La configuración de velocidad volumétrica máxima (MVS) es una de las funciones más potentes de PrusaSlicer. La configuración de MVS esencialmente crea un administrador para la cantidad máxima de filamento que el laminador intentará empujar a través del fusor de tu impresora 3D.
Esto les da a los usuarios de PrusaSlicer una gran ventaja. En lugar de intentar calcular un rango de velocidades para combinaciones de diferentes tamaños de boquillas, alturas de capa o anchos de extrusión, simplemente puede especificar las velocidades y los ajustes que desee y luego dejar que MVS regule las velocidades en el tiempo de corte cuando y solo si es necesario.
Velocidad volumétrica máxima = Altura de la capa × Ancho de extrusión × Velocidad
Se pueden establecer valores MVS independientes tanto en la Configuración de impresión como en Configuración de filamento. En tu perfil de impresión, normalmente tendrás un valor predeterminado completo basado en el hardware de su fusor. En los perfiles de filamento, puede ajustar MVS según sea necesario para tener en cuenta las características del filamento, p.ej. disminuirlo para los filamentos FLEX (para que no tenga que crear un nuevo perfil de impresión para filamentos flexibles, solo un perfil de filamento).
MVS en la configuración de impresión
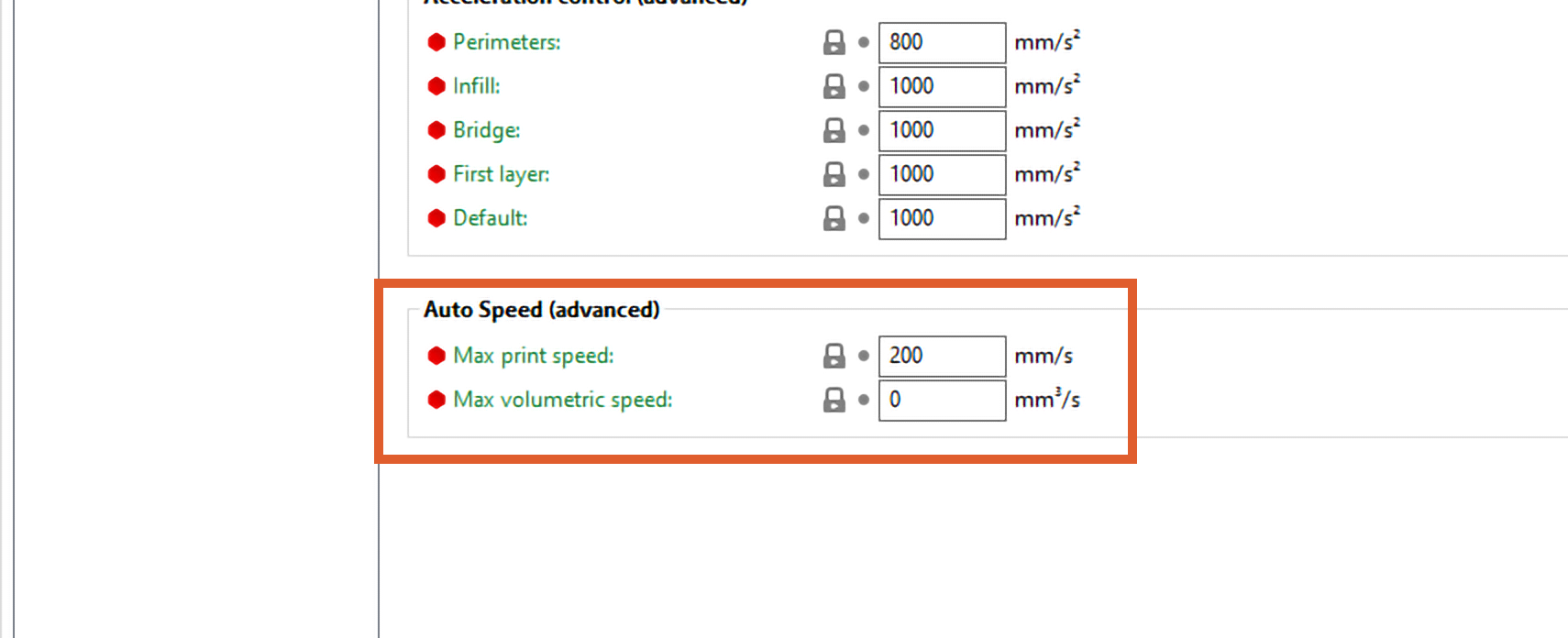
Configuración de impresión - Velocidad - Velocidad volumétrica máxima (Modo experto)
Este valor establece la velocidad volumétrica máxima general. Incluso si configuras el MVS en un valor más alto en la configuración del filamento, nunca excederá este valor.
