Tan pronto como el plástico derretido sale de la boquilla, ya no está bajo el control preciso del sistema de extrusión. Hay dos problemas a considerar:
- La impresión siempre debe realizarse sobre una capa ya solidificada , de lo contrario, el plástico previamente extruido se moverá y distorsionará por la nueva capa
- Al imprimir voladizos o puentes, es importante congelar y solidificar el plástico en su lugar lo antes posible. De lo contrario, el filamento se hundirá.
La mayoría de las impresoras 3D vienen con un ventilador de impresión exclusivo. Al inyectar aire ambiente en el filamento extruido, el enfriamiento se puede mejorar drásticamente. Sin embargo, con algunos materiales, esto podría empeorar las cosas y provocar deformaciones o separación de capas. PrusaSlicer te permite ajustar la configuración de enfriamiento para cada filamento.
Mantener el ventilador siempre encendido
El ventilador de impresión siempre mantendrá al menos una velocidad mínima. Esta configuración suele estar activada para la mayoría de los materiales con la excepción de ABS, ASA, PC, y algunos flexibles.
abilitar el enfriamiento automático
Cuando está habilitado, el ventilador de enfriamiento y la velocidad de impresión cambiarán durante la impresión según los siguientes ajustes. Una descripción de texto a continuación se actualizará con cada cambio de cualquier configuración de enfriamiento y explicará en detalle el comportamiento de enfriamiento resultante.
Cuando está desactivado, el ventilador de impresión funcionará a una velocidad fija durante todo el tiempo definido por Velocidad del ventilador - Mín. con la excepción de los puentes, que aún se pueden definir mediante Velocidad del ventilador de puentes.
Configuración del ventilador
Velocidad del ventilador
Puedes ajustar la velocidad del ventilador Mínima y Máxima como porcentaje de las RPM máximas del ventilador.
El valor Máximo se utilizará cuando el tiempo de impresión de la capa esté por debajo del valor Disminuir si el tiempo de impresión de la capa está por debajo de.
El valor Mínimo se utilizará cuando el tiempo de impresión de la capa sea superior al valor Habilitar ventilador si el tiempo de impresión de la capa es inferior a.
Si el tiempo de impresión de la capa está entre estos dos valores, la velocidad del ventilador funcionará proporcionalmente a una velocidad entre el valor Mín. y Máx.
Esto puede parecer un poco confuso, pero puede usar la descripción de texto de actualización en vivo que se encuentra arriba de la Configuración del ventilador, que con suerte aclarará todo. Intenta cambiar los valores y verás cómo cambia la descripción.
Velocidad del ventilador para puentes
Anula la velocidad del ventilador con el valor establecido al imprimir puentes y voladizos. Normalmente, establecerá esto en un valor más alto en comparación con la impresión normal.
Desactivar el ventilador para las primeras X capas
Normalmente, no es necesario enfriar la primera capa, ya que se coloca sobre una superficie plana. Con muchos filamentos, es posible que desees omitir el enfriamiento para algunas primeras capas más (generalmente entre 1 y 5) para evitar que se deforme y se desprenda la impresión de la cama de impresión, lo que inevitablemente conduciría a una impresión arruinada.
