Durante el transporte, el montaje o el mantenimiento (como ajustar la tensión de la correa) la impresora puede quedar ligeramente desviada, donde un eje puede no ser perpendicular (ángulo de 90 grados) a otro. El firmware compensa alguna desviación, pero lo mejor es tener el hardware cuadrado desde el principio.
Aquí no utilizaremos ninguna herramienta especial, sólo las piezas de la impresora y tus ojos. No se necesitan herramientas de ingeniería avanzadas, como las galgas de espesores o la escuadra de mecanizado. Sin embargo, el orden en el que compruebes y hagas cualquier ajuste es crucial ya que estarás cuadrando la máquina contra sí misma.
Procedimiento
Comprobaremos la altura de la boquilla por encima de la bancada después del homing en diferentes posiciones de los ejes X e Y en la bancada. Lo haremos para un eje a la vez y realizaremos las correcciones necesarias entre cada prueba. No se desvíe del orden indicado a continuación.
Inspeccionaremos y corregiremos la impresora en el siguiente orden:
- Comprobaciones iniciales
- Eje Y
- Eje YZ
- Eje XZ
Comprobaciones iniciales
Comprueba lo siguiente:
- Las varillas lisas del eje X se introducen hasta las piezas de plástico del extrusor (imagen izquierda). Las partes del extremo X y del extrusor tienen agujeros de inspección para comprobar (círculo verde).
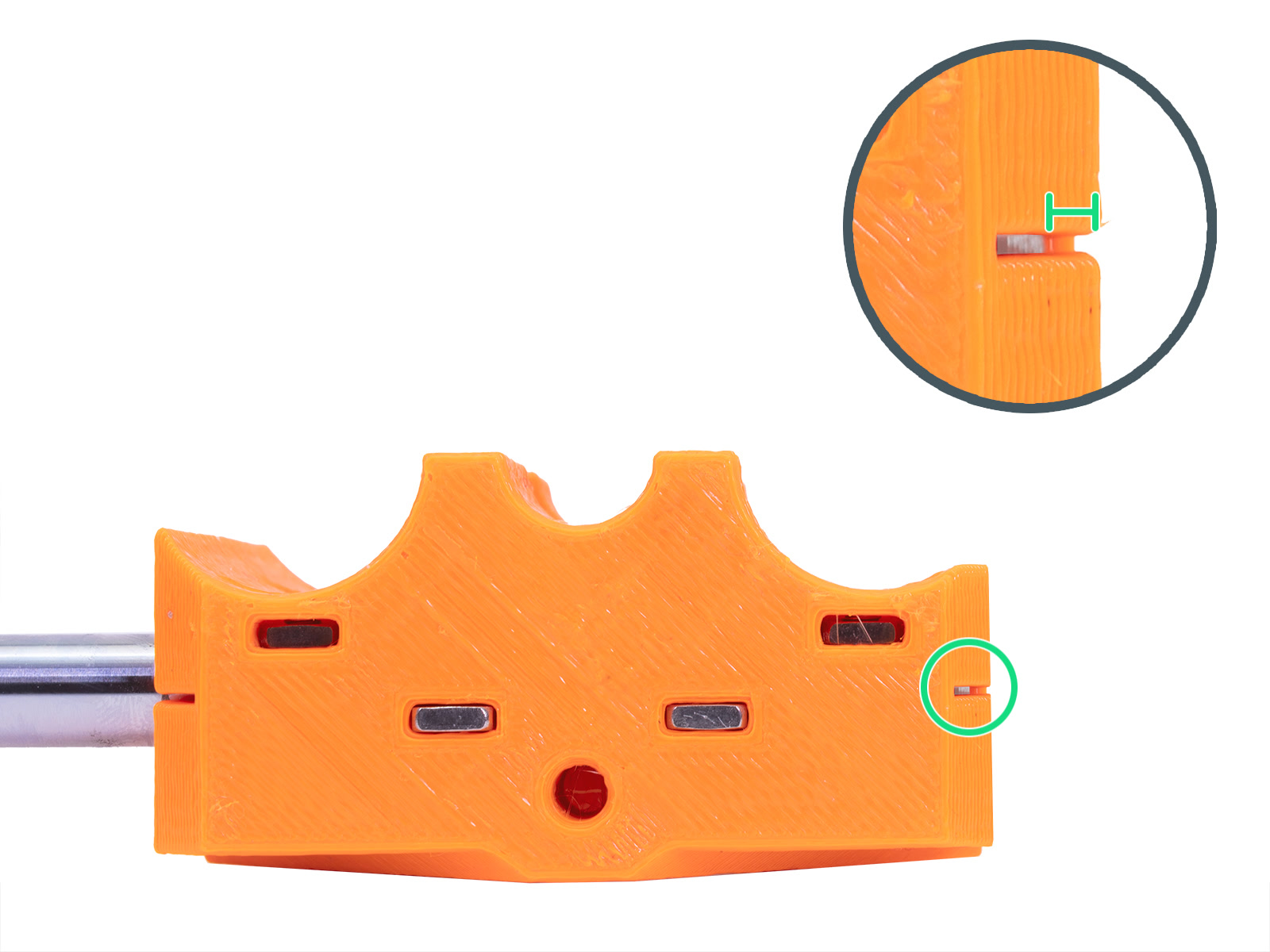
- Los rodamientos lineales de 10 mm del eje Z están ligeramente por debajo de las piezas de plástico (~0,75 mm) que los fijan e igualan en ambos rodamientos.
- Las patas de la almohadilla de espuma son pegado sólo a las extrusiones de aluminio, y no a la placa frontal/trasera de plástico.
- ¡Asegúrese de que la base calefactable y la boquilla se han enfriado a temperatura ambiente!
Comprobación de cada eje
Comienza por retirar la lámina de acero flexible. Este es un cuadrado cortado con láser y lo utilizaremos para un paso posterior. A continuación, haz home a la impresora, Calibración -> Auto home, en el menú LCD y desactiva los motores reiniciando la impresora con el botón del módulo LCD o navegando a Ajustes -> Desactivar Motores.
