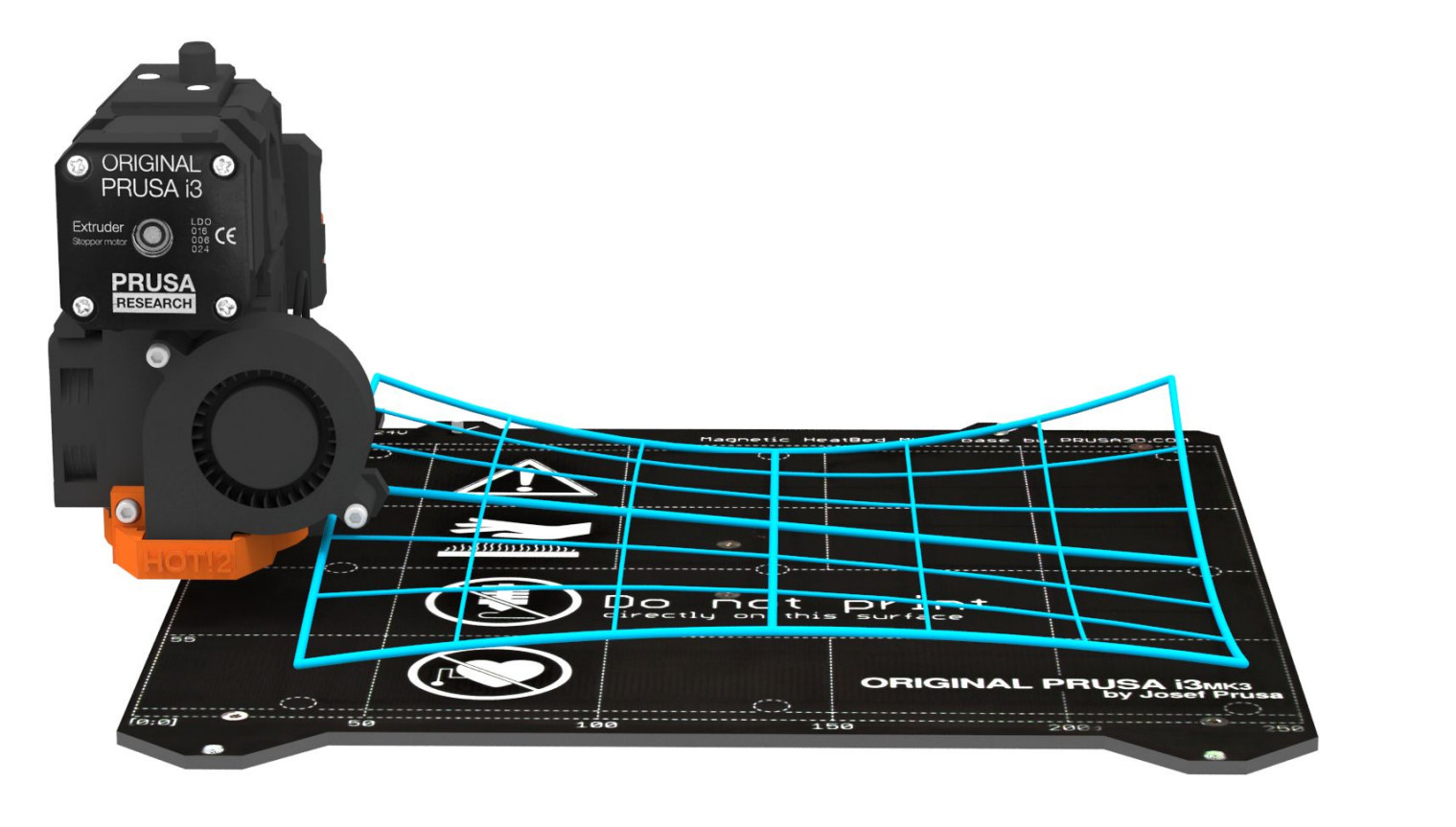
Die Original Prusa FDM-Drucker verfügen über einen Sensor, der den Abstand zur gedruckten Oberfläche erkennt. Während einer Kalibrierung und vor jedem Druck geht der Sensor eine Reihe von Punkten durch, die in einem Gittermuster über die Bauplatte verteilt sind (ob es sich um ein pulverbeschichtetes oder glattes PEI-Blech handelt, spielt keine Rolle), und misst den Abstand zum Blech. Diese Punkte werden interpoliert und dazu verwendet, ein virtuelles Netz des Bettes zu erzeugen. Wenn sich das Bett während des Druckens leicht verzieht, folgt der Sensor dennoch genau der Oberfläche entsprechend des gemessenen Netzes.