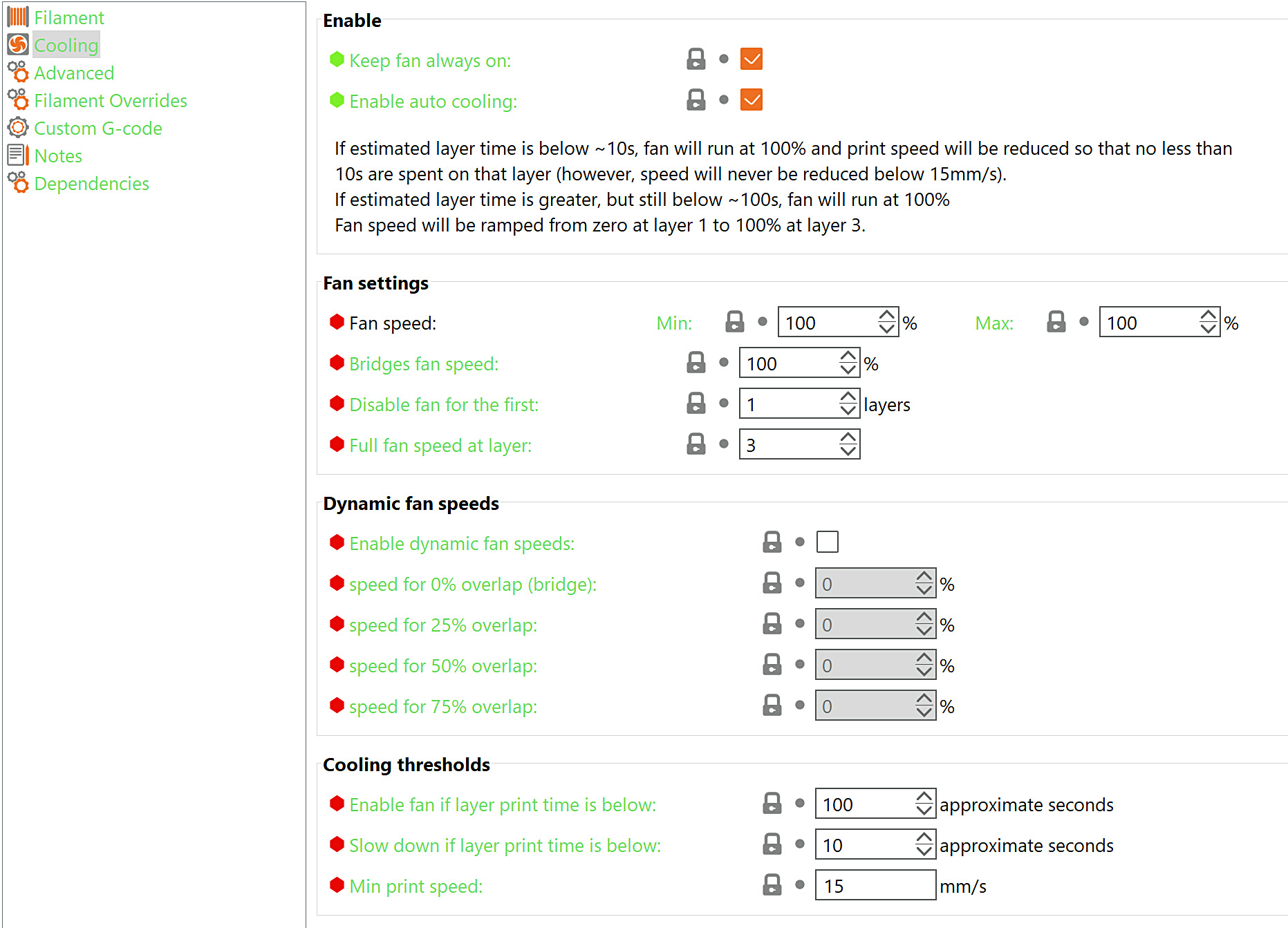
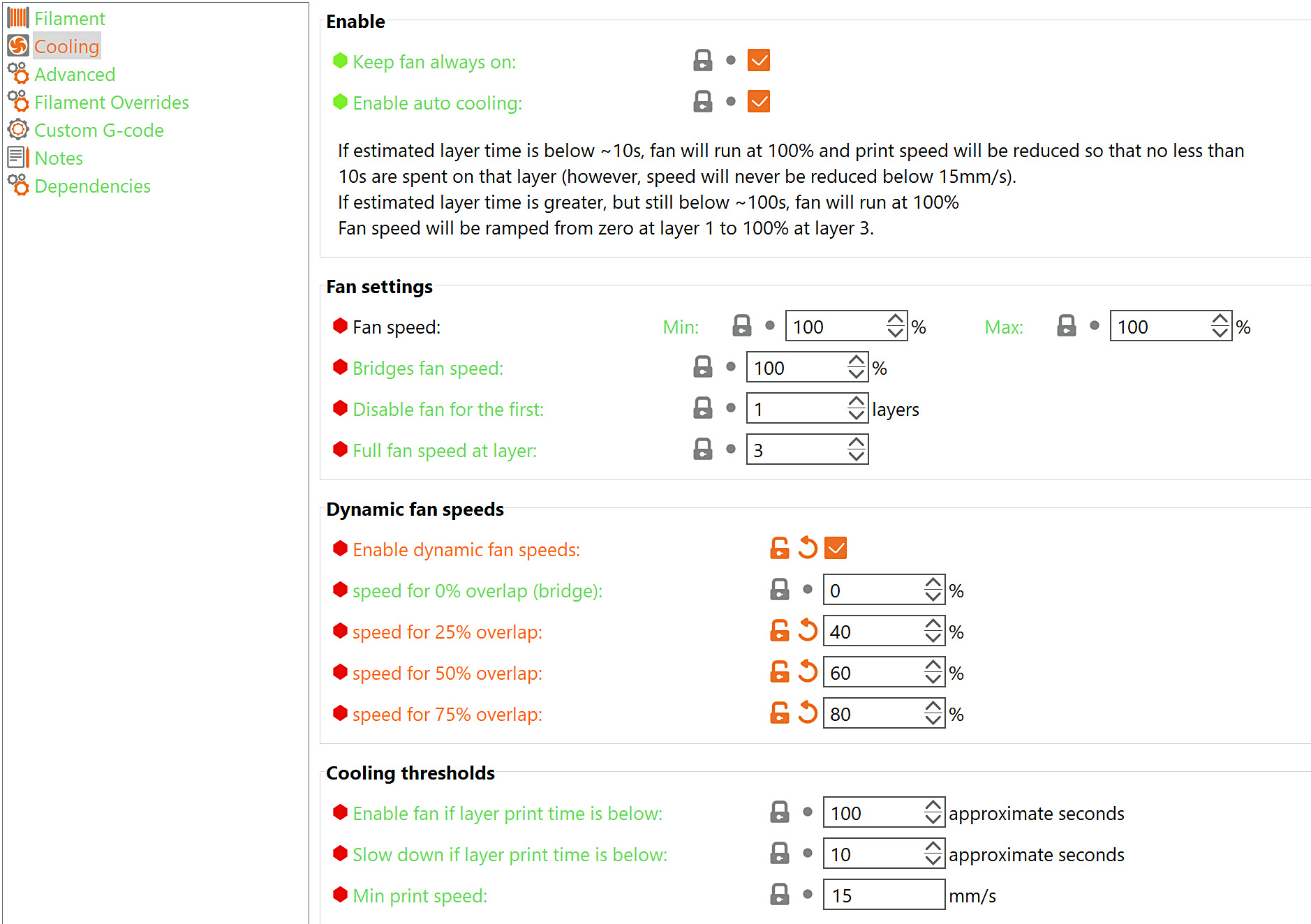
Velocidades dinámicas del ventilador
El ajuste activa y controla la velocidad dinámica y variable del ventilador en función del porcentaje de solapamiento.
El porcentaje de solapamiento representa el solapamiento de la extrusión con la capa anterior. Un solapamiento del 100% es un solapamiento completo (sin saliente), mientras que un solapamiento del 0% representa un saliente completo (extrusión flotante, puente).
Los valores de velocidad del ventilador de entrada representan el porcentaje de las RPM máximas del ventilador.
Las velocidades del ventilador para los tamaños de voladizo intermedios se calculan mediante interpolación lineal.
Umbrales de enfriamiento
Habilitar ventilador si el tiempo de impresión de la capa es inferior a
Si el tiempo de impresión de la capa se estima por debajo de este número de segundos, el ventilador de impresión se activará y su velocidad se calculará interpolando entre la velocidad mínima y máxima.
Disminuir si el tiempo de impresión de la capa está por debajo de
Si el tiempo de impresión de la capa se estima por debajo de este número de segundos, la velocidad de los movimientos de impresión se reducirá para extender la duración a este valor. La ralentización se realiza escalando las velocidades de impresión, por lo que algunos movimientos seguirán siendo más rápidos que otros.
Velocidad de impresión mínima
La velocidad mínima a la que PrusaSlicer reducirá las velocidades. La impresión a velocidades extremadamente bajas durante períodos de tiempo prolongados puede provocar problemas como la pérdida de calor.
Ten en cuenta que si aumenta demasiado este valor, puede invalidar parcialmente el tiempo de capa mínimo establecido por Disminuir si el tiempo de impresión de la capa está por debajo de. Porque incluso al imprimir a esta velocidad mínima, el tiempo de capa puede ser más corto que el valor establecido.