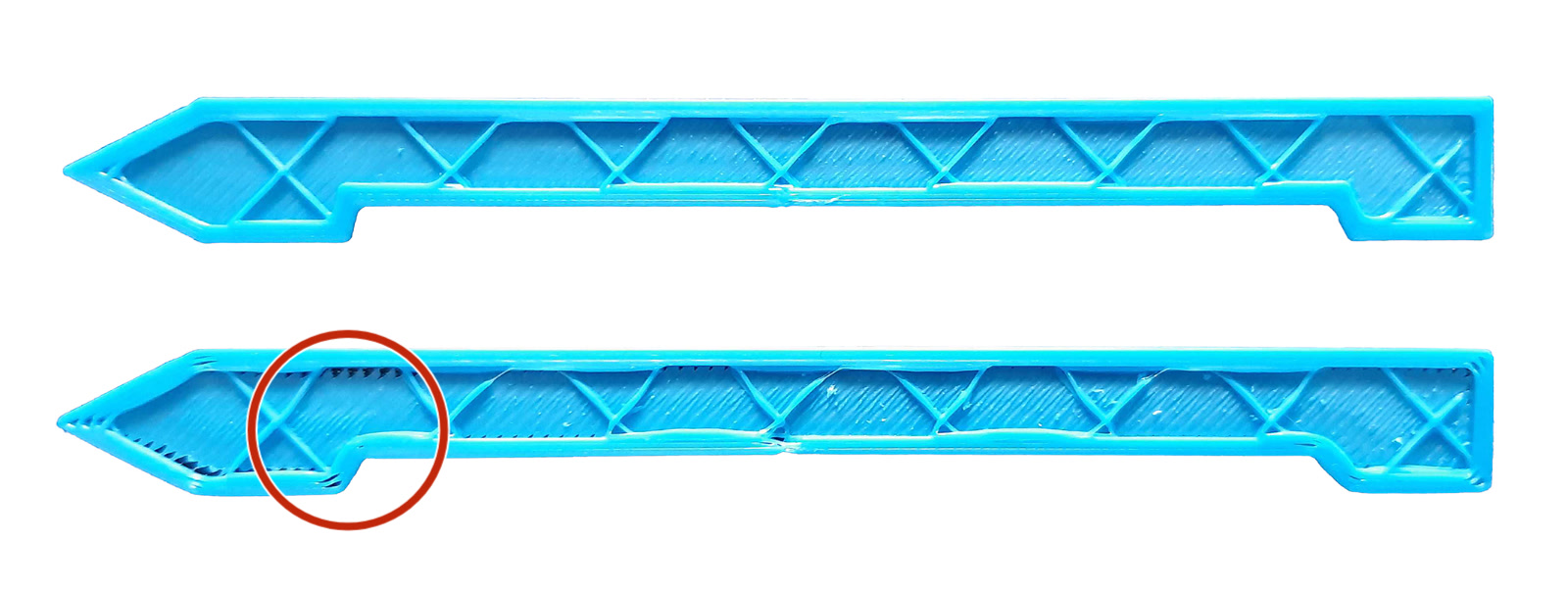
Stamperà una serie di linee con diversi valori di K che influiscono sulla velocità e sul flusso lungo la distanza accelerata. Gli esempi seguenti mostrano come le linee sono influenzate dal loro valore K. I primi e gli ultimi 25 mm vengono stampati lentamente e tra i punti contrassegnati (quadrati rossi) si trovano 100mm stampati velocemente. Osservare da vicino la transizione da lento a veloce e da veloce a lento. Si vede che la linea può essere da irregolare a completamente interrotta quando il valore non è ottimale, più visibile sulle linee superiori (quadrati rossi), ma presente su tutti tranne che su quelli con il fattore K ottimale. Si vedono anche grandi differenze tra i diversi materiali e quanta differenza può fare avere un valore K ottimizzato.