Eje Y
Cualquier desviación notable en este paso es muy rara, pero asegura las siguientes pruebas y se hace en una superficie plana. Si encuentra alguna desviación por encima de ~0,5-1 mm, continúe con todo el procedimiento y vuelva a realizar esta comprobación antes de ponerse en contacto con el servicio técnico.
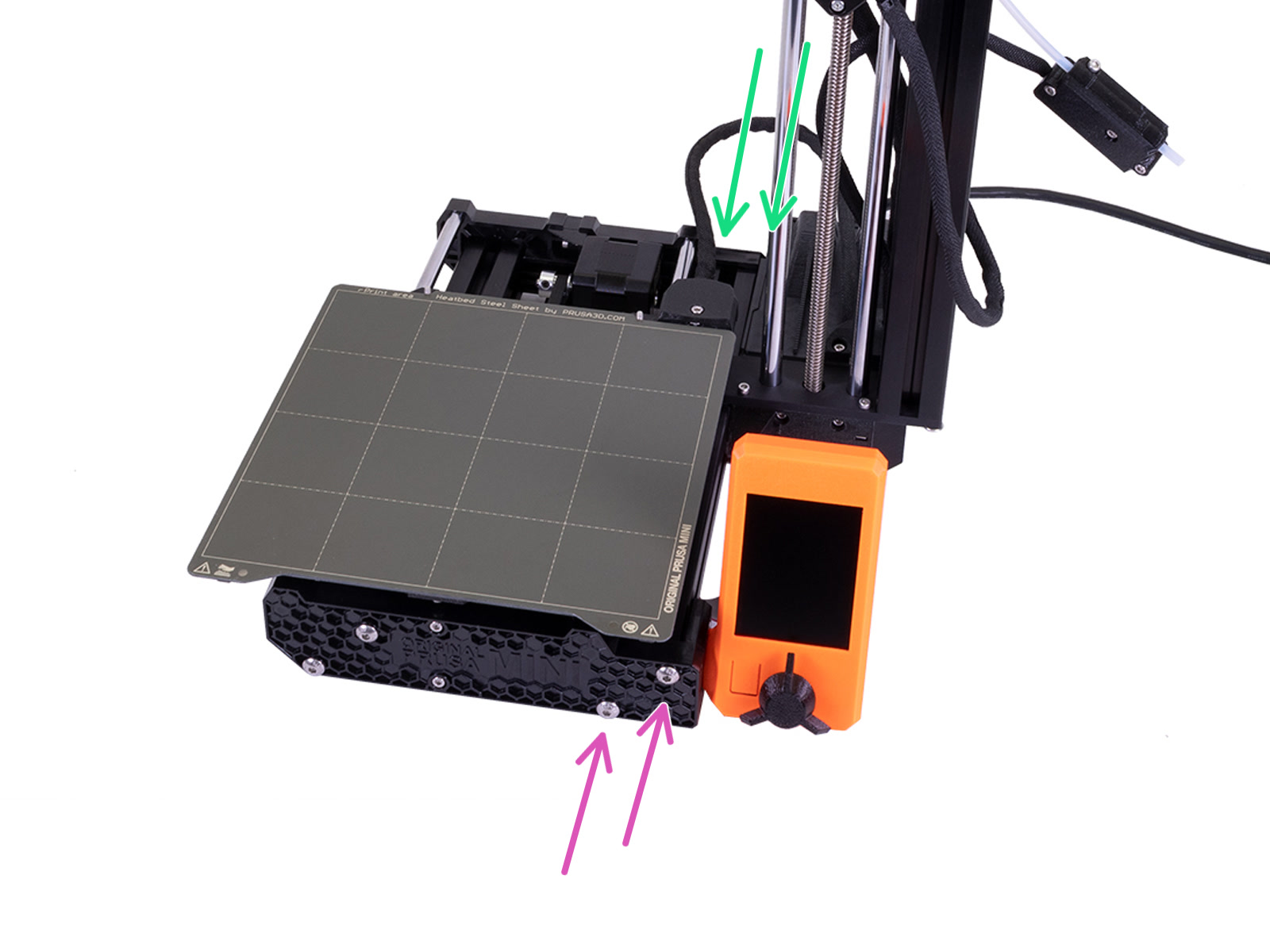
- Con los motores desactivados, deslice la punta de la boquilla hasta la línea de puntos central con la marca impresa de "100" mm.
- Gire la varilla roscada del eje Z con la mano para acercar la boquilla a la cama (~1mm), de modo que casi la toque (regla morada).
 | 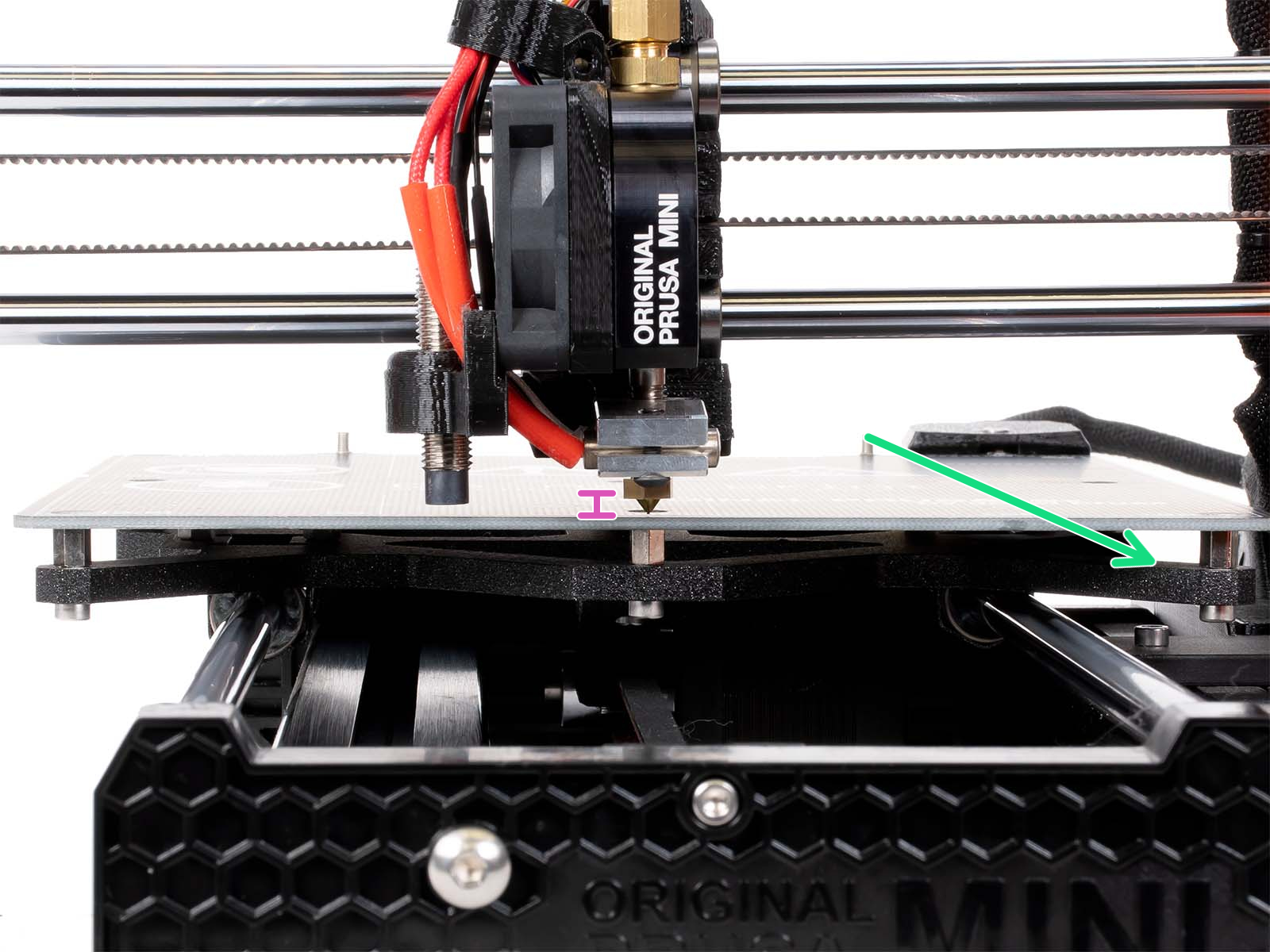 |
- Mientras observa la distancia entre la boquilla y el lecho térmico, desliza la base de un extremo a otro (flechas verdes) y mira si hay alguna desviación. ¡Asegúrate de no empujar la cama hacia abajo mientras la desliza!
