Zusammen mit der Gitterbettnivellierung ist die Bettniveaukorrektur eine wichtige Funktion, die es dem Anwender ermöglicht, selbst kleinste Unebenheiten in der ersten Schicht auszugleichen. Sie ermöglicht es, das Heizbett auf der linken, rechten, vorderen und hinteren Seite virtuell anzuheben oder abzusenken, wodurch Sie im Wesentlichen einen unterschiedlichen Live-Adjust-Z-Wert auf jeder der vier Seiten des Heizbettes haben können. Diese Funktion ist am vorteilhaftesten, wenn Sie häufig die gesamte Fläche des Heizbettes nutzen müssen.
Anwendung der Bettniveaukorrektur
Die Anpassungsgrenze ist +/- 100 Mikrometer (μm). Selbst 20 Mikrometer können einen großen Unterschied ausmachen, so dass bei Verwendung dieser Funktion kleine inkrementelle Änderungen vorgenommen werden müssen. Genau wie bei der Live-Z-Einstellung senken negative Werte die Düse näher an das Heizbett ab.
Vorbereitende Schritte
- Versichern Sie sich, dass Sie kürzlich die XYZ-Kalibrierung für MK3/S/+ und den XY-Achsentest, Teil des Selbsttests, für MK3.5/S, MINI/+ durchgeführt haben.
- Reinigen Sie die gesamte Oberfläche Ihres Blechs mit 90%igem oder höherprozentigem Isopropylalkohol.
- Verfügen Sie über eine gute Grundkalibrierung der ersten Schicht. Folgen Sie den entsprechenden Anweisungen für MK2.5/S, MK3/S/+, MK3.5/S und für MINI/+.
- Versichern Sie sich, dass Sie die möglichen Ursachen überprüft haben, die in dem entsprechenden Artikel über Probleme in der ersten Schicht beschrieben sind.
Testmodelle
Laden Sie dieses Testmodell für Ihre Druckerversion herunter und slicen Sie es mit den Standard-PLA-Einstellungen des Prusa Slicers, 0,20 mm Schichthöhe.
Vorgehensweise
