Die Maximale volumetrische Geschwindigkeitseinstellung (MVS) ist eine der stärksten Funktionen des PrusaSlicer. Die MVS-Einstellung erzeugt im Wesentlichen einen Manager für die maximale Menge an Filamenten, die der Slicer versucht, durch Ihren 3D-Drucker zu drücken.
Das gibt PrusaSlicer Anwendern einen großen Vorteil. Anstatt zu versuchen, eine Reihe von Geschwindigkeiten für Kombinationen verschiedener Düsengrößen, Schichthöhen oder Extrusionsbreiten zu berechnen, können Sie einfach die gewünschten Geschwindigkeiten und Einstellungen angeben und MVS dann die Geschwindigkeiten zur Slicezeit regulieren lassen, wann und nur wenn nötig.
Maximale Volumengeschwindigkeit = Schichthöhe × Extrusionsbreite × Geschwindigkeit
Unabhängige MVS-Werte können sowohl unter Druckeinstellungen als auch unter Filament-Einstellungen eingestellt werden. In Ihrem Druckprofil haben Sie in der Regel einen allumfassenden Standardwert, der auf Ihrer Hotend-Hardware basiert. In den Filamentprofilen können Sie den MVS nach Bedarf anpassen, um die Filamenteigenschaften zu berücksichtigen, z.B. für FLEX-Filamente verringern (so dass Sie kein neues Druckprofil für flexible Filamente erstellen müssen, sondern nur ein Filamentprofil).
MVS in Druckeinstellungen
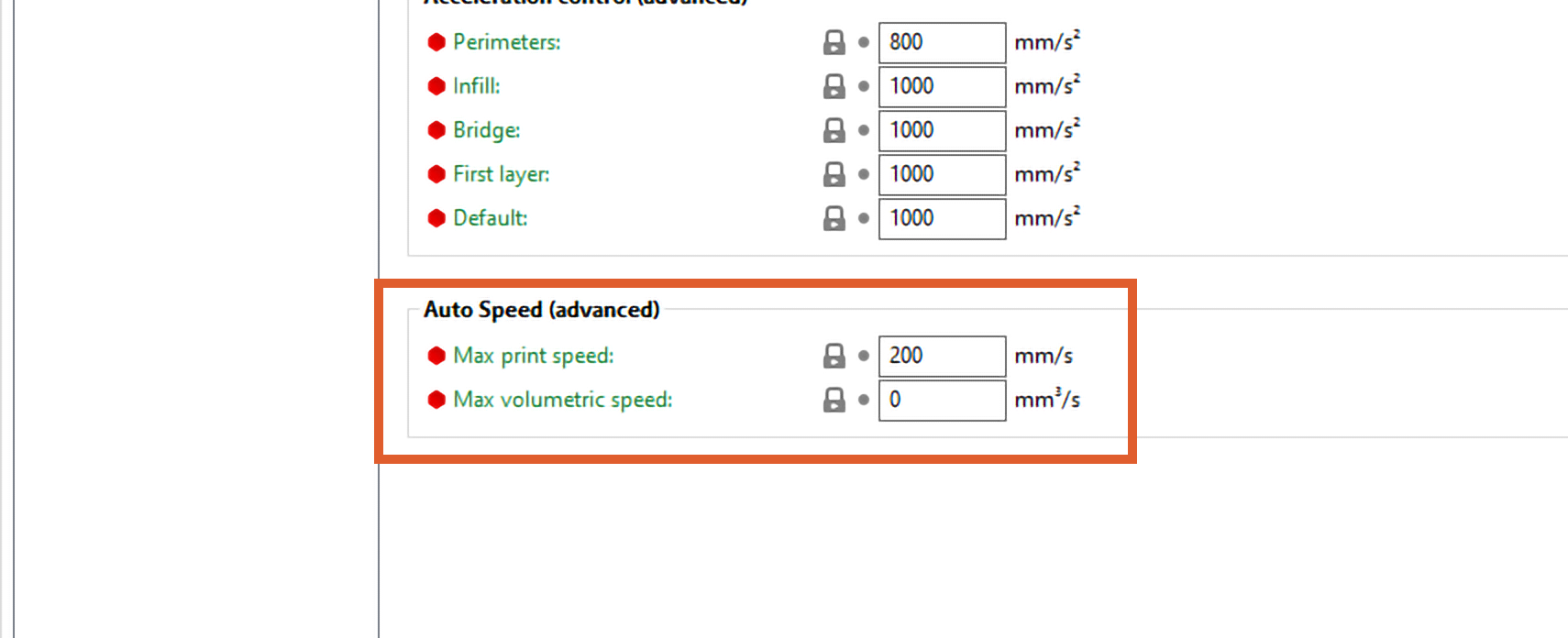
Druckeinstellungen - Geschwindigkeit - Maximale Volumengeschwindigkeit (Expertenmodus)
Dieser Wert legt die maximale volumetrische Gesamtgeschwindigkeit fest. Selbst wenn Sie MVS in den Filamenteinstellungen auf einen höheren Wert einstellen, wird dieser Wert nie überschritten.
