V mnoha případech se potřebujeme rozhodnout, zda komponenta nefunguje, nebo je pouze špatně nainstalovaná. Existují také situace, kdy je potřeba rozhodnout která přesně komponenta se musí vyměnit. Multimetr (multitester) používáme pro zjištění vodivosti kabelů (zkratu), měření hodnot odporu topných těles a termistorů a pro měření napětí přicházejícího ze zdroje a směřujícího do topných těles.

Nastavení multimetru
Abychom mohli začít, musíme nejprve k multimetru správně připojit dvě měřící sondy (kabely):
- Černý se zapojuje do COM portu.
- Červený se zapojuje do portu pro volty (V), ohmy (Ω), a frekvenci (Hz).
Poté musíte na multimetru nastavit správný rozsah napětí nebo odporu podle toho, jakou součástku testujete. Například nemůžete měřit 100 K Ohm (Kilo=1000), pokud je váš multimetr nastaven pouze na 200 Ohm. Musíte jej nastavit na 200K.
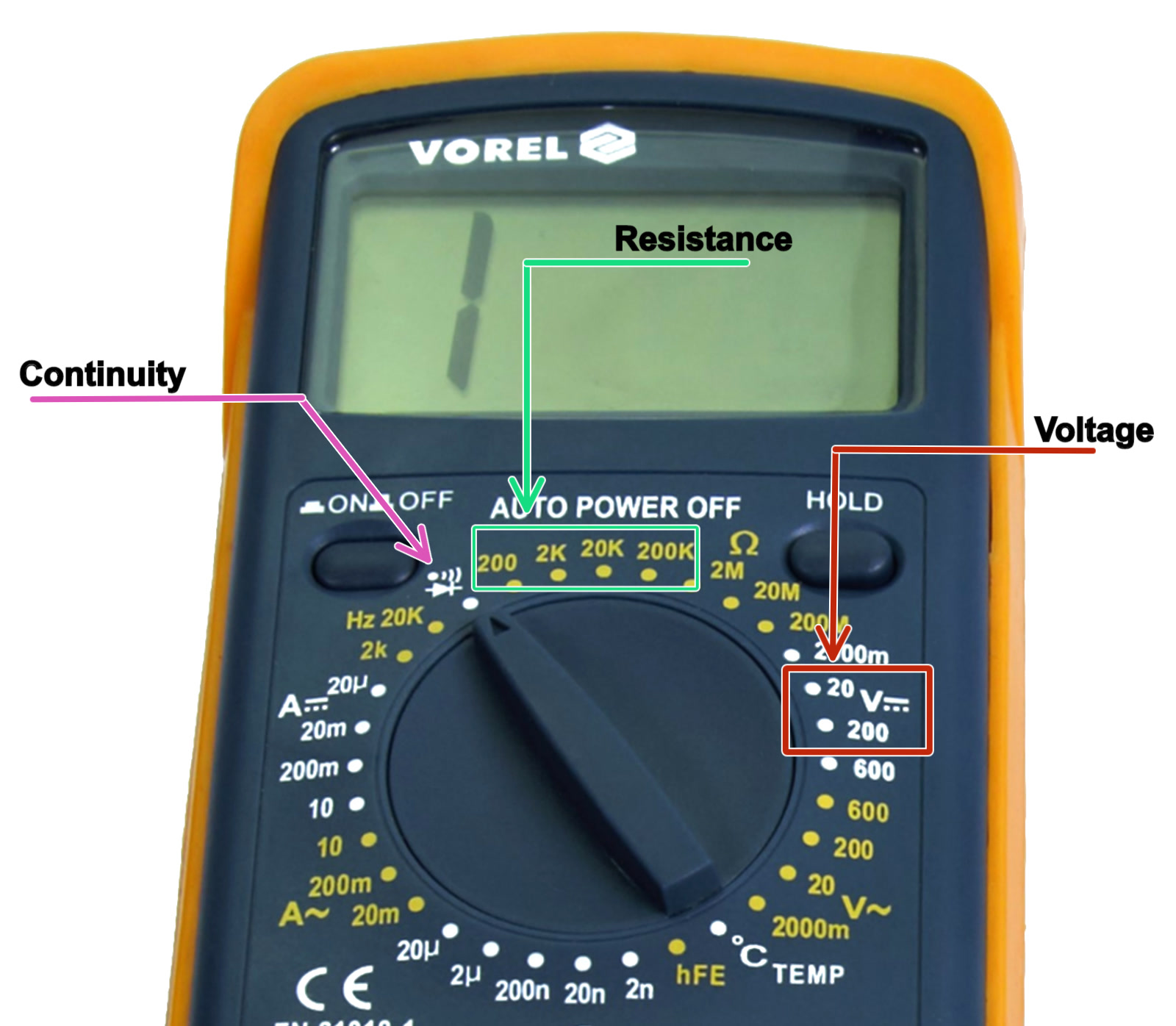
Reference pro nastavení multimetru
Nastavení odporu:
- Pro všechny termistory nastavte odpor na hodnotu "200K" Ohm (zelená šipka), jelikož termistor by měl mít hodnotu okolo 100K.
- Pro všechna topná tělesa nastavte odpor na hodnotu "200" Ohm (zelená šipka), jelikož topení mívají hodnotu mezi 1 a 20 Ohmů.
Nastavení napětí:
Při měření napětí přicházejícího do topení nebo do tiskárny samotné je důležité pamatovat, že tiskárny MK2/S a MK2.5S jsou 12V systém, zatímco MK3S je 24V systém.
- Pro 12V systém nastavte multimetr na "20" voltů (červená šipka).
- Pro 24V systém nastavte multimetr na "200" voltů (červená šipka).