Eje YZ
Este comprueba la cama (eje Y) contra el eje Z, asegura que las varillas X lisas son paralelas, y perpendiculares al eje Z con la boquilla apuntando directamente hacia abajo.
- Mientras los steppers siguen desactivados, mueve el cabezal de impresión a la derecha del eje X.
- Mueva la base calefactable hacia la parte delantera de la impresora.
- Navegue por el menú LCD hasta Ajustes -> Mover eje -> Mover Z y gire el dial en el sentido de las agujas del reloj hasta que el cabezal de impresión/X-gantry esté aproximadamente a 100-150 mm por encima de la cama.
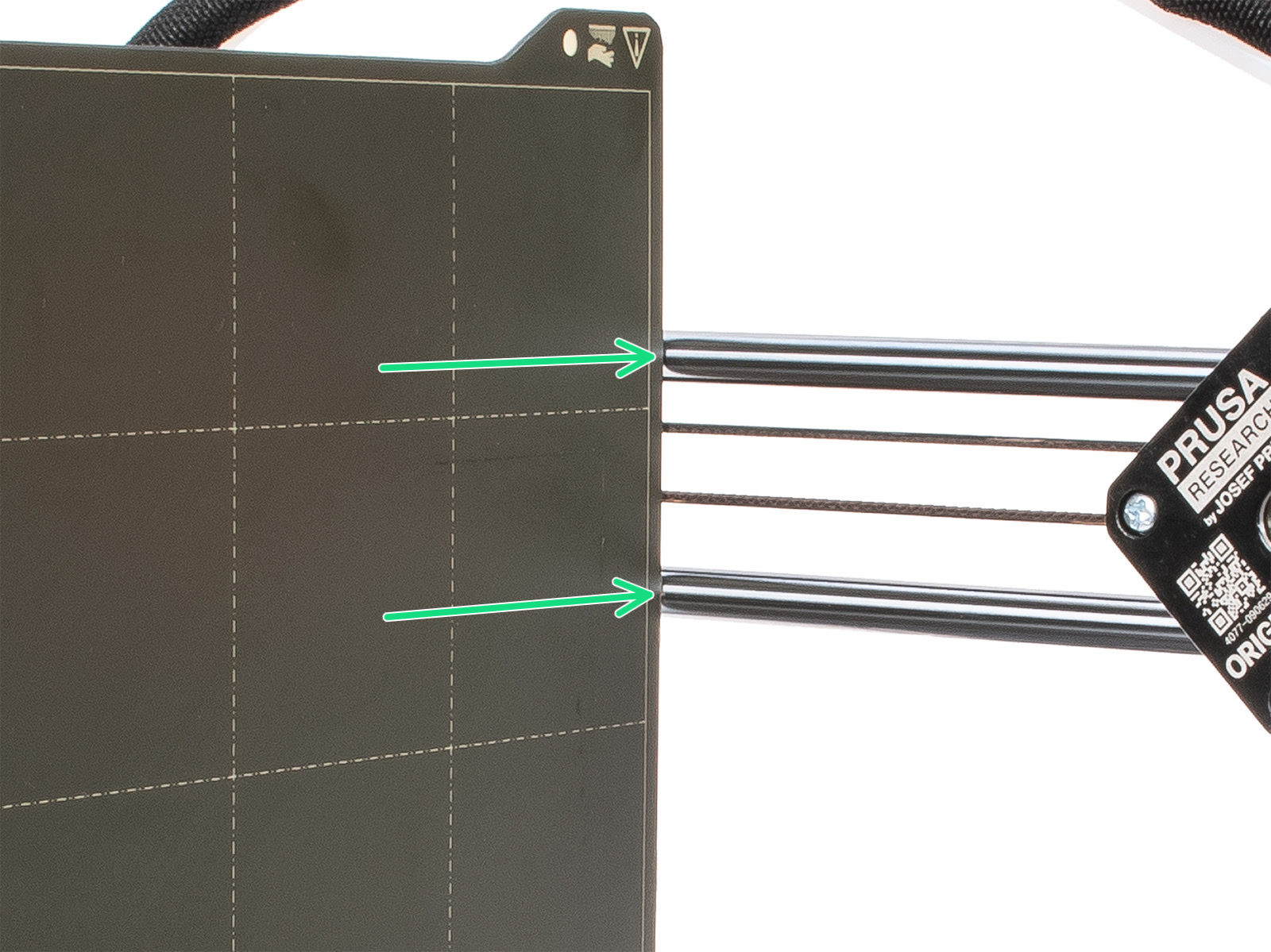
- Coloque la lñamina de acero en posición vertical sobre la base, con la muesca posterior hacia abajo. Al empujarla contra las varillas del eje X, la lámina de acero debe tocar simultáneamente las dos varillas lisas.
