Sobald der geschmolzene Kunststoff die Düse verlässt, steht er nicht mehr unter der präzisen Kontrolle des Extrusionssystems. Es gibt zwei Probleme zu berücksichtigen:
- Das Drucken muss immer auf einer bereits erstarrten Schicht erfolgen, sonst wird der zuvor extrudierte Kunststoff umherbewegt und durch die neue Schicht verzerrt
- Wenn Sie Überhänge oder Brücken drucken, ist es wichtig, den Kunststoff so schnell wie möglich einzufrieren und an Ort und Stelle zu verfestigen. Andernfalls wird der Faden nach unten durchhängen.
Die meisten 3D-Drucker verfügen über einen speziellen Drucklüfter. Indem Umgebungsluft auf das extrudierte Filament geblasen wird, kann die Kühlung dramatisch verbessert werden. Bei einigen Materialien kann dies jedoch zu einer Verschlechterung führen und Verwölbungen oder Schichttrennungen verursachen. Mit PrusaSlicer können Sie die Kühleinstellungen für jedes Filament anpassen.
Ventilator ständig laufen lassen
Das Druckgebläse wird immer mindestens eine Mindestgeschwindigkeit beibehalten. Diese Einstellung ist für die meisten Materialien mit Ausnahme von ABS, ASA, PC und einigen flexiblen Materialien typisch.
Wenn aktiviert, ändern sich das Kühlgebläse und die Druckgeschwindigkeit während des Drucks auf der Grundlage der nachstehenden Einstellungen. Die nachstehende Textbeschreibung wird bei jeder Änderung einer beliebigen Kühleinstellung aktualisiert und erläutert das resultierende Kühlverhalten im Detail.
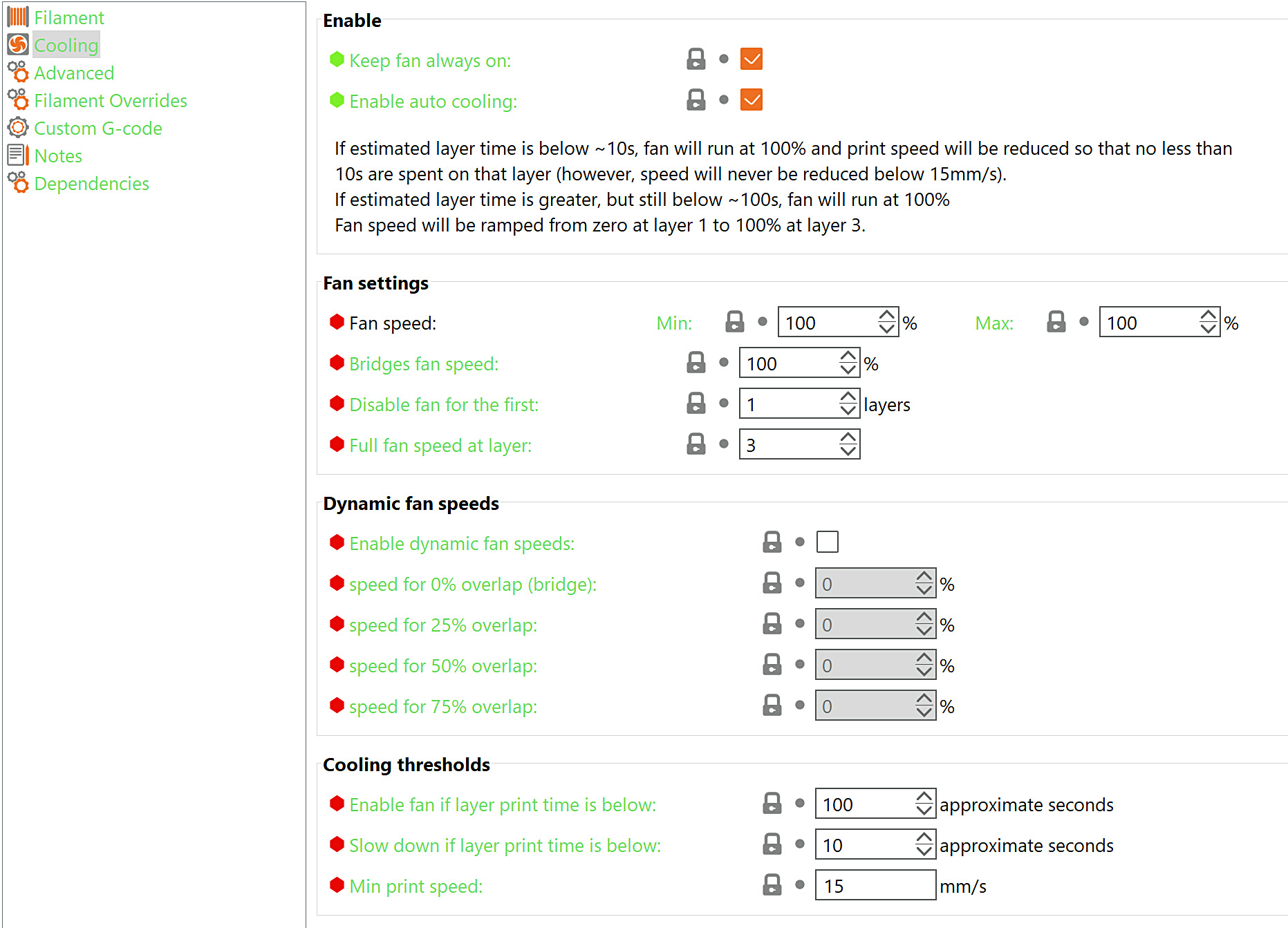
Wenn deaktiviert, läuft der Drucklüfter während der gesamten Zeit mit der mit Ventilatorgeschwindigkeit - Min definierten festen Geschwindigkeit, mit Ausnahme von Brücken, die immer noch durch Brückenventilatorgeschwindigkeit definiert werden können.