Nastavení pro měření vodivosti:
Nastavení je označené fialovou šipkou a zobrazí 0 + vydá zvukový signál, pokud se obě sondy spojí, ať už dotykem nebo po propojení kabelem. Toto se provádí pro zjištění, zda není vodič přerušený.
Kde měřit
Tisková hlava
U každé komponenty existuje několik možností, my se zaměříme především na konektory. Naměřené hodnoty se na displeji multimetru objeví ihned poté, co se sonda dotkne komponenty.
Na modelech MK2/S, MK3/S/+
a MINI/+ jsou termistor tiskové hlavy a topný element připojeny k hlavní desce.
Na modelech MK4 a XL jsou tyto dva komponenty připojeny na desku umístěnou na extruderu, konkrétně na LoveBoard a Dwarf Board.
Abyste dostali správné a relevantní údaje, měli byste sondy přikládat na tato místa:
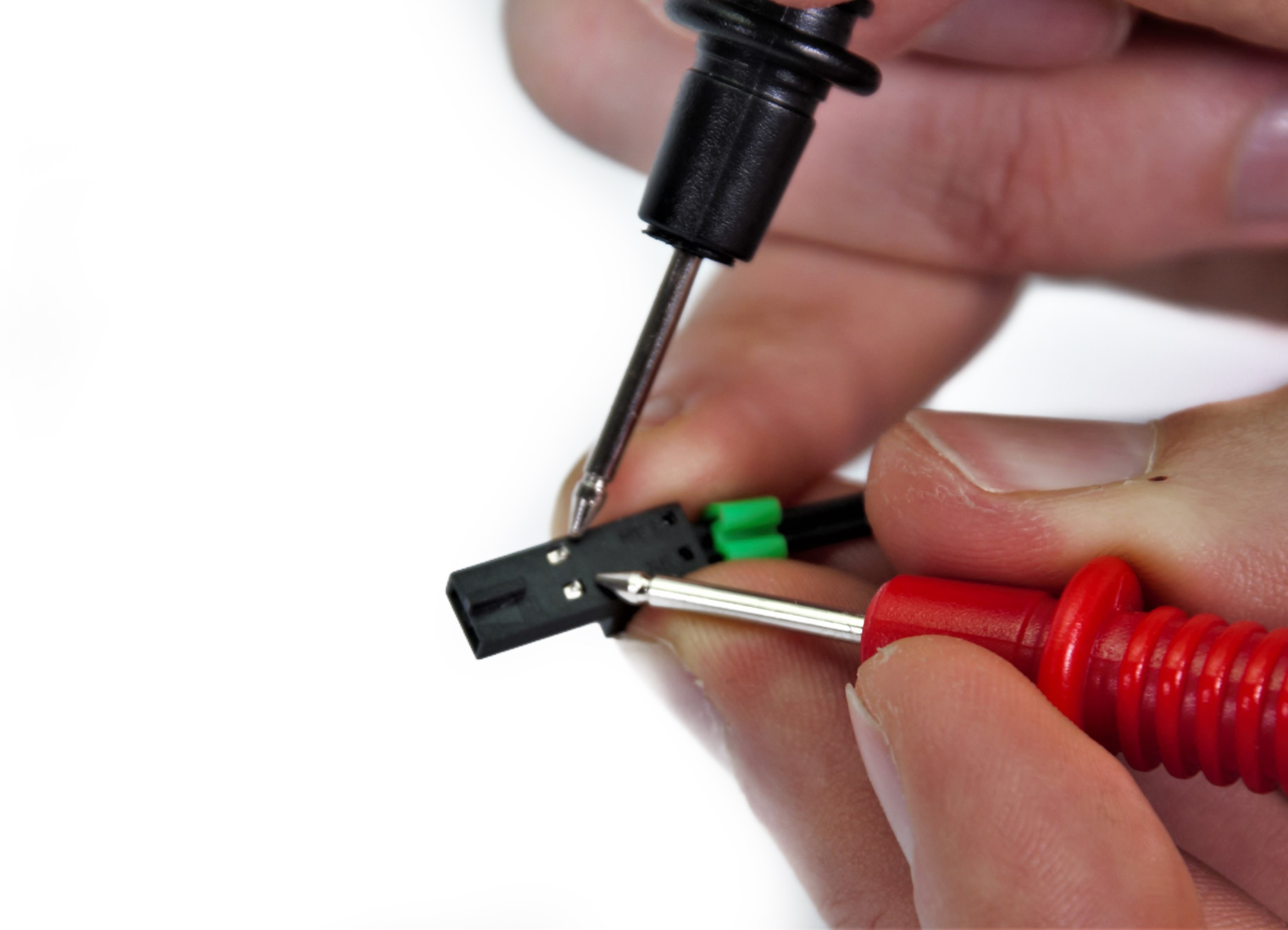 | 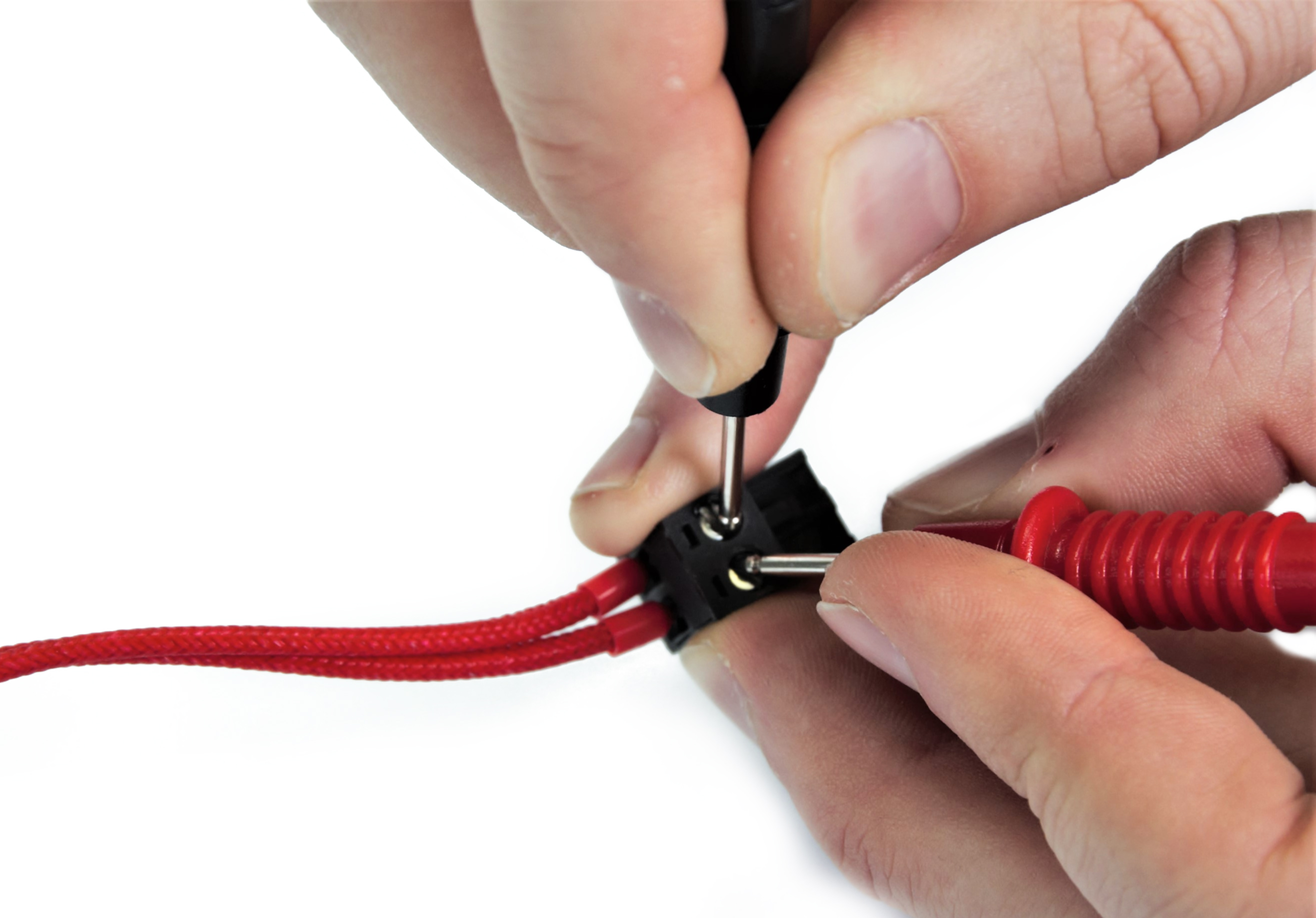 |
| Kovové vložky v plastových konektorech (Einsy RAMBo,* Mini RAMBo, deska Buddy) | Topný blok: Šrouby držící kabely v konektoru (Einsy RAMBo, Mini RAMBo, Buddy board) |
 |  |
| MK4/MK3.9/XL topný blok | MK4/MK3.9/XL hotend termistor |
Heatbed
Můžete změřit odpor na pájecích ploškách/šroubech držících kabely na heatbedu (modré šipky) nebo na jejich koncích připojených k základní desce (zelený čtverec). Před měřením musíte kabely z desky vypoojit! Na MK2S/MK2.5S můžete měřit napětí a odpor na šroubech držících kabely v konektoru. Před měřením vyjměte konektor z desky.
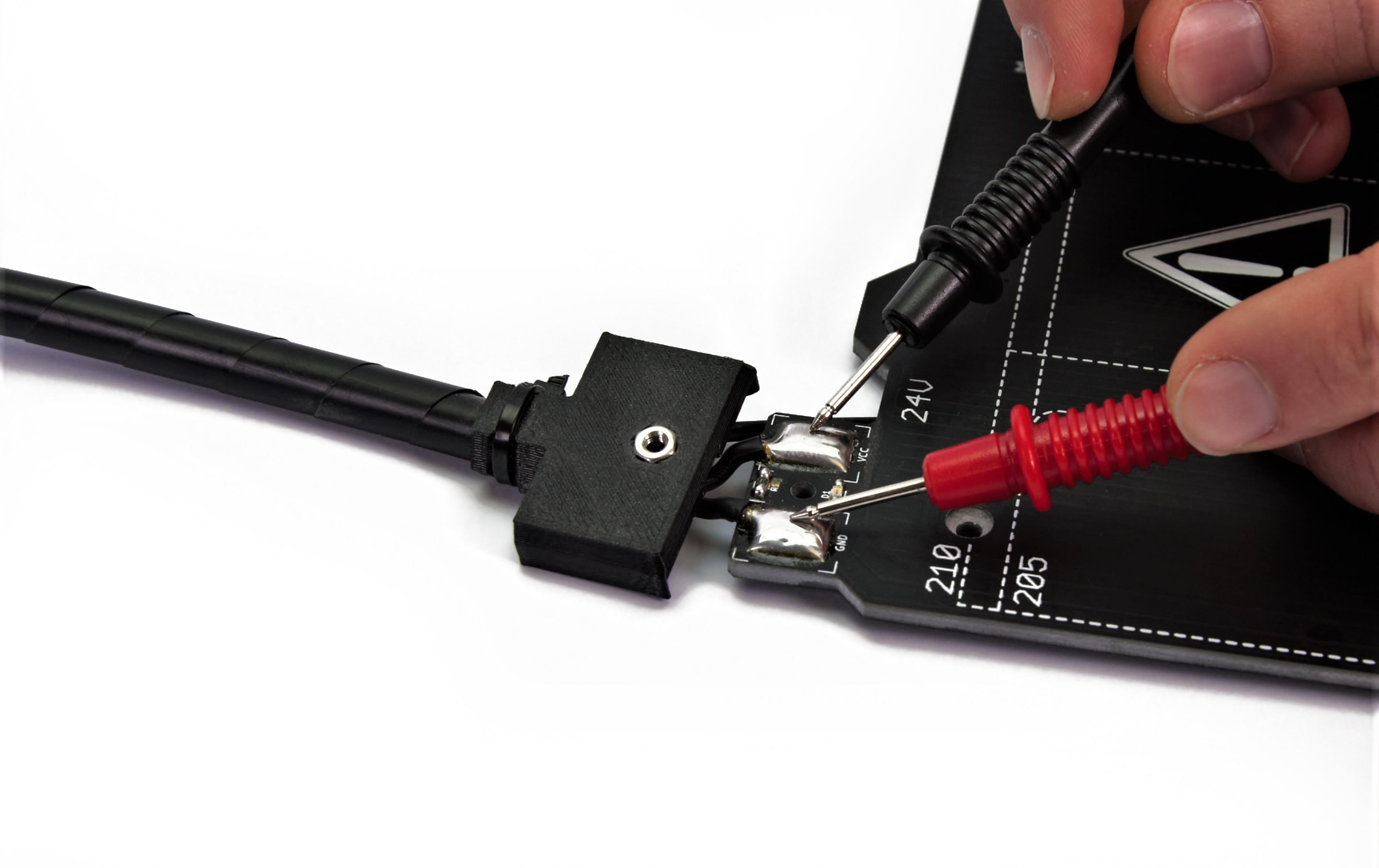 | 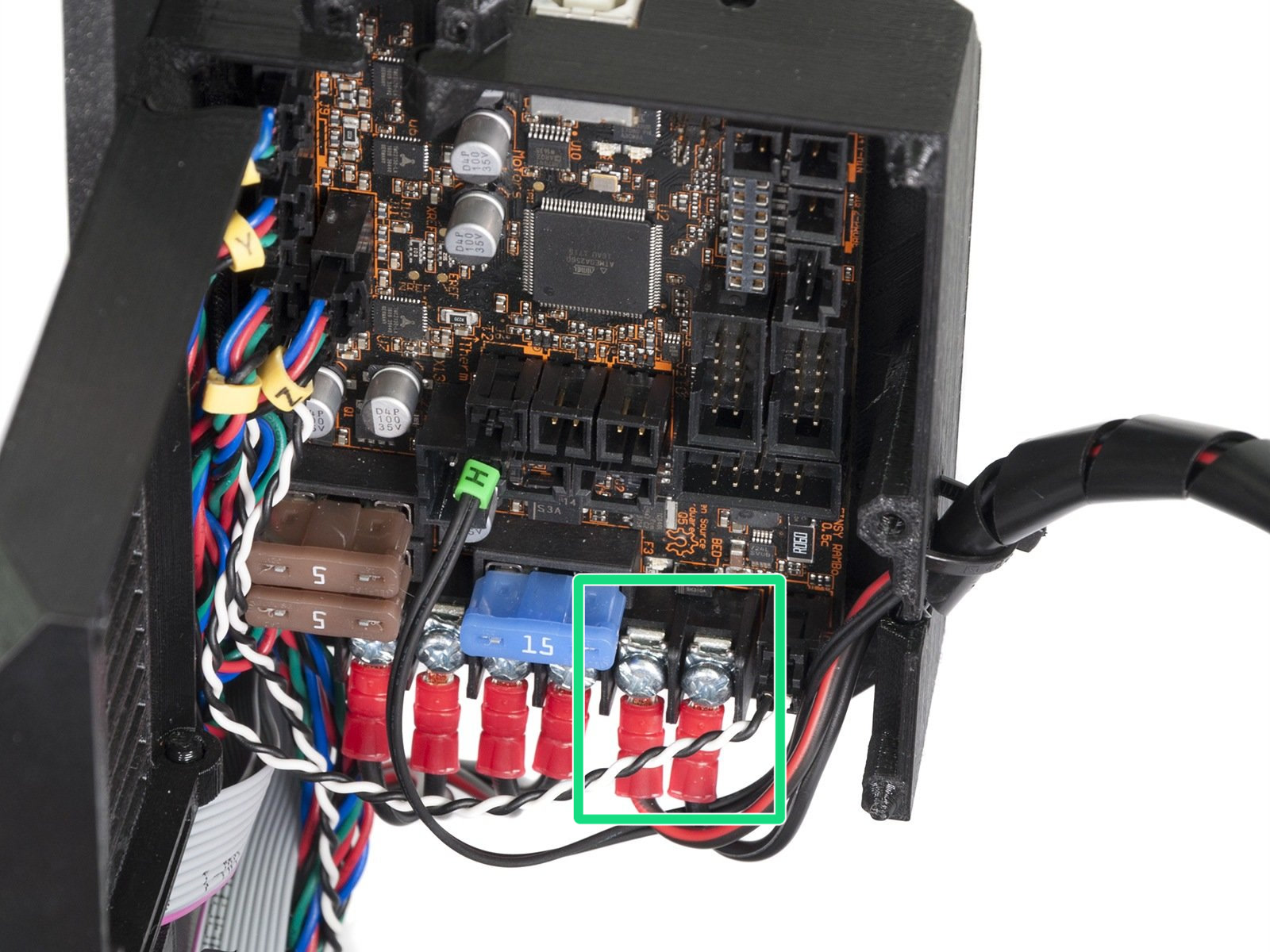 |
| MK2/S a MK3 heatbed | MK2/S a MK3/S/+ hlavní deska |
