Hauptzweck des Infill ist die innere Unterstützung der oberen Schichten, die sonst den leeren Raum überbrücken müssten. Das Infill beeinflusst auch die Druckgeschwindigkeit, die strukturelle Festigkeit, den Filamentverbrauch und sogar das Aussehen des Druckobjekts.
Fülldichte
Die meisten Modelle können mit 10-15% Infill gedruckt werden. Wenn sich die Oberseite des Modells allmählich schließt, kann es hohl gedruckt werden (0% Infill), obwohl wir dies im Allgemeinen nicht empfehlen. Wenn das Modell schwerer sein soll, mehr Druckfestigkeit oder höhere Steifigkeit benötigt wird, kann die Füllung erhöht werden. Sie werden selten mehr als 30% Infill benötigen. Schließlich können Sie das Modell mit 100% Infill drucken und das Füllmuster wird gezwungen, geradlinig zu sein. Beachten Sie, dass 100% Infill eine negative Auswirkung auf das Aussehen des gedruckten Objekts haben kann.
Die Stärke eines Modells wird meist durch die Anzahl der Perimeter (nicht Infill) definiert. Wenn Sie einen stärkeren Druck haben wollen, erhöhen Sie die Anzahl der Perimeter. Infill hilft jedoch bei der Druckfestigkeit.
Füllmuster
PrusaSlicer bietet viele Infill-Muster zur Auswahl - sehen Sie sich die spezielle Infill-Muster-Dokumentationsseite an.
Länge des Infill-Ankers
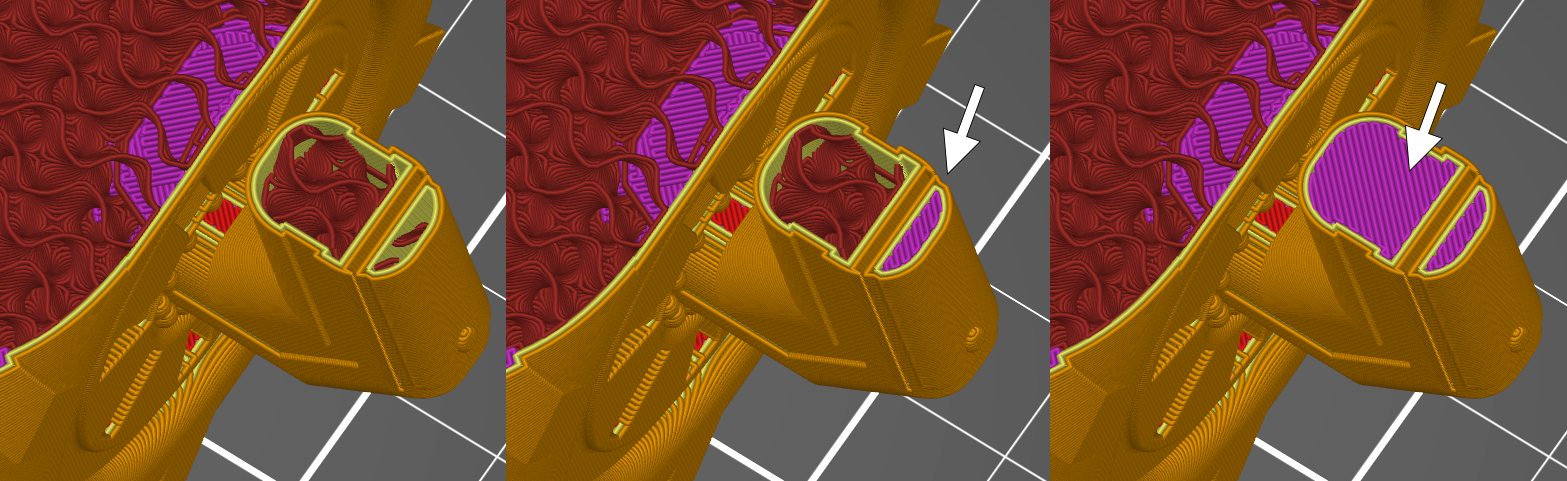
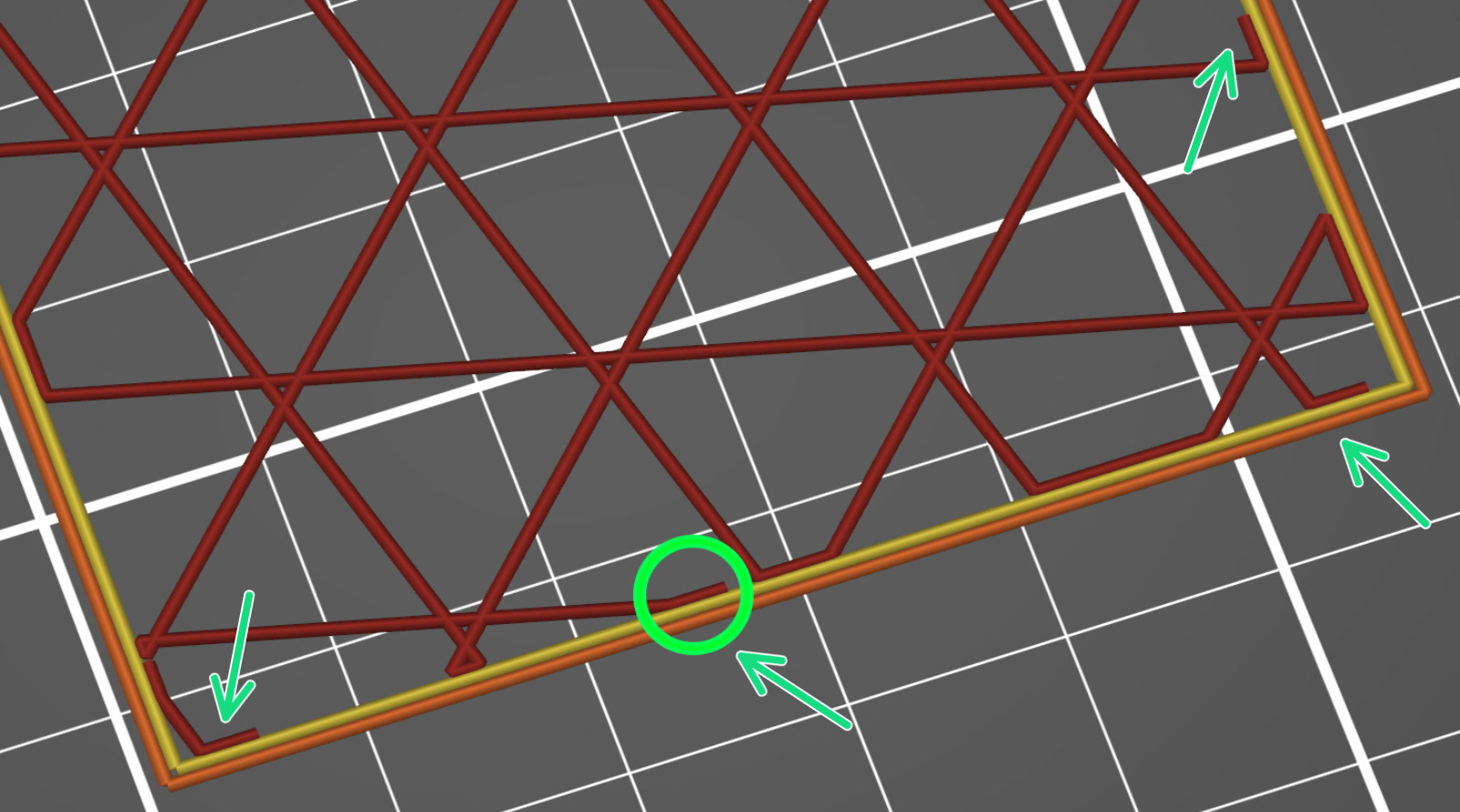