- Drucken Sie den im vorherigen Schritt vorbereiteten g-Code mit einem PLA-Filament (idealerweise helle und opake Farbe). Der Druck ist nur eine Schicht hoch und nimmt den größten Teil der bedruckbaren Oberfläche ein. Sie müssen nicht die gesamte Datei drucken, sondern den Druck stoppen, sobald die Unterschiede in der Schichthöhe über die Platte deutlich werden.
- Bewerten Sie, wo die Schicht zu zerquetscht und voller Narben ist und wo es Lücken zwischen den Linien gibt. Auf dem Foto unten sind die Linien in der rechten oberen Ecke zu stark zerquetscht, und die Düse ist in der linken unteren Ecke zu weit entfernt.
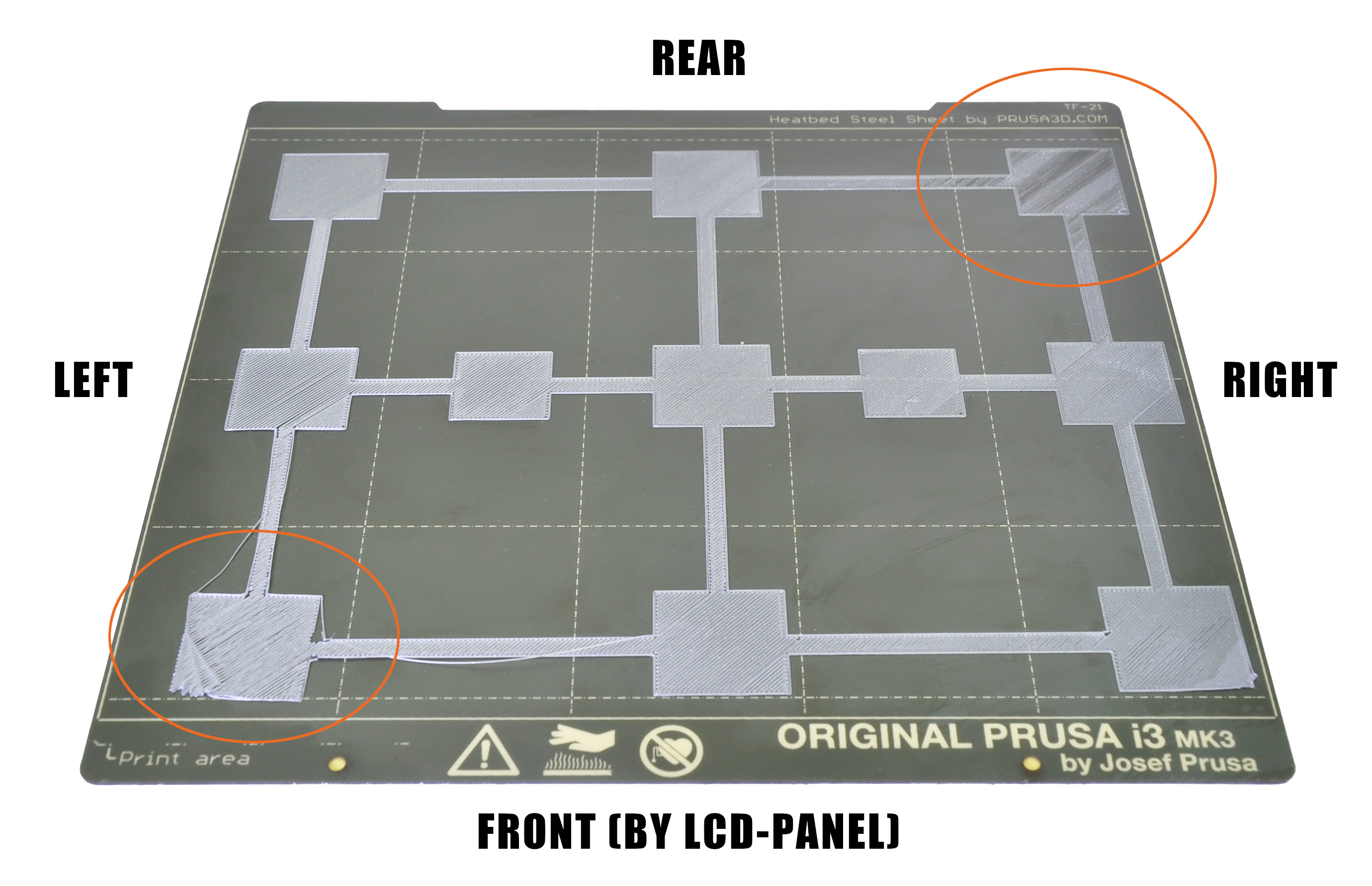
Im obigen Beispiel wollen Sie einen Minus-Wert auf der linken Seite einstellen, wodurch die Düse näher heranrücken soll, und einen Plus-Wert auf der rechten Seite, wodurch die Düse wegbewegt werden soll. Möglicherweise müssen Sie auch den Abstand vorne und hinten anpassen, aber machen Sie einen Testdruck, nachdem Sie die linke und rechte Seite angepasst haben.
- Gehen Sie zur LCD-Menü -> Kalibrierung -> Betthöhenkorrektur. Dort können Sie die Werte für Links/Rechts/Vorne/Hinten einstellen (verstanden aus Ihrem Blickwinkel, da Sie auf das LCD des Druckers schauen).
- Bearbeiten Sie die Werte, wir schlagen vor, in Schritten von +/- 10 zu gehen. Diese Werte werden zur grundlegenden Live Z zum in Schritt 1 festgelegten Wert hinzugefügt. Denken Sie daran, dass ein negativer Wert den Abstand zur Düse verringert, wodurch die Schicht stärker zerquetscht wird. Ein positiver Wert vergrößert den Abstand zwischen der Düse und dem Bett, wodurch die Narben auf Ihrer ersten Schicht geheilt werden.
- Wiederholen Sie die Vorgensweise, bis Sie mit dem Ergebnis zufrieden sind (Foto unten zur Inspiration).
