Tiskárny Original Prusa i3 využívají hotend E3D V6. Jsou kompatibilní s tryskami E3D V6 1.75 mm. Standardní tryska dodávaná k tiskárně je mosazná tryska E3D 0.4 mm, ale můžete potřebovat i jiné typy a průměry. Následující postup se vztahuje na všechny trysky, vyjma Olsson Ruby.
Trysku Olsson Ruby nozzle vyměňujte podle instrukcí na stránce official 3DVERKSTAN website. Jinak byste ji mohli poškodit!
Potřebné nástroje
- 2,5mm inbusový klíč (je součástí balení sestavených tiskáren a kitů)
- 7mm klíč/nástrčný klíč nebo kleště (7mm klíč/nástrčný klíč není součástí balení sestavených tiskáren a kitů).)
- 17mm klíč (není součástí balení sestavených tiskáren a kitů)
- Malá deska nebo hliníková fólie (není součástí balení sestavených tiskáren a kitů).)
Postup
Postupujte přesně podle tohoto postupu! Vynechání jednotlivých kroků může způsobit problémy s vytékáním či extruzí, které jsou popsány na konci tohoto článku.
- Abyste měli k trysce lepší přístup, posuňte extruder (osu Z) co nejvýše to jde: Jděte do LCD menu - Nastaveni - Posunout osu - Posunout Z. Pomocí otočného tlačítka upravte výšku.
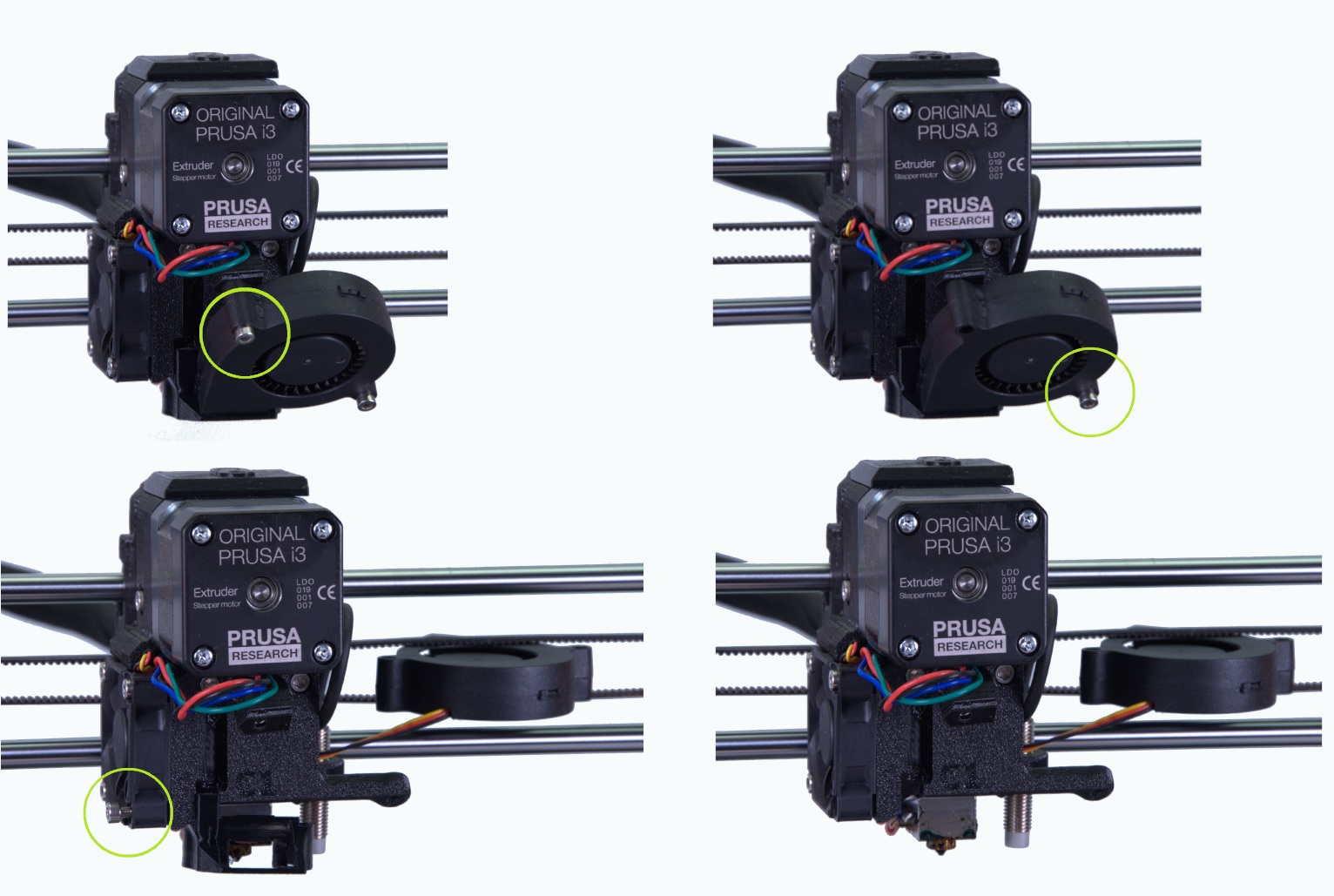
- Odšroubujte dva šrouby na tiskovém ventilátoru a jeden šroub, který drží jeho kryt. Sundejte obě části (viz. obrázek níže).
- Předehřejte trysku na 280 °C v LCD menu - Nastaveni - Teplota - Tryska. Zahřátí trysky je pro tento proces nezbytné.
POZOR: Horké součástky mohou způsobit vážné popáleniny!
- Vysuňte filament v LCD menu - Vyjmout filament. Případně proveďte Cold pull (MK3/S/+, MK2.5/S, MK3.5/S).
- Podržte topný blok 17mm klíčem (M10) nebo nastavitelným klíčem.
Buďte velmi opatrní okolo křehkého drátů vyhřívání a termistoru hotendu. Můžete je ulomit nebo zkratovat klíčem!
- Odšroubujte trysku pomocí dodaných kleští. Pokud používáte trysky E3D z našeho online obchodu, použijte 7mm klíč (M4) nebo 7mm nástrčkovou hlavici. Buďte opatrní, tryska je stále horká! Odložte ji mimo pracovní plochu na nehořlavý povrch.
