El Avance Lineal (LA) es una tecnología que predice la acumulación de presión en el extrusor cuando se imprime a velocidades más altas. El firmware de la impresora usa esa predicción para disminuir la cantidad de filamento extruido justo antes de detenerse y desacelerar, lo que evita manchas o artefactos en las esquinas afiladas. Lo que se conoce como 'valor K' son el parámetro que determina cuánto afecta el avance lineal a la impresión.
Con el firmware 3.9.0, presentamos el Avance Lineal 1.5 para la Original Prusa MK3S, MK3, MK2.5S, y MK2.5, que se mejoró aún más con el FW 3.9.1, abordando los artefactos de impresión que se encuentran en escenarios y geometrías específicas. El Avance Lineal 1.5 is también compatible con la versión anterior 1.0. En caso de que tenga un código G con Avance Lineal 1.0, la impresora analizará el código y convertirá los valores automáticamente.
Configuración
Estos valores son parte de nuestras configuraciones de PrusaSlicer y presets de filamentos. No es necesario realizar ajustes si los está usando. Sin embargo, si está usando filamentos que no están presentes o desea jugar con ellos, hemos desarrollado una impresión de calibración del factor K junto con la comunidad, para encontrar los valores K perfectos para su material y temperaturas de impresión. Estos se basan en los diversos ajustes preestablecidos de calidad y altura de capa que se encuentran en PrusaSlicer.
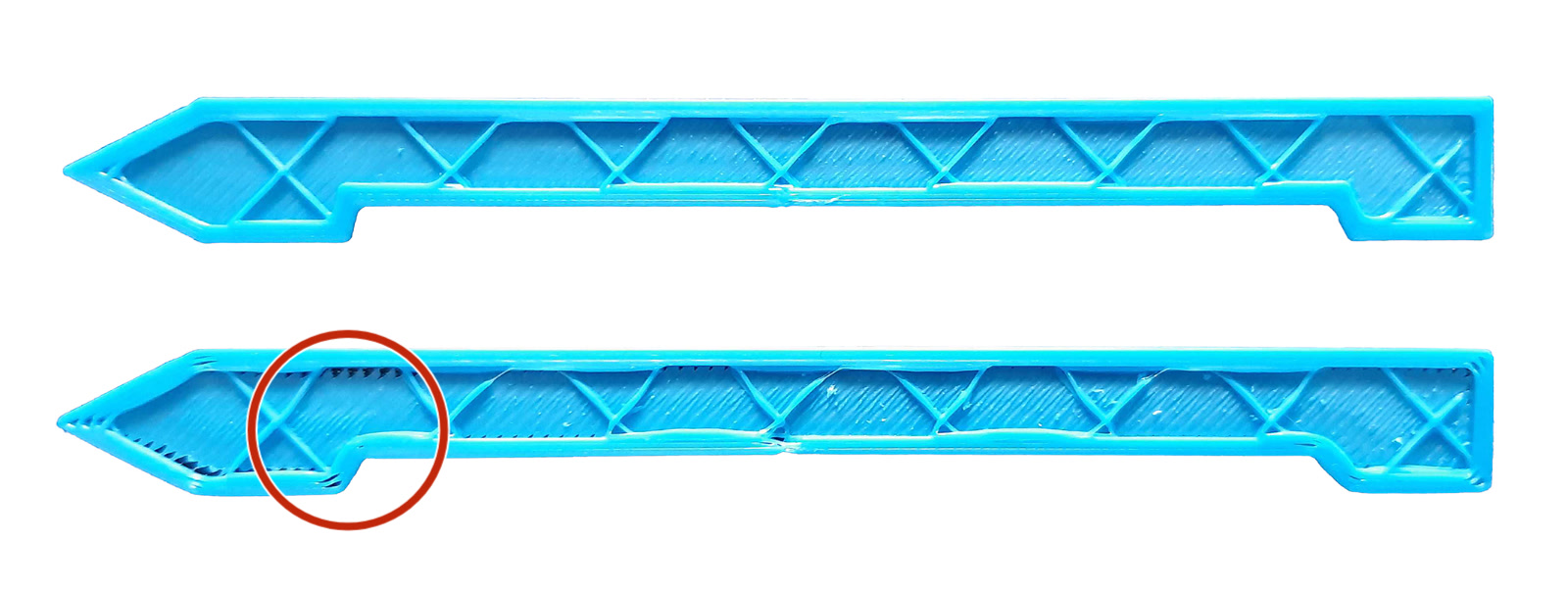
Imprimirá una serie de líneas con diferentes valores K que afectan la velocidad y el flujo a lo largo de la distancia acelerada. Los ejemplos siguientes muestran cómo las líneas se ven afectadas por su valor K. Los primeros y últimos 25 mm se imprimen lentamente y entre las ubicaciones marcadas (cuadrados rojos) de 100mm se imprimen rápido. Mira de cerca la transición de lento a rápido y de rápido a lento. Verás que la línea puede ser irregular o interrumpida por completo cuando el valor no es óptimo, más visible en las líneas superiores (cuadrados rojos), pero presente en todos excepto aquellos con el factor K óptimo. También ve grandes diferencias entre los diferentes materiales y cuánta diferencia puede hacer tener esto marcado.