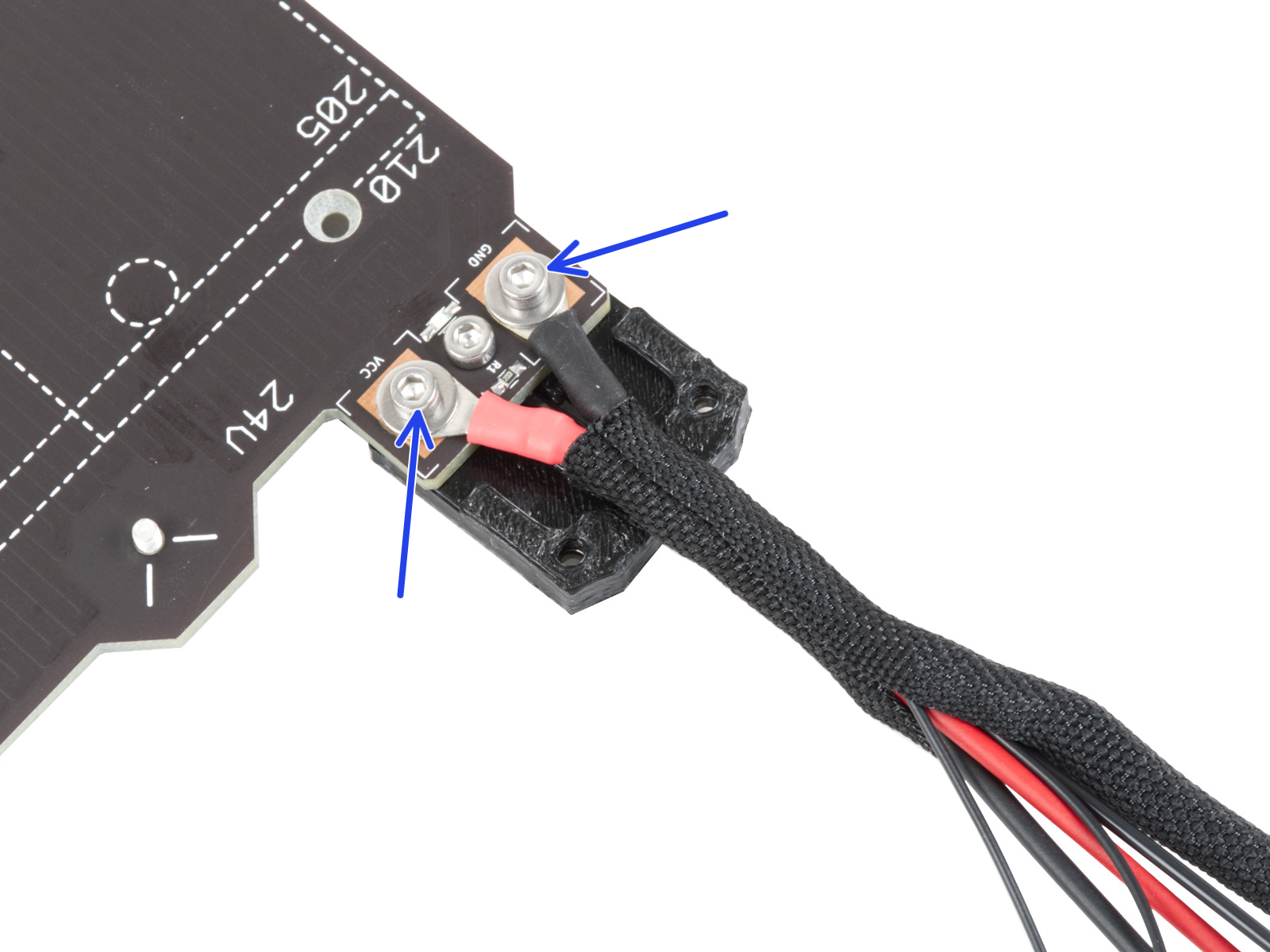 | 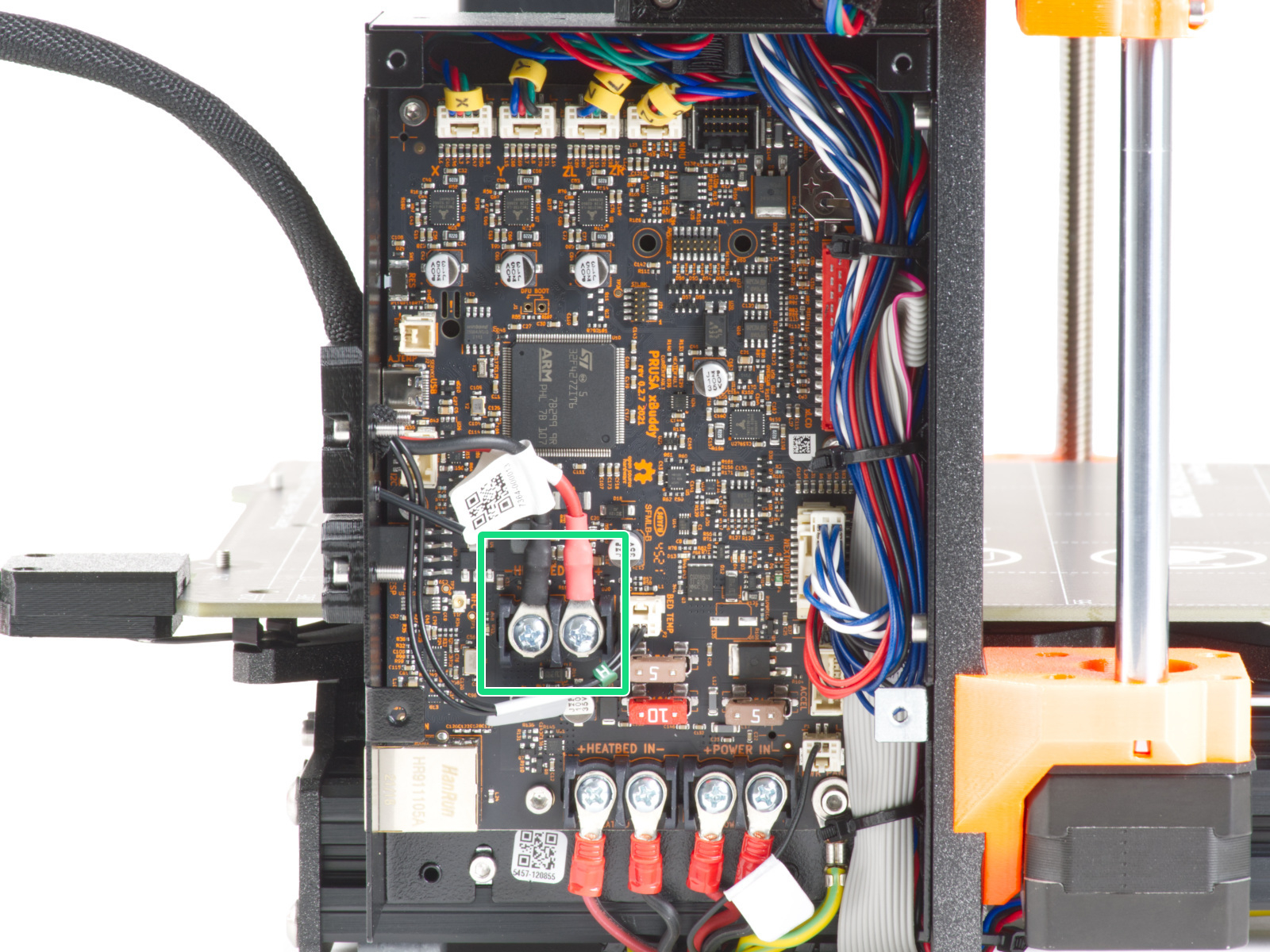 |
| MK3/S/+, MK3.5 a MK4/MK3.9 heatbed | MK3.5 a MK4/MK3.9 hlavní deska |
Pojistky nebo kabely
Pojistky lze zkontrolovat využitím testu vodivosti na multimetru. Ten otestuje jedinou věc, a to zda je nebo není komponenta schopna vést napětí. Oběma měřícími kabely multimetru se dotkněte obou vývodů/konců pojistky či kabelu. Signál (pípnutí nebo hodnota 0 na displeji multimetru) vám sdělí, že je komponenta neporušená, a tedy by měla fungovat.

Odpor
Abyste vyzkoušeli, zda topná tělesa pracují v definovaném rozsahu hodnot odporu, můžete provést následující měření. Pro toto měření je třeba, abyste nastavili multimetr na nejnižší rozsah zahrnující 20 Ω.
