Le stampanti Prusa FFF sono dotate di un ugello in ottone. In questo articolo vengono fornite le informazioni principali sugli ugelli che possono essere utilizzati con la stampante.
L'ottone ha un'eccellente conducibilità termica ed è abbastanza resistente da poter stampare la maggior parte dei filamenti " di uso comune". È anche facile e economico da produrre, ed è probabilmente il motivo per cui molte stampanti 3D vengono fornite con ugelli in ottone.
Oltre al diametro standard di 0,4 mm, sono disponibili configurazioni per diametri di ugello di 0,25 mm, 0,6 mm e 0,8 mm. Per l'ugello in ottone Prusa CHT, offriamo i diametri 0,4 mm, 0,6 mm e 0,8 mm. Inoltre, è sempre possibile creare e personalizzare i profili. Per ottenere dei dettagli precisi, è possibile utilizzare un ugello da 0,25 mm. Si consiglia di utilizzarlo solo per oggetti di piccole dimensioni, di pochi centimetri, in quanto i tempi di stampa sono notevolmente più lunghi rispetto agli ugelli da 0,4 mm. Se invece si desidera velocizzare la stampa e i dettagli non sono così importanti, si può provare a utilizzare l'ugello da 0,6 o 0,8 mm.
| Ugello Standard | Stampante |
|---|---|
| E3D 0.4 mm | MK2/S, MK2.5/S, MK3/S/+, MK3.5/S |
| Ugello in ottone compatibile E3D da 0,4 mm | MINI/+ |
| Prusa Nozzle 0.4 mm | MK3.9, MK4, XL |
| Prusa Nozzle Brass CHT 0.4 mm | MK3.9S, MK4S, XL |
Se è necessario cambiare o sostituire l'ugello, consultare le nostre guide:
- MK2.5/S, MK3/S/+, MK3.5/S
- MINI/+
- MK4S, MK3.9S
- MK4, MK3.9
- Adattatore per ugelli per MK4/MK3.9
- XL Strumento singolo, XL Multi-Tool
- Adattatore ugello per XL Strumento singolo
Ugelli E3D
Gli ugelli E3D (o compatibili con E3D) si adattano all'hotend della stampante MK3/S/+ (e di tutte le stampanti Prusa precedenti) e all'hotend MINI/+. L'ugello deve essere stretto mentre l'hotend è riscaldato, altrimenti si creerà uno spazio tra l'ugello e il termoconduttore dal quale il filamento fuoriuscirà. Il filamento viene introdotto nel heatbreak attraverso un tubo in PTFE.
Questo ugello può essere inserito nel Nextruder con l' Adattatore Prusa, che deve essere serrato anche a caldo.
 Ugelli Prusa Nozzle in ottone
Ugelli Prusa Nozzle in ottone
Anche l'ugello Prusa è realizzato in ottone e la sua punta ha la stessa geometria interna dell'ugello E3D. In questo ugello, però, l'heatbreak è collegato all'ugello stesso, quindi non è necessario riscaldare l'hotend per installare l'ugello. Inoltre, non è necessario utilizzare un tubo in PTFE per guidare il filamento all'interno dell'ugello.

Ugello Prusa Nozzle CHT in ottone
Gli ugelli CHT (Core Heating Technology) di Bondtech sono progettati per migliorare l'efficienza della stampa 3D e superare i limiti degli ugelli tradizionali, in particolare per quanto riguarda il flusso del filamento. Il design interno prevede un nucleo frazionato che divide il filamento in tre flussi all'interno dell'ugello. Di conseguenza, la superficie esposta al calore aumenta esponenzialmente, portando a un riscaldamento più rapido e a una temperatura più costante sull'intera larghezza del filamento.
Questo processo di riscaldamento potenziato consente di raggiungere velocità di stampa più elevate, mantenendo al contempo la consistenza e la qualità della stampa. Gli ugelli possono funzionare efficacemente anche a temperature più basse rispetto a quelle convenzionali, perché il calore viene distribuito in modo più uniforme e rapido.
