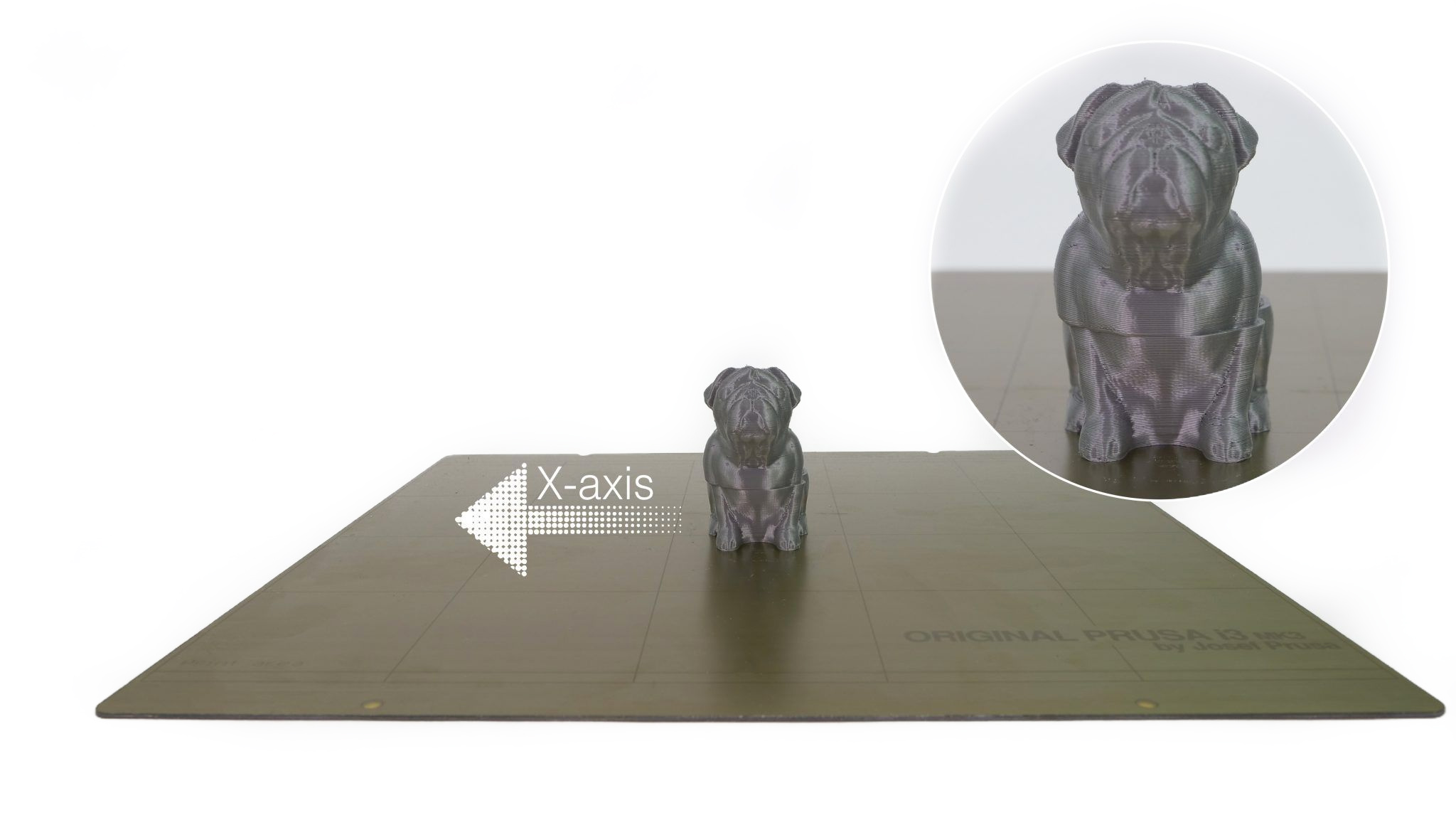
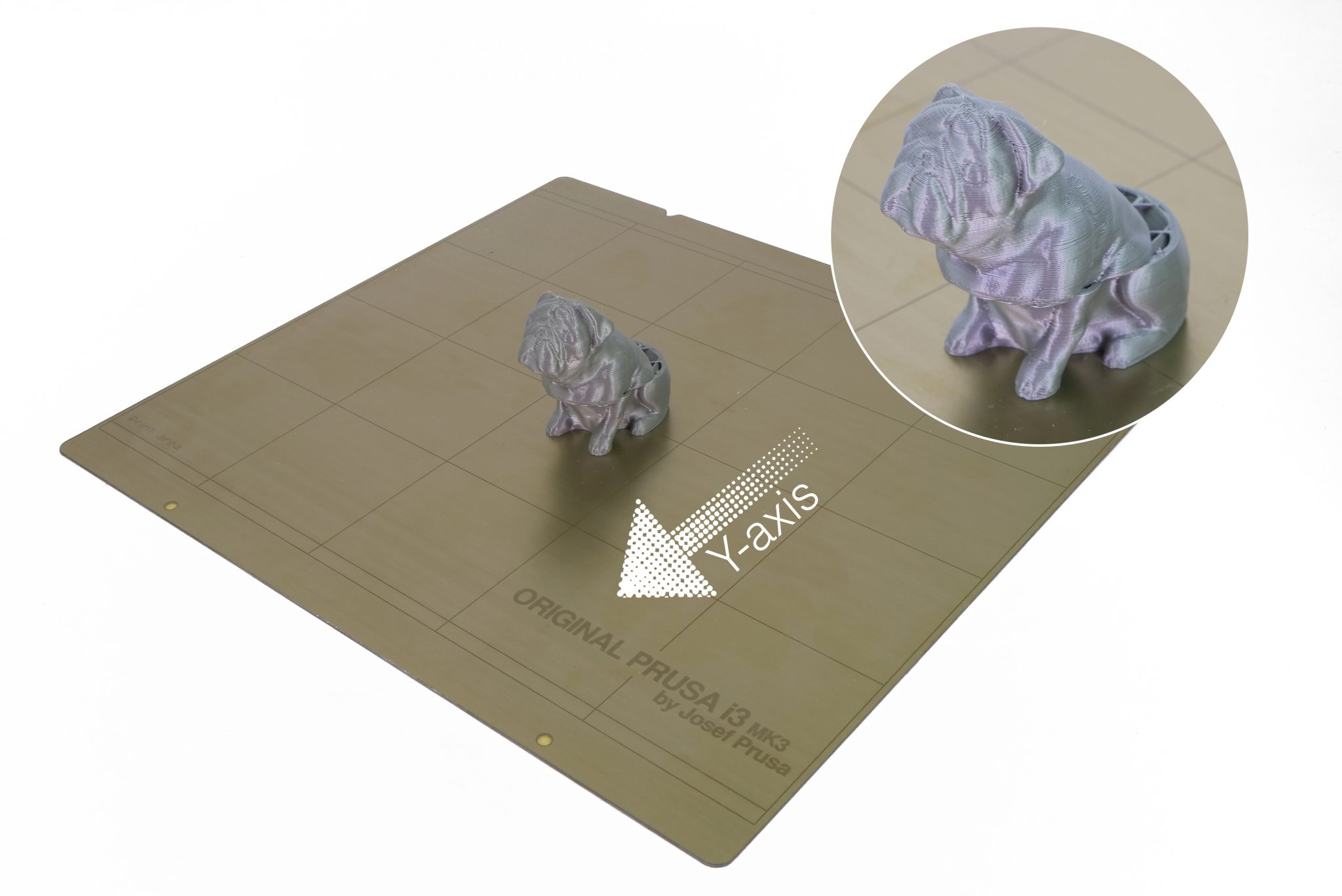
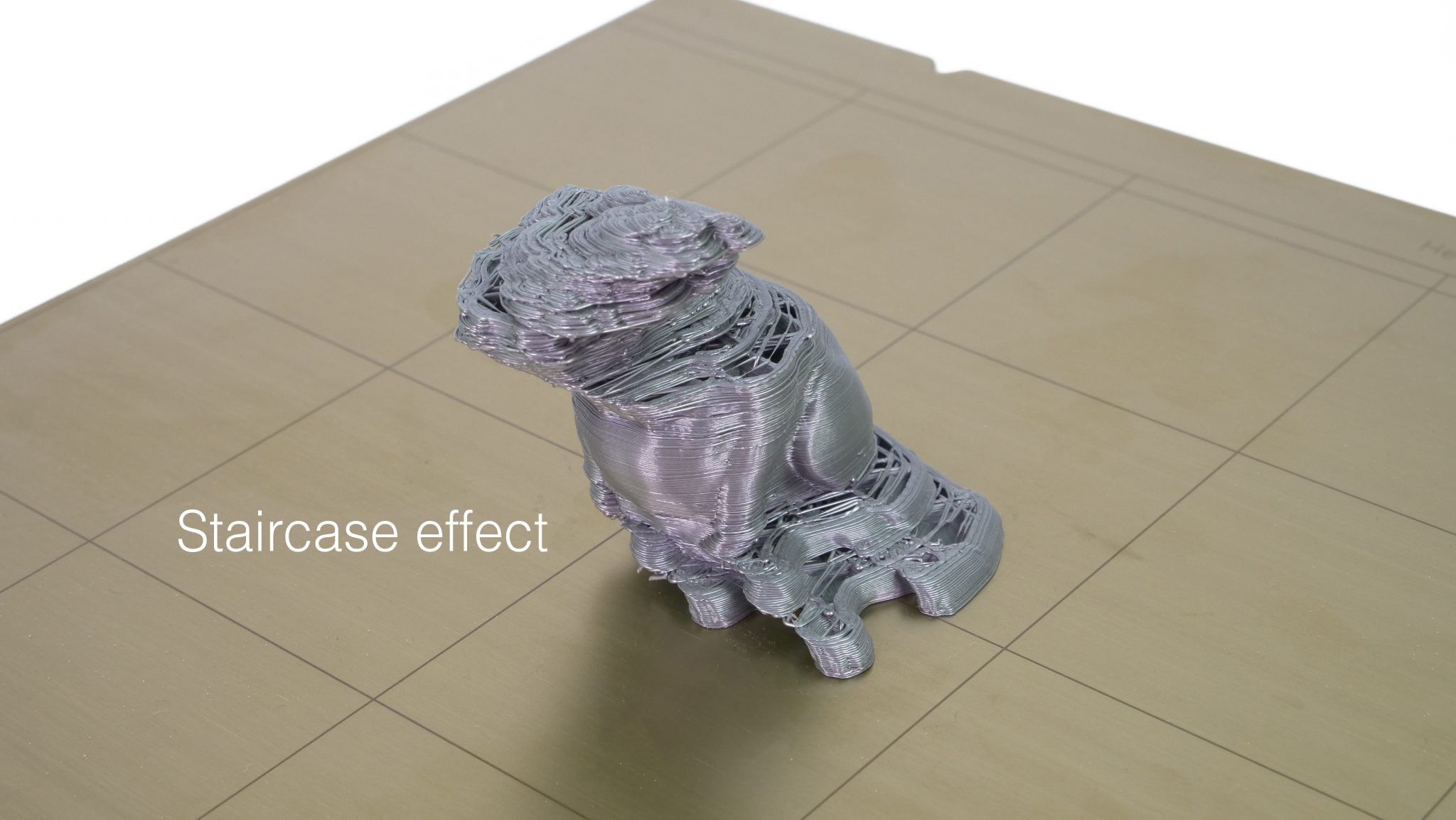
El desplazamiento de capas es un problema de impresión, que hace que las capas del objeto impreso se desplacen de sus posiciones deseadas. Por lo general, se asocia con un movimiento anormal del eje X y/o del eje Y, lo que hace que el cabezal del extrusor se desalinee a mitad de la impresión.
Para solucionar el problema correctamente, es crucial reconocer en qué eje se