Měření můžete provést na šroubcích v konektoru jak pro topení hotendu, tak i vyhřívanou podložku. V případě vyhřívané podložky je také možné provést měření na pájecích ploškách/šroubcích držících kabely. Prosím projděte si obrázky výše.
Topná tělesa
|
MINI |
Topení hotendu |
[12.3 Ω - 15.1 Ω] |
|
Vyhřívaná podložka |
[4.5 Ω - 6.5 Ω] | |
|
MK3/S |
Topení hotendu |
[12.3 Ω - 15.1Ω] |
|
Vyhřívaná podložka |
[2.0 Ω - 4.0 Ω] | |
|
MK2/S |
Topení hotendu |
[3.1 Ω - 3.8 Ω] |
|
Vyhřívaná podložka |
[0.9 Ω - 1,1 Ω] |
Termistory
Abyste vyzkoušeli, zda termistory pracují v definovaném rozsahu hodnot odporu, můžete provést následující měření. Pro toto měření, je třeba, abyste nastavili multimetr na nejnižší rozsah zahrnující 150 kΩ. Na multimetrech je toto běžně vyznačeno jako 200K.
Všechny termistory mají jmenovitý odpor 100 kΩ při 25 °C. Za proměnlivé teploty mezi 20 °C a 30 °C lze realisticky očekávat [80 kΩ - 125 kΩ].
Napětí
Abyste zjistili, zda do topných těles směřuje správné napětí, můžete provést následující měření. Pro toto měření musí být multimetr nastaven na nejnižší rozsah zahrnující 24 V.
Měření je možné provést na šroubcích v konektoru jak pro topení hotendu, tak i vyhřívané podložky. V případě vyhřívané podložky je také možné provést měření na pájecích ploškách/šroubcích držících kabely. V tomto případě musí být konektory připojeny k řídící desce.
U MK4/MK3.9 a XL není možné měřit napětí na topení hotendu, protože konektory jsou příliš malé.
Pro měření zapněte předehřívání tiskárny pro PLA a změřte komponentu, kterou kontrolujete.