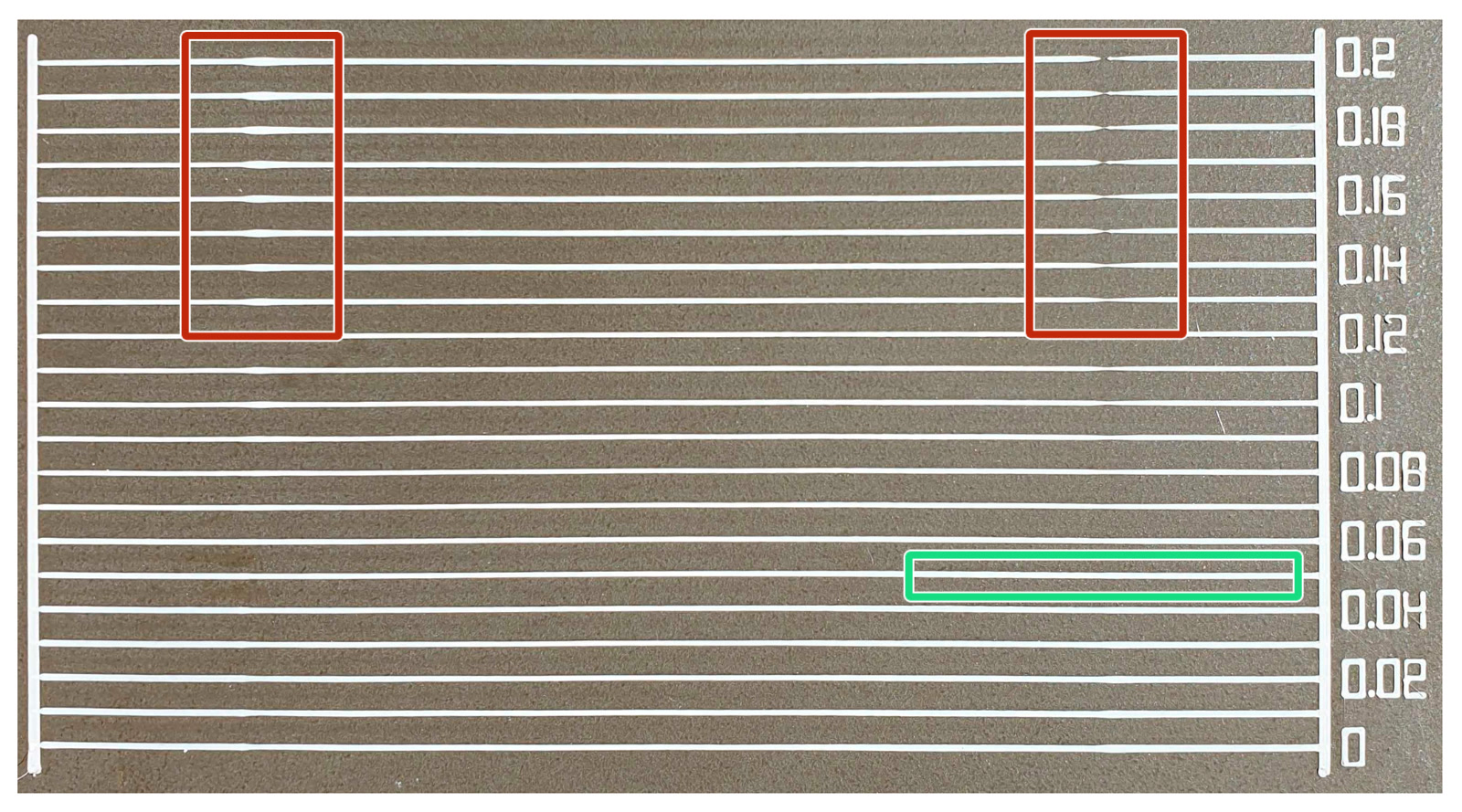
Calibrazione G-code stampato con PLA a 215 °C. La linea più coerente ottenuta con il valore K 0,05 (quadrato verde).