desplazaron las capas. Mira las tres fotos a continuación que muestran tres tipos diferentes de desplazamientos de capa. La solución del problema en sí es la misma para ambos ejes.
Para las Prusa i3
Comprueba el modo de energía de tu impresora
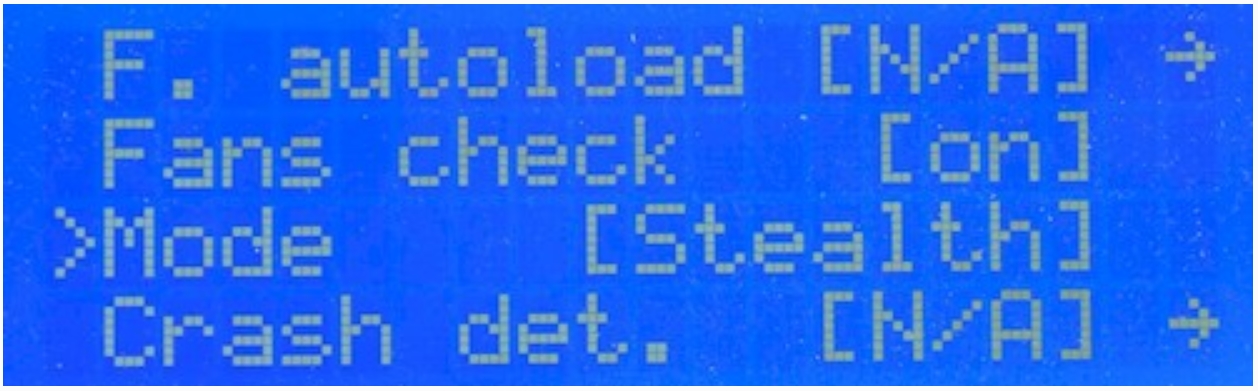
Prueba la impresora en modo Normal en lugar de en modo Stealth. Puedes cambiar el modo de energía en elmenú LCD ->Configuración ->Modo. El modo silencioso es perfecto para piezas pequeñas y simples. Para impresiones más grandes o más complejas, se recomienda el modo Normal. Además, ten en cuenta que en el modo Stealth, la función de detección de choques no está disponible.
Asegúrate de que el extrusor y la base calefactable se puedan mover libremente
Asegúrate de que no haya obstrucciones en el camino del extrusor o de la base calefactable y sus rodamientos. Por ejemplo, puede haber un trozo de filamento pegado alrededor de la correa (generalmente alrededor de la polea del eje Y) de impresiones anteriores.