MVS in Filament-Einstellungen
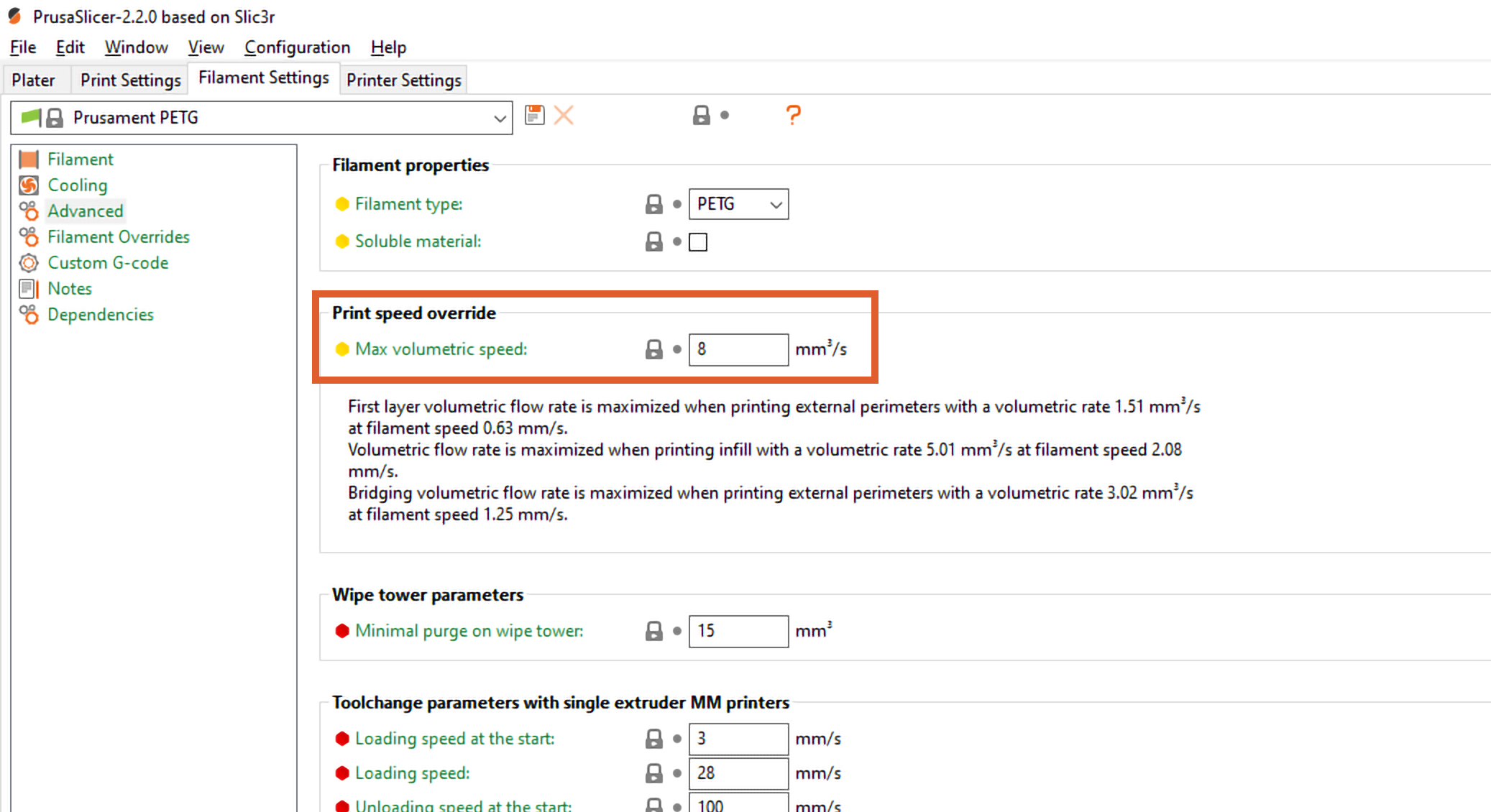
Filament-Einstellungen - Erweitert - Maximale Volumengeschwindigkeit (Erweiterter Modus)
Dieser Wert wird durch das in den Druckeinstellungen eingestellte MVS gedeckelt, Sie können ihn jedoch auf einen niedrigeren Wert überschreiben.
