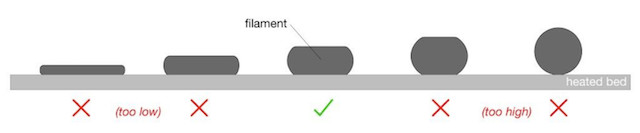
La Calibrazione del primo layer viene utilizzata per calibrare la distanza tra la punta dell'ugello e la superficie di stampa. Lo scopo è quello di regolare l'altezza dell'ugello fino a quando la plastica estrusa si attacca bene al piano e si può vedere che viene schiacciata leggermente.
Le stampanti assemblate in fabbrica Prusa sono già messe a punto e questa calibrazione è necessaria solo nel caso in cui si assembli la versione in kit a casa o se cambi l'ugello. La calibrazione del primo strato fa parte del Wizard (ultimo passo della calibrazione XYZ). Si può anche ricalibrare il primo strato in seguito dal menù LCD - Calibrazione - Calibrazione primo layer. Durante questo processo, ruotare la manopola per regolare manualmente la distanza tra l'ugello e il piano, mentre la stampante stampa un motivo a zig-zag.
Con una stampante appena assemblata, si parte da zero e si passa ad un valore negativo (-), riducendo la distanza tra l'ugello e il piano riscaldante. Il valore zero iniziale viene impostato dalla posizione della P.I.N.D.A/SuperPINDA. Ruotare la manopola in senso antiorario per avvicinare l'ugello al piano e allontanare il valore da zero. Il valore è specifico per ogni stampante e può anche cambiare leggermente con il tempo e l'uso. È necessario, quindi, controllare visivamente quando si regola l'altezza, non va bene fare riferimento ad un valore fisso.
La calibrazione del primo layer non impostata in modo corretto può portare a vari problemi. Con l'ugello troppo lontano dalla superficie di stampa, si rischia che la stampa non si attacchi correttamente, il che può portare ad un blob. Dall'altro lato, se impostato troppo vicino, si può verificare un problema di estrusione e intasamento e una scarsa qualità di stampa, o persino danneggiare l'hardware, come il piano di stampa flessibile, a causa della stampa che si attacca troppo tenacemente. È quindi importante impostarlo correttamente.
Prima di procedere, assicurarsi che la superficie di stampa ( piastra di acciaio liscia, satinata o testurizzata) sia pulita. Potete trovare informazioni su come pulirla nell'articolo Preparazione superficie di stampa PEI. Ci sono alcune piccole differenze tra l'aspetto che dovrebbe avere la piastra d'acciaio testurizzata e liscio. Pertanto, proporremo delle immagini e delle linee guida per entrambi, a partire dalla piastra liscia.
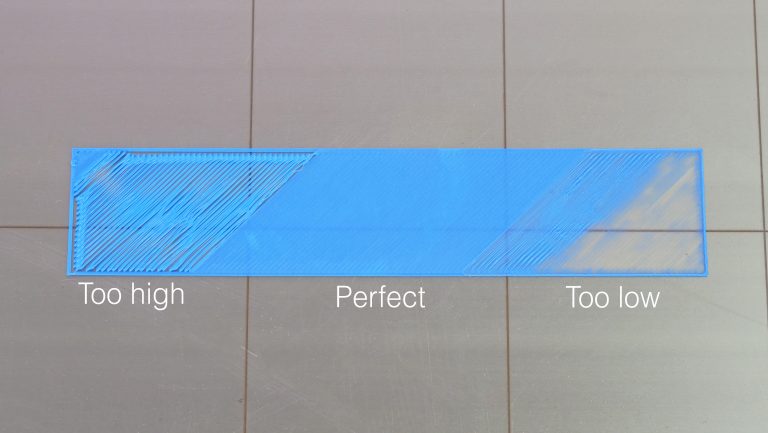
Piano liscio
Troppo alto
Si desidera che la linea sia appiattita, ma non schiacciata. Sul quadrato alla fine della linea di prova, non devono esserci spazi tra le linee (immagine a sinistra), il che significa che è troppo alto. In questo caso, il valore è troppo vicino a zero
Troppo basso
Se l'ugello è impostato troppo basso (immagine a destra) si noterà la linea schiacciata completamente piatta e il quadrato finale avrà creste tra le linee, il che è un chiaro segno che è troppo basso e il valore sarà troppo lontano da zero. Quando è troppo basso, i bordi del quadrato possono anche iniziare ad arricciarsi verso l'alto. In caso estremo, il filamento sarà così sottile da poter vedere attraverso il filamento stampato, causando l'intasamento dell' hotend.
Giusto
Una corretta regolazione vi fornirà una superficie uniforme (immagine centrale), senza spazi vuoti tra le linee, né creste. Come detto, il valore numerico dipende dalla posizione esatta del sensore P.I.N.D.A./SuperPINDA, che sarà unico per ogni macchina e non significa nulla senza un riferimento visivo. Tuttavia, un intervallo comune va da -0,400 a -1,500.
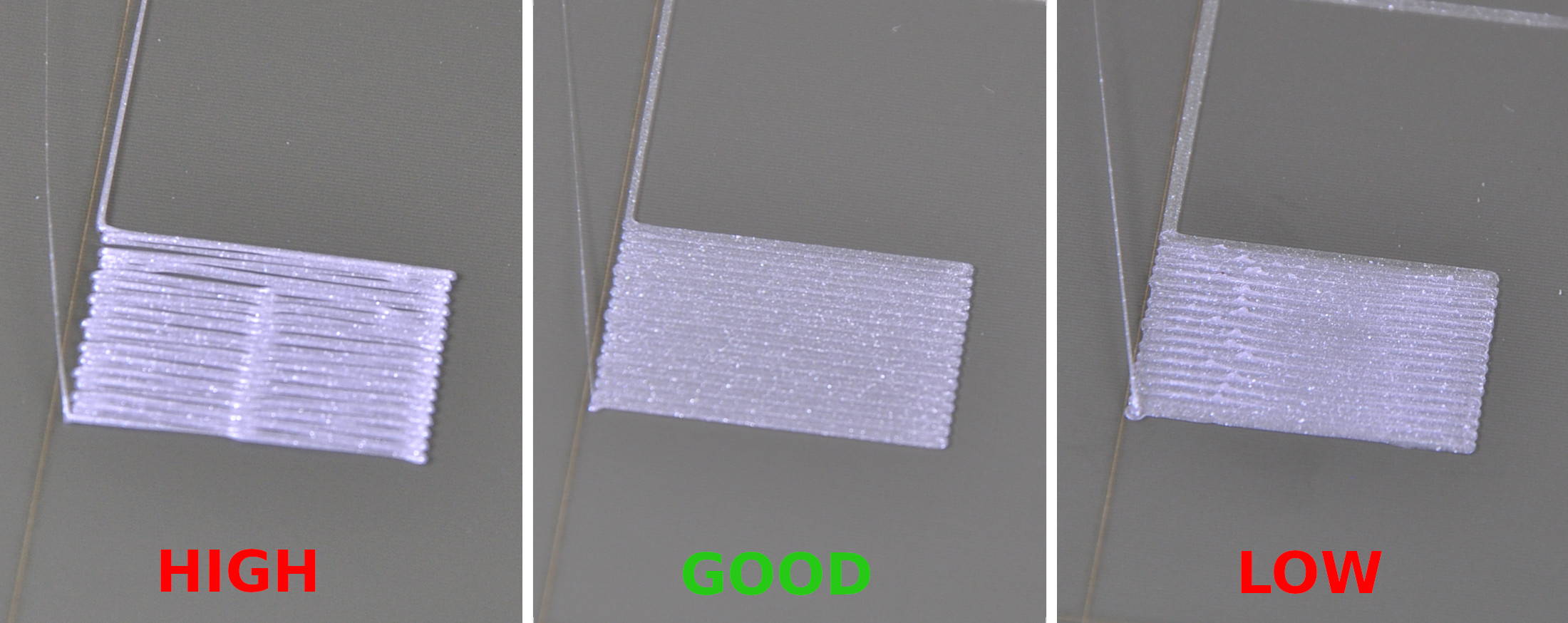