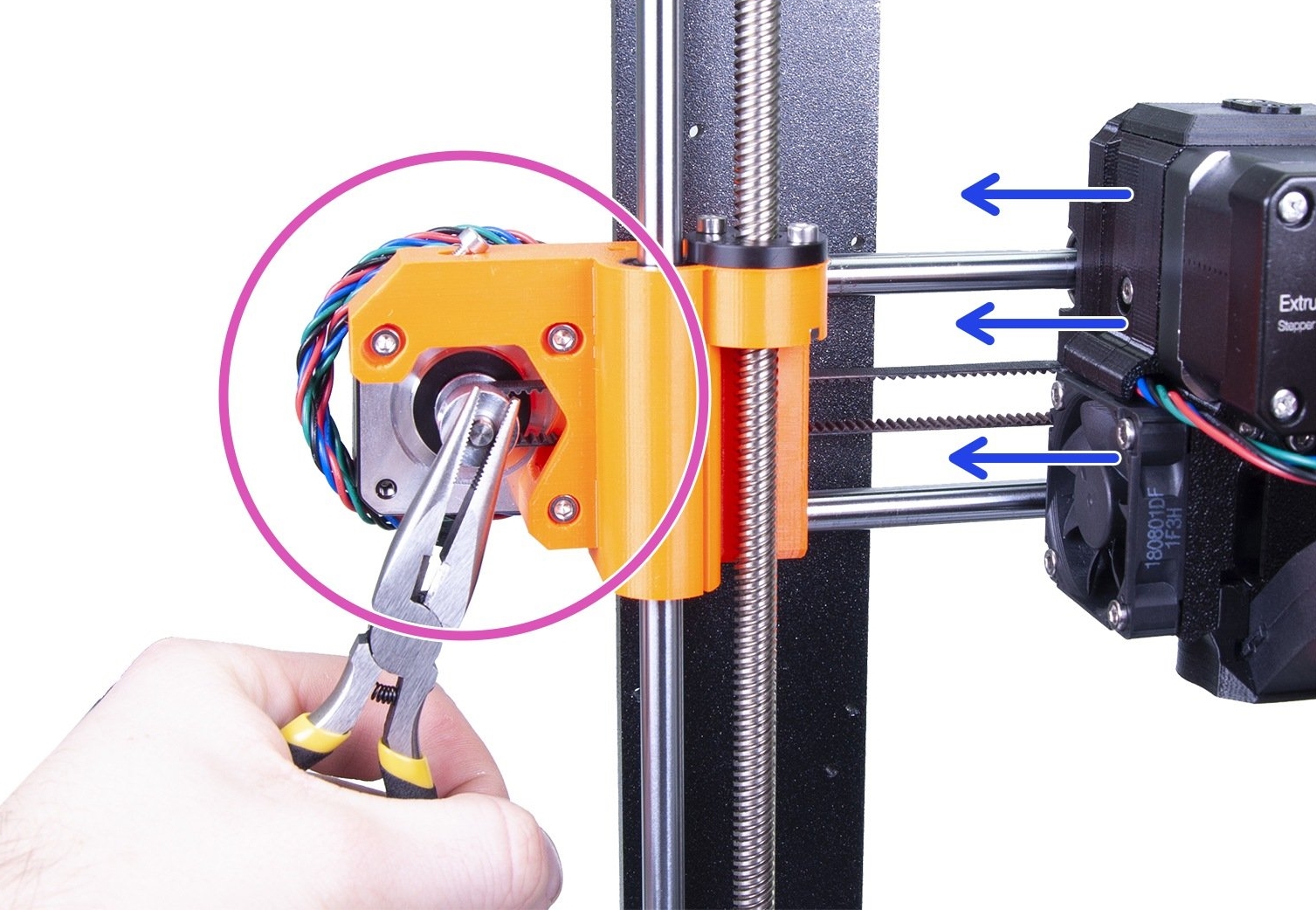
Otro caso de obstrucción es cuando las bridas u otra pieza del mazo de cables del extrusor no están dispuestas de acuerdo con . Si los cables tropiezan con el marco antes de que lo haga el cuerpo del extrusor (si es una MK3) o antes de que lo haga el tope X (si es una MK2/S o un MK2.5), la impresora detecta una posición final inexacta. Mira la foto a continuación y asegúrate de que los cables estén dispuestos en consecuencia.
Además, comprueba que las varillas lisas no tienen rayones profundos y que los cojinetes están lubricados correctamente. Según nuestros probadores, el mejor lubricante es una grasa blanda y homogénea con aditivos de litio, como la GLEIT-µ HF 400. Otro buen lubricante es el Mogul LV 2-EP. En general, Super-lube o cualquier otra grasa multiusos también servirá.