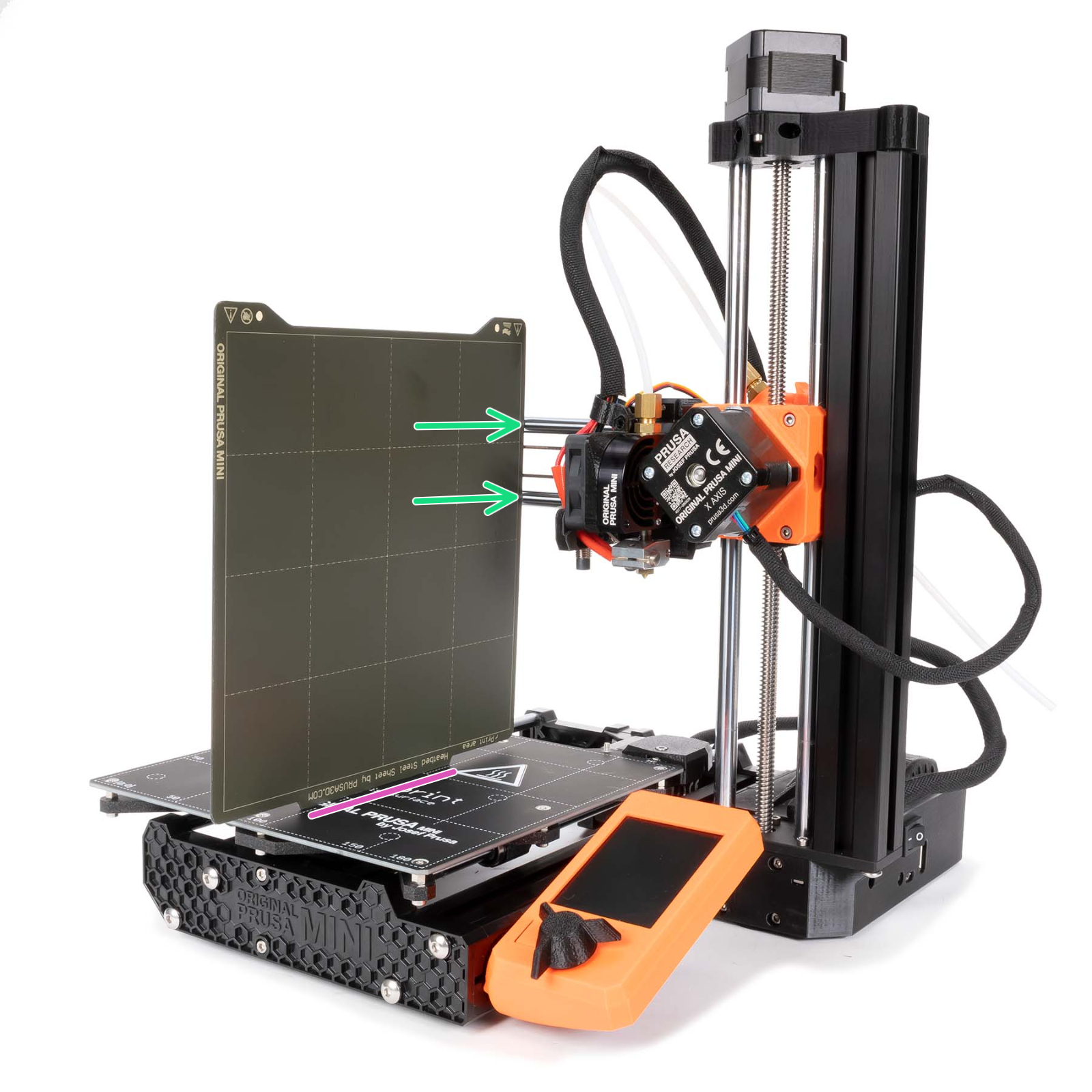
- Si no se tocan simultáneamente, gire con cuidado la pieza de plástico del extremo X para que lo hagan. Es posible que tenga que aflojar los dos tornillos en el lado del extremo X, que lo fijan a las varillas, para girarlo suavemente.
