Voici une liste de variables disponibles dans le langage macro G-Code personnalisé dans PrusaSlicer. Le langage macro est décrit en détail sur une page séparée.
Variables pour les options de configuration
Chaque option de configuration peut être utilisée dans tous vos G-Codes personnalisés et le modèle de nom de fichier de sortie. L'identifiant de la variable respective s'affiche dans une info-bulle lorsque vous survolez l'option de configuration dans les onglets de réglages :
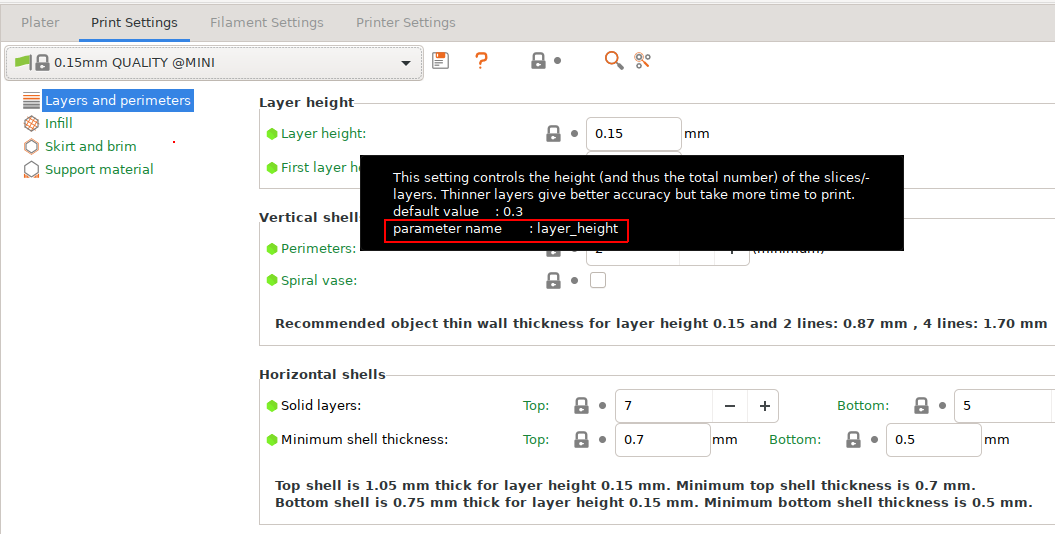
Par exemple, {layer_height} insérée dans un G-Code personnalisé se développerait en 0,15.
Variables disponibles dans tous les G-Codes personnalisés
Des variables supplémentaires sont disponibles dans tous les G-Codes personnalisés :
current_extruder
current_object_idx
day
filament_preset
first_layer_print_convex_hull
first_layer_print_max
first_layer_print_min
first_layer_print_size
has_single_extruder_multi_material_priming
has_wipe_tower
hour
initial_extruder
initial_tool
input_filename
input_filename_base
minute
month
num_instances
num_objects
physical_printer_preset
print_bed_max
print_bed_min
print_bed_size
print_preset
printer_preset
scale
second
timestamp
total_layer_count
total_toolchanges
year
Variables spécifiques au G-code personnalisés
Des variables supplémentaires ne sont disponibles que dans certains G-code personnalisés. Voir le tableau ci-dessous pour un aperçu.
| Changement d'outil | Avant changement de couche | Après changement de couche | Début de filament | Fin de filament | Fin | |
| next_extruder | ✓ | ✗ | ✗ | ✗ | ✗ | ✗ |
| previous_extruder | ✓ | ✗ | ✗ | ✗ | ✗ | ✗ |
| toolchange_z | ✓ | ✗ | ✗ | ✗ | ✗ | ✗ |
| max_layer_z | à partir de la ver. 2.6 | ✓ | à partir de la ver. 2.6 | à partir de la ver. 2.6 | ✓ | ✓ |
| layer_num | ✓ | ✓ | ✓ | à partir de la ver. 2.6 | ✓ | ✓ |
| layer_z | ✓ | ✓ | ✓ | à partir de la ver. 2.6 | ✓ | ✓ |
| filament_extruder_id | ✗ | ✗ | ✗ | à partir de la ver. 2.6 | ✓ | ✗ |
Format du nom de fichier de sortie FDM
Le langage macro peut être utilisé dans le champ Format du nom de fichier de sortie disponible dans Réglages d'impression -> Options de sortie. Dans ce contexte, vous pouvez utiliser toutes les variables de configuration plus les éléments suivants :
day
extruded_volume
filament_preset
hour
initial_extruder
initial_filament_type
initial_tool
input_filename
input_filename_base
minute
month
normal_print_time
num_extruders
num_instances
num_objects
num_printing_extruders
physical_printer_preset
print_preset
print_time
printer_preset
printing_filament_types
scale
second
silent_print_time
timestamp
total_cost
total_toolchanges
total_weight
total_wipe_tower_cost
total_wipe_tower_filament
used_filament
version
year
Format du nom de fichier de sortie SLA
Vous pouvez utiliser toutes les variables des options de configuration ainsi que les éléments suivants :
day
hour
input_filename
input_filename_base
minute
month
num_instances
num_objects
objects_used_material
print_time
scale
second
support_used_material
timestamp
total_cost
total_weight
version
year