Questo è particolarmente utile quando si stampano oggetti di grandi dimensioni o si utilizzano materiali che richiedono temperature di fusione elevate. Un migliore controllo della temperatura e del flusso del filamento può anche portare a dettagli più precisi e a una finitura superficiale di qualità superiore sugli oggetti stampati, il che è vantaggioso quando si stampano modelli con dettagli intricati.

Identificare le dimensioni dell'ugello
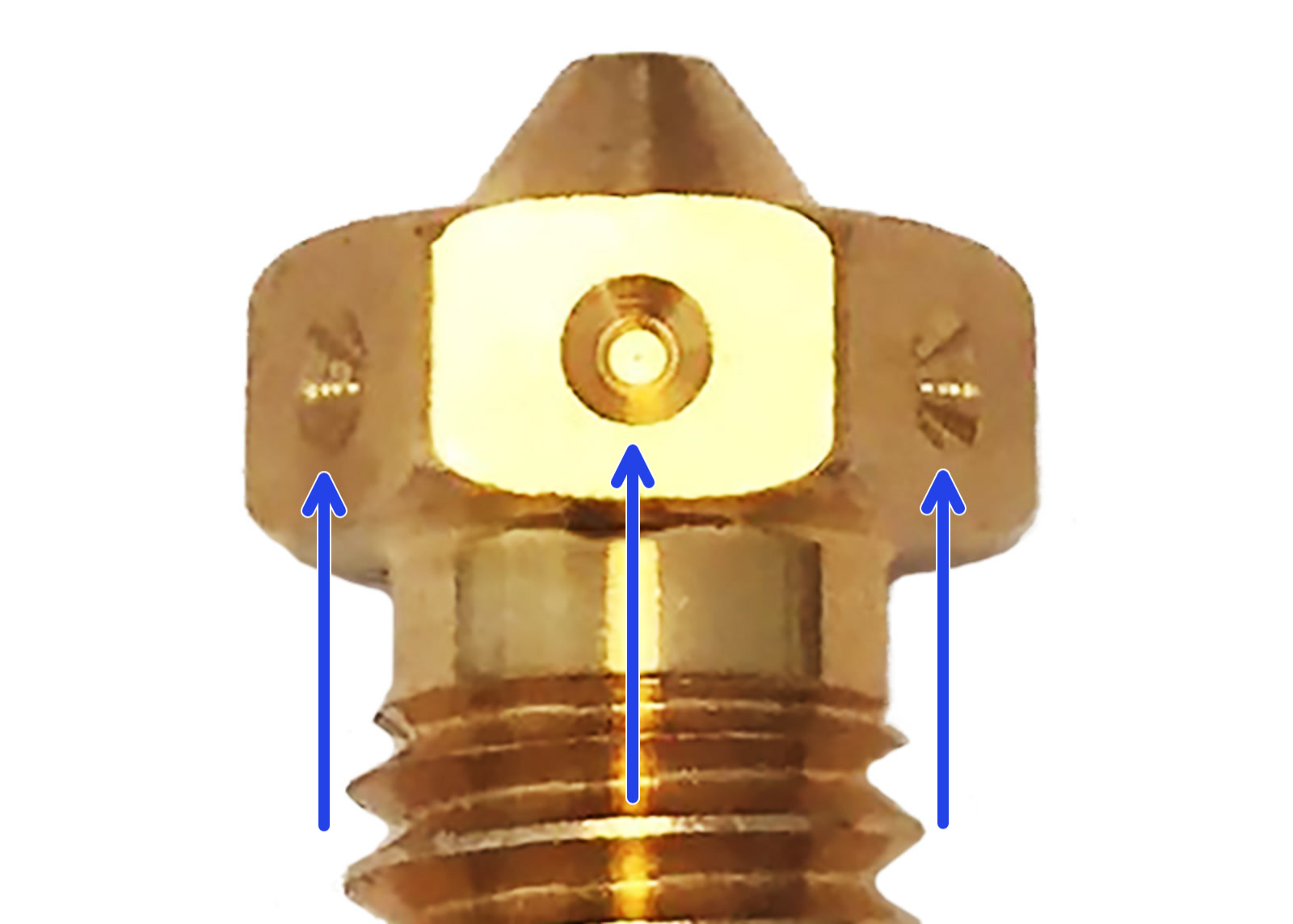
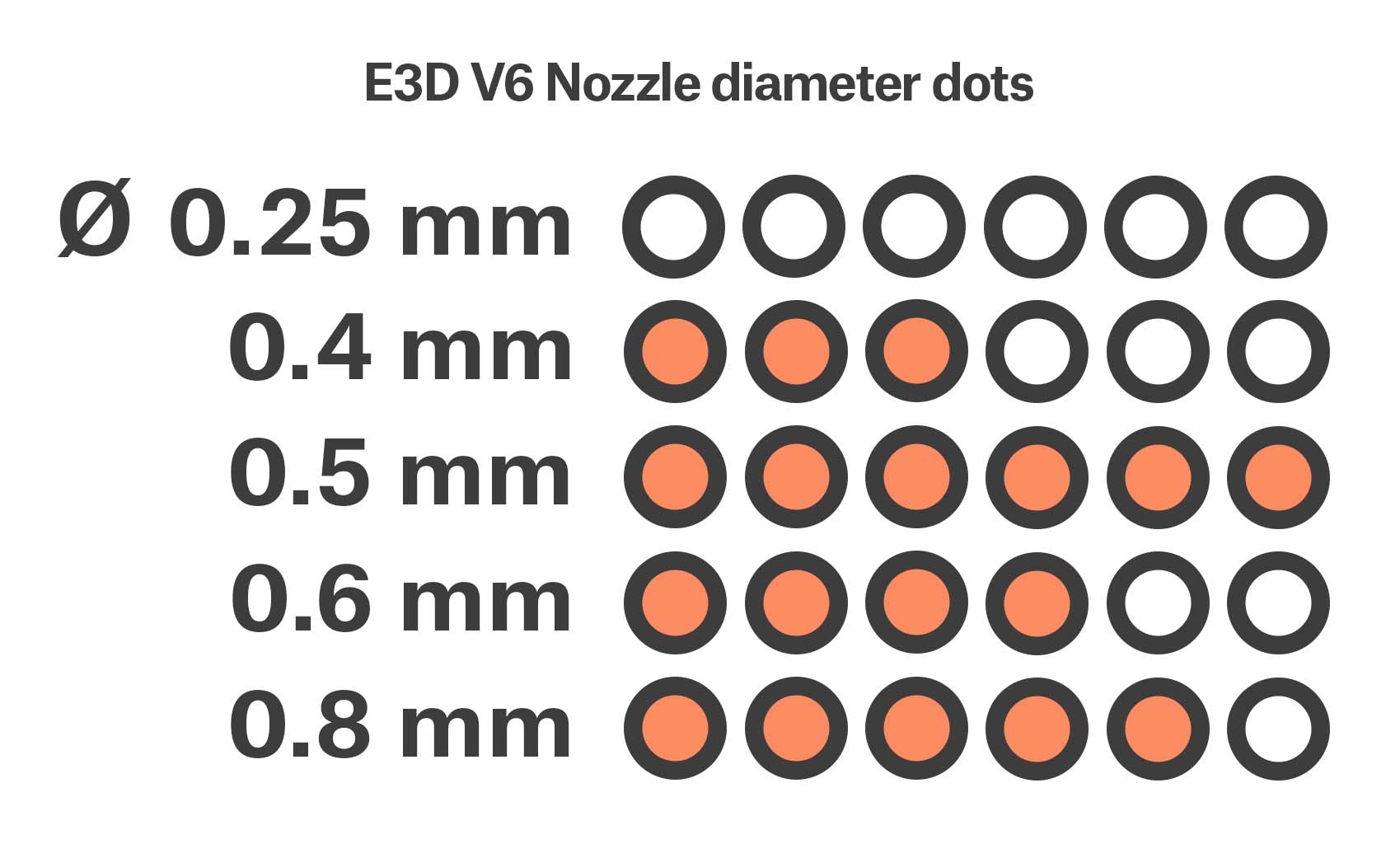
È possibile identificare il diametro dell'ugello in base ai puntini intorno al bordo dell'ugello. Ad esempio, gli ugelli E3D da 0,4 mm forniti con Original Prusa MK3S+ hanno tre puntini (frecce blu).