Piano testurizzato
I piani testurizzati sono più sottili rispetto ai piani con PEI liscio, quindi sarà necessario avvicinare un po' l'ugello, ma si ricerca lo stesso risultato che per il piano liscio. Nuovamente, se è impostato troppo basso (immagine a destra) il filamento più iniziare ad arricciarsi attorno ai bordi come se non aderisse. Il valore numerico sarà troppo lontano da zero e dovrà essere regolato.
Se impostata troppo in alto, si vedrà che la linea è rotonda e che ci sono degli spazi vuoti tra le linee del quadrato finale. In questo caso, il valore è troppo vicino a zero.

Dare un'occhiata all'ugello
Un singolo strato è di circa 0,2 mm / 0,00787402 pollici. Può essere utile anche dare un'occhiata all'ugello e alla sua distanza dal piano. Tuttavia, la misurazione dello strato stampato con il calibro non è un metodo raccomandato per calibrare il primo strato.

Quando eseguire la Calibrazione Primo Layer
In linea generale, la calibrazione primo layer andrebbe fatta ogni volta che si effettua una modifica importante all'assemblaggio. Ciò include la sostituzione dell'ugello, l'aggiornamento dell'estrusore o altri aggiornamenti su qualsiasi asse. Si dovrebbero inoltre eseguire tutte le calibrazioni se si sposta la stampante in un luogo diverso.
Altri problemi
- Se la larghezza dell’estrusione varia sulla sua lunghezza, è possibile che si debba fare qualche Correzione Livello Piano.
- Se l'ugello viene a contatto con il piano, il livellamento SuperPINDA/P.I.N.D.A. non viene attivato dalla piastra di acciaio flessibile e deve essere spostato fisicamente più in basso nel suo supporto. Questo lo porterà più vicino al livello della punta dell'ugello. Si dovrebbe fare in modo che sia regolato come indicato nella sezione Controllo finale nel manuale di assemblaggio. Se si sposta il sensore di livellamento bisogna eseguire nuovamente la calibrazione del primo layer.