{kind=link}
 |  |
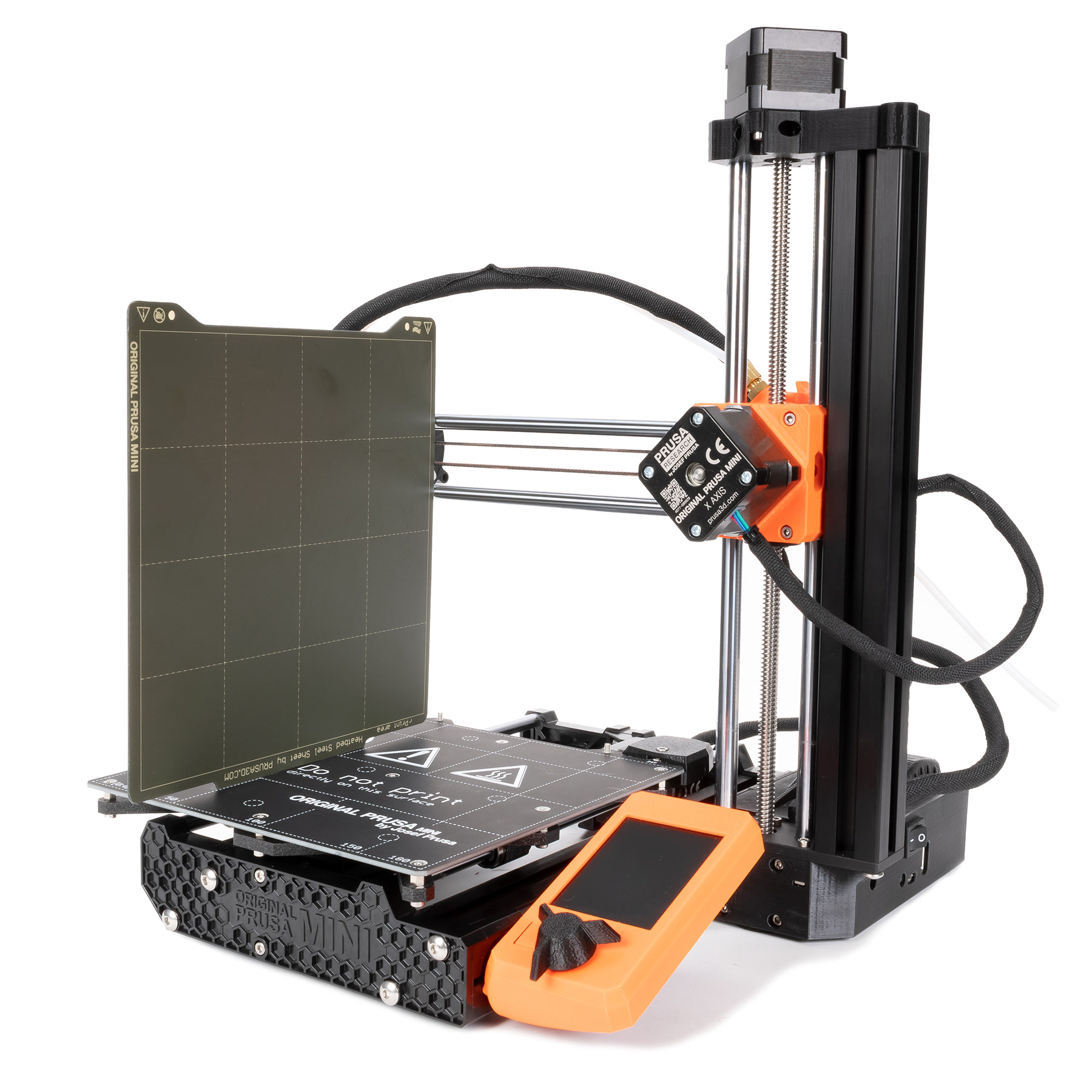
- Navega a Ajustes -> Desactivar Motores, y mueva el cabezal de impresión a la izquierda del eje X.
- Confirme esto dos veces más con la lámina de acero en la línea de puntos impresa junto a "50" y "150".
 |  |
Eje XZ
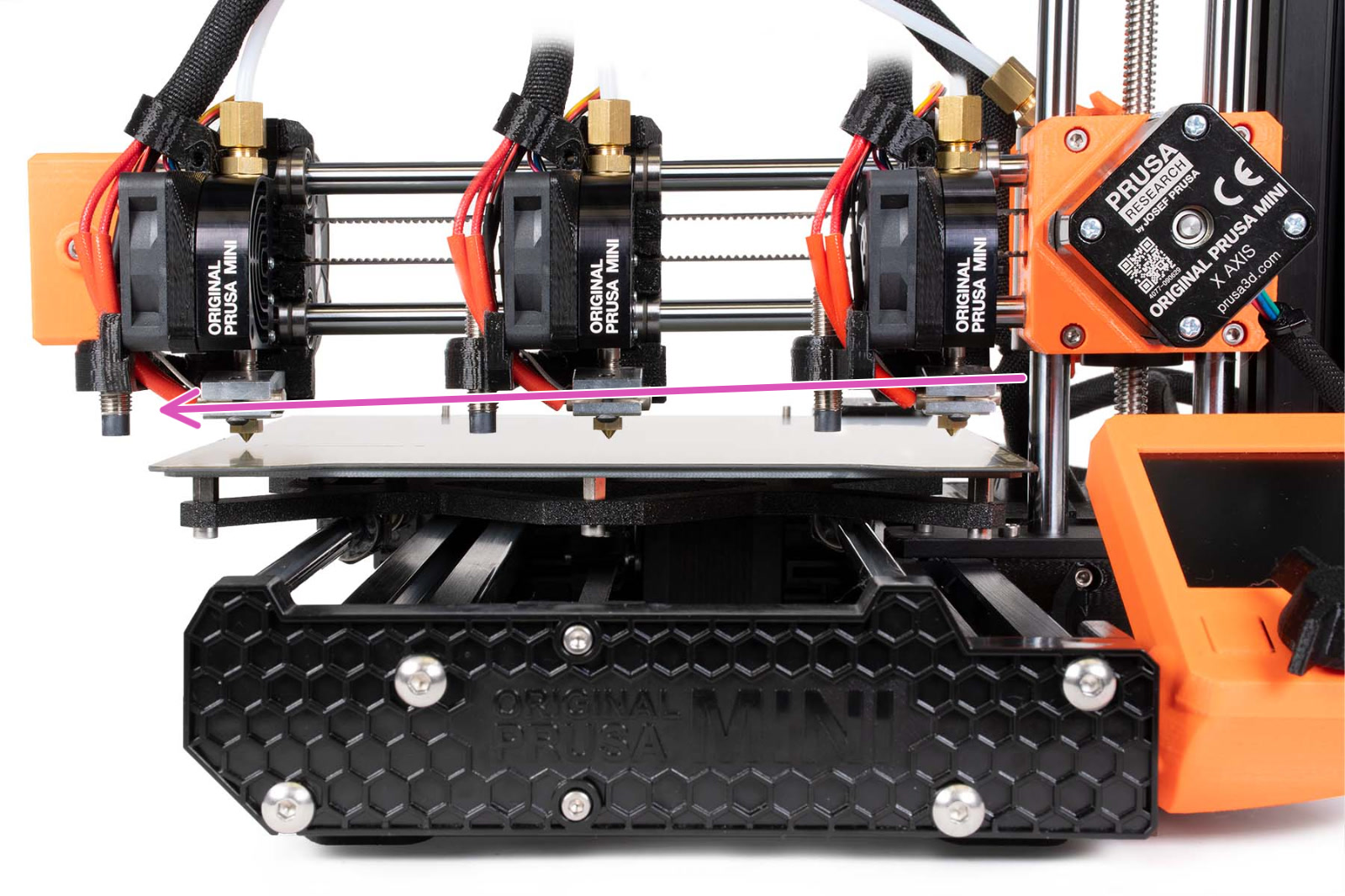
Aquí nos aseguraremos de que la boquilla mantenga la misma distancia a la base calefactable en toda la longitud del eje X. Calibración Primera Capa (MINI/MINI+) tampoco tendrá un grosor uniforme en toda su longitud y será más plana/más aplastada en un lado de la cama y en el otro.