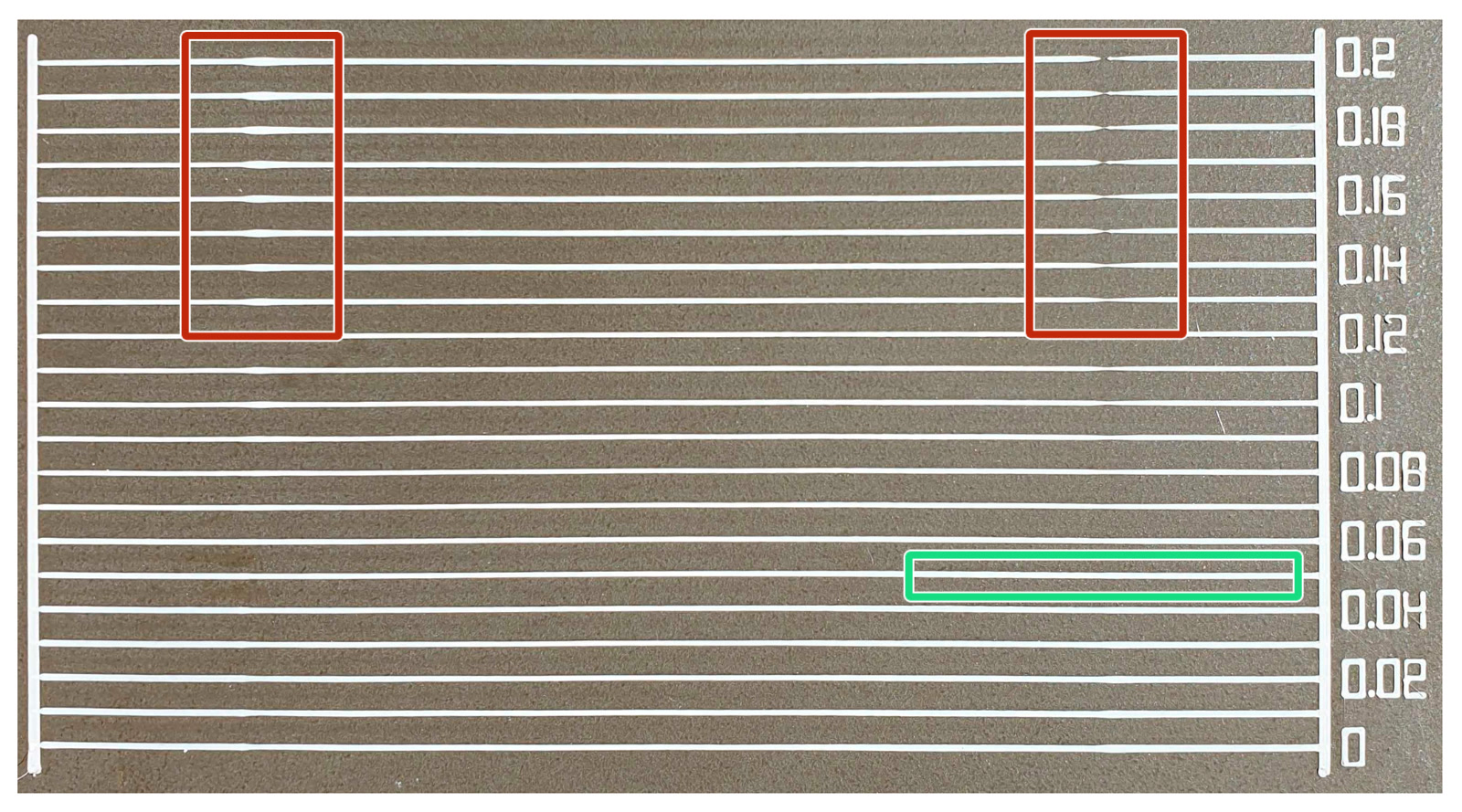
Código G de calibración impreso con PLA a 215 °C. Línea más consistente lograda con K-valor de 0.05 (cuadrado verde).