Comprueba los motores y poleas de sus ejes X/Y
Asegúrate de que el motor X e Y estén apretados en el soporte del motor, que la polea (flechas naranjas en la imagen de abajo) esté asegurada en el eje del motor y alineada con la polea en el extremo opuesto, y que la polea pueda moverse libremente. Ambos tornillos prisioneros deben estar apretados, uno de ellos debe apretarse contra la parte plana del eje del motor. Una polea suelta suele ser la causa principal de los cambios de capa de escalera.
Ambas poleas en ambos ejes también deben estar alineadas, lo que significa que la polea del motor debe estar bien centrada y la correa debe moverse en línea recta, sin moverse de derecha a izquierda mientras la polea está girando.
Comprueba la tensión de las correas
Comprueba latensión de tus correas. Si tienes una MK3 o MK3S, comprueba los números del estado de la correa a través delmenú LCD ->Soporte ->Estado de la correa. Los valores no deben estar por debajo de 240 ni por encima de 300, pero no existe un valor ideal único. El número no representa ninguna magnitud.
- Si su valor está pordebajo(o cerca de) 240, debes aflojar la correa
- Si su valor essuperior(o cercano a) 300,necesitas apretar la correa
- Los valores se actualizan cada vez que ejecuta el selftest o la prueba de la correa en elmenú LCD ->Calibración ->Prueba de la correa.
Los modelos MK2.5S, MK2.5 e inferiores no tienen la opción de estado de la correa. La pista que podemos darte es que la correa debe sonar más o menos como una cuerda de bajo grave cuando se pulsa. Debería ser posible pellizcar los dos lados con el pulgar y el índice, pero deberías sentir un poco de resistencia.