Si noti che l'ugello E3D V6 da 0,25 mm non presenta punti e ha quasi lo stesso aspetto dell'ugello E3D compatibile da 0,4 mm fornito con Original Prusa MINI/+.
Le indicazioni si applicano a tutti i tipi di ugelli E3D V6 (ottone, temprato, X), all'ugello Prusa e all'ugello Prusa Brass CHT. Gli ugelli di altri produttori potrebbero non avere le stesse marcature.
 |  |
Ugelli per materiali abrasivi
Alcuni filamenti sono composti da particelle che li rendono abrasivi. Un normale ugello in ottone si degrada rapidamente e perde le sue proprietà quando si stampano questi filamenti. Per stamparli, è necessario utilizzare un ugello di un altro materiale
La maggior parte dei materiali abrasivi sono compositi e plastici con additivi. Alcuni esempi sono ColorFabb XT CF20, ColorFabb Bronzefill, ColorFabb SteelFill, e alcuni filamenti fosforescenti. Se non siete sicuri dei requisiti dei filamenti, chiedete sempre al vostro fornitore di filamenti. Un leggero svantaggio dell'ugello in acciaio temprato è che alcuni materiali standard come l'ABS non possono essere stampati alla stessa velocità di un ugello normale. A causa delle diverse proprietà termiche di un ugello in acciaio temprato rispetto a un ugello in ottone, potrebbe essere necessario aumentare la temperatura dell'ugello durante la stampa.
Prusa Nozzle ObXidian
L'ugello ObXidian è un ugello di alta qualità progettato specificamente per materiali abrasivi e per la stampa ad alte temperature. È realizzato in acciaio temprato con un rivestimento resistente alla corrosione, che garantisce un'eccezionale durata e longevità.
Questi ugelli sono particolarmente adatti per la stampa di materiali abrasivi come la fibra di carbonio, in quanto mantengono la loro durezza anche a temperature più elevate, offrendo prestazioni eccellenti e prolungando la durata dell'ugello.

Ugello in acciaio temprato E3D
E3D, un'azienda con sede nel Regno Unito che fornisce hotend per le stampanti Original Prusa i3, ha un intero ecosistema di aggiornamenti e componenti aggiuntivi. Noi ne supportiamo alcuni, tra cui l'ugello in acciaio temprato.

Nozzle X di E3D
L'ugello Nozzle X è progettato per risolvere i limiti termici di un ugello in acciaio temprato e la scarsa resistenza all'abrasione degli ugelli in rame o ottone placcato. È rivestito con WS2, un rivestimento polifobico che riduce la quantità di plastica che si attacca all'interno dell'ugello. Per questo motivo, il Nozzle X non deve essere sottoposto a manutenzione come gli ugelli in acciaio temprato o in rame.
Può essere utilizzato con riempitivi abrasivi come il vetro, il kevlar o il carbonio, ma non supporta riempitivi più abrasivi come il carburo di boro, il boro, il nitruro di boro, il tungsteno o il carburo di tungsteno.

Metodi di pulizia consigliati:
- Panno/straccio non abrasivo per uso esterno.
- Filamento di pulizia per uso interno.
Metodi di pulizia non raccomandati:
- Un ago da agopuntura o una spazzola di ottone possono danneggiare il rivestimento.
- Tiro a freddo. Può staccare il rivestimento WS2.