Očekávejte zhruba tyto hodnoty:
|
MINI |
Topení hotendu |
[23V - 24.5V] |
|
Vyhřívaná podložka |
[23V - 24.5V] | |
|
MK3/S |
Topení hotendu |
[23V - 24.5V] |
|
Vyhřívaná podložka |
[23V - 24.5V] | |
|
MK2/S |
Topení hotendu |
[11V - 13.5V] |
|
Vyhřívaná podložka |
[11V - 13.5V] |
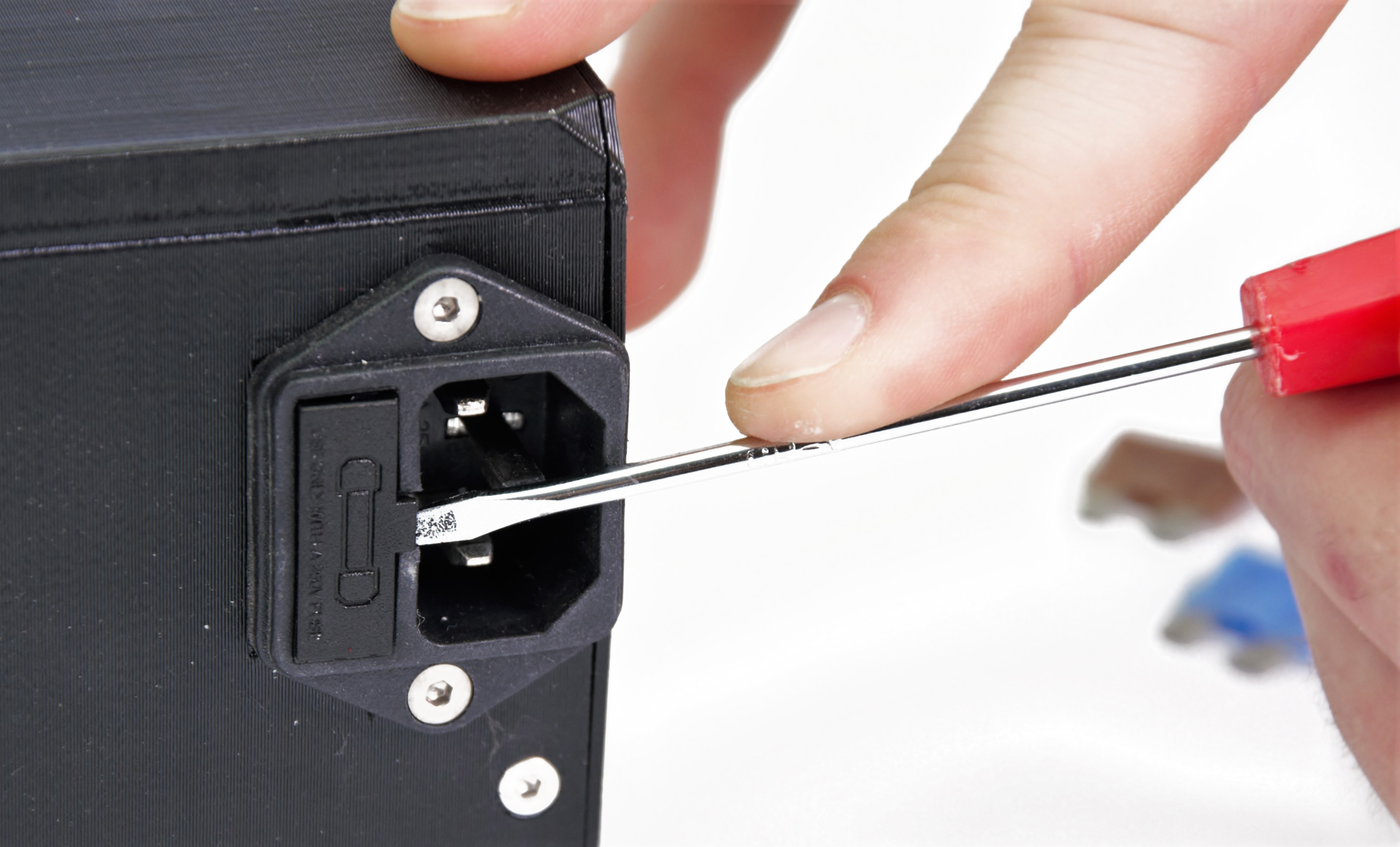
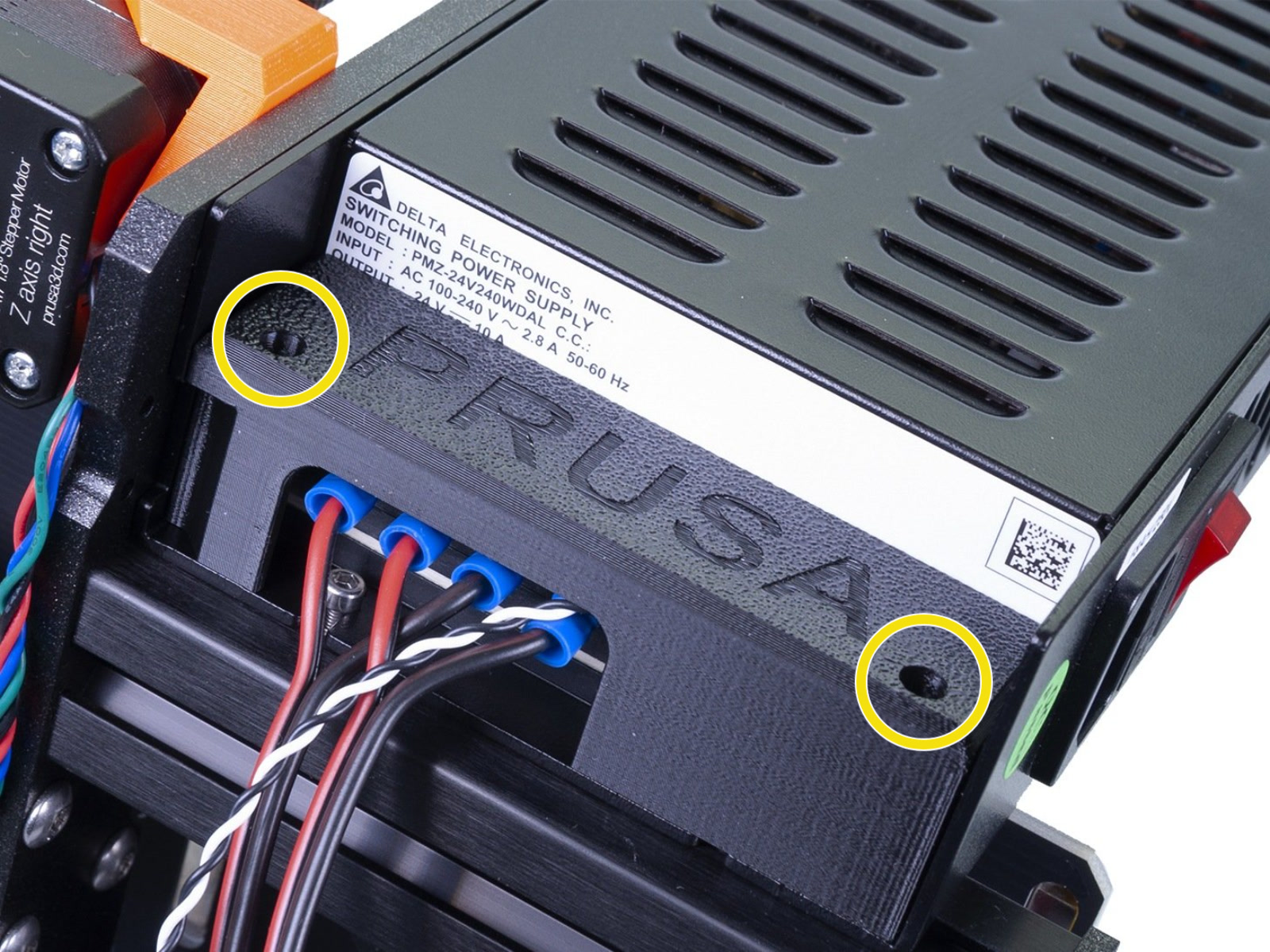
Pokud máte podezření, že je zdroj vadný, a zkontrolovali jste jedno vnější pojistku, můžete sondovat přímo kabelové svorky. Vyšroubujte dva šrouby držící kryt (žluté kroužky). Tak získáte přístup k napájecím svorkám.