Utiliza la técnica descrita en del manual de montaje para probar si la polea está correctamente apretada y si la correa no está demasiado floja. Sujeta el eje del motor del eje X con unos alicates (aprovecha la parte plana del eje) e intenta moverlo con el extrusor. Se puede aplicar el mismo procedimiento para probar la polea y la correa del eje Y.
Geometría de la impresión y configuración
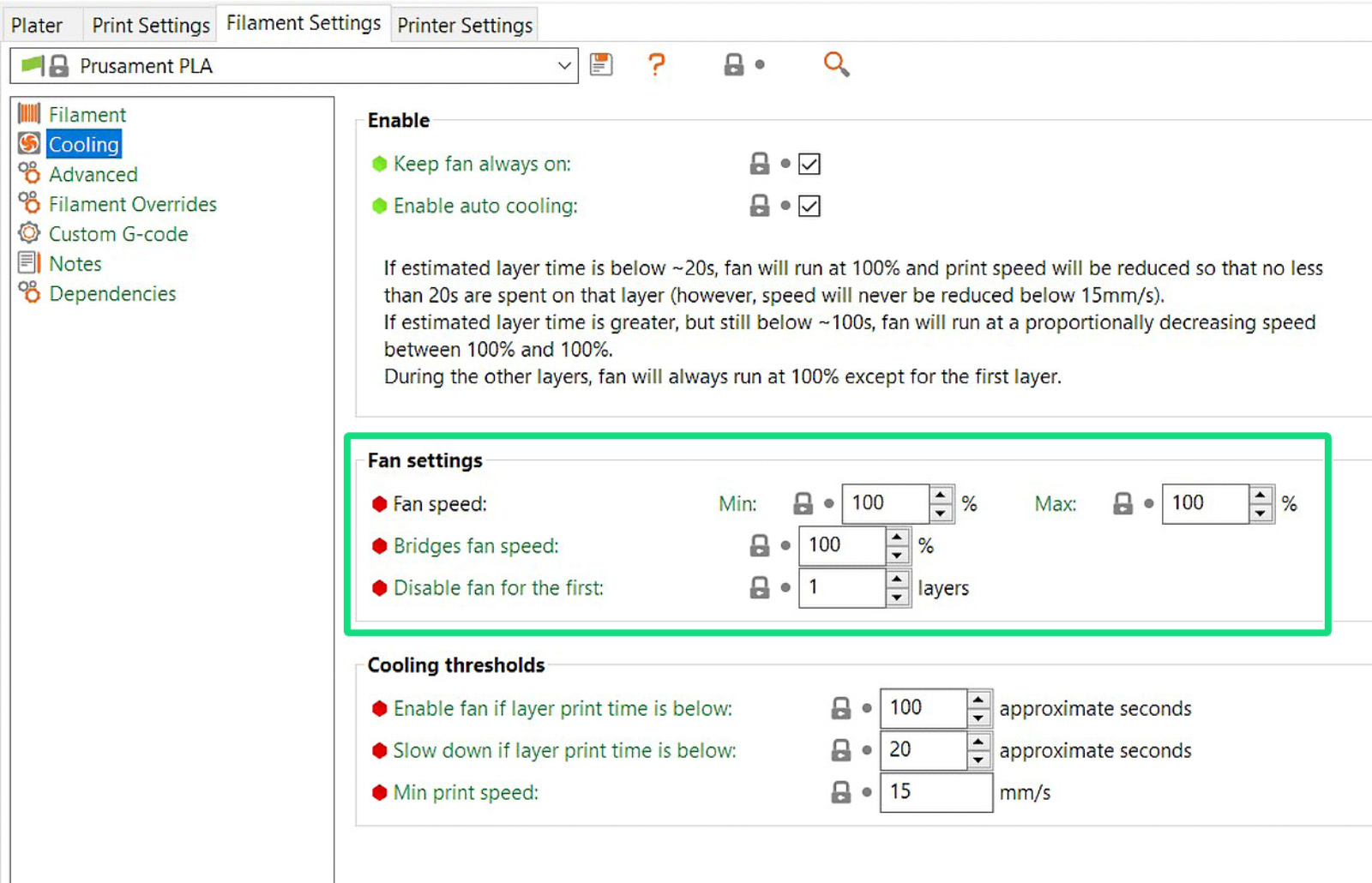
Las piezas con voladizos generalmente son más difíciles de imprimir. Algunos voladizos pueden incluso deformarse hacia arriba durante la impresión y la boquilla podría chocar con ellos. Lo mismo puede suceder en algunos casos si escoges un porcentaje de relleno demasiado pequeño al laminar el modelo 3D. Para evitar que la impresión sobresalga, puedes laminar la pieza (consulta nuestro artículo sobre ). También puedes intentar aumentar la velocidad del ventilador de impresión o aumentar la distancia Z-hop en PrusaSlicer. Velocidad del ventilador de impresión se encuentra en Configuración de filamento ->Enfriamiento y distancia Z-hop en Configuración de impresora ->Extrusor 1.
Prusa MINI
Comprueba la velocidad de tu impresora.
Al imprimir objetos grandes, se recomienda reducir la velocidad de impresión. Durante una impresión, ves alMenú LCD ->Sintonizar ->Ajustar y reduce el número.
Revisa las correas X/Y.
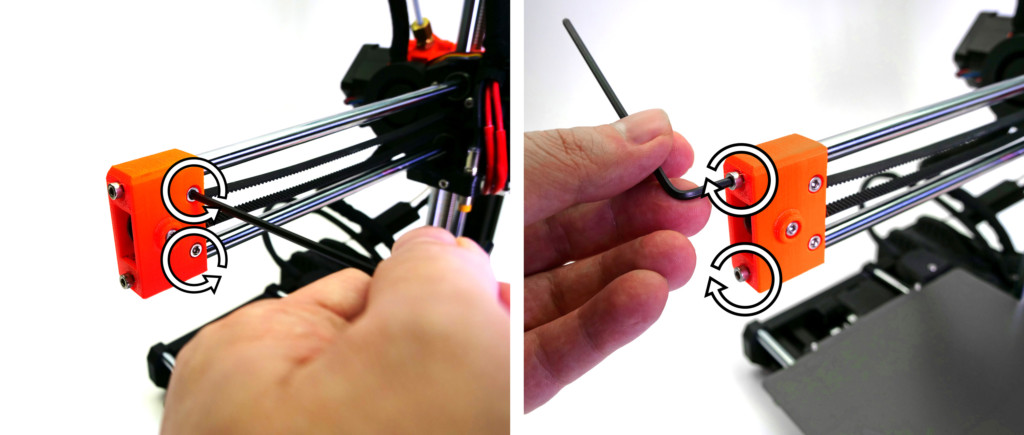
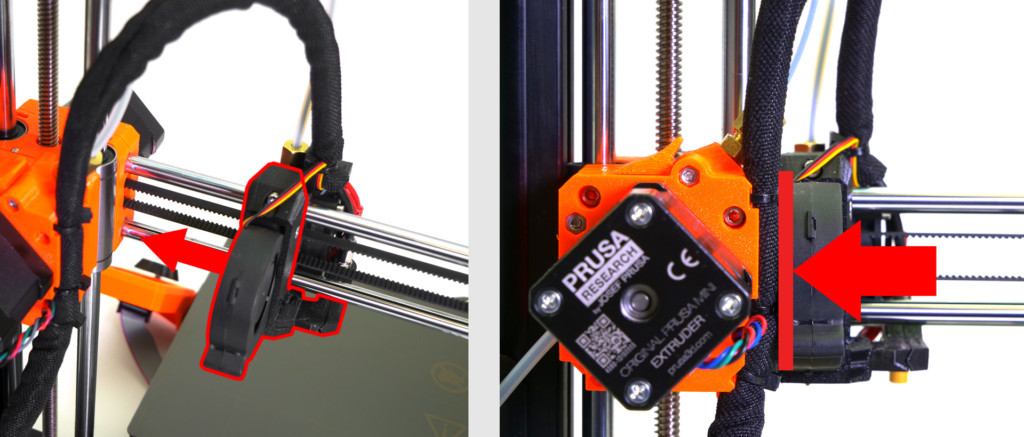
Asegúrate de que las correas estén bien apretadas. Las correas deben estar lo suficientemente ajustadas para que suenen como una nota grave cuando se pulsan. Si las correas están flojas, apriétalas primero: primero, afloja los dos tornillos como se muestra a continuación. Luego, aprieta los dos tornillos en el extremo del eje X. Van directamente contra las varillas de metal, por lo que cuanto más apretadas están, más se mueve la pieza de plástico. Una vez que hayas terminado, vuelve a apretar los dos primeros tornillos para fijar la pieza en su lugar.