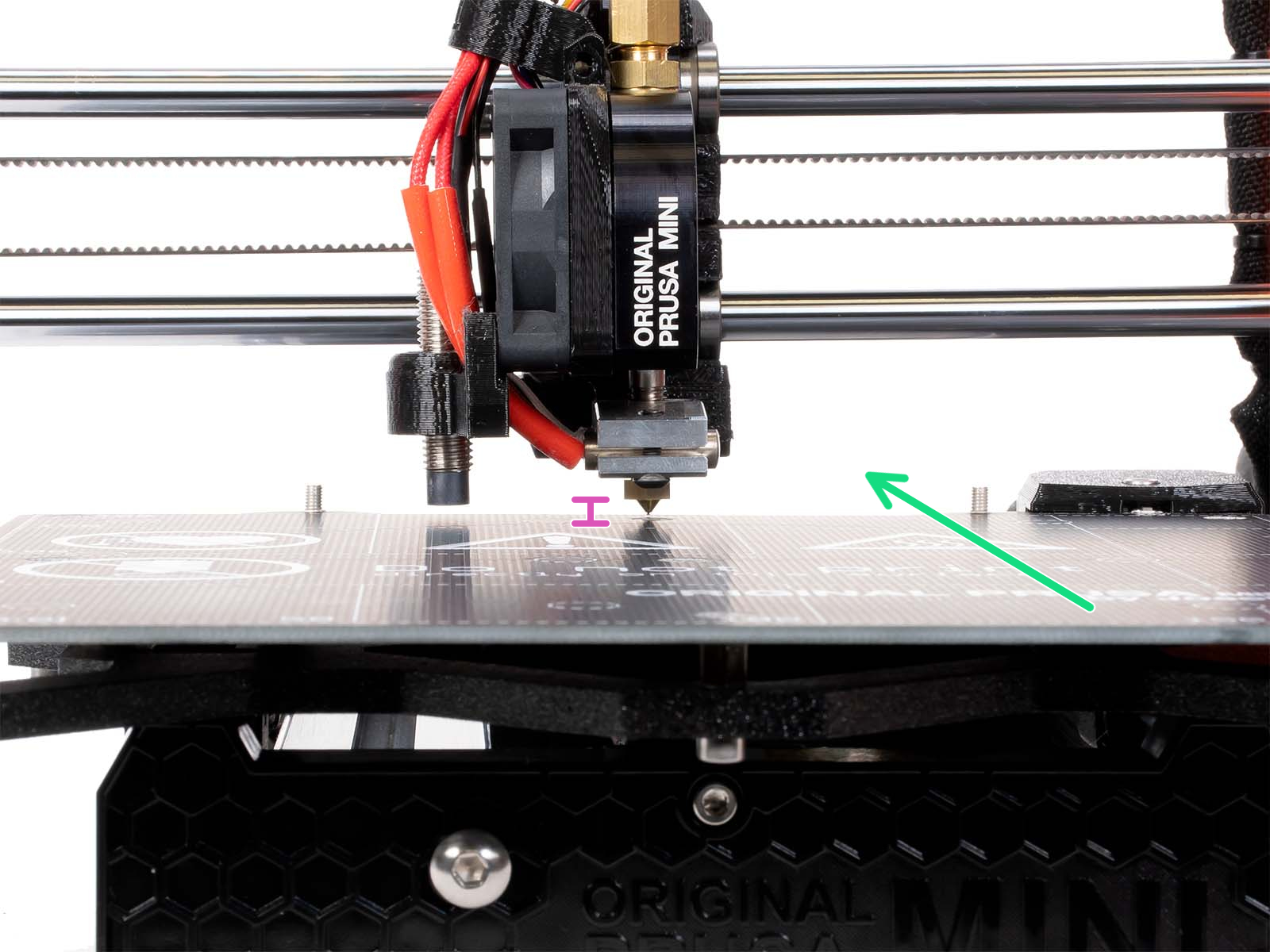
- Haz Home a la impresora (Menú LCD -> Calibración -> Auto home) que desplaza el cabezal de impresión hacia la derecha y cerca de la cama (imagen izquierda). Observa la distancia entre la base calefactable y la punta de la boquilla (regla morada imagen izquierda).
- Desactiva los motores reiniciando la impresora o navegando a Ajustes -> Desactivar Motores.
- Desliza el cabezal de impresión a través de la cama con la mano hacia la izquierda y vea si hay algún cambio en la distancia. La punta de la boquilla debe tener la misma distancia a la superficie de impresión en toda la longitud del eje X.
Corrección del eje XZ
Corregiremos esta desviación reajustando la extrusión del eje Y. Esto requiere una llave Allen de 3mm.
- Haz home a la impresora, navegando a Calibración -> Auto home, en el menu LCD.
- Desactiva los motores reiniciando la impresora o navegando a Ajustes -> Desactivar Motores.
