I materiali utilizzati per la stampa 3D FFF sono per la maggior parte igroscopici. Questo significa che assorbono facilmente le molecole d'acqua dall'ambiente in cui si trovano. Quando viene utilizzato per la stampa, un materiale che ha accumulato umidità potrebbe non comportarsi come previsto.
Prevenzione
Alcuni filamenti sono più igroscopici di altri. Quando si utilizza un nuovo materiale, è bene informarsi sulle sue proprietà e sul modo migliore per conservarlo. Se possibile, è meglio evitare di essiccare il filamento.
La cosa migliore è conservare i filamenti in uno spazio chiuso o in una scatola con del materiale essiccante. Se avete poca disponibilità per questo tipo di conservazione, date la priorità ai filamenti più igroscopici. Il PLA, ad esempio, non subisce grandi alterazioni a causa dell'umidità, mentre la poliammide ne risente in modo significativo.
È possibile acquistare una scatola con lo specifico scopo di mantenere il filamento asciutto, oppure costruirne una da soli.
Un'altra soluzione diffusa per mantenere il filamento asciutto è l'utilizzo di sacchetti sottovuoto per la conservazione. Esistono sacchetti specifici per i filamenti, ma è possibile utilizzare qualsiasi sacchetto che possa contenere un filamento. Quando si ripone il filamento, è bene mantenere un agente essiccante nel sacchetto..
Stampa Multi-Tool
Nelle stampanti come Original Prusa XL, dove il filamento viene caricato direttamente nelle testine degli utensili, l'umidità del filamento è fondamentale. Quando si stampa con più testine, gli strumenti non utilizzati rimangono riscaldati (la temperatura di riposo è impostata a 70°C per impostazione predefinita). Se il filamento è umido, l'umidità viene rilasciata nello strumento, causando la formazione di stringhe nella testina. In questi casi, anche il PLA può assorbire abbastanza umidità da creare problemi di stampa. Ciò rende la XL più sensibile all'umidità del filamento rispetto alle stampanti a strumento singolo, pertanto si consiglia di essiccare il filamento per la stampa su Original Prusa XL.
Come riconoscere se il filamento ha assorbito umidità
Nel caso in cui un materiale sia condizionato dall'umidità, il primo segnale generale sarà una scarsa qualità della superficie del modello.
In alcuni casi, l'elevato contenuto di umidità nel filamento può causare una scarsa adesione degli strati, la formazione di grumi sulle stampe e la formazione di bolle e fumo durante l'estrusione.
La Poliammide, PVA e TPU (Flex) sono filamenti che necessitano più spesso di essere essiccati rispetto a filamenti più diffusi come il PLA.
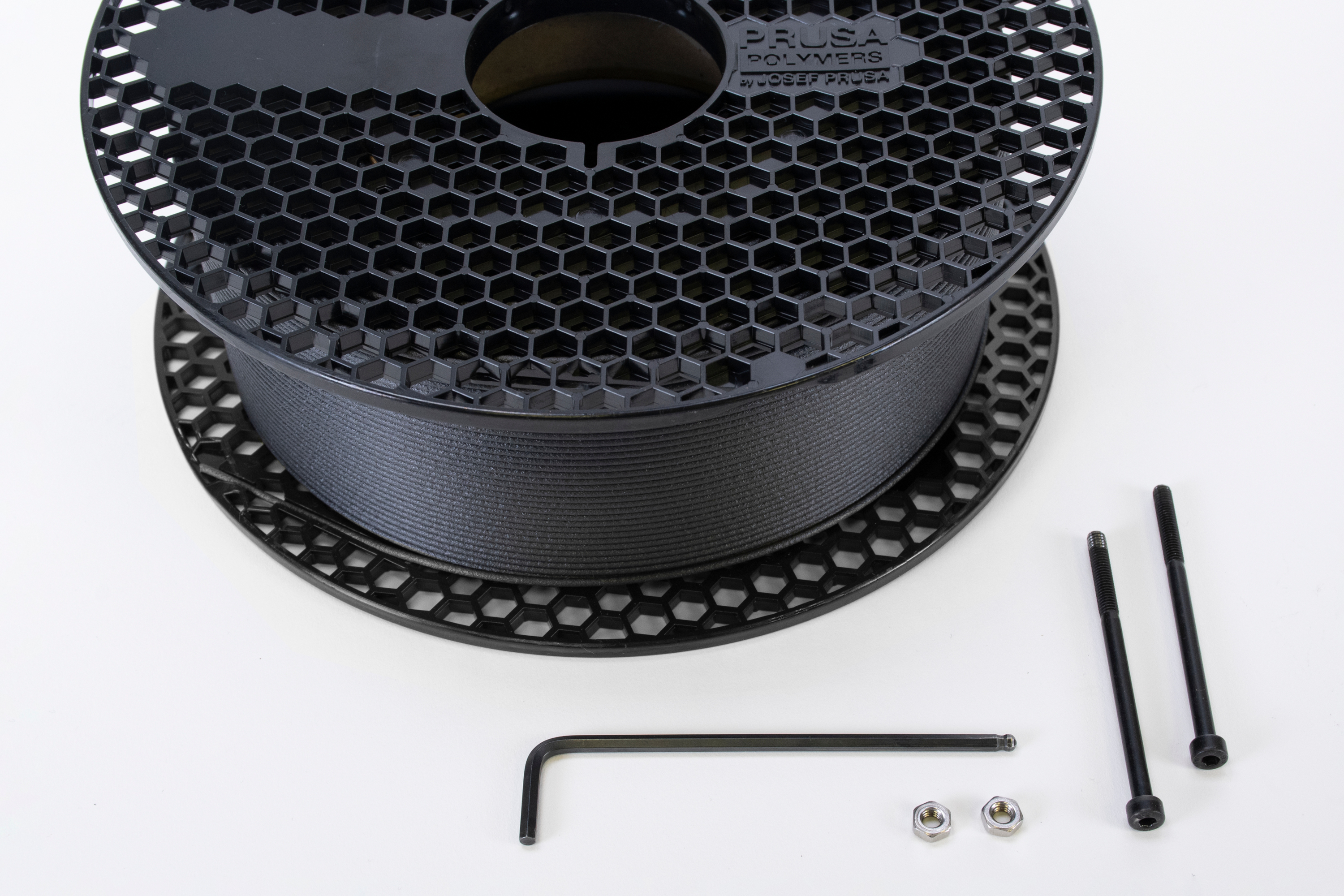
Bobina di Prusament nera
Le parti laterali in plastica nera delle bobine di Prusament sono saldamente pressate nel cilindro di cartone. I lati in plastica si espandono con l'aumento della temperatura e causano l'espansione anche del centro del cartone. Quando la temperatura diminuisce, la plastica torna alla sua forma originale, ma il cartone rimane espanso, causando l'allentamento della bobina. Le bobine possono essere riscaldate in modo sicuro fino a 45 ºC senza che ciò accada.