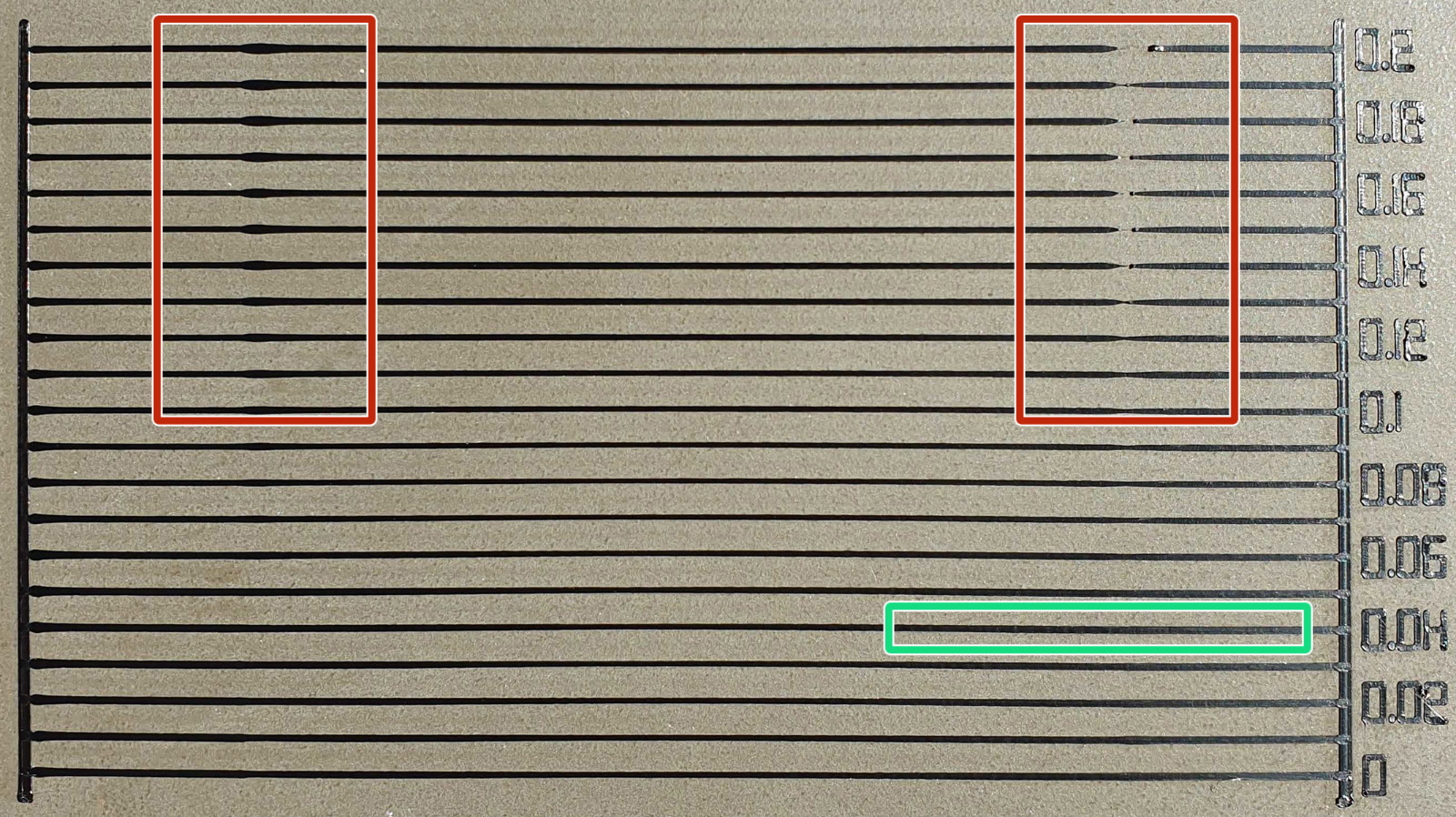
Código G de calibración impreso con ABS a 255 °C. Línea más consistente lograda con K-valor de 0.04 (cuadrado verde).