Wählen Sie MVS
Filamente
Verschiedene Filamentmaterialien haben unterschiedliche Eigenschaften. Viskosität, Steifigkeit und andere Faktoren können den effektiven Durchsatz stark reduzieren.
Beispiele:
| Filament | Max Volumengeschwindigkeit (ca.) |
|---|---|
| PLA | 15 |
| ASA/ABS | 11 |
| PETG | 8 |
| BVOH/PVA (lösliche Stützen) | 4 |
| FLEX (TPU/TPE) | 1-2.5 |
Hotenden
Die maximale volumetrische Gesamtgeschwindigkeit, die Sie verwenden sollten, hängt von Ihrem Hotend ab. Das E3D V6-Hotend, das mit dem Original Prusa i3 MK3/S ausgeliefert wird, wird mit einer Rate von 15 mm3/s beworben. Ein sicherer Wert von 11,5 mm3/s, der etwas Raum für eine unvollkommene Einstellung (Ritzelspannung, leicht verklemmte Düse) lässt, ist realistisch.
Wenn Sie mehr Filament drücken müssen, ist ein leistungsfähigeres Hotend erforderlich. Das Volcano-Hotend von E3D erhöht diesen Wert auf etwa 25 mm3/s, erfordert jedoch eine Modifikation des Druckers und der Firmware. Andere Hotend-Designs erlauben noch höhere Durchflussraten.
Düsendurchmesser
Intuitiv mag es scheinen, dass der Düsendurchmesser keinen Einfluss auf die maximale Kunststoffmenge haben sollte, die das Hotend in einer bestimmten Zeitspanne erwärmen kann. Allerdings können Sie mit größeren Düsen den MVS aufgrund des geringeren mechanischen Widerstandes leicht erhöhen - im Grunde genommen ist es etwas einfacher für das Filament, durch die Düse geschoben zu werden.
Und umgekehrt, bei kleineren Düsen müssen Sie die MVS etwas verringern.
Dies ist eine oft übersehene Folge von MVS. Wenn Sie eine Düse mit großem Durchmesser und sehr hoher Schichthöhe verwenden, z.B. 0,8 mm Düse und 0,5 mm Schichthöhe, wird Ihre Druckgeschwindigkeit tatsächlich durch MVS gedeckelt. Es sei denn, Sie installieren ein leistungsfähigeres Hotend auf Ihrem Drucker. Wenn Sie in der Vorschau feststellen, dass Ihre Geschwindigkeit durch MVS begrenzt ist, können Sie versuchen, die Düsentemperatur zu erhöhen und MVS ein wenig anzuheben. Möglicherweise ist es jedoch an der Zeit, einfach die Schichthöhe zu verringern, Sie erhalten mehr Details, ohne die Druckzeit zu erhöhen, da der Drucker dann schneller drucken kann.