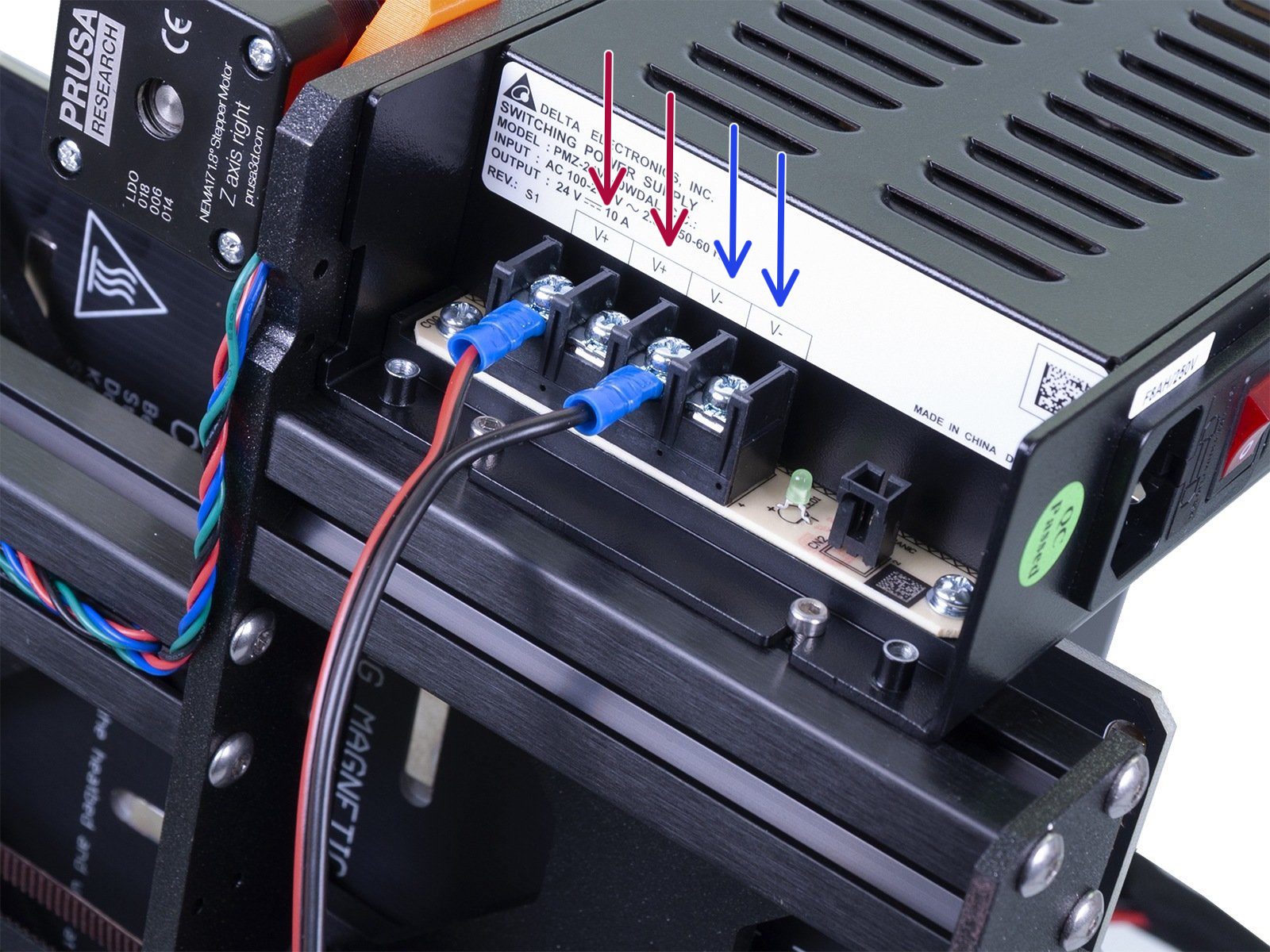
Kladný a záporný pól (+ a -) jsou rozděleny do dvou párů, přičemž dva levé konektory jsou kladný pól (červené šipky) a dva pravé konektory jsou záporný pól (modré šipky). Z každého páru změřte jeden.
 |  |