Original Prusa MK2/S, MK2.5/S, MK3/S/+
Diese Druckermodelle bis zum MK3S sind mit einem PINDA-Sensor ausgestattet, während der MK3S+ und der MK3.5/S mit einem SuperPINDA-Sensor ausgestattet sind.
Der StallGuard für die Z-Achse ist während der Nivellierung des Maschenbetts aktiv. Falls die Düse in das Bett schlägt, bevor der PINDA/SuperPINDA-Sensor auslöst, wird der Kalibrierungsprozess unterbrochen und der Benutzer wird aufgefordert, die Düse auf jegliche Art von Schmutz zu überprüfen.
Einstellungen für Gitterbettnivellierung
Die Gitter-Bettnivellierungseinstellungen finden Sie unter Einstellungen - Gitter-Bettausgleich, auf dem LCD-Menü. Dort haben Sie die folgenden Optionen:
- Gitter (3x3 - 7x7)
- Z-Sensor Nr. (1 - 3 - 5)
- Magnet komp. (EIN / AUS)
Gitter: Die Standardrasterdichte beträgt 3x3 (9 Punkte). Wenn Sie jedoch immer noch eine ungleichmäßige Haftung der ersten Schicht feststellen, können Sie die Dichte in Einstellungen - Gitter-Bettausgleich - Gitter auf 7x7 (49 Punkte) erhöhen.
Z-Sensor Nr.: Wenn Sie die Z-Sensor-Nr. ändern, ändern Sie, wie oft jeder Punkt gemessen wird. Wir schlagen entweder 3 oder 5 Messungen pro Punkt vor, da der Endwert als Mittelwert berechnet wird. Die Änderung dieser Einstellungen wirkt sich darauf aus, wie lange der Gitter-Bettnivellierungsvorgang dauert.
Magnetkomp.: Bei der 7x7 Gitter-Bettnivellierung können Sie wählen, ob Sie die Magnetkompensation verwenden möchten oder nicht. 3 der 49 Punkte liegen so nahe an Magneten, dass die Anzeige um bis zu 80μm (Mikrometer) abweichen kann. Die Magnetkompensation ignoriert die Messwerte dieser 3 Punkte und berechnet sie anhand der umgebenden Punkte. Wir schlagen vor, diese Funktion eingeschaltet zu lassen.
Erzwingen der Z-Kalibrierung
Wenn die Gitter-Nivellierung des Betts während des Verfahrens vor einem Druck unterbrochen wird, erscheint auf dem Bildschirm die Meldung "Z-Kalibrierung erzwingen" und der Drucker kehrt zurück und durchläuft das Verfahren erneut. Dies kann auftreten, wenn sich Schmutz auf der Düse befindet, wenn das Bett beim Sondieren nach unten gedrückt wird oder wenn Sie das Bett während des Sondierens berühren und drücken. Dadurch wird die Abweichung über einen bestimmten Schwellenwert gebracht, und es wird einfach ein weiterer Versuch unternommen, das Gitterbettnivellieren durchzuführen. Auf diese Weise soll vermieden werden, dass es erneut über das Menü gestartet wird, wenn das Problem einfach nur ein Unfall war. Wenn das Problem weiterhin besteht, wird dieser Vorgang dreimal wiederholt, bevor der Druck abgebrochen wird.
Fehlerbehebung
Bitte lesen Sie unseren speziellen Artikel P.I.N.D.A./SuperPINDA-Sensorprüfung, um jedes Problem zu lösen.
Original Prusa MINI/+
Der Original Prusa MINI ist mit einem M.I.N.D.A. Sensor ausgestattet, während der Original Prusa MINI+ mit einem SuperPINDA Sensor ausgestattet ist. Die Rasterdichte beträgt 4x4.
Fehlersuche
Bitte lesen Sie unseren speziellen Artikel M.I.N.D.A./SuperPINDA Sensor prüfen (MINI/MINI+), um Probleme zu lösen.
Der Original Prusa MK4/S, MK3.9/S, XL
Der Original Prusa MK4/S, MK3.9 und XL sind mit einer Wägezelle ausgestattet, um zu erkennen, dass die Düse nahe genug am Blech ist, um zu drucken, und um Schäden zu vermeiden, die dadurch entstehen würden, dass sich die Düse in das Blech gräbt.
Vor dem Druck prüft die Düse den Abstand zum Druckblech an mehreren Stellen, um eine virtuelle Höhenkarte der Oberfläche zu erstellen. Die Punkte werden innerhalb des Bereichs des gewählten Drucks gemessen.