Ventilator Einstellungen
Ventilatorgeschwindigkeit
Sie können Min und Max Ventilatorgeschwindigkeit als Prozentsatz der maximalen Drehzahl des Lüfters einstellen.
Der Wert Max wird verwendet, wenn die Druckzeit der Schicht unter dem Wert Langsamer Drucken wenn die Schichtdruckzeit geringer ist als liegt.
Der Wert Min wird verwendet, wenn die Druckzeit der Schicht länger ist als Ventilator anschalten wenn die Schichtdruckzeit geringer ist als liegt.
Wenn die Schichtdruckzeit zwischen diesen beiden Werten liegt, läuft die Lüftergeschwindigkeit proportional bei einer Geschwindigkeit zwischen dem Min und Max Wert.
Das mag ein bisschen verwirrend erscheinen, aber Sie können die Live-Update-Textbeschreibung über Ventilatoreinstellungen verwenden, die hoffentlich alles klar macht. Versuchen Sie, die Werte zu ändern und sehen Sie, wie sich die Beschreibung ändert.
Brückenventilatorgeschwindigkeit
Überschreibt die Lüftergeschwindigkeit mit dem eingestellten Wert beim Drucken von Brücken und Überhänge. Normalerweise werden Sie diesen Wert im Vergleich zum normalen Druck auf einen höheren Wert setzen.
Kein Ventilator für die ersten X Schichten
Kühlung der allerersten Schicht ist normalerweise nicht notwendig, da sie auf einer flachen Oberfläche verlegt wird. Bei vielen Filamenten kann es sogar sinnvoll sein, die Kühlung für einige weitere erste Lagen (typischerweise zwischen 1-5) zu überspringen, um ein Verziehen und Ablösen des Drucks vom Druckbett zu verhindern, was unweigerlich zu einem ruinierten Druck führen würde.
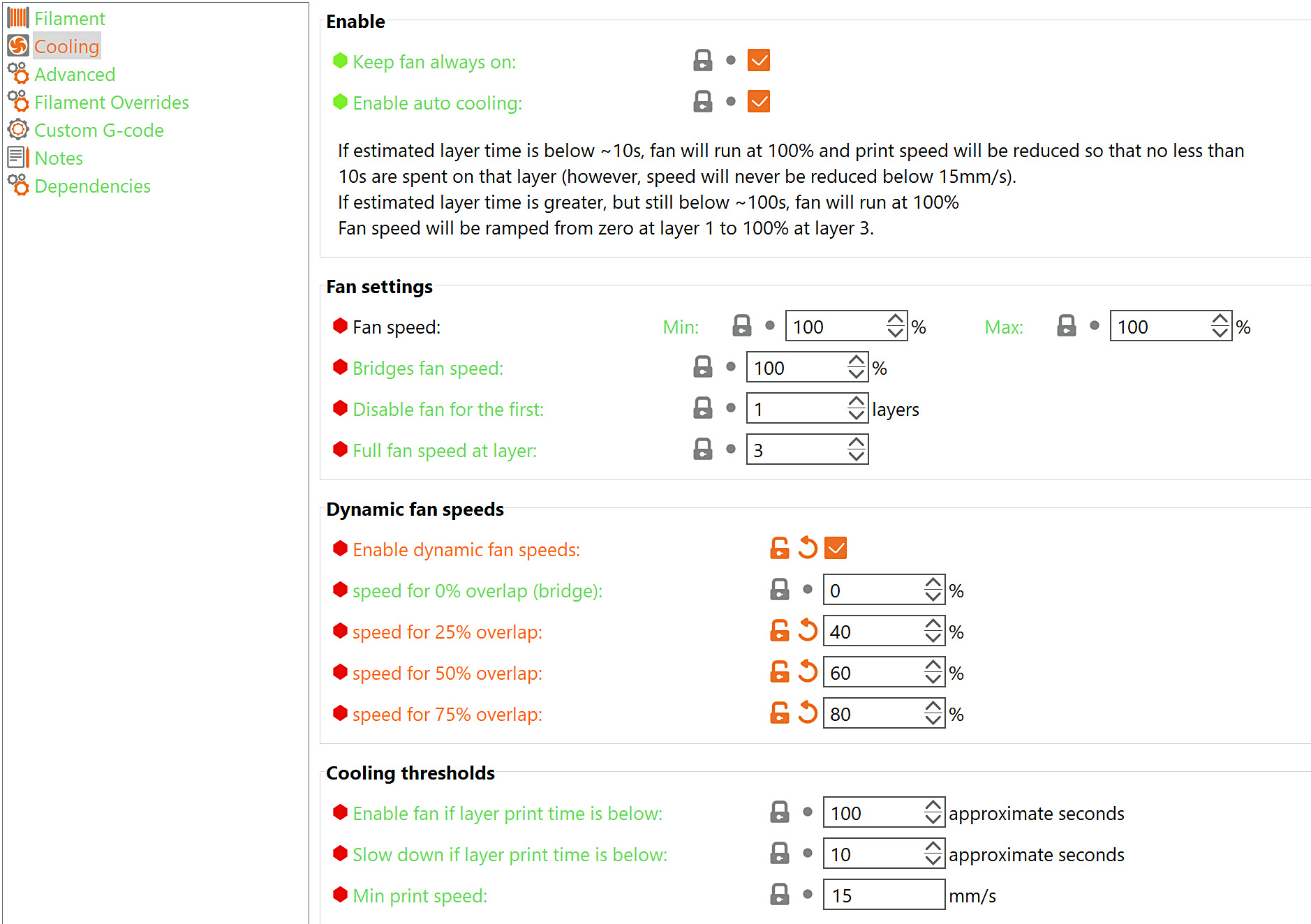
Dynamische Lüftergeschwindigkeiten
Die Einstellung aktiviert und steuert die dynamische, variable Lüftergeschwindigkeit in Abhängigkeit von der prozentualen Überlappung.