Comprueba las poleas de los ejes X/Y.
Ambas poleas en ambos ejes también deben estar alineadas, lo que significa que la polea del motor debe estar bien centrada y la correa debe estar perfectamente recta. Comprueba que la correa del eje X no roza las piezas impresas.
Asegúrate de que nada esté bloqueando el movimiento de su eje: comprueba si hay obstrucciones en la trayectoria de los cojinetes o cualquier posible resto de impresiones anteriores pegado alrededor de la correa (generalmente alrededor de la polea del eje Y).
Polea suelta de la correa del eje X/Y
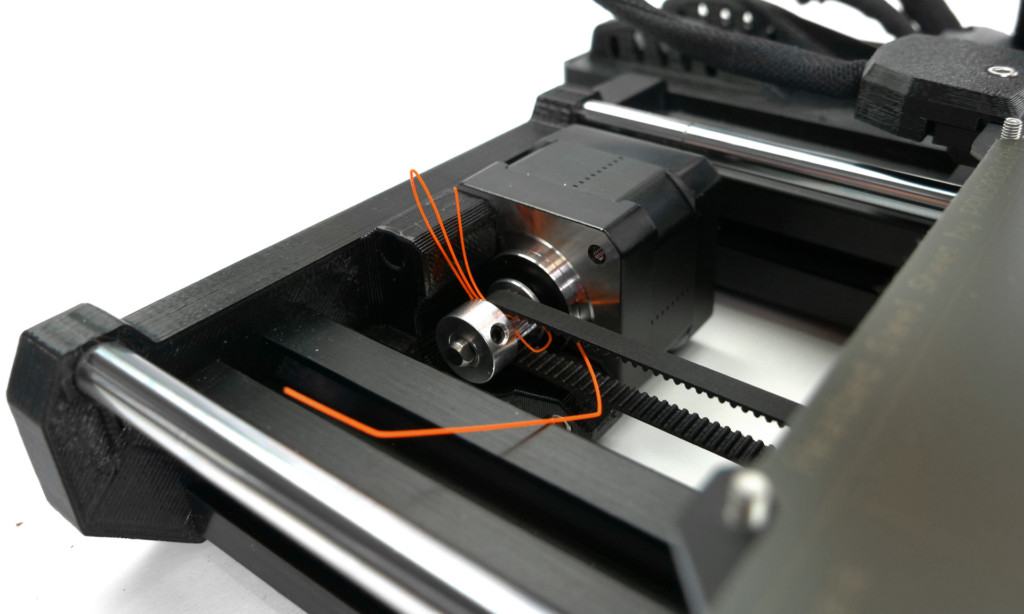
Si el tornillo de ajuste de la polea de la correa se aflojó o no estaba asegurado en el lado plano del eje del motor, puede resbalar y causar problemas con el eje que no se mueve perfectamente en conjunto con la rotación del motor.
Se puede acceder fácilmente al tornillo de fijación para el eje Y, ya que está debajo de la base, pero el eje X es un poco más complicado. Puedes acceder al tornillo de fijación para el eje X a través de un orificio en la parte superior del extrusor (imagen de abajo). No podrás ver si el tornillo de fijación está alineado con el lado plano de la varilla del motor y apretarlo solo será una solución temporal, pero es una excelente manera de saber si este es el problema y lo que necesitas desmontar.
Si solo ves metal brillante en el orificio, debes girar el motor para revelar el tornillo de fijación. Aunque esté suelto, se moverá un poco con la rotación del motor, dejando al descubierto el tornillo. Accede a Configuración ->Mover eje ->Mover X, en el menú LCD, y gira el dial para hacer girar el motor.