MVS en la configuración del filamento
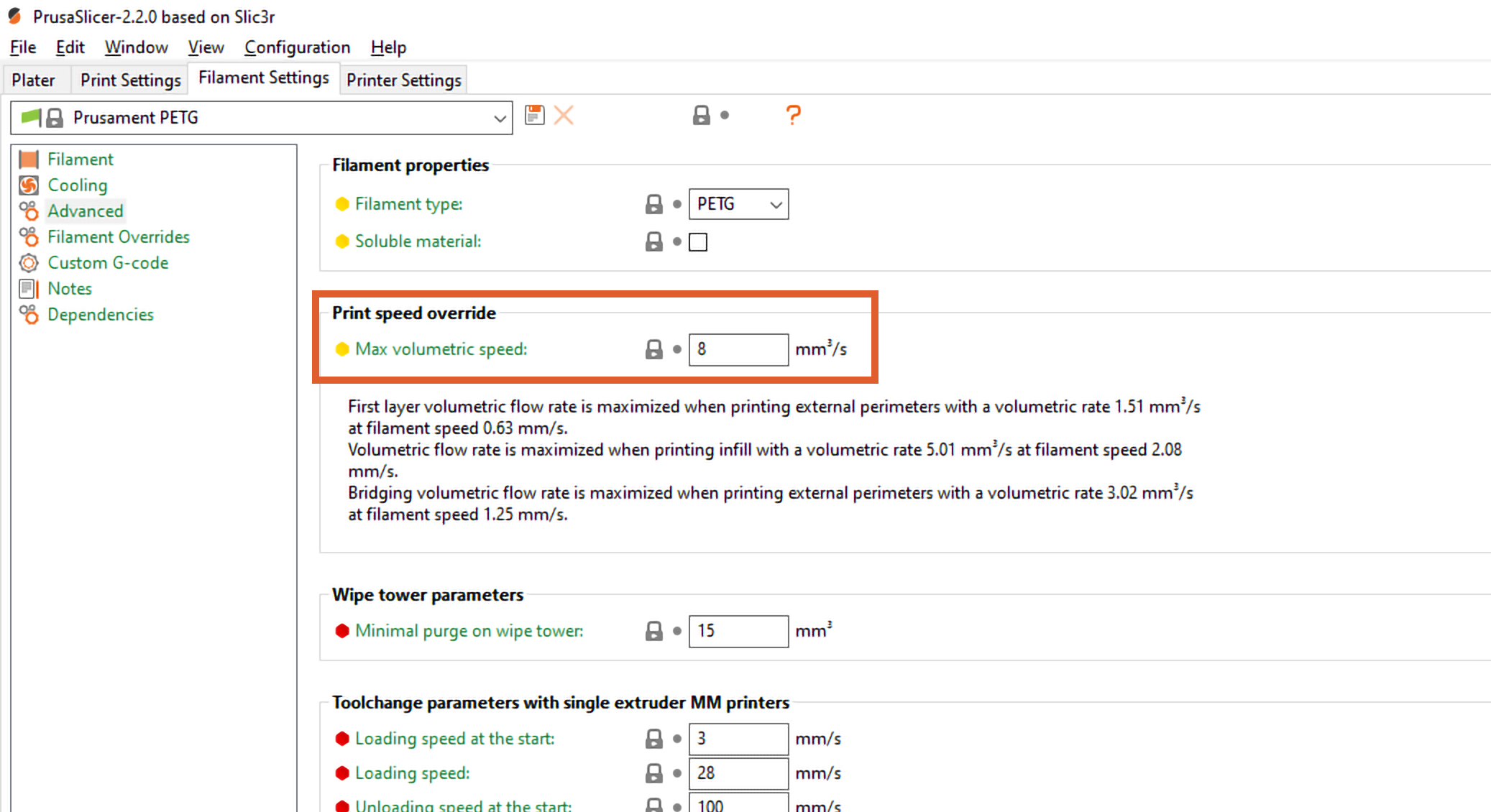
Configuración de filamento - Avanzado - Velocidad volumétrica máxima (Modo avanzado)
Este valor está limitado por MVS establecido en la configuración de impresión, sin embargo, puede anularlo a un valor más bajo.