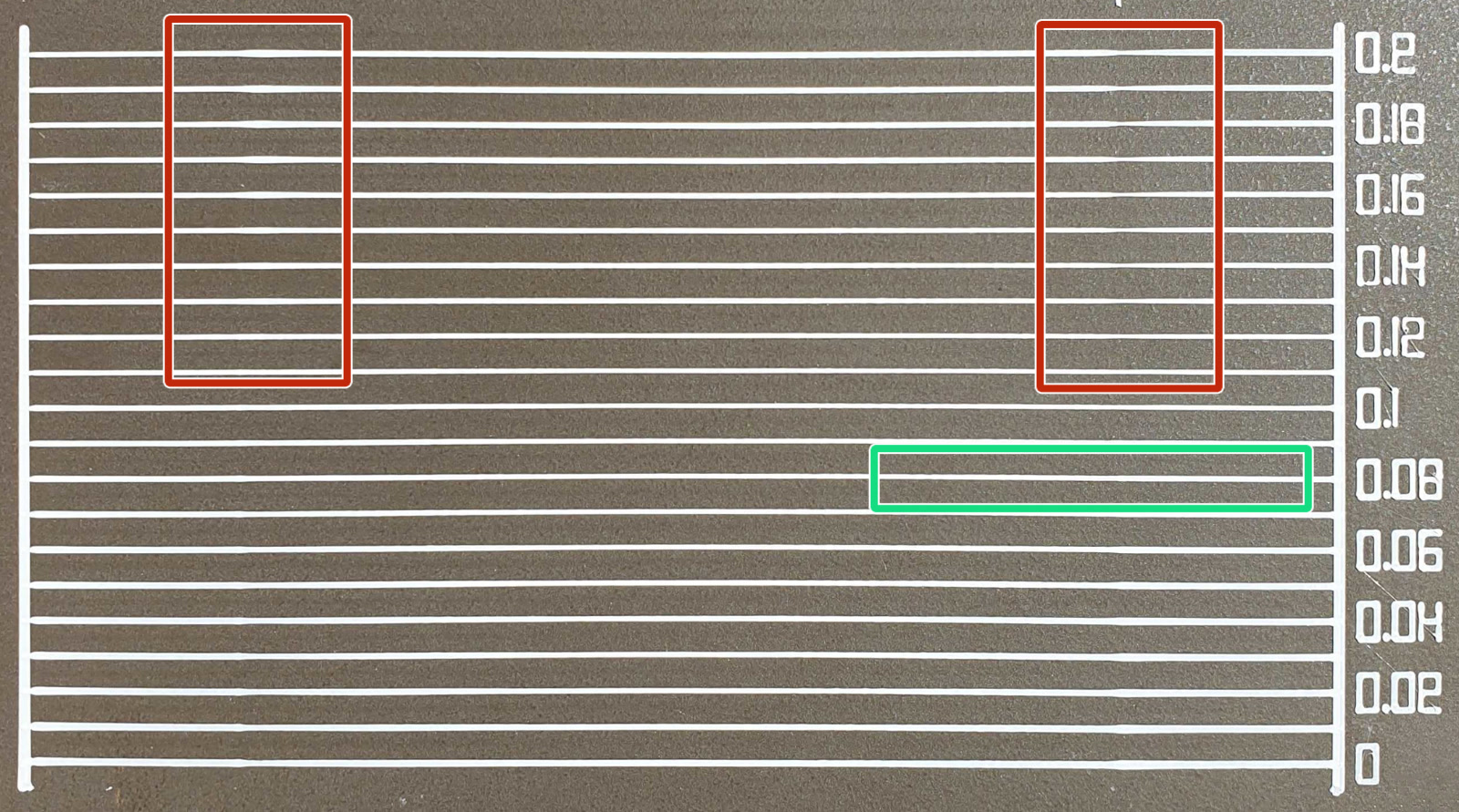
Código G de calibración impreso con PETG a 240 °C. Línea más consistente lograda con K-valor de 0.08 (cuadrado verde).
Descargar Código G de calibración
Puedes descargar el Código G de calibración del factor K desde nuestro depósito de impresión o directamente desde la siguiente tabla. Son para una boquilla de latón de 0,4 mm. Carga el tipo de filamento correcto para el código G e inicie la impresión como cualquier otro.
| Material | Altura de Capa | Velocidad más rápida | Perfil PrusaSlicer | ||
| 0.2mm | 45mm/s QUALITY | 0.2mm | 60mm/s SPEED | 0.3mm | 50mm/s DRAFT | |
| PLA | Descargar | Descargar | Descargar |
| PETG | Descargar | Descargar | Descargar |
| ASA | Descargar | Descargar | Descargar |
| PC | Descargar | Descargar | Descargar |
| NYLON | Descargar | Descargar | Descargar |
| ABS | Descargar | Descargar | Descargar |
| HIPS | Descargar | Descargar | Descargar |
Si us temperaturas de impresión habituales son diferentes a las proporcionadas, no dudes en modificar las líneas del Código G según sus necesidades.