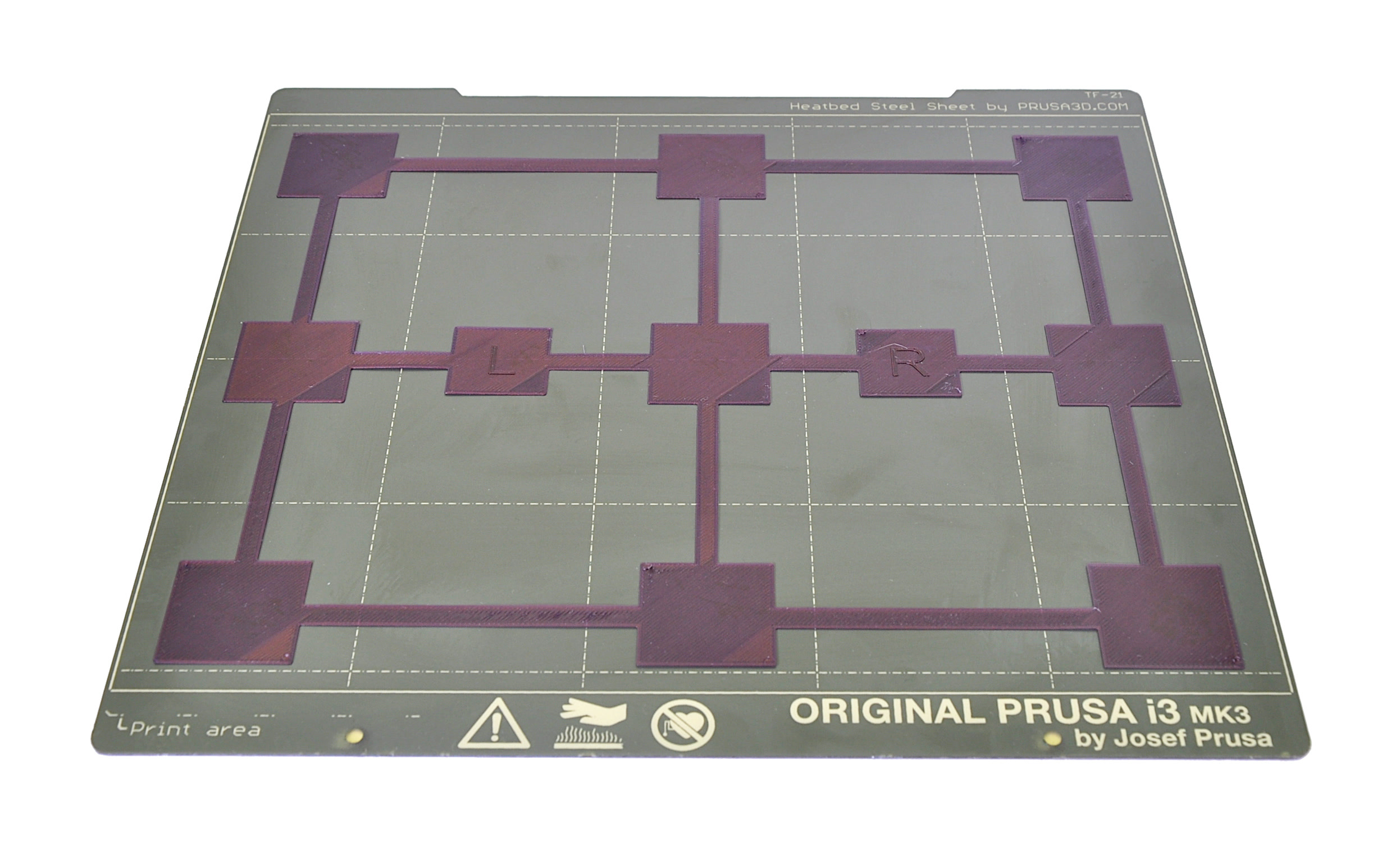
Nehmen wir zum Beispiel an, Ihr Live-Adjust-Z-Wert ist -1.000 und die Ebene ist hinten zu stark gequetscht und Sie sehen Lücken zwischen den Linien auf der rechten Seite.
- Hinten: Sie müssen einen positiven Wert eingeben (am Ende wird es z.B. 25 sein), damit die Schicht weniger zerquetscht wird
- Rechts: Sie müssen einen negativen Wert eingeben (am Ende wird es z.B. -10 sein), damit die Schicht mehr zerquetscht wird