- Ujistěte se, že nastavená teplota (280 °C) se nezměnila. Držte topný blok klíčem, opatrně přišroubujte novou trysku a pevně ji utáhněte.
Náš servisní a sestavovací tým používá momentový klíč 1 - 5 N m a utahuje trysku silou 2,5 N m (newton metr).
Finální kontrola
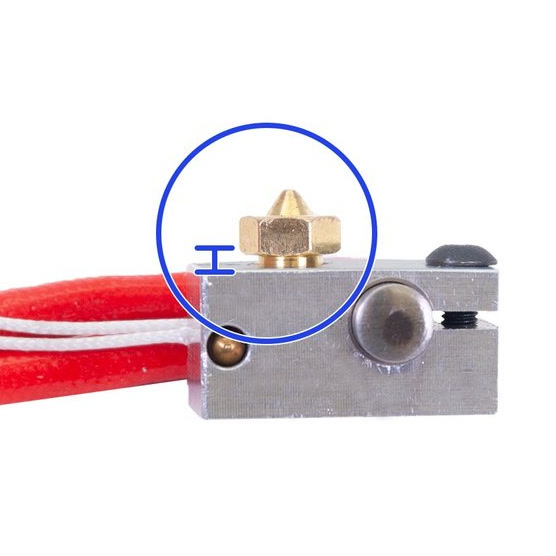
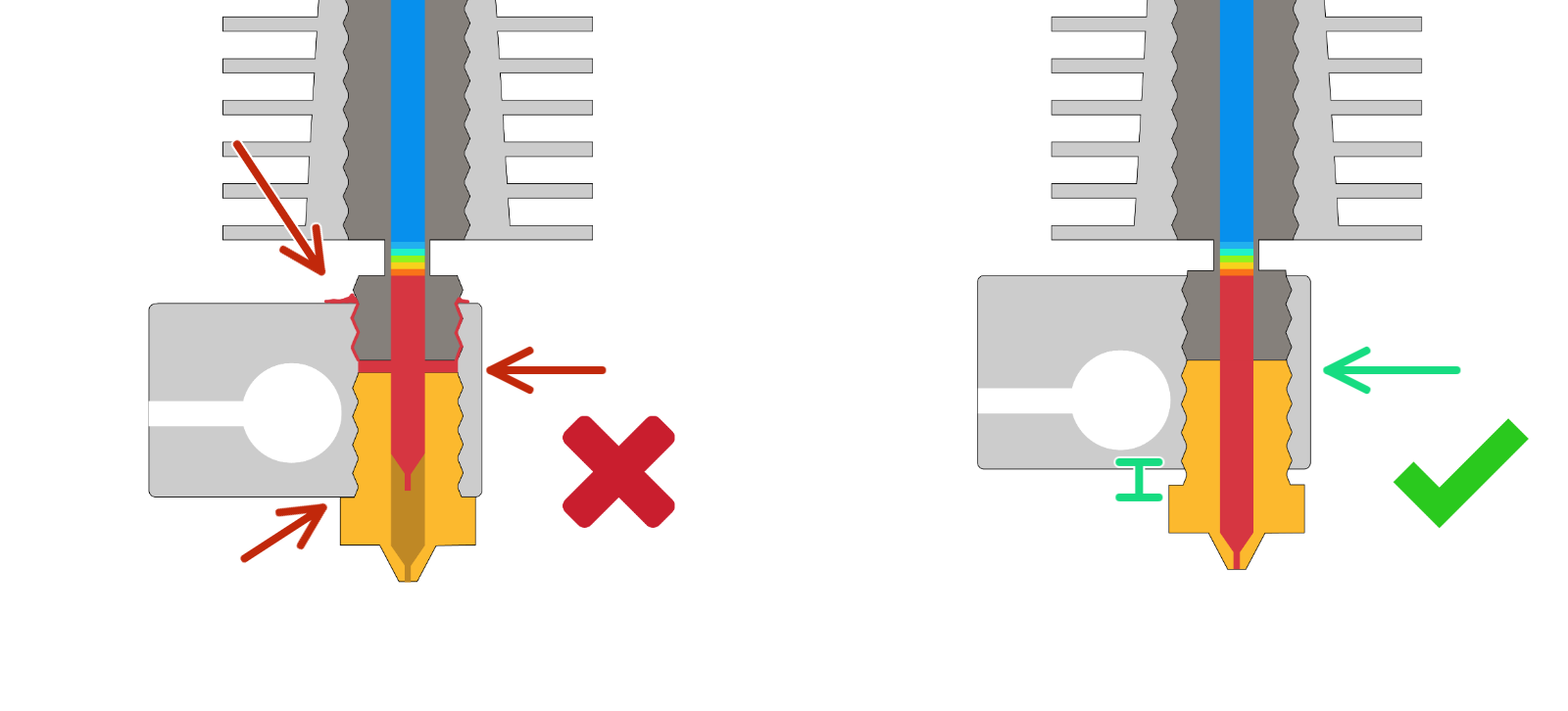
Mezi tryskou a blokem topení musí vždy být mezera (~0,5 mm) (obrázek vlevo). Horká tryska musí být pevně zajištěna v topném bloku, utažená proti heatbreaku (obrázek vpravo). Pokud nebude správně upevněna, nebude ani těsnit (obrázek uprostřed).
Po výměně trysky je také nezbytné znovu předělat Kalibrace první vrstvy (i3). Pokud jste nainstalovali trysku s jiným průměrem než 0,4 mm (0,25, 0,6, 0,8 mm), podívejte se prosím na Různé typy trysek.
 |  |
Tento postup můžete najít jako video na našem YouTube kanále. Berte na vědomí, že se některé kroky mohou mírně lišit od zde uvedeného postupu a vytištěné části extruderu mohou vypadat trochu jinak než ty vaše.