Ugello Olsson Ruby
Simile all'ugello in acciaio temprato, l'Olsson Ruby è progettato per stampare materiali altamente abrasivi. Essendo realizzato per la maggior parte in ottone, mantiene l'eccellente conduttività termica e la capacità di lavorazione dell'ugello in ottone di serie, ma con una pietra preziosa molto dura come punta. Pur essendo molto resistente all'usura, la gemma di rubino è anche molto fragile. Se il valore di Live Z adjust è impostato erroneamente, o se il sensore PINDA non è impostato alla distanza corretta e l'ugello colpisce la piastra in acciaio, l'ugello potrebbe spaccarsi. Per l'installazione, fare riferimento alle istruzioni ufficiali 3DVERKSTAN, poiché la sua installazione è un po' più complessa.
Ugelli con altri diametri
Se si desidera utilizzare un ugello con un diametro diverso da quelli già menzionati, è necessario creare manualmente il profilo in PrusaSlicer. Partendo dall'ugello standard da 0,4 mm, è necessario modificare il diametro dell'ugello nelle impostazioni della stampante e nella larghezza del profilo estruso (in percentuale). Tenere presente che l'altezza massima del layer è sempre pari a circa l'80% del diametro dell'ugello. Per ulteriori informazioni, consultare Creare profili per ugelli diversi.
Un ugello da 0,1 mm può essere considerato sperimentale; il suo diametro ridotto non funziona con tutti i filamenti, le tolleranze richieste per la sua produzione sono difficili da garantire e il tempo di stampa eccessivo che richiede può essere al di là del ragionevole. Per queste risoluzioni di precisione, si può prendere in considerazione la stampa SLA.
Configurazione PrusaSlicer
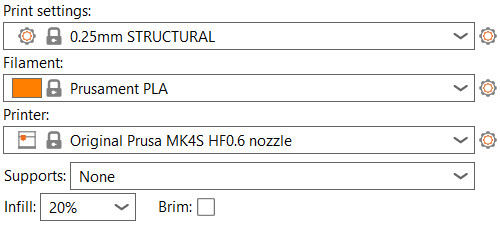
Per regolare le impostazioni dei preset in PrusaSlicer, andare su Menu -> Configurazione -> Configurazione guidata -> Prusa Research e selezionare il modello di stampante e il diametro dell'ugello che si sta utilizzando (riquadri viola).

Deselezionare tutti gli altri modelli e diametri di ugello per evitare di confondere i preset. È sempre possibile ripetere la configurazione guidata e modificare le impostazioni. Per impostare un ugello di dimensioni diverse sulla propria stampante, consultare la sezione HW setup (MK2.5/S & MK3/S/+).
Su MINI/+, MK4/S, XL, navigare su Menu -> Impostazioni -> Hardware.
Ad eccezione dei preset per l'ugello stock da 0,4, tutte le altre configurazioni di ugelli avranno il diametro indicato nel nome del profilo. Se nel nome del profilo non sono presenti le parole “nozzle 0,25”, “nozzle 0,6” o “nozzle 0,8" (riquadro verde), il preset è per un ugello da 0.4 mm.
Calibrazione del primo layer per altri ugelli
A partire dal firmware 3.13.0, la Calibrazione del primo layer funziona con ugelli di dimensioni diverse. La dimensione dell'ugello può essere cambiata in Impostazioni -> Installazione HW -> D. Ugello [0.25|0.40|0.60|0.80]. L'ugello da 0,4 mm è quello predefinito.
Resettare il valore Live Adjust Z:
- Original Prusa MK3S+/MK3S/MK2.5S - Azzera il valore di Live Adjust Z dal menu LCD -> Impostazioni -> Live Adjust Z, quindi fai scorrere la manopola in senso orario fino a quando il valore non raggiunge lo zero.
- Original Prusa MINI - Azzera il valore di Live Adjust Z dal menu LCD -> Calibrazione -> Live Adjust Z, quindi fai scorrere la manopola in senso orario fino a quando il valore raggiunge lo zero.
- Original Prusa MK4, XL - Questi modelli sono dotati di una cella di carico. Se è stato impostato un valore di Live Adjust Z, questo viene automaticamente azzerato alla stampa successiva.