In alternativa, è possibile aggiungere una vite che tenga insieme i due lati della plastica. La vite deve avere una filettatura di almeno 65 mm. Nelle immagini, utilizziamo una vite M4x65, serrata con una chiave a brugola da 3,5 mm.
Dopo aver riscaldato la bobina al di sopra dei 45 ºC, la vite dovrà rimanere nella bobina fino alla fine del suo utilizzo, altrimenti la bobina si smantellerà.
 |  |
 |  |
Bobina grigia di Prusament
Anche le bobine di Prusament con i lati in plastica grigia sono pressate al centro del cartone, ma sono anche incollate. La colla applicata può resistere fino a 90 ºC. Non è quindi necessario aggiungere la vite per asciugare questa bobina se non si supera questa temperatura.
Il filamento PA11CF viene realizzato con le bobine grigie di Prusament. Si raccomanda di conservare il filamento in una scatola asciutta tra un utilizzo e l'altro, anche se il filamento verrà utilizzato a breve. Se ciò non fosse possibile, si consiglia di essiccare il filamento prima di ogni utilizzo.
Metodi di essiccazione
Temperature
Una volta accertato che la bobina non si romperà, si consigliano le seguenti temperature e tempistiche per i materiali Prusament. È importante non superare queste temperature durante il processo di essiccazione del filamento, altrimenti il filamento si ammorbidisce e si incolla.
| Materiale | Temperatura | Tempo |
|---|---|---|
| PLA | 45 ºC | 6 ore |
| PVB | 45 ºC | 8 ore |
| PETG | 55 ºC | 6 ore |
| ASA | 80 ºC | 4 ore |
| PC | 85 ºC | 5 ore |
| PCCF | 95 ºC | 4 ore |
| PA11CF | 90 ºC | 6 ore |
Essiccatore di filamenti
Esistono contenitori specializzati che non solo mantengono i filamenti asciutti, ma rimuovono anche attivamente l'umidità dai filamenti. Di solito è possibile conservare il filamento nel contenitore anche durante la stampa.
Verificare le specifiche del contenitore che si intende utilizzare per assicurarsi che corrisponda alla temperatura di essiccazione del filamento.
In forno
Poiché la maggior parte di noi ha un forno a casa, questo metodo risulta essere il più semplice per essiccare il filamento. Tuttavia, per essiccare il filamento in un forno convenzionale è necessario tenere presente alcune cose.
I forni domestici non hanno una misurazione molto precisa della temperatura. Le fluttuazioni che non influiscono sugli alimenti potrebbero danneggiare i filamenti, soprattutto quelli a bassa temperatura come il PLA. Se si utilizza un forno, assicurarsi di avere un termometro esterno per correggere la temperatura, se necessario.
Un altro problema è che molti forni domestici non possono essere impostati a una temperatura sufficientemente bassa per essiccare i filamenti senza danneggiarli. Anche se lasciate per un tempo inferiore a quello raccomandato, le alte temperature danneggiano il filamento..
Essiccatore per alimenti
Un altro metodo di essiccazione consiste nell'adattare un disidratatore per alimenti in modo che possa contenere una bobina di filamento. L'adattamento si ottiene solitamente togliendo i vassoi tra gli strati e posizionando il filamento all'interno. Questi disidratatori di solito hanno solo basse temperature, quindi controllate la temperatura di essiccazione del vostro filamento prima di acquistarne uno.