Die prozentuale Überlappung stellt die Überlappung des Extrusion mit der vorherigen Schicht dar. Eine 100%ige Überlappung ist eine vollständige Überlappung (kein Überhang), während eine 0%ige Überlappung einen vollständigen Überhang darstellt (fließende Extrusion, Brücke).
Die eingegebenen Werte für die Lüftergeschwindigkeit stellen den Prozentsatz der maximalen Drehzahl des Lüfters dar.
Die Lüftergeschwindigkeiten für dazwischen liegende Überhanggrößen werden durch lineare Interpolation berechnet.
Kühlungsschwellwerte
Ventilator anschalten wenn die Schichtdruckzeit geringer ist als
Wenn die Schichtdruckzeit unter dieser Anzahl von Sekunden geschätzt wird, wird der Druckventilator aktiviert, und seine Geschwindigkeit wird durch Interpolation zwischen der Min- und Max-Geschwindigkeit berechnet.
Langsamer drucken wenn die Schichtdruckzeit geringer ist als
Wenn die Schichtdruckzeit unter dieser Anzahl von Sekunden geschätzt wird, wird die Geschwindigkeit der Druckbewegungen verlangsamt, um die Dauer auf diesen Wert zu verlängern. Die Verlangsamung erfolgt durch Skalierung der Druckgeschwindigkeiten, so dass einige Druckbewegungen immer noch schneller sind als andere.
Minimale Druckgeschwindigkeit
Die minimale Geschwindigkeit, auf die PrusaSlicer die Geschwindigkeiten herunterskaliert. Das Drucken mit extrem niedrigen Geschwindigkeiten über längere Zeiträume könnte zu Problemen wie z.B. Wärmekriechen führen.
Denken Sie daran, dass Sie durch eine zu hohe Anhebung dieses Wertes die mit Langsamer drucken wenn die Schichtzeit geringer ist als teilweise ungültig machen können, wenn die Schicht-Druckzeit darunter liegt. Denn selbst wenn Sie mit dieser Mindestgeschwindigkeit drucken, kann die Schichtzeit kürzer als der eingestellte Wert sein.