Dopo di che, avviare il G-code e 'Adjust Live Z' durante la stampa:
- Premere la manopola dopo l'inizio dell'estrusione e individuare 'Adjust Live Z'.
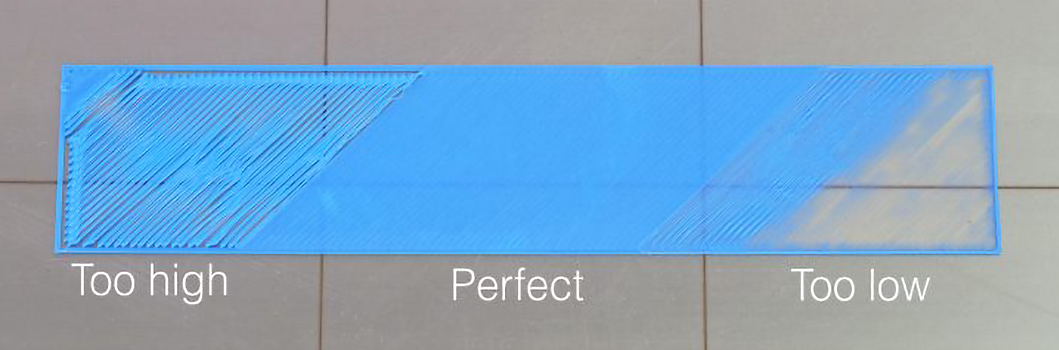
- Selezionarlo e ruotare la manopola in senso orario fino a quando la linea è appiattita, ma non schiacciata. Dovrebbe avere la parte superiore liscia. Quando si esegue il riempimento solido della parte superiore, assicurarsi che non ci siano spazi vuoti tra le linee (troppo lontano), né creste tra le linee (troppo vicino). Vedere Calibrazione primo layer (i3) o Calibrazione primo layer (MINI/MINI+) per degli esempi.
- Premere nuovamente la manopola di selezione per memorizzare il valore.
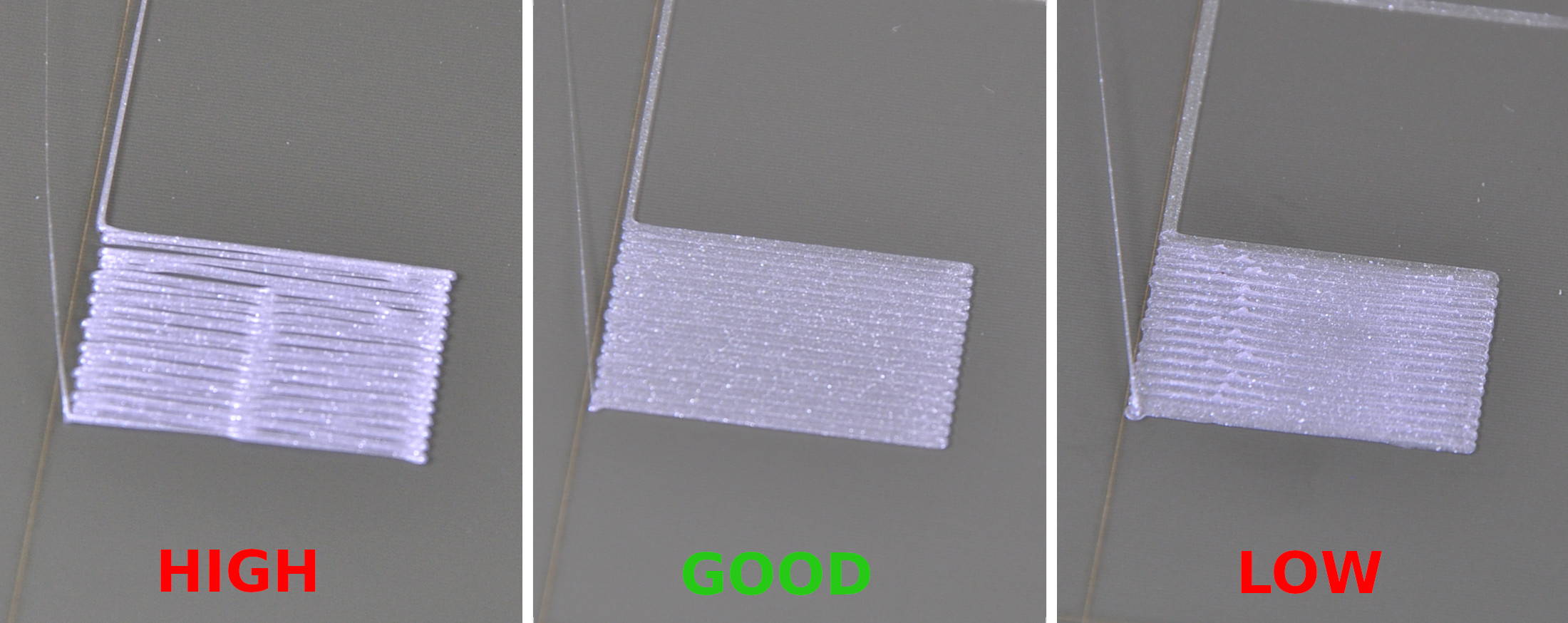
L'immagine mostra il primo strato di un ugello da 0,4 mm. La linea può essere quasi la metà della larghezza di ciò che è rappresentato.
Altre considerazioni
Diametri più piccoli (~0.25 mm)
Quasi tutti i Materiali compositi sono fuori discussione. Le particelle contenute possono (e lo faranno) rapidamente intasare o rovinare l'ugello. Tuttavia, i filamenti con glitter sottili o simili "particelle lucide", come quello che si trova nel Prusament Galaxy Silver, non dovrebbe essere un problema.
I materiali flessibili possono essere problematici anche su un ugello di diametro inferiore a causa della maggiore pressione richiesta per l'estrusione. Può piegarsi e aggrovigliarsi intorno alle pulegge del filamento a causa della pressione più alta.