Eligiendo el MVS
Filamentos
Los diferentes materiales de filamentos tienen diferentes características. La viscosidad, la rigidez y otros factores pueden reducir en gran medida el rendimiento efectivo.
Ejemplos:
| Filamento | Velocidad volumétrica máxima (aprox.) |
|---|---|
| PLA | 15 |
| ASA/ABS | 11 |
| PETG | 8 |
| BVOH/PVA (soportes solubles) | 4 |
| FLEX (TPU/TPE) | 1-2.5 |
Fusores
La velocidad volumétrica máxima general que debe usar depende de tu fusor. El hotend E3D V6 que se envía con la Original Prusa i3 MK3/S se anuncia con una velocidad de 15mm3/s. Un valor seguro que deja algo de espacio para una configuración imperfecta (tensión del rodillo, boquilla ligeramente atascada) de 11.5mm3/s es realista.
Si necesita empujar más filamento, será necesario un fusor más potente. El hotend Volcano de E3D aumenta esto a aproximadamente 25mm3/s, pero requiere modificar la impresora y el firmware. Otros diseños de fusor permiten velocidades de flujo aún mayores.
Diámetro de la boquilla
De manera intuitiva, puede parecer que el diámetro de la boquilla no debería afectar la cantidad máxima de plástico que el hotend puede calentar en un período de tiempo determinado. Sin embargo, con boquillas más grandes, puede aumentar ligeramente el MVS debido a la menor resistencia mecánica; básicamente, es un poco más fácil que el filamento sea empujado a través de la boquilla.
Y viceversa, con boquillas más pequeñas, tendrá que disminuir el MVS un poco.
Esta es una consecuencia del MVS que a menudo se pasa por alto. Cuando utiliza una boquilla de gran diámetro y una altura de capa muy alta, p.ej. Boquilla de 0.8mm y altura de capa de 0.5mm, de hecho, el MVS limitará tu velocidad de impresión. Eso es a menos que instale un fusor más potente en su impresora. Si observas en la vista previa que su velocidad está limitada por el MVS, puede intentar aumentar la temperatura de la boquilla y aumentar un poco el MVS. Sin embargo, puede que sea el momento de simplemente bajar la altura de la capa, obtendrás más detalles sin aumentar el tiempo de impresión porque la impresora podrá imprimir más rápido.