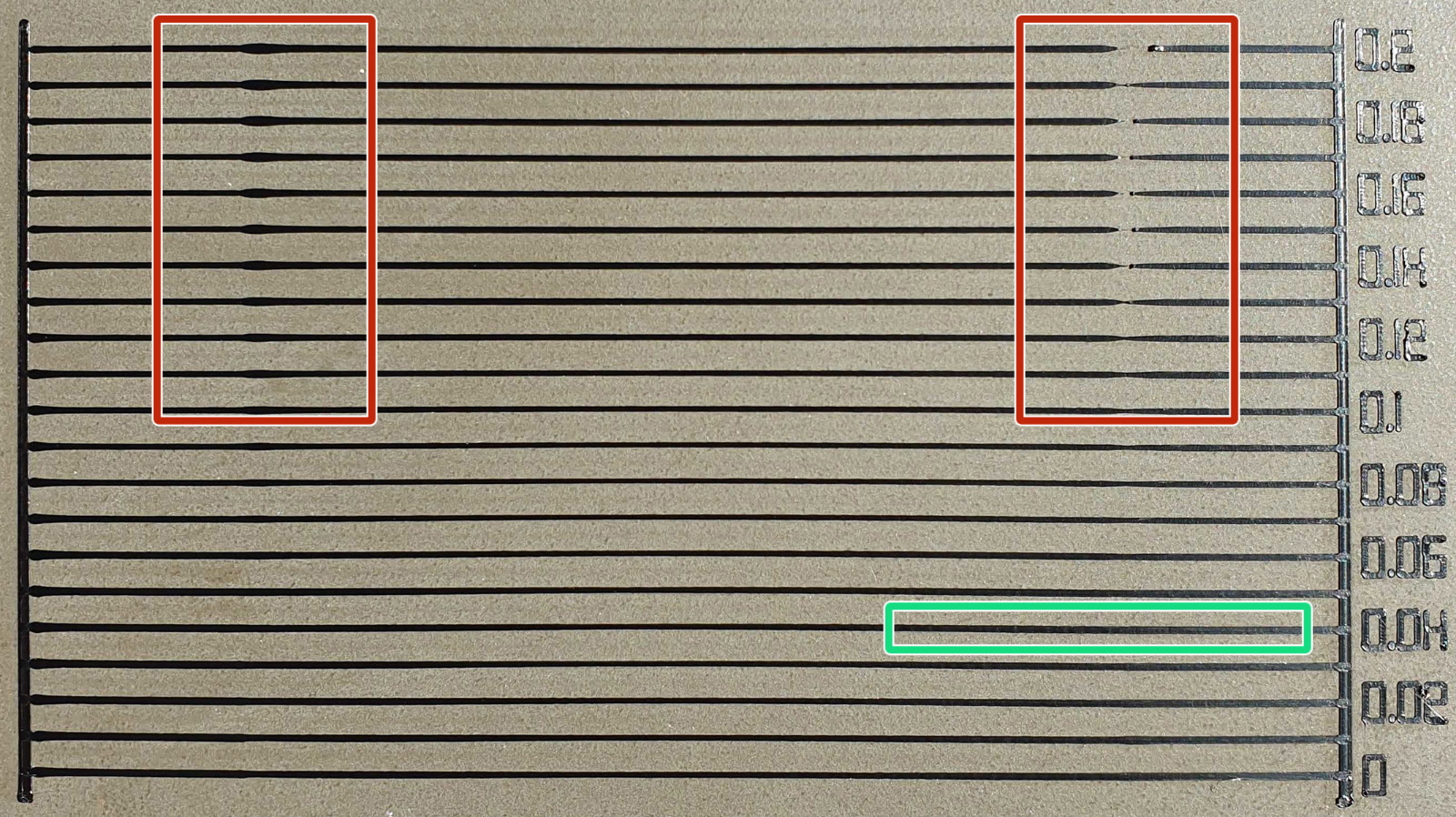
Calibrazione G-code stampato con ABS a 255 °C. La linea più coerente ottenuta con il valore K 0.04 (quadrato verde).