Vorschau MVS
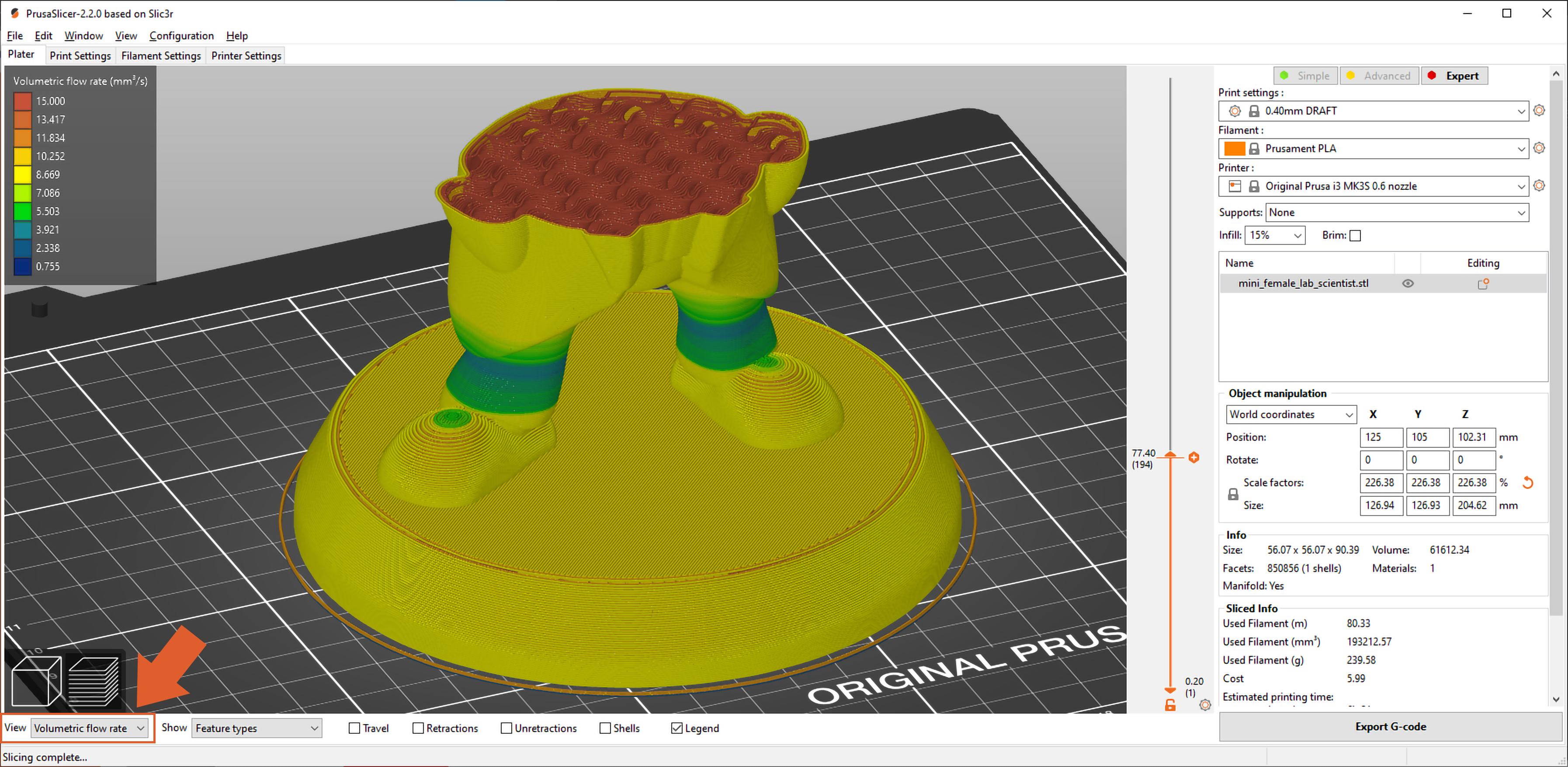
Nachdem Sie Ihr Modell gesliced haben, können Sie den Vorschaumodus auf Volumenstrom umschalten, indem Sie das Auswahlfeld in der linken unteren Ecke benutzen.
Bei kleineren Modellen werden Sie feststellen, dass Sie von MVS überhaupt nicht gedeckelt werden. Wenn Sie mit geringer Schichthöhe drucken, werden Sie höchstwahrscheinlich auch nicht von MVS gedeckelt.
Andererseits können Sie beim Drucken größerer Modelle mit hohen Schichthöhen feststellen, dass die Geschwindigkeit durch MVS begrenzt wird, insbesondere beim Drucken von Ausfüllungen. Wenn der Großteil Ihres Modells aufgrund des MVS-Limits langsamer gedruckt wird, sollten Sie eine geringere Schichthöhe in Betracht ziehen, Sie erhalten "kostenlos" mehr Details.
Vielen Dank an Bob George für seine Hilfe bei diesem Artikel