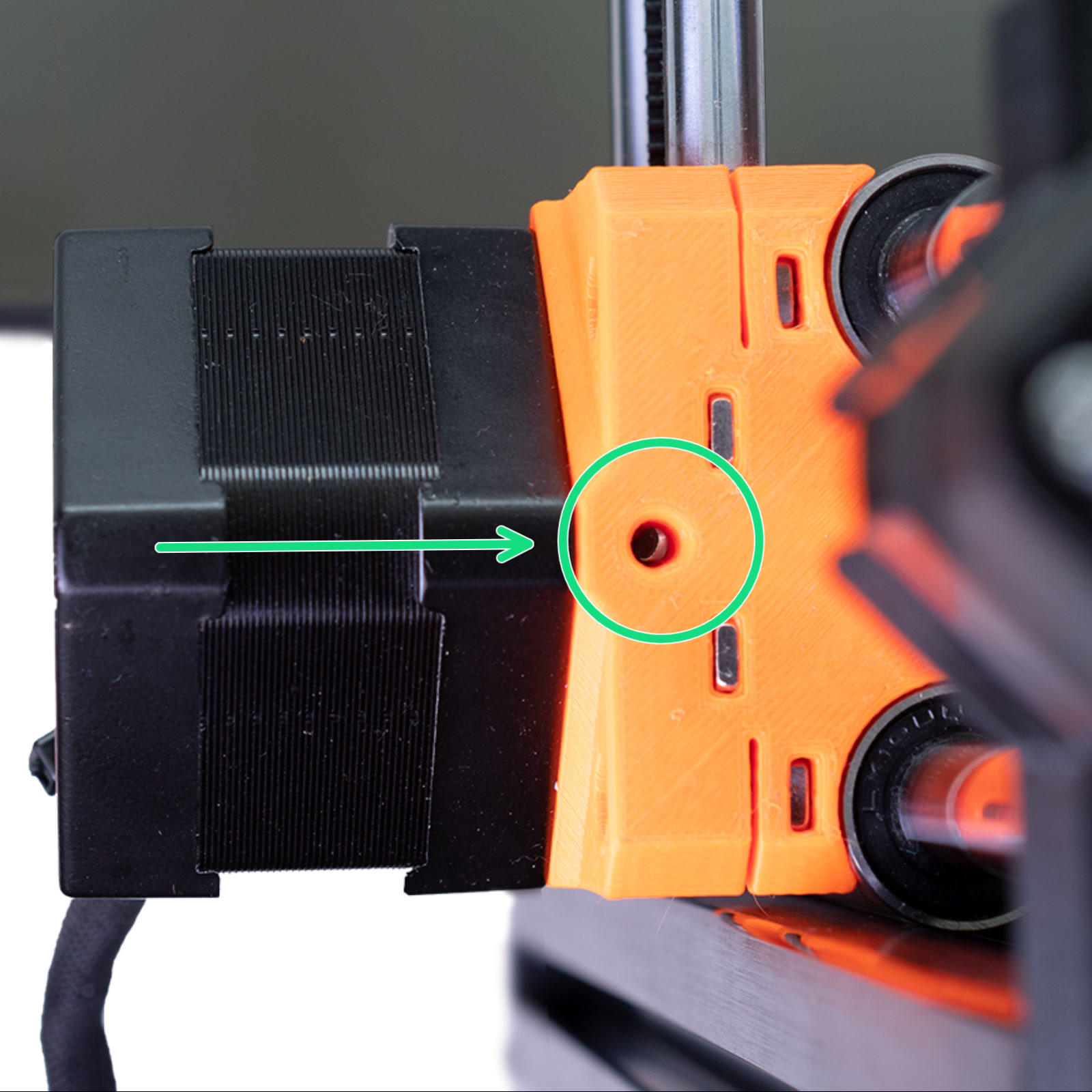 |
| Utiliza una llave Allen de 2 mm para apretar el tornillo de ajuste de las poleas. |
Movimiento libre del eje
Asegúrate de que el cabezal de impresión (la parte que se mueve a lo largo del eje X) pueda moverse libremente en todo el rango. Especialmente el mazo de cables conectado al extrusor no debe evitar que el cabezal de impresión alcance el final del eje.
Además, comprueba que las varillas lisas no están rayadas y que los cojinetes están lubricados correctamente. Según nuestros probadores, el mejor lubricante es una grasa blanda y homogénea con aditivos de litio, como la GLEIT-µ HF 400. Otro buen lubricante es el Mogul LV 2-EP. En general, Super-lube o cualquier otra grasa multiusos también servirá.
¿Nada de esto resolvió el problema?
No te preocupes, al menos has comprobado algunas de las partes más importantes de la impresora y ahora puedes estar seguro de que están bien. Intenta imprimir uno de los archivos que estaban en la tarjeta SD cuando la utilizaste por primera vez. Si los has eliminado, prueba con , o .
En la MK3(S):También puedes intentar desactivar la Detección de colisiones (Menú LCD ->Configuración ->Det. Colisión [on/off] o, durante el menú LCD de impresión ->Ajustar ->Detección de colisiones). También suele ser útil si reduces la velocidad de impresión (en PrusaSlicer o bien durante la impresión girando el dial en sentido antihorario).