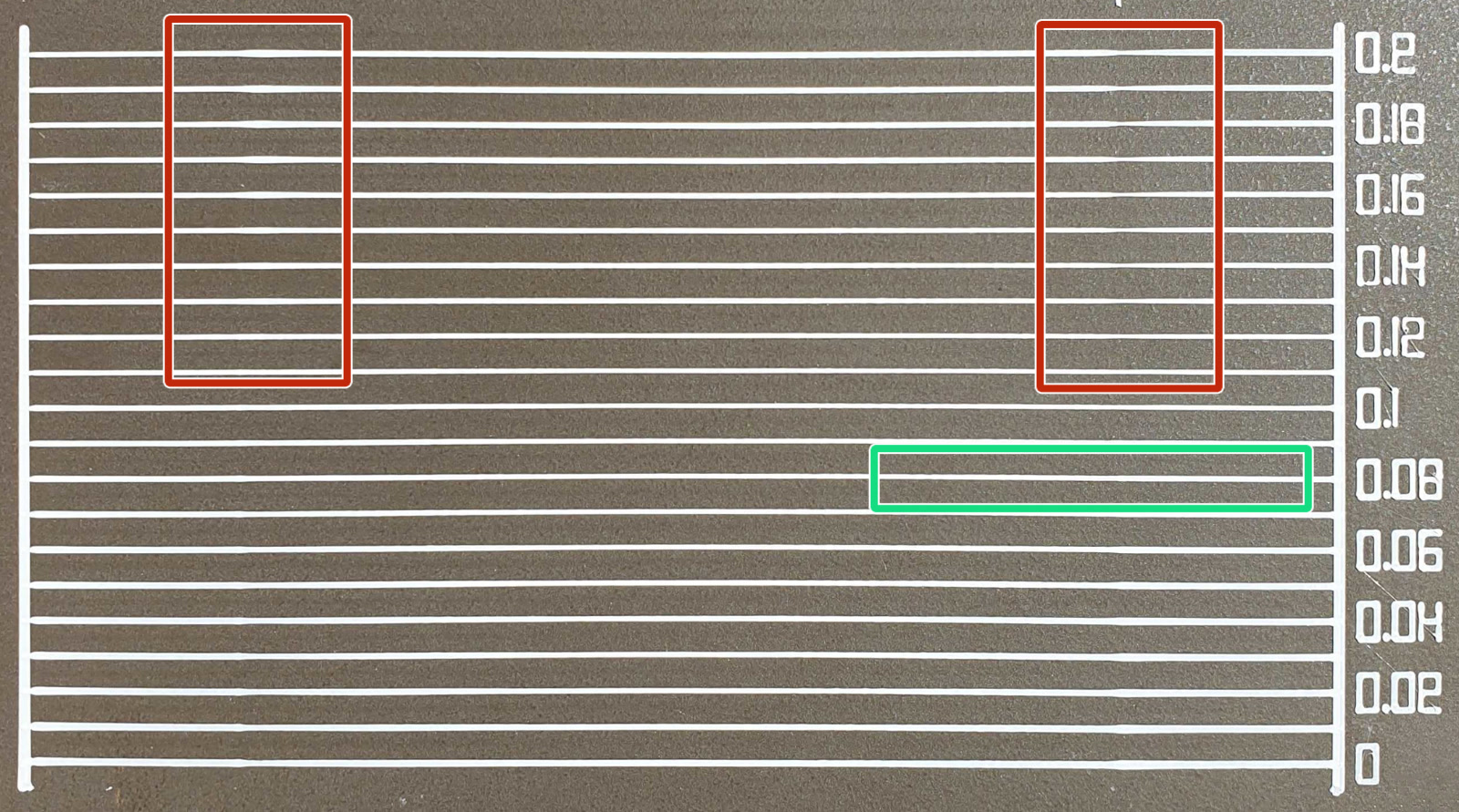
Calibrazione G-code stampato con PETG a 240 °C. La linea più coerente ottenuta con il valore K 0.08 (quadrato verde).
Scaricare il G-code di calibrazione
È possibile scaricare il G-code di calibrazione K-factor dal nostro archivio di stampa o direttamente dalla tabella sottostante. Questi sono per un ugello in ottone da 0,4 mm. Caricare il tipo di filamento corretto per il G-code e avviare la stampa come qualsiasi altra.
| Materiale | Altezza layer | Velocità massima | Profilo PrusaSlicer | ||
| 0.2mm | 45mm/s QUALITY | 0.2mm | 60mm/s SPEED | 0.3mm | 50mm/s DRAFT | |
| PLA | Scarica | Scarica | Scarica |
| PETG | Scarica | Scarica | Scarica |
| ASA | Scarica | Scarica | Scarica |
| PC | Scarica | Scarica | Scarica |
| NYLON | Scarica | Scarica | Scarica |
| ABS | Scarica | Scarica | Scarica |
| HIPS | Scarica | Scarica | Scarica |
Se le vostre temperature di stampa abituali sono diverse da quelle previste, sentitevi liberi di modificare le linee di G-Code secondo le vostre esigenze.