Das Infill ist in der Regel mit den Perimetern durch einen so genannten Anker verbunden. Dabei handelt es sich um eine kurze Linie eines anderen (inneren) Perimeters, die zu einer Infill-Linie wird. Dies macht die Füllung stabiler und ist bei einigen Materialien (namentlich PETG) erforderlich, um den Extrusionsfluss am Anfang einer Fülllinie zu stabilisieren.
Der Wert für die Länge des Füllungsankers legt fest, wie viele Millimeter dieses Ankers die Füllung und die Perimeter verbinden sollen. Wenn Sie diesen Wert auf 0 setzen, wird das Infill unabhängig von den Perimetern gedruckt. Setzen Sie einen höheren Wert, um den Anker zu drucken, der als Füllung selbst weiterläuft.
Wenn Sie diesen Wert als Prozentsatz (15%) angeben, wird er über die Infill-Extrusionsbreite berechnet.
Maximale Länge des Infill-Ankers
Dieser Wert legt die maximale Länge des Infill-Ankers fest, der das Infill mit den Perimetern verbindet.
Setzen Sie diesen Parameter auf 0, um die Verankerung vollständig zu deaktivieren.
Oberstes Infill
Sie können ein benutzerdefiniertes Infill-Muster auswählen, das nur die obere sichtbare Ebene beeinflusst, nicht die darunter liegenden angrenzenden massiven Schichten.
Unteres Infill
Sie können ein benutzerdefiniertes Infill-Muster auswählen, das nur die untere sichtbare Ebene betrifft, nicht die darüber liegenden angrenzenden massiven Schichten.