Bassa velocità - La precisione richiede tempo per la stampa, quindi preparatevi a tempi di stampa da 24 a 100 ore, anche per oggetti più piccoli. Non solo ogni linea è più sottile e più stretta del solito, il che si traduce in un maggior numero di perimetri, ma anche i movimenti dell'estrusore sono notevolmente ridotti per adattarsi alla maggiore precisione.
Quando si stampa con un ugello più piccolo, la calibrazione e il livellamento del piano diventano ancora più importanti. Dopo aver cambiato l'ugello, assicurarsi di eseguire almeno la calibrazione Z della stampante prima di iniziare a stampare.
Diametri maggiori (>0.6 mm)
Lo svantaggio principale è la sua risoluzione. Le linee di strato più spesse e più alte stamperanno l'oggetto più velocemente, ma avranno dei limiti per quanto riguarda i dettagli. Dall'altro lato, le parti funzionali possono rivelarsi più resistenti in quanto ogni linea ha una maggiore quantità di materiale solido.
Inoltre, grazie al diametro maggiore dell'ugello ci sarà più materiale solido da raffreddare il che potrebbe far aumentare la deformazione. Questo potrebbe essere un problema per materiali inclini a deformarsi durante la stampa, come ABS o PC Blend.
| Dimensione dell'ugello / Materiale | 0.25 mm | 0.4 mm | 0.6/0.8 mm |
| Materiali Flessibili | ✖ | ✔ | ✔ |
| PLA | ✔ | ✔ | ✔ |
| ASA/ABS | ✔ | ✔ | ✔ |
| PETG | ✔ | ✔ | ✔ |
| mischiato con legno/metallo | ✖ | ✔ * | ✔ |
| ABS infuso con CF/kevlar | ✖ | ✔ * | ✔ * |
| PC Blend | ✔ | ✔ | ✔ |
| Nylon | ✔ | ✔ | ✔ |
| PVA/BVOH | ✖ | ✔ | ✔ |
* Ugello temprato