Cambiare i valori "S", che è la temperatura in gradi Celsius:
| M104 S215 ; Imposta la temperatura dell'ugello (nessuna attesa) M140 S60 ; imposta la temperatura del piano M190 S60 ; attende la temperatura del piano M109 S215 ; attende la temperatura dell'ugello |
Valori K ottimali e come regolarli
I valori ottimali che abbiamo trovato nei nostri test sono elencati nelle tabelle sottostanti. Questi possono essere implementati in qualsiasi slicer. Si prega di notare che marche e colori diversi dello stesso materiale possono richiedere un valore K leggermente diverso quando si stampa a velocità estreme, tuttavia, le nostre preimpostazioni dovrebbero andare bene con tutte.
ugello 0.4 mm
| PLA | 0.05 |
| PETG | 0.08 |
| CPE | 0.07 |
| PC Blend | 0.07 |
| ASA/ABS | 0.04 |
| HIPS | 0.04 (alcune marche potrebbero necessitare di un valore K più elevato) |
| Nylon Taulman | 0.08 |
| Nylon FX256 | 0.1 |
ugello 0.6 mm
| PLA | 0.04 |
| PETG | 0.04 - 0.05 |
| PC Blend | 0.04 |
| ASA/ABS | 0.02 - 0.03 |
| HIPS | 0.03 (alcune marche potrebbero necessitare di un valore K più elevato) |
PrusaSlicer
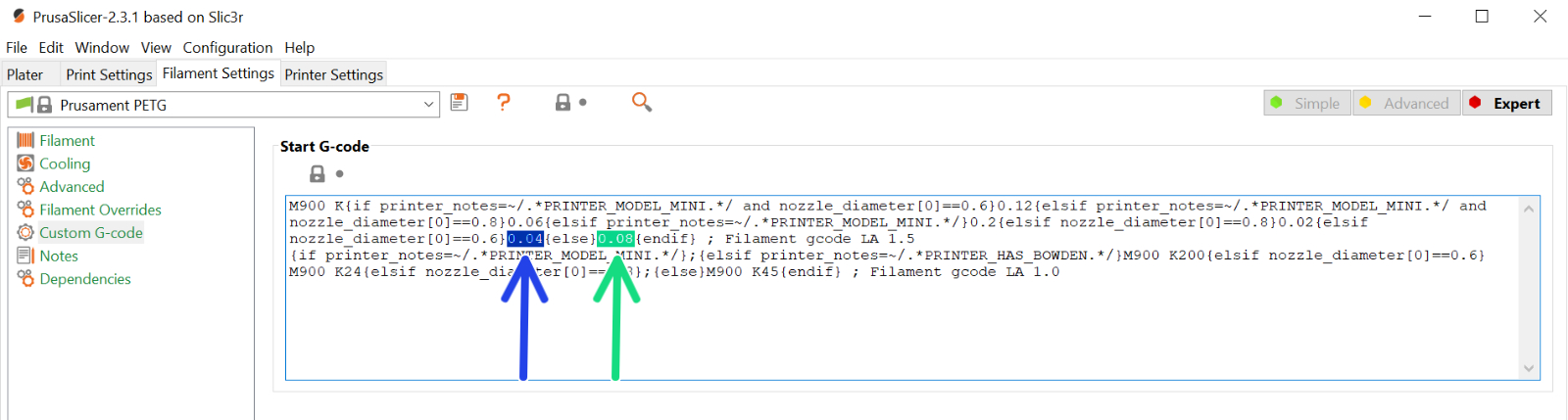
Come detto, i valori K per tutti i filamenti sono già implementati nei preset di PrusaSlicer. Se avete bisogno di regolare queste impostazioni a causa di qualche filamento esotico o di un'applicazione specifica, il valore K è impostato nella sezione personalizzata del G-code nella scheda Impostazioni filamento-, NON sotto il G-code personalizzato specifico della stampante.
- La freccia e la casella blu indicano il numero da modificare per ugello da 0,6 mm.
- La freccia e la casella verde indicano il numero da modificare per ugello da 0,4 mm.
Altri slicer
Se si utilizzano altri slicer diversi dal nostro PrusaSlicer, si dovranno cambiare manualmente le impostazioni nello script del G-code dello slicer.
Gli utenti di Simplify3D, Cura, ecc. devono solo aggiungere “M900 Kxx” nello script del G-code iniziale. Tenere presente che è necessario modificare manualmente questo per i diversi materiali dei filamenti. Solo PrusaSlicer possiede un G-code personalizzato per ciascun preset di filamento e quindi il valore K viene cambiato automaticamente. Impostare la velocità desiderata e stampare qualcosa (abbastanza grande da far emergere la velocità). Se gli angoli acuti hanno dei grumi, aumentare il valore K. Se si nota una mancanza di filamento, diminuire il valore K.