Automatische Infill-Kombination
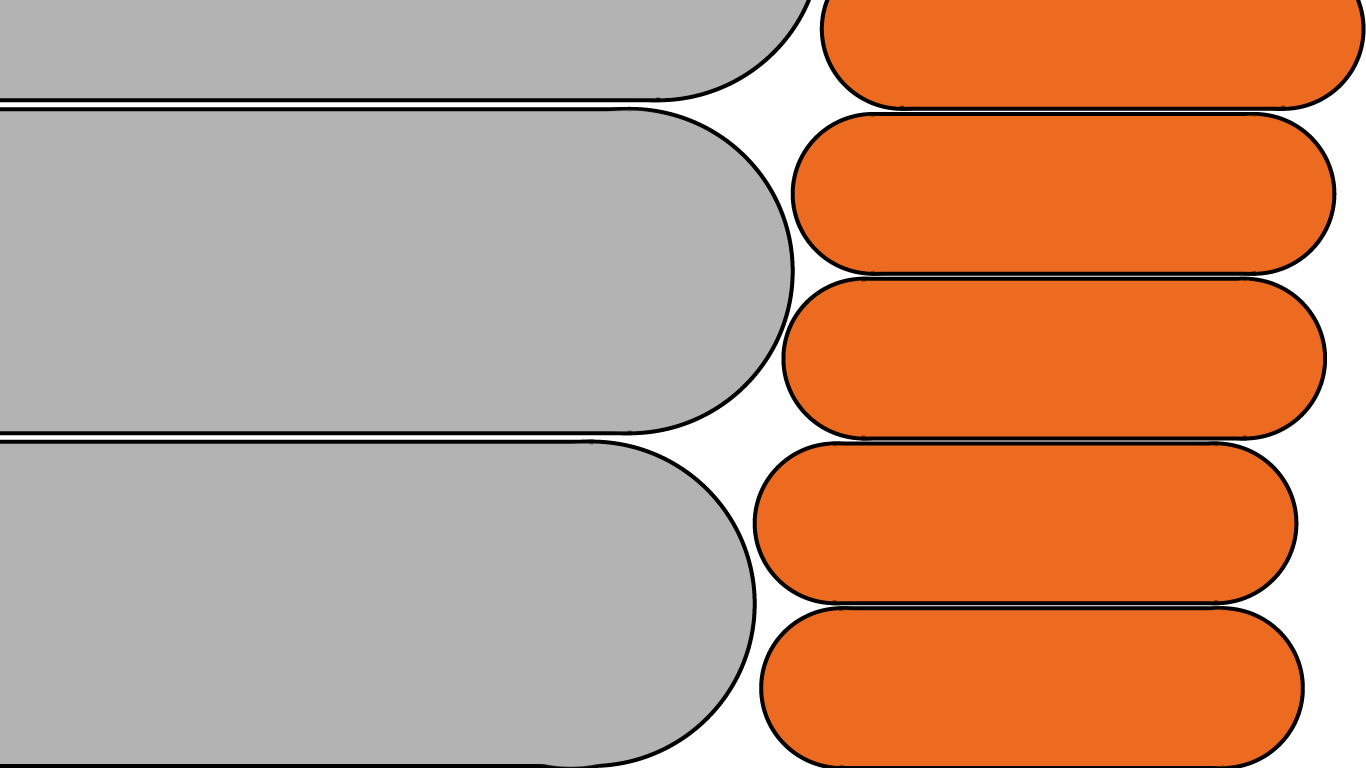
Diese Funktion kombiniert automatisch die Infills mehrerer Schichten und beschleunigt Ihren Druck, indem dickere Infill-Schichten extrudiert werden, während dünne Perimeter erhalten bleiben, wodurch die Genauigkeit erhalten bleibt.
Automatische Infill-Kombination - Maximale Schichthöhe
Maximale Schichthöhe für die Kombination von Infill, wenn die automatische Infill-Kombination aktiviert ist. Die maximale Schichthöhe kann entweder als absoluter Wert in Millimetern oder als Prozentsatz des Düsendurchmessers angegeben werden. Wenn Sie mit Düsendurchmessern drucken, für die es in PrusaSlicer keine Standardeinstellungen gibt, empfiehlt es sich, den prozentualen Wert dem absoluten Wert vorzuziehen.
Infill alle X Schichten zusammenfassen
Unterschiedliche Schichthöhen werden für die Füllung und für die Perimeter verwendet, um den Druck zu beschleunigen, ohne die Druckqualität zu beeinträchtigen.
Beispiel: Infill alle 3 Schichten kombinieren, Schichthöhe 0.1 mm, Infill wird bei 0.3 mm Schichthöhe gedruckt.
Massives Infill aller X-Schichten
Mit dieser Funktion können Sie eine massive Schicht nach jeder gegebenen Anzahl von Schichten erzwingen. Dies kann nützlich sein, um die Festigkeit des gedruckten Teils zu erhöhen, jedoch werden andere Optionen, wie z.B. die Erhöhung der Anzahl der Umfänge oder des Füllungsanteils, bevorzugt. Eine weitere Anwendung wäre die Schaffung separater interner Zellen, um die Wärmeisolierung zu erhöhen.
Zur Deaktivierung auf 0 setzen.
Infill-Winkel
Standardwinkel für die Orientierung des Infill. Die Kreuzschraffur wird auf einige Infill-Muster angewendet.
Massives Infill Flächen Schwellwert
Massives Infill für Regionen mit einer kleineren Fläche als der angegebenen Schwelle erzwingen.
Zur Deaktivierung auf 0 setzen.