Cambiar los valores de "S", que es la temperatura en grados Celsius:
| M104 S215 ; Set nozzle temperature (no wait) M140 S60 ; set bed temp M190 S60 ; wait for bed temp M109 S215 ; Wait for nozzle temp |
Valores K óptimos y cómo ajustar
Los valores óptimos que encontramos en nuestras pruebas se enumeran en las tablas a continuación. Estos se pueden implementar en cualquier laminador. Tenga en cuenta que diferentes marcas y colores del mismo material pueden requerir un valor K ligeramente diferente al imprimir a velocidades extremas; sin embargo, nuestros ajustes preestablecidos deberían funcionar bien con todos ellos.
Boquilla de 0.4 mm
| PLA | 0.05 |
| PETG | 0.08 |
| CPE | 0.07 |
| PC Blend | 0.07 |
| ASA/ABS | 0.04 |
| HIPS | 0.04 (algunas marcas pueden necesitar un valor K más alto) |
| Nylon Taulman | 0.08 |
| Nylon FX256 | 0.1 |
Boquilla de 0.6 mm
| PLA | 0.04 |
| PETG | 0.04 - 0.05 |
| PC Blend | 0.04 |
| ASA/ABS | 0.02 - 0.03 |
| HIPS | 0.03 (algunas marcas pueden necesitar un valor K más alto) |
PrusaSlicer
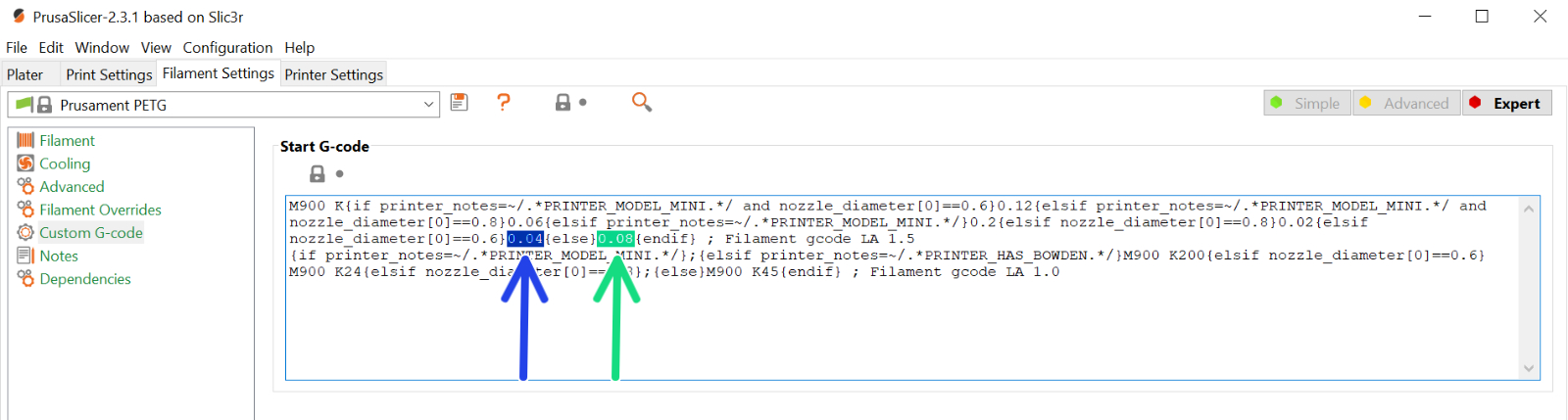
Como se mencionó, los valores K para todos los filamentos ya están implementados en los ajustes preestablecidos de PrusaSlicer. Si necesitas ajustar esta configuración debido a algún filamento exótico o una aplicación específica, el valor K se establece en la sección de código G personalizado en la pestaña Configuración de filamento-, NO debajo del código G personalizado para la impresora específica.
- La flecha azul y el cuadro muestran el número a cambiar para la boquilla de 0.6mm.
- La flecha verde y el cuadro muestran el número a cambiar para la boquilla de a 0.4mm.
Otros laminadores
Si está utilizando un laminador diferente a nuestro PrusaSlicer, debe cambiar manualmente la configuración en el script de código G de su laminador.
Los usuarios de Simplify3D, Cura, etc. solo necesita agregar "M900 Kxx" en el script de código G inicial. Tenga en cuenta que debe cambiarlo manualmente para diferentes materiales de filamentos. Solo PrusaSlicer tiene un código G personalizado para cada filamento preestablecido y por lo tanto el valor K se cambia automáticamente. Configure la velocidad deseada e imprima algo (lo suficientemente grande para que aparezca la velocidad). Si las esquinas afiladas tienen burbujas, aumenta el valor K. Si ves que falta filamento reduce el valor K.