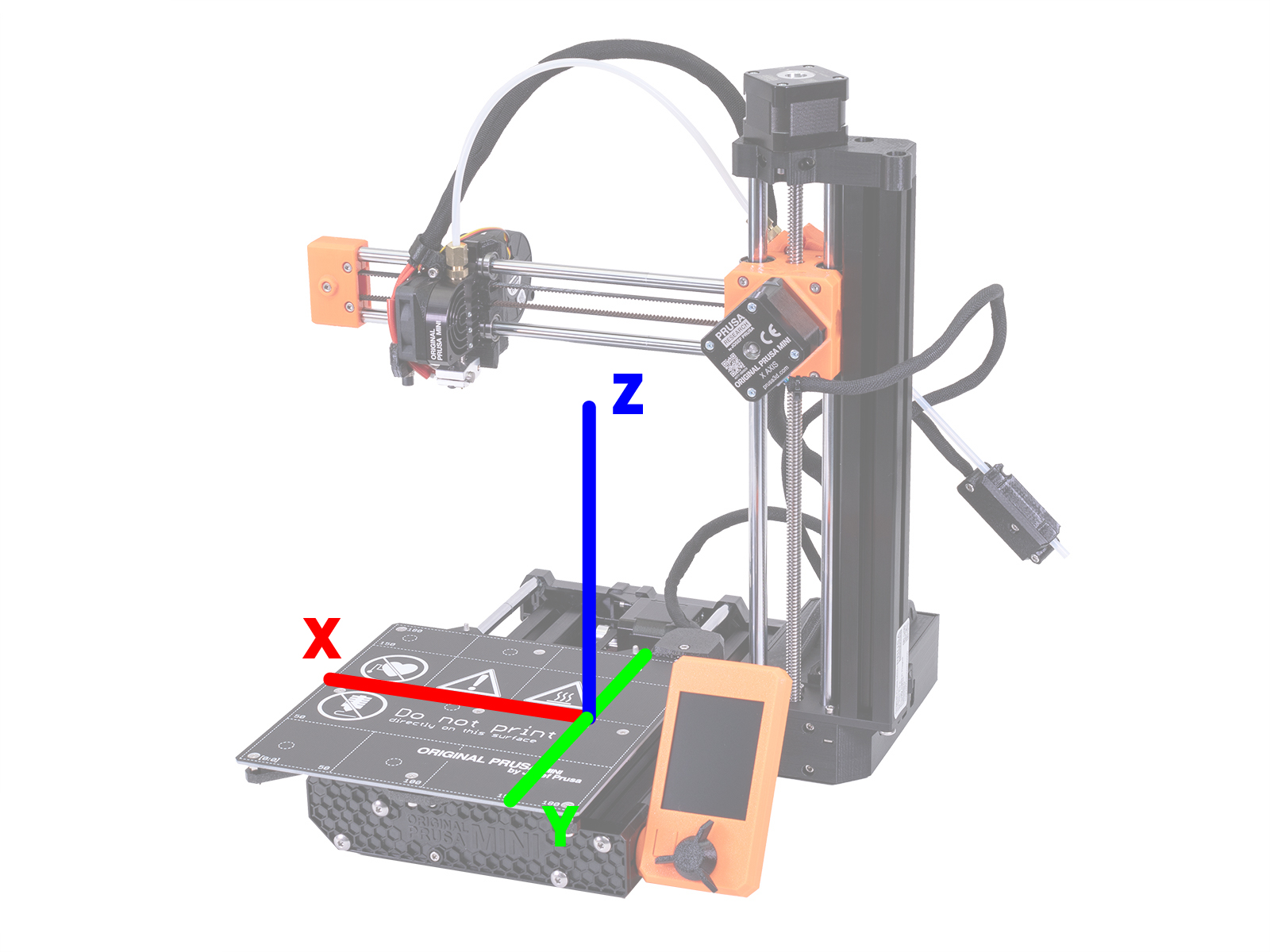
- Con una llave Allen de 3 mm, afloje los dos tornillos más cercanos al eje Z, en la placa frontal y trasera (flechas morada y verde) No retire los tornillos, sólo aflójelos aproximadamente un cuarto de vuelta.
- Presione/toque con cuidado la torre Z hacia o lejos de la cama (flechas azules) dependiendo de la dirección de la inclinación. Puede dañar la impresora si utiliza demasiada fuerza.
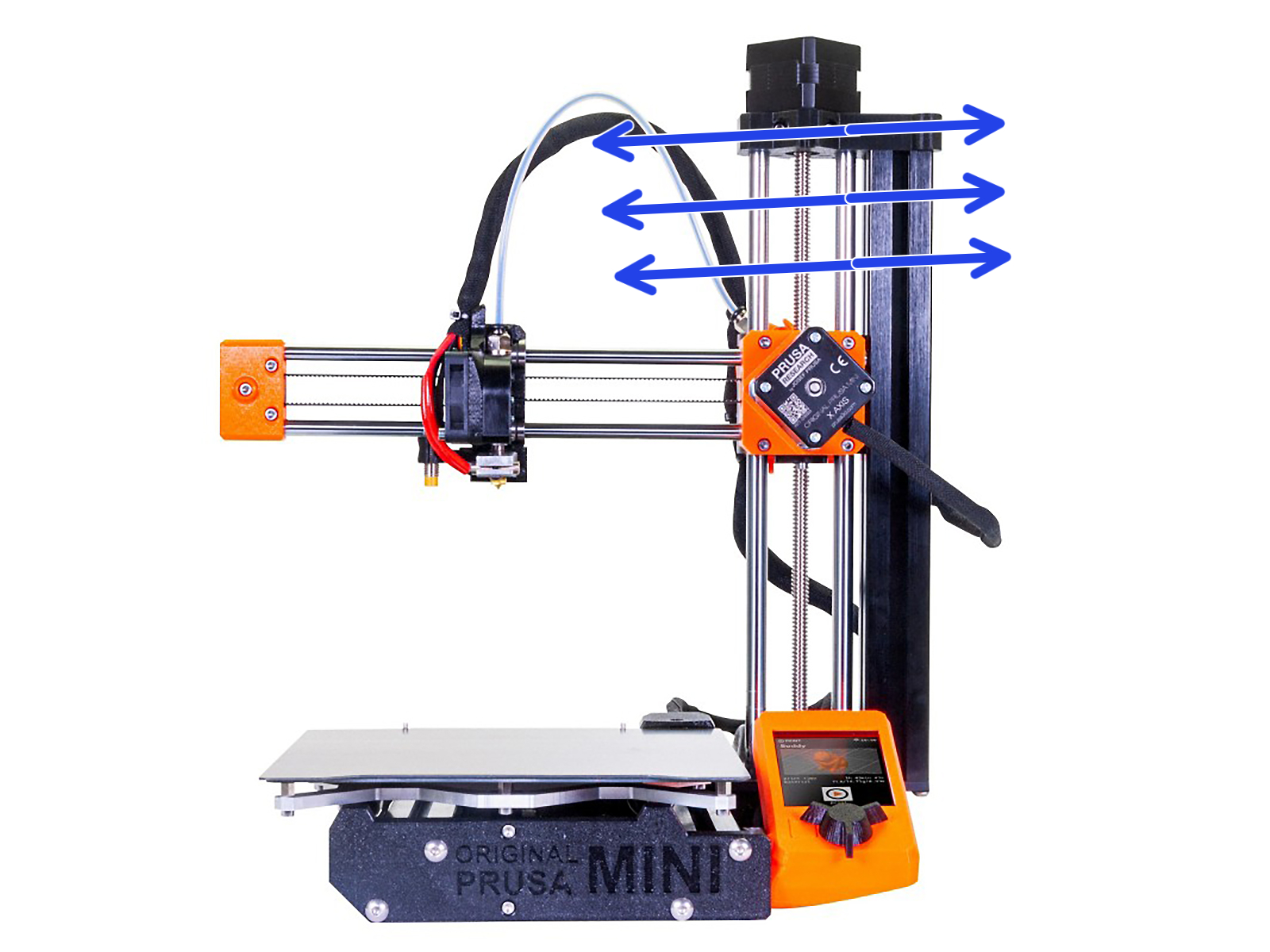
- Mueva la boquilla a través de la base para asegurarse de que tiene la misma distancia a la base en todo el eje X (flecha verde).