Vista previa del MVS
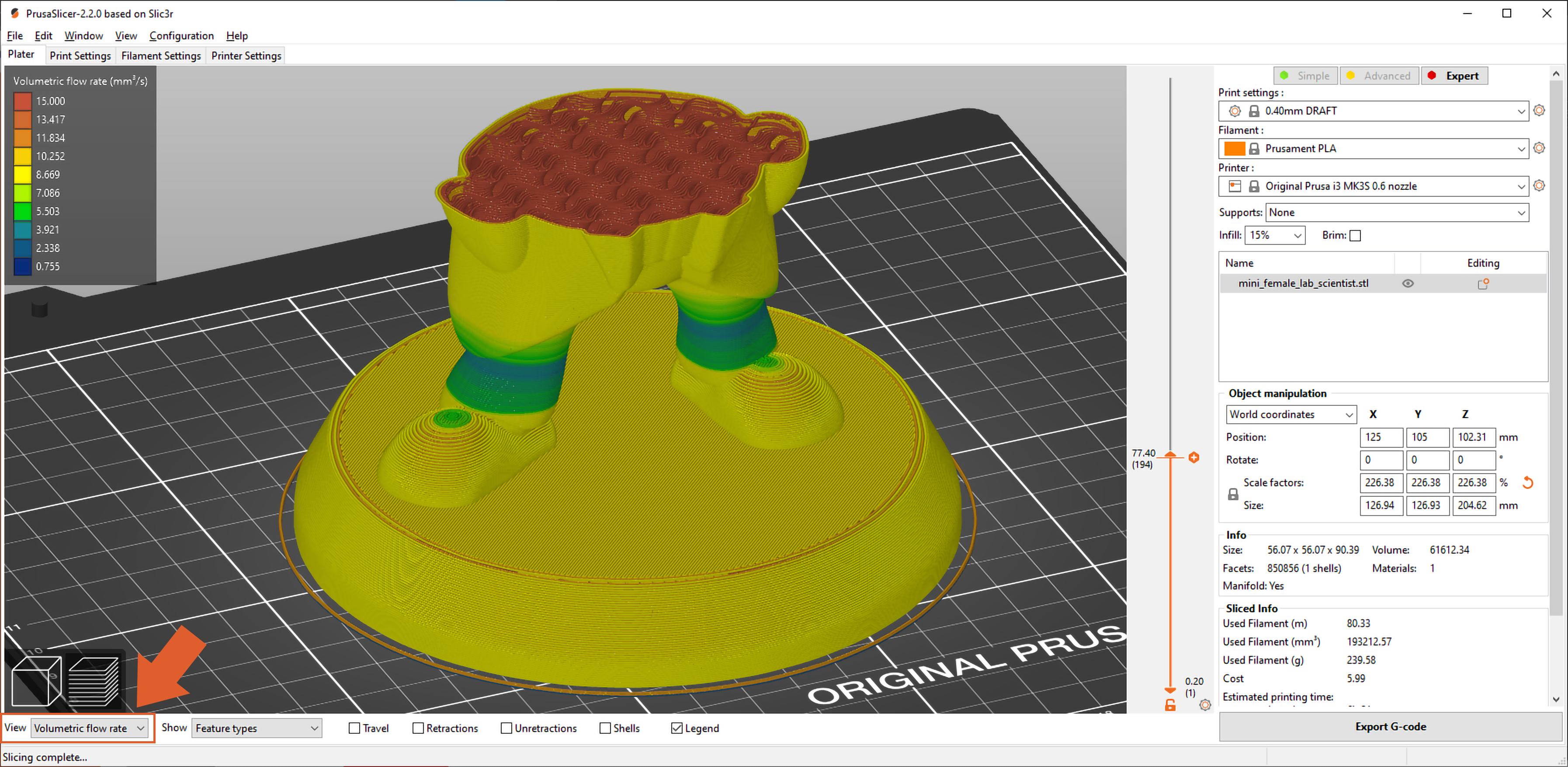
Una vez que lamines tu modelo, puedes cambiar el modo de vista previa a Tasa de flujo volumétrico usando el cuadro de selección en la esquina inferior izquierda.
En modelos más pequeños, notará que el MVS no te limita en absoluto. Del mismo modo, si imprimes con una altura de capa pequeña, lo más probable es que el MVS no lo limite.
Por otro lado, al imprimir modelos más grandes con alturas de capa altas, es posible que note que el MVS limite la velocidad, especialmente al imprimir relleno. Si la mayor parte de su modelo se imprime más lento debido al límite de MVS, considera reducir la altura de la capa, obtendrás más detalles "gratis".
Muchas gracias a Bob George por su ayuda en este artículo