Impresora corregida y sin desviación.
- Una vez satisfecho, vuelva a fijar los 4 tornillos de la placa frontal/trasera que aflojó en el paso 3.
Ajuste fino del eje XZ
Con una desviación muy pequeña (0.5 - 1 mm / 0.02 - 0.04 in), puede ser difícil ajustarlo con el método anterior. Utiliza este método para realizar un ajuste fino, pero es importante que los dos tornillos de los extremos no difieran más de 0,5-1mm en lo que sobresalen.
Ajuste a la baja
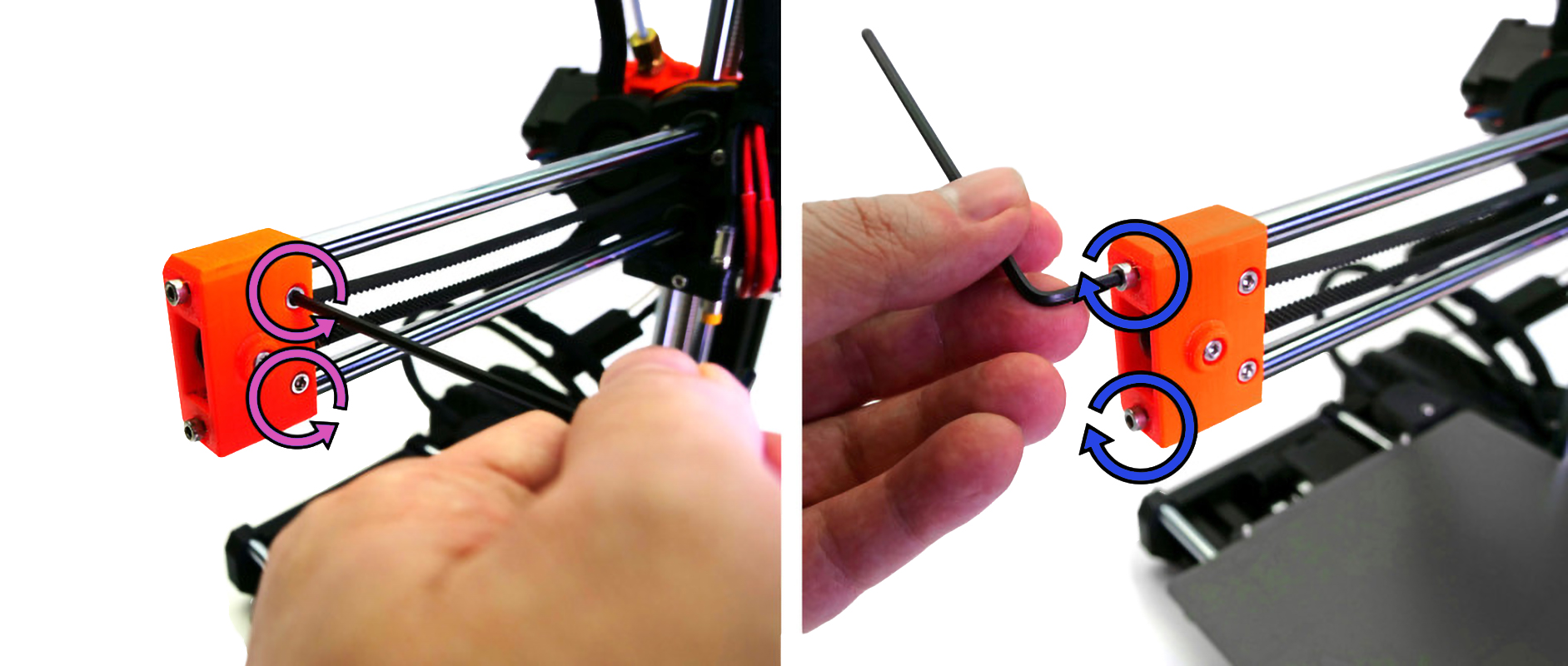
- Gire los dos tornillos del lado del soporte de la polea tensora (flechas moradas) en sentido contrario a las agujas del reloj.
- Gira el tornillo superior en el final en sentido de las agujas del reloj (flecha azul superior). Esto hará que el brazo X baje, corrigiendo la desviación.
- Asegura de nuevo el soporte de la polea tensora girando los tornillos del lado en sentido de las agujas del reloj.
Ajuste al alza
- Afloja los dos tornillos del lado del soporte de la polea tensora (flechas moradas) girándolas en sentido contrario a las agujas del reloj.
- Gira el tornillo inferior en el final en sentido de las agujas del reloj (flecha azul inferior). Esto hará que el brazo X suba, corrigiendo la desviación.
- Asegura de nuevo el soporte de la polea tensora girando los tornillos del lado en sentido de las agujas del reloj.